JP4223253B2 - 防水工法 - Google Patents
防水工法 Download PDFInfo
- Publication number
- JP4223253B2 JP4223253B2 JP2002271143A JP2002271143A JP4223253B2 JP 4223253 B2 JP4223253 B2 JP 4223253B2 JP 2002271143 A JP2002271143 A JP 2002271143A JP 2002271143 A JP2002271143 A JP 2002271143A JP 4223253 B2 JP4223253 B2 JP 4223253B2
- Authority
- JP
- Japan
- Prior art keywords
- waterproof sheet
- waterproof
- thermoplastic resin
- resin film
- laminated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Lining Or Joining Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
Description
【発明の属する技術分野】
本発明はコンクリート下地などに防水層を形成する防水シートおよびその接合方法で特に既存の下地状態に左右されることなく防水層を形成することのできる機械的固定による防水工法であり、防水シート同士の接合が容易な防水工法に関する。
【0002】
【従来の技術】
防水シートのコンクリートなどからなる下地へ防水層を形成する方法は、密着工法と機械的固定工法の2種類に分けることができる。
【0003】
密着工法とは、防水シートを、接着剤を用いて下地全面に貼り付けてしまう工法であり、また一方機械的固定工法とは浮かし貼り工法とも呼ばれ、防水シートを、接着剤を用いず、ボルト、ネジ又は釘などのアンカー部材により、局所的に下地に対して固定する方法である。
【0004】
密着工法は、下地が水分を含んでいたりすると接着剤がきかないこと、また、敷設後の水分の蒸発で膨れを生じるといった、下地の状態に左右されやすい問題が有り、防水シートの下に通気溝を設けて、脱気筒より排気するなどの工夫がなされていた(特開平4−258451号公報、特開昭61−17660号公報及び特開昭59−129131号公報参照)。
【0005】
そこで下地の状態に左右されない機械的固定工法が提案されている。機械的固定工法は通常、接着剤を用いていないため、下地の状態に左右されずに敷設できるとともに、局所的にしか固定されていないので、下地が水分を含んでいても下地から発生した水蒸気が排気しやすいといった利点がある。
【0006】
しかし、下地との固定の際に防水層となるシートにアンカー部材を通す貫通孔を設けなければならないために、防水の面では完全とは言い難いという問題がある。また、防水層の貫通孔をできるだけ小さくし、しかもその孔を塞いでしまうように工夫した方法として、防水シートの素材として塩化ビニルなどの合成樹脂を用い、固定プレートとしては鋼板の表面に防水シートと同質の合成樹脂を貼り付けたものを用いて、防水シートの上から防水シートと固定プレートの間に溶剤を注射針のようなもので注入し、溶剤で防水シート及び固定プレート表面の合成樹脂を溶かすことによって溶着するといった方法が提案されている(特開昭53−31324号公報)。
【0007】
この方法では、防水シートに貫通孔を開けることには違いないが、極めて小さな孔であり、しかも、溶剤を注入することによってその孔も塞ぐことができる。
【0008】
また、その他に固定プレートを熱可塑性樹脂単体で製造したものを使用したり、金属性の固定プレート本体に塩化ビニル樹脂をコーティングして、その上に重ねた同素材の塩化ビニル樹脂からなる防水シートを熱融着するといった方法も採られている。
【0009】
さらに特許文献1では上面に熱溶着材層を有する導体片を下地に固着し、その上から防水シートを重ねて防水シートの上から電磁誘導加熱することによって導体片を加熱し、熱溶着材層を融かして防水シートを熱融着するといった方法が開示されている。
【0010】
【特許文献1】
特開平4−254649号公報
【0011】
【発明が解決しようとする課題】
しかし、塩化ビニルなどの合成樹脂からなる防水シートは、耐候性に劣るという欠点があり、長期に渡って使用すると防水シート表面にクラックを生じて、漏水の問題を引き起こす可能性が考えられ、早期に防水シートの改修を必要とするという問題がある。また、素材として熱収縮が大きく、季節の変化による寸法安定性に乏しいため、しわの発生といった外観上の問題、塩素を含んでいるために環境上の問題などもある。
【0012】
防水シートとして合成樹脂以外に良く用いられる加硫ゴムシートは、合成樹脂製のシートと比べてそのような問題は少ないが、熱で融けないために熱融着ができない。通常接合には接着剤が用いられるが、接着剤を塗布したり貼り付けるといった作業や乾燥させるといった待ち時間があるので作業にある一定の時間を必要とすることと接合初期から大きな接着力が得られないといったこともある。
【0013】
また、特許文献1には、防水シートの素材としてゴム製のものをもちいるということが記載されていない。
【0014】
本発明では優れた耐候性をもった加硫ゴムからなる防水シートであっても機械的固定工法でシートに貫通孔を開けることなく固定プレートに強固に被覆することができ、防水シート同士の接合に関しても熱融着で容易に接合することができるような防水シートおよびその接合方法を提供するものである。
【0015】
【課題を解決するための手段】
本発明の請求項1は、防水シートと接する表面を被覆材で覆った固定プレートを下地にアンカー固定し、ゴムからなる防水シートを該固定プレートに熱融着することによって下地に敷設固定すると共に、前記ゴムからなる防水シートは、両面に熱可塑性樹脂フィルムを積層一体化してなり、防水シートの端部を加熱することによって熱可塑性樹脂フィルムを溶融させて隣り合う防水シート同士の端部を重ね合わせ熱融着により接合することを特徴とする防水工法である。
【0016】
防水シート本体としてはゴムを用いているので耐候性に優れ、温度変化による熱収縮も少ないといったゴムの優位点を享受することができ、また防水シート本体の少なくとも片面に熱可塑性樹脂フィルムを積層一体化した防水シートを用いることによって、防水シート同士の熱融着による接合が可能になるので、従来のゴム製防水シートを敷設する作業における接着剤の塗布・乾燥といった部分を省くことができるので敷設の作業が簡略化されるとともに接合直後から大きな接合力が得られるといった利点もある。また、防水シート 同士の熱融着による接合が可能になるとともに下地に固定した固定プレートに対してもより容易かつ強固に熱融着が可能となるので、従来のゴム製防水シートを敷設する作業における接着剤の塗布・乾燥といった部分を省くことができるので敷設の作業が簡略化されるとともに接合直後から大きな接合力が得られる。更に上面にも熱可塑性樹脂フィルムを配置することによって防水シート同士の接合の際に熱可塑性樹脂フィルム同士の熱融着になるので、融着する際の加熱時間を短縮することができる。
【0017】
【0018】
【0019】
請求項2では、ゴムからなる防水シート本体と熱可塑性樹脂フィルムは熱融着により積層一体化している請求項1に記載の防水工法としている。
【0020】
熱可塑性樹脂フィルムを熱融着することによって両者は強固に積層一体化され、両者の間での界面剥離等の問題のない防水シートが得られる。
【0021】
【0022】
【0023】
請求項3では、防水シート本体の上面に積層一体化した熱可塑性樹脂フィルムは着色されたフィルムである請求項1〜2のいずれかに記載の防水工法としている。
【0024】
請求項1と同様に防水シート同士の熱融着による接合における加熱時間が短縮できるということともに防水シート敷設後の外観に優れ、塗料を施すといった作業も省くことができる。
【0025】
請求項4では、熱可塑性樹脂フィルムの厚みが30〜300μmの範囲である請求項1〜3のいずれかに記載の防水工法としている。
【0026】
熱可塑性樹脂フィルムの影響で防水シートにソリが発生することも防止することができる。
【0027】
【発明の実施の形態】
以下、添付図面にしたがって本発明の具体的な実施態様を説明する。
【0028】
本発明の防水工法に用いられる防水シート1は下地に固定プレート12をアンカー部材13で固定し、該固定プレート12に熱融着することによって下地に敷設固定して用いるタイプの防水シートであり、図1は防水シートを下地に敷設固定したところを示す断面図である。
【0029】
図2および図3に示すように防水シート1はゴムからなる防水シート本体2と該防水シート本体2の上面もしくは下面の少なくとも片面に積層一体化した熱可塑性樹脂フィルム3からなっている。このように熱可塑性樹脂フィルム3を積層一体化することによって熱融着を行うことができるようになるので、防水シート1同士の接合において熱融着を用いることができる。
【0030】
また、防水シート本体2の下面に熱可塑性樹脂フィルムを積層しなかったとしても防水シート1のゴムと固定プレート12に被覆した熱可塑性樹脂フィルムとの間で加熱により固着することができるが、特に防水シート本体2の下面に前記熱可塑性樹脂フィルム3を積層一体化することによって、防水シート1同士の接合はもとより防水シート1の下地への固定についても固定プレート12との間の熱融着がより容易かつ強固に行うことができるようになる。
【0031】
防水シート本体2を構成する素材としてはエチレンプロピレンジエンモノマー(EPDM)、イソプレン・イソブチレン共重合体(IIR)等が挙げられ、耐候性に優れるとともに良好なゴム弾性を有するEPDMが好ましい。また、その厚みは1.0〜2.5mmの範囲のものを用いることが好ましい。1.0mm未満であると強度が不足して防水シートが容易に破断することがあり、2.5mmをこえると接合部において段差が大きくなってしまい外観を悪くすることにもなるので好ましくない。
【0032】
積層一体化する熱可塑性樹脂フィルム3は、ポリエチレン、ポリプロピレン、エチレンビニルアセテートなどのオレフィン樹脂やそれらを変成した塩素化ポリエチレン、塩素化ポリプロピレン、マレイン化エチレンビニルアセテートなどの変成オレフィン樹脂、オレフィン系熱可塑性エラストマーなどを用いることができ、通常30〜300μm厚みのシートを積層する。厚みが30μm未満であるとシート表面のパターンに熱可塑性樹脂フィルム3が沿わないなどの原因により熱融着による強度が低くなり、300μmを超えると防水シート本体2との熱収縮率の差により防水シート1におおきなソリが発生するので好ましくない。
【0033】
この防水シート本体2と熱可塑性樹脂フィルム3を積層一体化する方法としては、熱融着によるものや接着剤によるものが考えられるが、熱融着にて行うことによって強固に積層一体化することができる。具体的には防水シート本体2と熱可塑性樹脂フィルム3を重ね合わせてヒートロールなどにより加熱・加圧することによって熱融着で積層一体化することができる。また、防水シート本体2を加硫して間もない加熱された状態にて、熱可塑性樹脂フィルム3を積層して防水シート本体3を加硫するときの熱を利用して融着する方法である。
【0034】
具体的には、図4に示すような装置を用い、押出機(図示しない)から押出された未加硫ゴムシートをエンドレスベルト21に載せられて導入ロール22から所定温度(150〜200℃)に設定された加硫缶23内に送り込まれて加硫され、導出ロール24から加硫缶23外へ送り出されて複数個のガイドロールを経由して圧接ロール26で熱可塑性樹脂フィルム3が積層一体化され、テンションロール28を経て巻取りロール29に巻き取られる。
【0035】
このとき、加硫缶23から送り出されたばかりの加硫ゴム製の防水シート本体2は表面が130〜150℃になっており、熱可塑性シートを容易に融着することができる。
【0036】
このような片面に熱可塑性樹脂フィルム3を積層一体化した防水シート1を用いることによって、防水シート1同士の接合も熱融着で行うことができる。防水シート1同士の接合を接着剤にて行う場合は接合代にプライマーを塗布して接着剤を貼り付けしばらく乾燥させてから重ね合わせて転圧するという作業になるが、熱融着で行うとプライマーの塗布や接着剤の貼り付けといった作業がなくなり、そのまま熱可塑性樹脂フィルムが融ける温度で加熱して重ね合わせ、必要に応じて転圧する作業のみになるので作業的には簡便になる。
【0037】
また、図5に示すように防水シート本体2の下面だけでなく上面も併せて両面に熱可塑性樹脂フィルム4を積層一体化することによって防水シート1の接合の際に重ね合わせる両面が熱可塑性樹脂フィルムとなるので熱融着が短時間でより確実に行うことができるという利点がある。
【0038】
更に防水シート本体2の上面に積層一体化する熱可塑性樹脂フィルム4として着色したカラーフィルムを用いることで防水シート同士の熱融着の利便性を図ること以外に敷設後に防水シート1に塗料を塗る必要がなく、外観を高めることができる。
【0039】
一方、防水シート1の下地への固定であるが、防水シートを敷設しようとするコンクリートなどからなる下地11に、まず固定プレート12をアンカー部材13で所定間隔をもって固定配置する。配置する固定プレート12を数は、下地11の状態にもより、特に決まった数があるわけではないが、防水シート1が風などの影響で浮き上がったりしないように十分に下地11に固定される必要があり、通常1〜4個/m2程度の範囲で均等に配置する。
【0040】
固定プレート12を配置したら、次に防水シート1をその上から覆い被せるように配置する。防水シート1は、1〜2m幅のシートをジョイントし、現場の広さの防水シート1を形成し全面に配置する。
【0041】
そして、固定プレート12は図6にしめすように表面は熱可塑性の被覆材で覆われており、防水シート1と重なっている部分で、防水シート1の上から電磁誘導加熱機Dで金属製のプレート本体14を加熱して表面に被覆材15を融解することによって防水シート1に孔を開けることなく固定プレート12を融着固定している。
【0042】
また、本発明の固定プレート12はステンレス、亜鉛メッキ鋼板、ガルバニウム鋼板などの金属やその他の無機素材、繊維強化樹脂などからなる径がφ60〜100mm程度の円形または正方形、矩形などのプレート本体14と、その少なくとも防水シート1と接する表面を覆う被覆材15からなっており、厚みとしては0.2〜1.5mmのものが用いられる。厚みが0.2mm未満であると強度的に不足し、防水シート1が風の負圧などで浮き上がろうとした時に破壊される可能性がある。1.5mmを超えると防水シート1上に現れる段差が大きくなり外観を損ねることになるので好ましくない。
【0043】
被覆材15として用いられるものとしては、防水シート本体2を構成するゴムもしくは防水シート本体2の下面に積層一体化した熱可塑性樹脂フィルム3と融着が可能な熱可塑性素材であることが必要になり、ポリエチレン、ポリプロピレン、エチレンビニルアセテートなどのオレフィン樹脂やそれらを変成した塩素化ポリエチレン、塩素化ポリプロピレン、マレイン化エチレンビニルアセテートなどの変成オレフィン樹脂、オレフィン系熱可塑性エラストマーなどが挙げられる。
【0044】
また、プレート本体14と被覆材15とは、例えば融着や接着剤を介在するなどして固着されている。プレート本体14は、電磁誘導加熱によって加熱することのできる導体である必要があり、さらには防錆性、耐候性の高いものが好ましく、具体的には鋼板、溶融亜鉛メッキ鋼板、溶融アルミニウムメッキ鋼板、冷間圧延ステンレス鋼板、アルミニウム板、アルミニウム合金板などが挙げられる。
【0045】
このプレート本体14の厚みは使用する金属の種類によっても夫々異なるが、通常0.4〜2.0mm程度のものが用いられる。0.4mm未満であると剛性が低く屋根葺材としての形状を保つことができず、また2.0mmを超えると加工性が乏しくなる上に、重量が大きくなって好ましくない。特にステンレス鋼を用いる場合は0.5〜1.0mmの厚さがもっとも好ましい。ステンレス鋼であればこの範囲で剛性も十分に得られ、また、金切りはさみで簡単に切断加工することができ、施工時の加工も容易である。
【0046】
プレート本体14と被覆材15との接着は例えば次のような方法で行う。まず金属板の脱脂処理を行う。脱脂方法は、アルカリ洗浄法、溶剤洗浄法、エマルション洗浄法、電界脱脂洗浄法などの中から、使用する金属にあわせて好適なものを選択する。次に金属の防錆、粗面化を行う。化学的方法として酸洗い法、アルカリ防錆法などがあり、物理的方法としては、プラスト法、液体ホーニング法、ウォータージェット法、サンドペーパー研磨法などがあり、状況によって1つ、あるいは2つを組み合わせて用いる。
【0047】
次工程の化成処理は、金属の種類によって異なるが、リン酸塩皮膜、クロム酸塩皮膜、シュウ酸塩皮膜、カップリング材処理皮膜を施す。そして被覆材16をウレタン系接着剤、エポキシ樹脂系接着剤などを用いて接着する。被覆材16はプレート本体14と防水シート1と接する面にのみ配置していてもよいが、全面を覆っていても構わず、プレート本体14から被覆材15が剥離しにくくなるということでは好ましいといえる。
【0048】
また、融着する場合でもプレート本体14の表面を前記のように処理し、ホットメルト型接合材を介在して熱融着するか、プレート本体14に直接被覆材15を融着するなどが可能である。
【0049】
【実施例】
次に、本発明の実施例および本発明から外れる比較例を挙げて、防水シート同士の接合に要する時間を測定し比較した。
【0050】
(実施例1)
実施例1では防水シートとしては、EPDMからなる厚み1.5mmの防水シート本体の上面と下面の両方に厚みが150μmのポリプロピレンからなる熱可塑性樹脂フィルムを融着して積層一体化した防水シートを用いた。そして2枚の防水シートの端部をライスターにて250℃の温風で3秒間あぶって熱可塑性樹脂フィルムを溶融させて重ね合わせた。60分間放置後接合部の剥離強度を測定するとともに接合に要した時間を測定した。その結果を表1に示す。
【0051】
(実施例2)
防水シートの端部を温風であぶる時間を5秒間にした以外は実施例1とまったく同じ条件で防水シートを接合した。60分間放置後接合部の剥離強度を測定するとともに接合に要した時間を測定した。その結果を表1に示す。
【0052】
(比較例1)
防水シート本体の下面のみに熱可塑性樹脂フィルムを融着して積層一体化した以外は実施例1と同じ条件で防水シートを接合した。60分間放置後接合部の剥離強度を測定するとともに接合に要した時間を測定した。その結果を表1に示す。
【0053】
(比較例2)
防水シート本体の下面のみに熱可塑性樹脂フィルムを融着して積層一体化した以外は実施例2と同じ条件で防水シートを接合した。60分間放置後接合部の剥離強度を測定するとともに接合に要した時間を測定した。その結果を表1に示す。
【0054】
(比較例3)
防水シート本体の上面のみに熱可塑性樹脂フィルムを融着して積層一体化した以外は実施例1と同じ条件で防水シートを接合した。60分間放置後接合部の剥離強度を測定するとともに接合に要した時間を測定した。その結果を表1に示す。
【0055】
(比較例4)
防水シート本体の上面のみに熱可塑性樹脂フィルムを融着して積層一体化した以外は実施例2と同じ条件で防水シートを接合した。60分間放置後接合部の剥離強度を測定するとともに接合に要した時間を測定した。その結果を表1に示す。
【0056】
(比較例5)
防水シート本体の上面と下面ともに熱可塑性樹脂フィルムを設けなかった以外は実施例1と同じ条件で防水シートを接合した。60分間放置後接合部の剥離強度を測定するとともに接合に要した時間を測定した。その結果を表1に示す。
【0057】
(比較例6)
防水シート本体の上面と下面ともに熱可塑性樹脂フィルムを設けず、接合はブチルゴム系未加硫ゴムからなる接着剤を用い、防水シート同士の間に前記接着剤を介在して重ね合わせ転圧した。3日間放置後接合部の剥離強度を測定するとともに接合に要した時間を測定した。その結果を表1に示す。
【0058】
【表1】
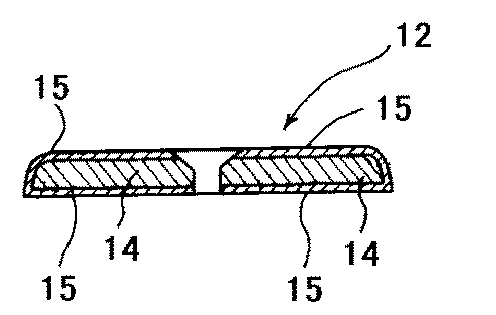
表1の結果をみてわかるように、比較例5ではまったく剥離強度が出ておらず熱可塑性樹脂フィルムを積層していないと熱融着ができないということがわかる。
【0060】
また実施例1と比較例1とでは剥離強度は変わっておらず、温風によってシートをあぶる時間が長くすれば熱可塑性樹脂フィルムを積層するのが片面だけであっても強固に熱融着できることがわかるが、実施例2と比較例2および比較例4を比べると比較例2および比較例4の剥離強度が低く、熱可塑性樹脂フィルムを防水シート本体の上下両面に設けたほうが加熱時間を短くしても大きな剥離強度が得られ、接合時間の短くすることができることがわかる。
【0061】
比較例6では接合時間が長くかかる上に、接着剤の時間を経て接着力が上がるという性質上、接合初期の段階ではあまり接合強度が得られていないことがわかる。
【0062】
【発明の効果】
以上のように本発明の請求項1は、防水シートと接する表面を被覆材で覆った固定プレートを下地にアンカー固定し、ゴムからなる防水シートを該固定プレートに熱融着することによって下地に敷設固定すると共に、前記ゴムからなる防水シートは、両面に熱可塑性樹脂フィルムを積層一体化してなり、防水シートの端部を加熱することによって熱可塑性樹脂フィルムを溶融させて隣り合う防水シート同士の端部を重ね合わせ熱融着により接合することを特徴とする防水工法である。
【0063】
防水シート本体としてはゴムを用いているので耐候性に優れ、温度変化による熱収縮も少ないといったゴムの優位点を享受することができ、また防水シート本体の少なくとも片面に熱可塑性樹脂フィルムを積層一体化した防水シートを用いることによって、防水シート同士の熱融着による接合が可能になるので、従来のゴム製防水シートを敷設する作業における接着剤の塗布・乾燥といった部分を省くことができるので敷設の作業が簡略化されるとともに接合直後から大きな接合力が得られるといった利点もある。また、防水シート同士の熱融着による接合が可能になるとともに下地に固定した固定プレートに対してもより容易かつ強固に熱融着が可能となるので、従来のゴム製防水シートを敷設する作業における接着剤の塗布・乾燥といった部分を省くことができるので敷設の作業が簡略化される とともに接合直後から大きな接合力が得られる。更に上面にも熱可塑性樹脂フィルムを配置することによって防水シート同士の接合の際に熱可塑性樹脂フィルム同士の熱融着になるので、融着する際の加熱時間を短縮することができる。
【0064】
【0065】
【0066】
請求項2では、ゴムからなる防水シート本体と熱可塑性樹脂フィルムは熱融着により積層一体化している請求項1に記載の防水工法としている。
【0067】
熱可塑性樹脂フィルムを熱融着することによって両者は強固に積層一体化され、両者の間での界面剥離等の問題のない防水シートが得られる。
【0068】
【0069】
【0070】
請求項3では、防水シート本体の上面に積層一体化した熱可塑性樹脂フィルムは着色されたフィルムである請求項1〜2のいずれかに記載の防水工法としている。
【0071】
請求項1と同様に防水シート同士の熱融着による接合における加熱時間が短縮できるということともに防水シート敷設後の外観に優れ、塗料を施すといった作業も省くことができる。
【0072】
請求項4では、熱可塑性樹脂フィルムの厚みが30〜300μmの範囲である請求項1〜3のいずれかに記載の防水工法としている。
【0073】
熱可塑性樹脂フィルムの影響で防水シートにソリが発生することも防止することができる。
【図面の簡単な説明】
【図1】 防水シートの固定方法を実施したところの断面図である。
【図2】 熱可塑性樹脂フィルムを上面に積層した防水シートの断面図である。
【図3】 熱可塑性樹脂フィルムを下面に積層した防水シートの断面図である。
【図4】 防水シートの加硫工程において熱可塑性シートを圧着しているところの概要説明図である。
【図5】 防水シートの別の形態を示す断面図である。
【図6】 固定プレートの例を示す断面図である。
【符号の説明】
1 防水シート
2 防水シート本体
3 熱可塑性樹脂フィルム
4 熱可塑性樹脂フィルム
11 下地
12 固定プレート
13 アンカー部材
14 プレート本体
15 被覆材
D 電磁誘導加熱機
Claims (4)
- 防水シートと接する表面を被覆材で覆った固定プレートを下地にアンカー固定し、ゴムからなる防水シートを該固定プレートに熱融着することによって下地に敷設固定すると共に、前記ゴムからなる防水シートは、両面に熱可塑性樹脂フィルムを積層一体化してなり、防水シートの端部を加熱することによって熱可塑性樹脂フィルムを溶融させて隣り合う防水シート同士の端部を重ね合わせ熱融着により接合することを特徴とする防水工法。
- ゴムからなる防水シート本体と熱可塑性樹脂フィルムは熱融着により積層一体化している請求項1に記載の防水工法。
- 防水シート本体の上面に積層一体化した熱可塑性樹脂フィルムは着色されたフィルムである請求項1〜2のいずれかに記載の防水工法。
- 熱可塑性樹脂フィルムの厚みが30〜300μmの範囲である請求項1〜3のいずれかに記載の防水工法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002271143A JP4223253B2 (ja) | 2001-09-18 | 2002-09-18 | 防水工法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001282493 | 2001-09-18 | ||
| JP2001-282493 | 2001-09-18 | ||
| JP2002271143A JP4223253B2 (ja) | 2001-09-18 | 2002-09-18 | 防水工法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003176605A JP2003176605A (ja) | 2003-06-27 |
| JP4223253B2 true JP4223253B2 (ja) | 2009-02-12 |
Family
ID=26622377
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002271143A Expired - Fee Related JP4223253B2 (ja) | 2001-09-18 | 2002-09-18 | 防水工法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4223253B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006125182A (ja) * | 2004-09-30 | 2006-05-18 | Mitsuboshi Belting Ltd | 改修用防水シートおよびそれを用いた改修構造 |
-
2002
- 2002-09-18 JP JP2002271143A patent/JP4223253B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003176605A (ja) | 2003-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4685591A (en) | Dispensing tube package | |
| EP0617664B1 (en) | Laminate of heat sealable polyolefin and cured polyolefin sheeting | |
| US20110232737A1 (en) | Multilayer solar element | |
| US4767658A (en) | Rubber sheeting with integral adhesive edge | |
| CA1272673A (en) | Rubber sheeting with integral adhesive edge | |
| KR102238477B1 (ko) | Tpo 복합 방수시트 및 이의 조립구조 | |
| JP4223253B2 (ja) | 防水工法 | |
| JP2006125182A (ja) | 改修用防水シートおよびそれを用いた改修構造 | |
| JP2004211291A (ja) | 防水・遮水シートの接合方法 | |
| JPH11348181A (ja) | ゴム特性を有する接合可能な弾性ラミネ―ト | |
| JP4180820B2 (ja) | 防水シート用固定プレート及び防水シートの固定方法 | |
| JP4230858B2 (ja) | 遮水シートの壁面固定構造および同固定方法 | |
| WO2005095090A1 (en) | Sheeting material | |
| JP2003191336A (ja) | 防水・遮水シートの接合方法 | |
| JPS6038129A (ja) | 厚手のプラスチツクスシ−トの接続方法 | |
| JP2006274681A (ja) | 防水シートの固定方法 | |
| JP3859144B2 (ja) | 防水シート、防水シートの接合構造、防水シートの接合方法 | |
| JP4025251B2 (ja) | 防水施工用役物およびそれを用いた接合構造、接合方法 | |
| JP2003035013A (ja) | 防水シートの固定方法 | |
| JP2005180141A (ja) | 防水シートの固定方法 | |
| JP2007198121A (ja) | シート防水改修方法およびシート防水改修構造 | |
| US20240287806A1 (en) | Polymer film | |
| JP2008082155A (ja) | 防水シートの接合方法 | |
| JP2006283549A (ja) | 防水シートの固定方法 | |
| JP2005126987A (ja) | 防水シートの固定方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050831 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070809 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080616 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080805 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080925 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081118 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081119 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4223253 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111128 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111128 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121128 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121128 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131128 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |