JP4201296B2 - 床用緩衝材 - Google Patents
床用緩衝材 Download PDFInfo
- Publication number
- JP4201296B2 JP4201296B2 JP05887199A JP5887199A JP4201296B2 JP 4201296 B2 JP4201296 B2 JP 4201296B2 JP 05887199 A JP05887199 A JP 05887199A JP 5887199 A JP5887199 A JP 5887199A JP 4201296 B2 JP4201296 B2 JP 4201296B2
- Authority
- JP
- Japan
- Prior art keywords
- sound absorbing
- absorbing material
- sheet
- reinforcing
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000000463 material Substances 0.000 title claims description 50
- 239000011358 absorbing material Substances 0.000 claims description 50
- 239000012790 adhesive layer Substances 0.000 claims description 24
- 230000003014 reinforcing effect Effects 0.000 claims description 23
- 239000012779 reinforcing material Substances 0.000 claims description 23
- 229920003002 synthetic resin Polymers 0.000 claims description 20
- 239000000057 synthetic resin Substances 0.000 claims description 20
- 239000004745 nonwoven fabric Substances 0.000 claims description 18
- 239000006260 foam Substances 0.000 claims description 15
- 229920005989 resin Polymers 0.000 claims description 14
- 239000011347 resin Substances 0.000 claims description 14
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 claims description 11
- 239000010410 layer Substances 0.000 claims description 11
- 239000012943 hotmelt Substances 0.000 claims description 8
- 239000003351 stiffener Substances 0.000 claims 1
- 239000000853 adhesive Substances 0.000 description 28
- 230000001070 adhesive effect Effects 0.000 description 27
- 238000009408 flooring Methods 0.000 description 13
- 238000000034 method Methods 0.000 description 12
- 239000000835 fiber Substances 0.000 description 11
- -1 polyethylene Polymers 0.000 description 10
- 239000002023 wood Substances 0.000 description 10
- 239000004698 Polyethylene Substances 0.000 description 8
- 238000010276 construction Methods 0.000 description 8
- 229920000573 polyethylene Polymers 0.000 description 8
- 238000010521 absorption reaction Methods 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 230000035515 penetration Effects 0.000 description 6
- 238000009413 insulation Methods 0.000 description 5
- 238000001816 cooling Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 229920001971 elastomer Polymers 0.000 description 4
- 238000010030 laminating Methods 0.000 description 4
- 239000004831 Hot glue Substances 0.000 description 3
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 3
- 238000004040 coloring Methods 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 239000000839 emulsion Substances 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 239000011120 plywood Substances 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229920006026 co-polymeric resin Polymers 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000002194 synthesizing effect Effects 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images
Landscapes
- Floor Finish (AREA)
- Laminated Bodies (AREA)
Description
【発明の属する技術分野】
本発明は床用緩衝材に関し、さらに詳しくは防水性、防湿性およびコンクリートスラブ床面との接着性に優れ、しかも、製造工程の合理化を図ることができる、木質系防音床材に使用する床用緩衝材に関する。
【0002】
【従来の技術】
従来よりゴムシート、合成樹脂発泡シート、嵩高不織布などの吸音材を木質系基材に接合した木質系防音床材が使用されている。特に近年は高い防音性が要求されており、熱圧縮ウレタンフォーム、熱エンボスウレタンフォーム、チップウレタンフォームなどの高吸音性を有する吸音材が用いられている。
しかし、高い吸音性を有する吸音材には多数の空隙が存在するため、このような吸音材と木質系基材との貼合せ加工時やコンクリートスラブ床面への施工時に接着剤が塗布されると、接着剤が吸音材の空隙に染み込んで硬化し、吸音性が低下するという問題があった。また吸音材がコンクリートスラブ床面と接すると該コンクリートスラブ床面の水分が吸音材を通過し、木質系基材と吸音材との接着性を低下させたり、木質系基材を変形させるなどの問題が生じる。
【0003】
このような問題を解決するため、コンクリート面からの吸い込みを防止するために、凹凸模様を有する吸音材の凸部に接着剤を塗布して合成樹脂フィルムを貼着した緩衝材(特開平8−277622号公報)や、凹凸模様を有する吸音材と合成樹脂フィルムの接着性を改良するために、これらの間に不織布を介在させた緩衝材(特開平8−232450号公報)が提案されている。
しかし、上記の緩衝材では、コンクリートスラブ床面と接する面が合成樹脂フィルムであるため接着性に劣り、施工時または施工後に剥がれ易いという問題があった。また吸音材に接着剤を塗布すると接着剤が吸音材の空隙にしみ込んで硬化し、吸音材の吸音性を低下させるという問題があった。さらに上記緩衝材の製造には、吸音材凸部、不織布、合成樹脂フィルムに接着剤を塗布する工程、平板プレス機または加圧ロールを用いて圧着する工程、および養生工程を経るので、加工設備が大がかりとなり、生産工程数が多く、製造時間も長くなり、製造コストが増大するという問題があった。
【0004】
【発明が解決しようとする課題】
本発明の課題は、上記従来技術の問題を解決し、防水性および防湿性のみならず、コンクリートスラブ床面との接着性に優れ、しかも、製造工程の合理化を図り、コスト低減が可能な床用緩衝材を提供することにある。
【0005】
【課題を解決するための手段】
本発明で特許請求される発明は以下のとおりである。
(1)スパンボンド不織布である補強材シートに接着剤層を形成して得られた補強シートと吸音材から構成される緩衝材であって、前記接着剤層がホットメルト系樹脂層であり、前記補強シートの接着剤層と補強材シートは合成樹脂フィルムを介して3層タイプの補強シートを形成し、該補強シートは、前記接着剤層を介して前記吸音材の少なくとも片面に接合され、また、前記吸音材が発泡ウレタンフォームからなり、かつ前記吸音材の別の片面に、さらに木質系基材を接合させたことを特徴とする床用緩衝材。
【0006】
【発明の実施の形態】
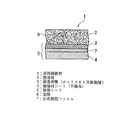
図1は、本発明の他の実施例を示す床用緩衝材の断面図である。
図1において、床用緩衝材1は、吸音材2と、接着剤層3、合成樹脂フィルム7および補強材シート4からなる補強シート5とからなり、吸音材2はその片面が補強シート5の接着剤層3に接合されている。
このような構成を有する床用緩衝材1は、図示しない木質系基材と接合されて木質系防音床材とされ、施工時には床用緩衝材1の補強材シート4がコンクリートスラブ床面に貼着される。
【0007】
本発明に用いられる吸音材としては、L−50、45、40などの高い吸音性の木質系床材に使用されている、ウレタンフォーム、熱圧縮ウレタンフォーム、熱エンボスウレタンフォームなどの発泡体およびこれらのウレタン発泡体と不織布を組合わせものなどが挙げられる。発泡体としては、ヘタリが少なく、回復性に優れたウレタンフォームであり、連続発泡型の軟質、半硬質の発泡体は吸音性に優れるためより好ましい。また不織布としては、ヘタリが少なく、回復性に優れ、かつ厚み方向に繊維が配列され、低密度で嵩高なニードルパンチ加工された短繊維不織布が好ましい。吸音材の厚さは2〜12mmの範囲が好ましく、その密度は0.02〜0.2g/cm3 の範囲が好ましい。
【0008】
本発明に用いられる補強シートは、ホットメルト系接着剤層と補強材シートを有し、該接着剤層と補強材シートの間には合成樹脂フィルムを介在させることができる。接着剤層には、吸音材や補強材シートへの接着剤の染み込みを防止し、また製造工程数の低減を図る点から、ホットメルト系接着剤を用いる。該接着剤層の接着剤としてはビカット軟化点〔JIS−K−7206〕(融点)が、180℃以下、好ましくは30〜160℃の軟化点を有するもの、例えば、エチレン−酢酸ビニル共重合樹脂、ポリアミド系樹脂、直鎖状ポリエステル樹脂、線状低密度ポリエチレン樹脂、ポリオレフィン系共重合樹脂、ポリエチレン樹脂、ポリオレフィン系共重合体、ゴム系エラストマー、ウレタン樹脂系エラストマーまたはこれらの混合物などを用いる。
【0009】
補強材シートには、特定の不織布が用いられる。特定の不織布としては、例えばポリエチレン、ポリプロピレンなどのポリオレフィン繊維、ポリエステル繊維、ポリアミド繊維、これらの複合繊維または共重合繊維などの単一または2種以上からなる短繊維、長繊維またはこれらの混合繊維を、公知の方法のスパンボンド法により得られる不織布を用いる。これらのうち、厚みが薄く、強度の高い、スパンボンド法による部分熱圧着の長繊維不織布が好ましく用いられる。
【0010】
補強材シートとしては厚みが薄く、強度の高いものほど好ましいが、通常は、厚さが0.05〜0.5mm、好ましくは0.08〜0.3mm、目付が10〜50g/m2 、好ましくは12〜40g/m2 、引張強力が0.5kg/5cm以上、好ましくは1.0kg/5cm以上の補強材が用いられる。
上記接着剤層と補強材シートの間に合成樹脂フィルムを介在させる場合には、該合成樹脂フィルムには、厚みが5〜50μm、好ましくは10〜30μmのポリエチレンフィルム、ポリプロピレンフィルムなどを用いることができる。
また補強材シートには、吸音性能、ユーザー等を区分するために着色してもよい。着色は、織物や不織布の原料を着色する方法、補強シートとした後に補強材シートにグラビア印刷する方法、接着剤層を着色する方法などにより行うことができる。
【0011】
接着剤層、合成樹脂フィルムおよび補強材シートからなる3層タイプの補強シートは、合成樹脂とホットメルト系樹脂とを別々のTダイまたは1つのTダイを用いてフィルム化し、冷却する前の合成樹脂フィルム面に補強材を重ねて貼り合わせる共押出しラミネート方法、タンデムラミネート機により補強材を連続的に供給しながら、まず合成樹脂を押出し、続いてホットメルト系樹脂を押出す方法、合成樹脂フィルムの一方の面にホットメルト系樹脂を塗布した後、該フィルムの他面に接着剤を用いて補強材をラミネートする方法などにより得ることができる。
【0012】
ホットメルト系接着剤は、補強材シートまたは合成樹脂フィルムの全面にフィルム状、繊維状、粉末状に塗布して設けてもよいが、スジ状、ドット状などに部分的に塗布したものであってもよい。3層タイプの補強シートは、床用緩衝材の防水性、防湿性およびコンクリートスラブ床面との接着性を改善する場合に好ましく用いられる。
【0013】
本発明における床用緩衝材は、吸音材の少なくとも片面に補強シートの接着剤層面を重ね合わせた後、ビガット軟化点30℃以上に加熱できる熱風ゾーンで予熱し、一対のロール間隙または加熱ロール間隙等を通過させて、該接着剤層の接着剤を軟化または溶融させる加熱、加圧を施した後、冷却することにより製造することができる(加熱、加圧は、吸音材と補強シートとを積層した厚みの30〜90%にロール間隙等を設定して接合される。)。この接合は吸音材表面と接着剤層の表面同士の接合となり、吸音材の内部にホットメルト樹脂が染み込むことがなく、従って、吸音材の吸音性が低下することがなく、高い吸音性を維持することができる。また積層、加熱、加圧、冷却という簡単な工程で製造することができるため、加工設備費、加工機設置面積、加工期間、加工コスト等の低減を図ることができる。
【0014】
本発明における木質系防音床材は、上記床用緩衝材の吸音材面と木質系基材の裏面とを接着剤を用いて接合することにより得ることができる。木質系基材としては合板、パーティクルボードなどの公知のものが用いられ、その厚さは4〜12mmの範囲が好ましい。また木質系基材には剛性および吸音性を改善するために、裏面に貫通しない程度の切溝を形成するのが好ましい。このときの切溝は幅1〜10mm、深さは厚みの30〜80%、間隔は5〜30mmとするのが好ましい。またこのときの接着剤には酢酸ビニル樹脂エマルジョン等が用いられる。
本発明における木質系防音床材は、上記した効果を有するとともに、その裏面が補強材シートで構成されているため、コンクリートスラブ床面との接着性に優れ、高い接着強度が得られ、施工時または施工後に床材が剥がれるを防止することができる。
【0015】
【実施例】
以下、本発明を実施例により具体的に説明するが、本発明はこれに限定されるものではない。
実施例1
吸音材としては、熱圧縮エンボス加工(凹凸形状)が施された厚さ4mm、密度30kg/m3 の連続発泡型ウレタンフォームを用いた。
補強シートとしては、目付25g/m2 、厚み0.12mmのポリエステルスパンボンドを補強材シートの片面に、ポリエチレンフィルム10μmの合成樹脂フィルムと、エチレン−酢酸ビニルコポリマー20μm(ビガット軟化点49℃のホットメルト系接着剤)の接着剤層を共押出しラミネート加工して得られたものを用いた。
床用緩衝材は、上記吸音材と補強シートの接着剤層とを重ねて積層した後、一対の熱ロール(ロール間隙2.5mm、設定温度120℃)で加熱・加圧した後、冷却して製造した。また木質系防音床材は、上記の床用緩衝材の吸音材面に、厚み9mmの溝加工化粧合板の裏面を接着剤(酢酸ビニル樹脂エマルジョン)を用いて貼り合わせて製造した。
【0017】
比較例1、2
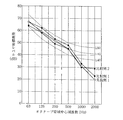
目付25g/m2 のポリエステル・スパンボンド不織布の片表面にポリエチレンをTダイにて押出しラミネート加工して20μmのポリエチレンフィルムを貼り合わせ、その後、該不織布の他方の面に実施例1で用いたそれぞれの吸音材を酢酸ビニル系またはアクリル酸エステル系エマルジョン接着剤を用いて貼り合わせて床用緩衝材を製造し、さらに実施例1と同様にして木質系防音床材を製造した。得られた各木質系防音床材をJIS−A−1418に従い、軽量床衝撃音の遮音レベルを測定し、その結果を表1および図2に示した。
【0018】
【表1】

表1および図2から、実施例1で得られた木質系防音床材では、比較例1、2のものに比べて吸音性に優れることが示される。また、実施例1の木質系防音床材の吸音材と補強シートの接合部を強制的に剥離したところ、いずれも吸音材への接着剤の染み込みがみられず、かつ吸音材への接着力が良好であり、材料破壊傾向が見られた。これに対し、比較例1および2の木質系防音床材の吸音材と不織布およびポリエチレンフィルムからなる複合品の接合部を強制的に剥離したところ、吸音材内部への接着剤の浸透が著しく、吸音材の硬化現象が見られ、かつ接着強力が弱く、界面剥離傾向が見られた。
【0020】
実施例3および比較例3
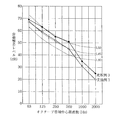
実施例1で得られた木質系防音床材(実施例3)をそれぞれポリウレタン系接着剤を100g/m2 塗布し、厚さ150mmの下地コンクリートスラブ面に接着し、JIS−A−1418に準じて軽量床衝撃音の遮音レベルを測定し、その結果を図3に示した。また比較例3として、実施例1で用いた吸音材(比較例3)を、それぞれ厚み9mmの溝加工化粧合板の裏面に貼り合わせて木質系防音床材を製造し、さらに上記と同様にして下地コンクリートスラブ面に接着し、同様の遮音レベルを測定し、その結果を表2および図3に示した。
【0021】
【表2】
表2および図3から明らかなように、本発明の木質系防音床材では、吸音材とコンクリートスラブ面の間にポリエチレンフィルムが存在するため、施工時の接着剤の浸透防止効果が得られ、吸音性の低下がなく、良好な結果が得られた。またこのポリエチレンフィルムが防湿層として作用するため、湿気が吸音材に通過して木質基材を変形させたり、接着力を低下させることがない。さらにコンクリートスラブ面と接触する面が不織布であるため、高い接着強度が得られ、施工時や施工後に剥離することがない。これに対し、補強シートを使用しない比較例3の場合には、吸音材への接着剤の染み込みが著しく、吸音性が著しく低下する傾向にあった(約1ランクダウン:5dB)。
【0023】
【発明の効果】
本発明の床用緩衝材によれば下記に示す優れた効果を得ることができる。
(1) コンクリートスラブ面に接する面が補強材シートであるため、コンクリートスラブ面との接着力を向上させることができる。
(2) 吸音材と補強材シートまたは合成樹脂フィルムとを接着する接着剤層としてホットメルト系樹脂層を使用することにより、吸音材への接着剤の染み込みを防止することができ、吸音性能の低下を防止することができる。
(3) ホットメルト系樹脂層と補強材シートを有する補強シートを予め製造しておくことにより、吸音材との積層、加熱、加圧という簡単な工程で製造することができ、コスト低減を図ることができる。
(4) 接着剤層と補強材シートの間に合成樹脂フィルムを介在させることにより、コンクリートスラブ面からの吸湿を防止できるため、木質基材の変形や剥離を防ぐことができるとともに、コンクリートスラブ面への施工時の接着剤の吸音材への染み込みを防止することができ、高い吸音性が得られる。
【図面の簡単な説明】
【図1】本発明の他の実施例を示す床用緩衝材の断面図。
【図2】木質系防音床材の遮音レベルを示す図。
【図3】下地コンクリートスラブ面に接着した木質系防音床材の遮音レベルを示す図。
【符号の説明】
1…床用緩衝材、2…吸音材、3…接着剤層(ホットメルト系樹脂層)、4…補強材シート(不織布)、5…補強シート、6…空隙、7…合成樹脂フィルム。
Claims (1)
- スパンボンド不織布である補強材シートに接着剤層を形成して得られた補強シートと吸音材から構成される緩衝材であって、前記接着剤層がホットメルト系樹脂層であり、前記補強シートの接着剤層と補強材シートは合成樹脂フィルムを介して3層タイプの補強シートを形成し、該補強シートは、前記接着剤層を介して前記吸音材の少なくとも片面に接合され、また、前記吸音材が発泡ウレタンフォームからなり、かつ前記吸音材の別の片面に、さらに木質系基材を接合させたことを特徴とする床用緩衝材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP05887199A JP4201296B2 (ja) | 1999-03-05 | 1999-03-05 | 床用緩衝材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP05887199A JP4201296B2 (ja) | 1999-03-05 | 1999-03-05 | 床用緩衝材 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000257248A JP2000257248A (ja) | 2000-09-19 |
| JP2000257248A5 JP2000257248A5 (ja) | 2006-04-20 |
| JP4201296B2 true JP4201296B2 (ja) | 2008-12-24 |
Family
ID=13096820
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP05887199A Expired - Lifetime JP4201296B2 (ja) | 1999-03-05 | 1999-03-05 | 床用緩衝材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4201296B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4108417B2 (ja) * | 2001-09-07 | 2008-06-25 | 三井化学株式会社 | 積層シートおよびその製造方法 |
| JP4748958B2 (ja) * | 2004-07-22 | 2011-08-17 | 大建工業株式会社 | 化粧板用基材の製造方法 |
| JP5905350B2 (ja) * | 2012-07-04 | 2016-04-20 | フクビ化学工業株式会社 | 遮音性を有する床材及びそれを用いた床構造 |
| JP2016539259A (ja) * | 2013-10-11 | 2016-12-15 | ヴェーぺーテー ゲーエムベーハーWPT GmbH | 弾性フロアパネル |
| JP2015218543A (ja) * | 2014-05-21 | 2015-12-07 | パナソニックIpマネジメント株式会社 | 直貼り床材 |
-
1999
- 1999-03-05 JP JP05887199A patent/JP4201296B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000257248A (ja) | 2000-09-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2002507503A (ja) | 表装付き木質板と表装の装着方法 | |
| JP4201296B2 (ja) | 床用緩衝材 | |
| CZ292856B6 (cs) | Textilní podlahová krytina a způsob její výroby | |
| JP2000117709A (ja) | 複合木質基材及びその製造方法 | |
| JP2717917B2 (ja) | 木質系防音床材 | |
| JP3145024B2 (ja) | 木質系防音床材 | |
| JP2001032515A (ja) | 床 材 | |
| JP2733333B2 (ja) | 防音床材の製造方法 | |
| JPH1046796A (ja) | 化粧板およびその製造方法 | |
| JP2724115B2 (ja) | 木質系防音床材 | |
| JPH1037443A (ja) | 建築用化粧板 | |
| JP4033545B2 (ja) | 防音床材 | |
| RU2830892C2 (ru) | Плита и панель пола на основе такой плиты | |
| JPH11254416A (ja) | コンクリート型枠用表皮材およびコンクリート型枠 | |
| JP3015606U (ja) | 熱接着性汚染防止シート | |
| JP2652758B2 (ja) | 建築用板およびその製造方法 | |
| JPH084261A (ja) | 木質系防音床材およびその製造方法 | |
| JPH0754448Y2 (ja) | 直貼用床材 | |
| JP3052605B2 (ja) | 防音床材の製造法 | |
| JP4059333B2 (ja) | 木質系芯材ボード | |
| JP2004156246A (ja) | 床板およびこれを用いた床 | |
| JP2001150414A (ja) | 木質床材 | |
| JP3854410B2 (ja) | 積層材の製造方法 | |
| JPH09131819A (ja) | 緩衝材の製造方法及び防音用床材 | |
| JPH0422626A (ja) | 樹脂オーバーレイ板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060303 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060303 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20060303 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080318 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080605 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080801 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081001 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081006 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111017 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111017 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111017 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111017 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121017 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121017 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131017 Year of fee payment: 5 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |