JP4185045B2 - 燃料噴射弁 - Google Patents
燃料噴射弁 Download PDFInfo
- Publication number
- JP4185045B2 JP4185045B2 JP2004371370A JP2004371370A JP4185045B2 JP 4185045 B2 JP4185045 B2 JP 4185045B2 JP 2004371370 A JP2004371370 A JP 2004371370A JP 2004371370 A JP2004371370 A JP 2004371370A JP 4185045 B2 JP4185045 B2 JP 4185045B2
- Authority
- JP
- Japan
- Prior art keywords
- fuel
- fuel injection
- nozzle plate
- valve
- concave
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Landscapes
- Fuel-Injection Apparatus (AREA)
Description
燃料の噴射と噴射停止を行うための開閉可能な弁体と、前記弁体と離接して燃料の噴射と噴射停止を行う弁座を有するノズルプレートと、前記ノズルプレートに固設されて複数の燃料噴射孔を有するオリフィスプレートと、を備えた燃料噴射弁であって、
前記ノズルプレートは、前記弁座より縮径された燃料導入孔と、前記燃料導入孔の下流側で弁径方向に延びて前記燃料噴射孔に繋がる複数の凹形状燃料通路と、前記凹形状燃料通路を隔てる曲面をもつ凸形状部と、前記凸形状部のさらに外寄りに形成された溝と、から構成され、前記燃料導入孔と前記凹形状燃料通路と前記凸形状部と前記溝とは同一部材で形成され、前記ノズルプレートにおける前記燃料導入孔と前記凹形状燃料通路とは前記ノズルプレートの部材を動かさずに位置決めした状態で引き続いての加工である同行程加工で形成され、
前記オリフィスプレートは、前記弁径方向に同心状に複数の燃料噴射孔の配置された凹形状底面部を形成するとともに、外周部に前記凹形状底面部よりも肉厚の外周凸面部を形成し、
前記凹形状底面部は、前記ノズルプレートの前記凸形状部の曲面と同等の曲面形状を有し、
前記ノズルプレートの前記溝に前記オリフィスプレートの前記外周凸面部が挿入されて前記オリフィスプレートが前記ノズルプレートに固定される燃料噴射弁。
前記ノズルプレートは、前記弁座より縮径された燃料導入孔と、前記燃料導入孔の下流側で弁径方向に延びて前記燃料噴射孔に繋がる複数の凹形状燃料通路と、前記凹形状燃料通路を隔てる曲面をもつ凸形状部と、前記凸形状部のさらに外寄りに形成された溝と、から構成され、前記燃料導入孔と前記凹形状燃料通路と前記凸形状部と前記溝とは同一部材で形成され、前記ノズルプレートにおける前記燃料導入孔と前記凹形状燃料通路とは前記ノズルプレートの部材を動かさずに位置決めした状態で引き続いての加工である同行程加工で形成され、
前記オリフィスプレートは、前記弁径方向に同心状に複数の燃料噴射孔の配置された凹形状底面部を形成するとともに、外周部に前記凹形状底面部よりも肉厚の外周凸面部を形成し、
前記凹形状底面部は、前記ノズルプレートの前記凸形状部の曲面と同等の曲面形状を有し、
前記ノズルプレートの前記溝に前記オリフィスプレートの前記外周凸面部が挿入されて前記オリフィスプレートが前記ノズルプレートに固定され、
前記複数の燃料噴射孔は2つのグループに区分けされ、前記複数の燃料噴射孔から噴射される噴霧がグループ毎に2方向噴霧を形成する燃料噴射弁。
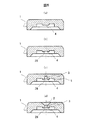
本発明の第1の実施形態に係る燃料噴射弁について、図1〜図6を参照しながら以下詳細に説明する。図1は本発明の第1の実施形態に係る燃料噴射弁の全体構成の断面図である。図2は第1の実施形態に係る燃料噴射弁におけるノズルの下端部を拡大した断面図である。図3は第1の実施形態に係る燃料噴射弁におけるノズル下端部を構成するノズルプレート及びオリフィスプレートの作用を説明する図である。図4は第1の実施形態に係る燃料噴射弁におけるノズル下端部を構成するノズルプレート及びオリフィスプレートの孔配置を示す図である。図5は第1の実施形態に係る燃料噴射弁におけるオリフィスプレートの加工工程を示す図である。図6は第1の実施形態に係る燃料噴射弁におけるノズルプレートの加工工程を示す図である。
本発明の第2の実施形態に係る燃料噴射弁について、図7〜図10を参照しながら以下詳細に説明する。図7は本発明の第2の実施形態に係る燃料噴射弁のオリフィスプレートにおける噴射孔配置と噴射孔周りの燃料流れを示す図である。図8は第2の実施形態に係る燃料噴射弁を採用した場合における2方向噴射を説明する図である。図9は本発明の第1と第2の実施形態に係る燃料噴射弁をポート噴射式内燃機関に搭載した構成例を示す図である。図10は図9をC方向から見た断面であって吸気弁と噴霧との関係を示す図である。
図8に示したような2方向噴霧は、図9と図10に示すような多気筒内燃機関に使用すると良い。図9は、多気筒内燃機関の吸気管への装着状態を示す図である。図10は、C方向より視た図で、吸気ポート108と燃料噴射弁100及び噴射弁からの噴霧39との位置関係を示す図である。
2 弁座
3 燃料導入孔
4 凸部
5 溝
6 弁体
13 ノズル
14 燃料通路用部材
25 椀型オリフィスプレート
26 凹形状燃料通路
27 オリフィスプレートの凸部
28 オリフィスプレートの凹部底面
29,31,32 燃料噴射孔
30 出口面部
36 凹形状燃料通路
37,38,39 噴霧
41 燃料噴射孔の外周壁
100 燃料噴射弁
101 多気筒内燃機関
102 燃焼室
103 ピストン
104 ピストンキャビティ
105 シリンダ
106 シリンダヘッド
107 吸気弁
108 吸気ポート
108a 中央隔壁
108b 側壁
109 排気弁
110 点火プラグ
111 吸気通路
Claims (5)
- 燃料の噴射と噴射停止を行うための開閉可能な弁体と、前記弁体と離接して燃料の噴射と噴射停止を行う弁座を有するノズルプレートと、前記ノズルプレートに固設されて複数の燃料噴射孔を有するオリフィスプレートと、を備えた燃料噴射弁であって、
前記ノズルプレートは、前記弁座より縮径された燃料導入孔と、前記燃料導入孔の下流側で弁径方向に延びて前記燃料噴射孔に繋がる複数の凹形状燃料通路と、前記凹形状燃料通路を隔てる曲面をもつ凸形状部と、前記凸形状部のさらに外寄りに形成された溝と、から構成され、前記燃料導入孔と前記凹形状燃料通路と前記凸形状部と前記溝とは同一部材で形成され、前記ノズルプレートにおける前記燃料導入孔と前記凹形状燃料通路とは前記ノズルプレートの部材を動かさずに位置決めした状態で引き続いての加工である同行程加工で形成され、
前記オリフィスプレートは、前記弁径方向に同心状に複数の燃料噴射孔の配置された凹形状底面部を形成するとともに、外周部に前記凹形状底面部よりも肉厚の外周凸面部を形成し、
前記凹形状底面部は、前記ノズルプレートの前記凸形状部の曲面と同等の曲面形状を有し、
前記ノズルプレートの前記溝に前記オリフィスプレートの前記外周凸面部が挿入されて前記オリフィスプレートが前記ノズルプレートに固定される
ことを特徴とする燃料噴射弁。 - 請求項1記載の燃料噴射弁において、
前記凹形状底面部を形成したオリフィスプレートは、平坦面部に複数の燃料噴射孔を同心的に加工した材料に対して、曲率をもった押し型によるプレス成形加工したものである
ことを特徴とする燃料噴射弁。 - 請求項1又は2記載の燃料噴射弁において、
前記ノズルプレートの前記凸形状部の曲面部と前記オリフィスプレートの前記凹形状底面部の曲面部とは、前記オリフィスプレートを前記ノズルプレートに組み立て固設する際に、組み立てに支障のない最小隙間を形成する
ことを特徴とする燃料噴射弁。 - 燃料の噴射と噴射停止を行うための開閉可能な弁体と、前記弁体と離接して燃料の噴射と噴射停止を行う弁座を有するノズルプレートと、前記ノズルプレートに固設されて複数の燃料噴射孔を有するオリフィスプレートと、を備えた燃料噴射弁であって、
前記ノズルプレートは、前記弁座より縮径された燃料導入孔と、前記燃料導入孔の下流側で弁径方向に延びて前記燃料噴射孔に繋がる複数の凹形状燃料通路と、前記凹形状燃料通路を隔てる曲面をもつ凸形状部と、前記凸形状部のさらに外寄りに形成された溝と、から構成され、前記燃料導入孔と前記凹形状燃料通路と前記凸形状部と前記溝とは同一部材で形成され、前記ノズルプレートにおける前記燃料導入孔と前記凹形状燃料通路とは前記ノズルプレートの部材を動かさずに位置決めした状態で引き続いての加工である同行程加工で形成され、
前記オリフィスプレートは、前記弁径方向に同心状に複数の燃料噴射孔の配置された凹形状底面部を形成するとともに、外周部に前記凹形状底面部よりも肉厚の外周凸面部を形成し、
前記凹形状底面部は、前記ノズルプレートの前記凸形状部の曲面と同等の曲面形状を有し、
前記ノズルプレートの前記溝に前記オリフィスプレートの前記外周凸面部が挿入されて前記オリフィスプレートが前記ノズルプレートに固定され、
前記複数の燃料噴射孔は2つのグループに区分けされ、前記複数の燃料噴射孔から噴射される噴霧がグループ毎に2方向噴霧を形成する
ことを特徴とする燃料噴射弁。 - 請求項4記載の燃料噴射弁において、
前記2方向噴霧を形成するそれぞれの噴霧は、2つ以上の燃料噴射孔より噴射される燃料噴霧であり、
前記2つ以上の噴霧を前方で近接させたことにより、中心部の密度が濃くて外側に向かって段階的に希薄となる噴霧とする
ことを特徴とする燃料噴射弁。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004371370A JP4185045B2 (ja) | 2004-12-22 | 2004-12-22 | 燃料噴射弁 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004371370A JP4185045B2 (ja) | 2004-12-22 | 2004-12-22 | 燃料噴射弁 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006177244A JP2006177244A (ja) | 2006-07-06 |
| JP4185045B2 true JP4185045B2 (ja) | 2008-11-19 |
Family
ID=36731575
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004371370A Expired - Fee Related JP4185045B2 (ja) | 2004-12-22 | 2004-12-22 | 燃料噴射弁 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4185045B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012209326A1 (de) * | 2012-06-01 | 2013-12-05 | Robert Bosch Gmbh | Brennstoffeinspritzventil |
| JP6305119B2 (ja) * | 2014-03-07 | 2018-04-04 | 株式会社エンプラス | 燃料噴射装置用ノズルプレート |
| JP6412379B2 (ja) * | 2014-09-18 | 2018-10-24 | 日立オートモティブシステムズ株式会社 | 燃料噴射弁 |
| JP7366500B2 (ja) | 2019-11-20 | 2023-10-23 | 株式会社ディスコ | 搬送車、搬送路及び搬送システム |
| JP7358017B2 (ja) | 2019-11-20 | 2023-10-10 | 株式会社ディスコ | 搬送車及び搬送システム |
| JP7366499B2 (ja) | 2019-11-20 | 2023-10-23 | 株式会社ディスコ | 搬送車 |
| JP7378895B2 (ja) | 2019-11-20 | 2023-11-14 | 株式会社ディスコ | 搬送車 |
-
2004
- 2004-12-22 JP JP2004371370A patent/JP4185045B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006177244A (ja) | 2006-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4022882B2 (ja) | 燃料噴射装置 | |
| JP5537512B2 (ja) | 燃料噴射弁 | |
| JP3777259B2 (ja) | 電磁式燃料噴射弁 | |
| JP2003506626A (ja) | 燃料噴射弁及び、弁の吐出開口を製造するための方法 | |
| JP6292188B2 (ja) | 燃料噴射装置 | |
| JP2009243323A (ja) | 燃料噴射弁及びオリフィスの加工方法 | |
| JP4029586B2 (ja) | 燃料噴射弁 | |
| US9464612B2 (en) | Fuel injection valve | |
| JP4185045B2 (ja) | 燃料噴射弁 | |
| JP4300197B2 (ja) | 燃料噴射弁とこれを用いた内燃機関 | |
| US20140251264A1 (en) | Fuel Injection Valve | |
| JP2003254194A (ja) | 燃料噴射弁とその装置及び内燃機関並びに燃料噴射弁の製造方法及びそのノズルボディとその製造方法 | |
| EP1857669B1 (en) | Fuel injection valve | |
| US10344727B2 (en) | Electromagnetic fuel injection valve for in-cylinder injection | |
| US7552880B2 (en) | Fuel injector with a deep-drawn thin shell connector member and method of connecting components | |
| JP2006207452A (ja) | 燃料噴射弁 | |
| JP4537457B2 (ja) | 燃料噴射弁 | |
| JP2018105137A (ja) | 電磁式燃料噴射弁 | |
| JP4490840B2 (ja) | 燃料噴射弁 | |
| JP2002130085A (ja) | 燃料噴射弁及びその製作方法と内燃機関 | |
| JP4511960B2 (ja) | 燃料噴射弁 | |
| US20140027541A1 (en) | Fuel Injection Valve | |
| JP5298048B2 (ja) | オリフィス加工方法 | |
| JP6501500B2 (ja) | 燃料噴射弁 | |
| JP4138778B2 (ja) | 燃料噴射弁 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061213 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080430 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080527 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080724 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080819 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080904 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110912 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |