JP4137725B2 - 接合部材の加工寸法決定方法および装置 - Google Patents
接合部材の加工寸法決定方法および装置 Download PDFInfo
- Publication number
- JP4137725B2 JP4137725B2 JP2003192147A JP2003192147A JP4137725B2 JP 4137725 B2 JP4137725 B2 JP 4137725B2 JP 2003192147 A JP2003192147 A JP 2003192147A JP 2003192147 A JP2003192147 A JP 2003192147A JP 4137725 B2 JP4137725 B2 JP 4137725B2
- Authority
- JP
- Japan
- Prior art keywords
- dimension
- conductive film
- anisotropic conductive
- joint
- joining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/36—Assembling printed circuits with other printed circuits
- H05K3/361—Assembling flexible printed circuits with other printed circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0266—Marks, test patterns or identification means
- H05K1/0269—Marks, test patterns or identification means for visual or optical inspection
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/16—Inspection; Monitoring; Aligning
- H05K2203/162—Testing a finished product, e.g. heat cycle testing of solder joints
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/16—Inspection; Monitoring; Aligning
- H05K2203/163—Monitoring a manufacturing process
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/321—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by conductive adhesives
- H05K3/323—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by conductive adhesives by applying an anisotropic conductive adhesive layer over an array of pads
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/721—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors
- H10W90/724—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors between a chip and a stacked insulating package substrate, interposer or RDL
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Combinations Of Printed Boards (AREA)
- Liquid Crystal (AREA)
- Wire Bonding (AREA)
- Devices For Indicating Variable Information By Combining Individual Elements (AREA)
- Non-Insulated Conductors (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Description
【発明の属する技術分野】
本発明は、液晶ディスプレイやプラズマディスプレイ等の表示パネルの回路電極と、表示パネルを駆動する電子回路を形成するプリント基板の電極とを接合する方法およびその接合装置に関する。
【0002】
【従来の技術】
液晶ディスプレイやプラズマディスプレイ等の表示パネルは、ガラス製の基板上に表示部および当該表示部の画素を駆動するための信号を入力する回路電極が形成された構造を有している。表示パネル上の回路電極と、表示パネルを駆動するために信号を出力するプリント基板上の電極とを接続するために、異方性導電フィルムを用いて表示パネルとプリント基板とを接合する方法が知られている(例えば、特許文献1参照)。
【0003】
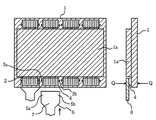
図11を参照して、従来の回路電極の接合方法を説明する。図11は、異方性導電フィルム4を用いて接合される表示パネル1およびプリント基板6を示す。
【0004】
表示パネル1は、ガラス基板上に、画像を表示する表示部1a、および当該表示部1aを駆動するための信号を入力する回路電極2を有する。回路電極2は、表示部1aの周辺に形成される。接合部8は、1つのプリント基板が接合される複数の回路電極2とその間の領域である。接合部8は、表示パネル1に接合されるプリント基板6と同数だけ設けられる。位置決めマーク3aおよび3bは、1つの接合部8の両側に設けられ、接合部の位置を検出するために用いられる。
【0005】
異方性導電フィルム4は、熱圧着加工されることにより、表示パネル1とプリント基板6とを接合するとともに、圧着部における厚み方向に対しては導通性を有し、面方向に対しては絶縁性を有する。
【0006】
プリント基板6には、導体7と位置決めマーク5aおよび5bとが設けられる。位置決めマーク5aおよび5bは、プリント基板の位置を検出するためのマークである。接合部8とプリント基板6とが、異方性導電フィルム4で接合されることにより、回路電極2と導体7とは、異方性導電フィルム4を介して電気的に接続される。
【0007】
図12を参照して、異方性導電フィルムの寸法および貼付位置の決定方法を説明する。図12は、図11の拡大図である。同図には、位置決めマーク3aおよび3b、接合部8、ならびに異方性導電フィルム4の寸法が示されている。位置決めマーク3aと3bとの間隔をL、接合部8の長さをM、1つの接合部8の位置決めマーク3aと互いに隣り合う接合部8の位置決めマーク3aとの間のピッチをP、位置決めマーク3aと異方性導電フィルム4との距離をX、そして異方性導電フィルム4の長さをNとする。
【0008】
異方性導電フィルム4の長さNは、接合部を覆うために接合部8の長さMよりも長く設定され、両者の差分であるN−Mは、異方性導電フィルム4が接合部8を完全に覆うための余裕である。N−Mが大きいほど確実に接合部8を覆うことができる。しかし、N−Mが大きすぎるために、異方性導電フィルム4が位置決めマーク3bに接触してしまうと、位置決めマーク3aおよび3bの検出が不可能になる。つまり異方性導電フィルム4の長さNは、接合部8の長さMよりも長く、位置決めマーク3aと3bとの間隔Lよりも短かく設定される。すなわち、M<N<Lの関係を満たすように設定される。
【0009】
また、異方性導電フィルム4を位置決めマーク3aおよび3bのちょうど中間に貼り付けることにより、異方性導電フィルム4が、位置決めマーク3aおよび3bに接触する危険性が最小になる。このため、異方性導電フィルム4の貼り付け位置は、異方性導電フィルム4と位置決めマーク3aとの距離Xが、X=(L−N)÷2になるように設定される。
【0010】
図13を参照して、接合部8とプリント基板6とを接合する従来の接合装置について説明する。図13に示された接合装置Bは、設計寸法記憶部108、入力部122、制御部124、フィルム裁断部202、フィルム貼付部204、プリント基板貼付部206、表示パネル搬送部208、および加熱加圧部210を備える。
【0011】
設計寸法記憶部108は、異方性導電フィルム4の長さN、位置決めマーク3aと異方性導電フィルム4との間の距離X、および接合部間ピッチPのそれぞれの設計寸法(Nt、Xt、Pt)を記憶している。フィルム裁断部202は、設計寸法記憶部108から異方性導電フィルム4の長さNtを読み出して、異方性導電フィルム4を長さNtに裁断する。フィルム貼付部204は、裁断された異方性導電フィルム4を、位置決めマーク3aから距離Xtだけ離して接合部8上に貼付する。
【0012】
接合部8への異方性導電フィルム4の貼付が完了すると、プリント基板貼付部206は、カメラ(図示せず)で位置決めマークを検出し、位置決めマーク3aおよび3bと5aおよび5bとがそれぞれ所定の位置関係をもって整合するようにプリント基板6を接合部8に貼付する。
【0013】
1つの接合部8への異方性導電フィルム4およびプリント基板6の貼り付けが完了すると、表示パネル搬送部208は、表示パネル1をピッチPtの距離だけ移動させる。そして、次の接合部8に対して異方性導電フィルム4およびプリント基板6の貼付が開始される。
【0014】
加熱加圧部210は、上記のように接合部8とプリント基盤6に挟まれて貼付された異方性導電フィルム4を既知の方法を用いて加圧および加熱する。これにより接合部8とプリント基板6とが接合されるとともに、回路電極2と導体7とは電気的に接続される。
【0015】
【特許文献1】
特開平8−107268号公報
【0016】
【発明が解決しようとする課題】
表示パネル1に対して異方性導電フィルム4が貼付される工程において、表示パネルはが高温に保たれ、熱膨張している場合がある。このため、実際の位置決めマーク3aと3b間の距離L、および接合部の長さMは、表示パネルの温度および、表示パネル1の熱膨張係数に応じて変化する。しかし、表示パネル1の温度分布および組成は、個々の表示パネルによってばらつきがある。このため、実際の位置決めマーク3aと3b間の距離は、設計寸法Lに対する誤差ΔL’を有する。誤差ΔL’の値が大きい場合には、異方性導電フィルムが位置決めマーク3aおよび3bに接触し、あるいは接合部8を覆う事ができない等の不具合が生じる。
【0017】
また、高温の表示パネル1に常温において適切な寸法に裁断された異方性導電フィルム4を貼付すると、表示パネル1の熱量が伝導され、異方性導電フィルム4の長さは、熱膨張により伸長する。このため、常温において適切に設定された異方性導電フィルム4と位置決めマーク3aおよび3bとの距離Lが変化し、貼付した異方性導電フィルム4が位置決めマーク3aおよび3bに接触する場合がある。
【0018】
また、異方性導電フィルム4を高温の表示パネル1に貼り付ける工程において不具合が無い場合でも、表示パネル1および異方性導電フィルム4は、常温まで冷却されると収縮する。このため異方性導電フィルム4および接合部8が、常温まで冷却される事によって収縮した長さの差分C’だけ、異方性導電フィルム4および接合部8の長さの差(N−M)が変化する。つまり、異方性導電フィルム4と接合部8との位置関係を貼り付け時に適切に設定しても、使用時においてその位置関係が変化してしまい、異方性導電フィルム4の長さNが接合部8の長さMよりも短くなると、回路電極2と導体7の接続が確保されない。
【0019】
また、異方性導電フィルム4を切断する装置の動作のばらつき、および接合フィルムを貼り付ける時のプレス圧力による異方性導電フィルム4の変形に起因して、表示パネルに貼り付けた時の異方性導電フィルム4の長さNは変化する。このため、実際に接合部8に貼り付けられた異方性導電フィルム4の長さは、設計寸法に対して、工程能力のばらつきに起因する加工誤差D’を有する。すなわち、加工誤差D’が大きい場合には、異方性導電フィルム4が、接合部を十分に覆っていない、あるいは位置決めマーク3aおよび3bと接触する等の不具合を生じる。
【0020】
このため、加工工程において貼り付け時の環境温度における設計寸法のとおりに、異方性導電フィルム4を裁断し、所定の位置に貼り付けても、使用時の温度環境下において、適切な長さのフィルムが、適切な場所に貼り付けられていることが保証されない。
【0021】
本発明は、温度変化によって寸法が変化する接合対象物を使用時とは異なる環境温度下で接合する接合フィルムの寸法を決定する装置および方法を提供することを目的とする。
【0022】
【課題を解決するための手段】
上記目的を達成するために本発明は、回路電極の接合部の設計寸法と前記接合部を測定した測定寸法との比較を行い、比較の結果に基づいて接合部材の寸法決定を行い接合部に設置する。この接合部に隣接する他の接合部の位置は、前記の比較結果に基づき推定して接合部材を設置し接合するものである。この本発明によれば、位置決めマークが接合部材で覆われるという不都合を排除する。これによって位置合わせ精度の低下を防止でき、高品質な回路電極の接合方法および装置を提供することができる。
【0023】
本発明は、第2の温度(T2)で使用される回路電極の接合部(8)と接合部材(4)とを第2の温度(T2)と異なる第1の温度(T1)環境で接合する方法であって、
第1の温度における前記回路電極(2)の接合部の実測寸法を測定する工程(S404)と、
接合部の実測寸法(Lm(T1))と第1の温度(T1)における接合部の設計寸法(Lt(T1))とを比較する工程(S406)と、
この比較した結果に基づいて接合部材(4)の裁断寸法(Nca)を決定し接合部に設置する工程(S408、S410)とを有する回路電極(2)の接合方法である。
【0024】
これによれば、形成された接合部の測定寸法と設計寸法を比較して形成誤差を算出する。この算出値に基づいて接合部材の寸法や隣接する接合部の位置を求めるため、接合する正確な位置を確保できるという作用を有するものである。
【0025】
【発明の実施の形態】
本発明の実施の形態に係る加工寸法決定装置について具体的に説明する前に、まず本発明の基本概念を説明する。従来の技術に関して説明したように、表示パネル1上に設けられた接合部8および異方性導電フィルム4の寸法は、温度変化によって変化する。
【0026】
接合部8の長さは、個々の表示パネル毎に異なる表示パネル1の組成や温度分布のばらつきなど、再現性を有しない要因の影響を強く受ける。表示パネルに形成された位置決めマーク間の距離、接合部8の長さ、接合部間のピッチは、熱膨張の程度のばらつきに起因する誤差を有している。図14は、実際の異方性導電フィルム4の長さおよび貼り付け位置を示す図である。図14に示された、位置決めマーク間の距離(L+ΔL)、接合部の長さ(M+ΔM)、接合部間のピッチ(P+ΔP)、および異方性導電フィルムの長さ(N+ΔN)は、それぞれの実際の寸法を表している。L、M、N、およびPは、それぞれの貼付工程温度での設計寸法であり、ΔL、ΔM、ΔN、およびΔPは、それぞれ設計寸法に対する誤差を示す。
【0027】
例えば、位置決めマーク3aと3bとの間の距離の貼付工程での設計寸法Lと実際の寸法との誤差はΔLで表される。この誤差ΔLは、貼付工程の環境温度における、温度分布のばらつきおよび表示パネルの組成のばらつきなどによる表示パネルの熱膨張のばらつきに起因する。
【0028】
接合部の長さ(M+ΔM)、および接合部間のピッチ(P+ΔP)の誤差(ΔM、ΔP)は、いずれも表示パネルの熱膨張に起因する。つまり、これらの誤差は、それぞれの設計寸法に対する比率は同一である。このため、貼付工程の温度で実測した位置決めマーク間の寸法(L+ΔL)の設計寸法Lに対する比率を求めることにより、当該比率を用いて接合部の長さ(M+ΔM)、接合部間のピッチ(P+ΔP)を算出できる。
【0029】
また、接合部8と異方性導電フィルム4との位置関係は、貼付工程の温度で適切になるように設定しても、温度変化により、設定した位置関係が崩れてしまう。このとき、接合部8と異方性導電フィルム4との位置関係は、それぞれの熱膨張係数および温度の変化量に応じて変化する、接合部8と異方性導電フィルム4との寸法の変化量の差に相当する。つまり、温度の変化による接合部8と異方性導電フィルム4との位置関係の変化量は、熱膨張係数および温度差から理論的に求める事が可能であり、温度変化による寸法の変化量Cを算出して、貼付工程における寸法を補正することが可能である。
【0030】
異方性導電フィルム4を裁断する際の実際の裁断寸法のばらつきや、異方性導電フィルム4を貼付する工程における貼付圧のばらつきなど、加工動作のばらつきに起因して接合部8と異方性導電フィルム4の位置関係が変化する。このような工程能力に起因する、接合部8と異方性導電フィルム4との位置関係の変化は、工程能力が変化しない限り再現性を有する。このため、あらかじめ工程能力に起因する異方性導電フィルム4の寸法の誤差を特定しておき、異方性導電フィルムの裁断寸法および位置を補正する事が可能である。
【0031】
このように、接合部8と異方性導電フィルム4の位置関係に影響を与える誤差は、それぞれ異なる要因毎に適した方法でその影響の度合いを求める事ができる。本発明においては、このような、技術思想に基づいて、異方性導電フィルムの裁断寸法を補正することによって、適切な長さの異方性導電フィルムが、貼り付け工程および使用時において適切な位置に接合される事を保証するものである。
【0032】
(第1の実施の形態)
図1を参照して、本発明の第1の実施の形態に係る加工寸法決定装置を組み込んだ接合装置Aaについて説明する。接合装置Aaは、加工寸法決定部100aおよび加工動作部200を備える。
【0033】
接合装置Aaは、異方性導電フィルム4を接合部材として用い、表示パネル1の接合部8にプリント基板6を接合する。接合装置Aaは、異方性導電フィルム4を貼付工程での表示パネル1の温度T1の接合部8の長さに適合するように裁断して、表示パネル1の接合部8に貼付する。このとき、貼付工程における表示パネル1の温度T1は、本実施の形態では、80℃に設定される。異方性導電フィルム4は、常温(25℃)で裁断され、80℃の表示パネル1に貼付される。
【0034】
加工寸法決定部100aは、異方性導電フィルム4の長さおよび貼り付け位置を決定する。加工動作部200は、加工寸法決定部100aによって決定された寸法に従って、表示パネル1とプリント基板6とを接合する動作を実行する。
【0035】
加工寸法決定部100aは、基準寸法測定部102、補正係数算出部104、設計寸法記憶部108、裁断寸法決定部110、貼付位置決定部112、送り位置決定部114、入力部122、および制御部124を備える。
【0036】
基準寸法測定部102は、温度T1における接合部8の寸法を代表する基準寸法Lm(T1)を測定する。本実施の形態における基準寸法Lm(T1)は、温度T1における図14に示された位置決めマーク間距離(L+ΔL)に相当する。図2を参照して、基準寸法測定部102の具体的な構成を説明する。図1に示した基準寸法測定部102は、カメラ10および演算制御装置11を含む。カメラ10は、第1の所定の撮像位置で位置決めマーク3aを撮像し、次に第2の所定の撮像位置に移動して位置決めマーク3bを撮像する。
【0037】
演算制御装置11は、カメラ10が撮像した位置決めマーク3aおよび3bの画像ならびに第1の所定の撮像位置と第2の所定の撮像位置との間の距離に基づいて、位置決めマーク3aと3bとの間の距離を算出する。なお、第1の所定の撮像位置および第2の所定の撮像位置にそれぞれ配置した2台のカメラを用いて、位置決めマーク3aおよび3bをそれぞれ撮像することとしてもよい。
【0038】
設計寸法記憶部108は、あらかじめ入力された温度T1における以下の各設計寸法である、位置決めマーク3aと3bとの間の距離である位置決めマーク間距離Lt(T1)、異方性導電フィルム4の長さNt(T1)、および接合部間ピッチPt(T1)を記憶している。
【0039】
補正係数算出部104は、設計寸法記憶部108から位置決めマーク間距離Lt(T1)を読み出して、基準寸法測定部102によって測定された基準寸法Lm(T1)の設計寸法Lt(T1)に対する比率である補正係数Rを算出する。補正形数Rは、以下の式1で表される。
R=Lm(T1)÷Lt(T1) … (1)
【0040】
裁断寸法決定部110は、設計寸法記憶部108から異方性導電フィルムの長さNt(T1)を読み出して、補正係数Rと設計寸法Nt(T1)とに基づいて、R×Nt(T1)を算出する。R×Nt(T1)は、図14におけるN+ΔNに相当し、温度T1における位置決めマーク間の距離Lm(T1)に対応するように補正した異方性導電フィルム4の長さを示す。
【0041】
また、裁断寸法決定部110は、温度T1(80℃)において異方性導電フィルム4の長さがR×Nt(T1)になるように、裁断時の異方性導電フィルム4の温度(25℃)における異方性導電フィルムの裁断寸法Ncaを決定する。具体的には、異方性導電フィルム4の熱膨張率および裁断時と貼付時との温度差に基づいて算出した熱膨張率でR×Nt(T1)を補正する。
【0042】
貼付位置決定部112は、基準寸法測定部102が測定した位置決めマーク3aと3bとの間の距離Lm(T1)と裁断寸法Ncaとに基づいて、異方性導電フィルム4を貼付する位置を決定する。具体的には、貼付位置決定部112は、異方性導電フィルム4の位置が位置決めマーク3aと3bとのちょうど中間に設定されるように、位置決めマーク3aからの異方性導電フィルムの距離Xaを設定する。位置決めマーク3aからの異方性導電フィルムの距離Xaは、以下の式1で求められる。
Xa=(Lm(T1)−Nca)÷2 … (2)
【0043】
送り位置決定部114は、設計寸法記憶部108から、接合部間のピッチの設計寸法Pt(T1)を読み出し、補正係数Rと接合部間ピッチの設計寸法Pt(T1)とに基づいて、温度T1における接合部間ピッチの実際の寸法R×Pt(T1)を算出する。温度T1における接合部間ピッチの実際の寸法R×Pt(T1)は、図14におけるP+ΔPに相当する。
【0044】
入力部122は、あらかじめ記憶される設計寸法などのデータ入力に利用される。制御部124は、接合装置Aaの各部を制御する。
【0045】
加工動作部200は、フィルム裁断部202、フィルム貼付部204、プリント基板貼付部206、表示パネル搬送部208、加熱加圧部210を備える。
【0046】
フィルム裁断部202は、裁断寸法決定部110によって決定された裁断寸法Ncaに異方性導電フィルム4を裁断する。フィルム裁断部202は、刃物やレーザ光を用いることが多いが、他の方法を用いても良い。
【0047】
フィルム貼付部204は、フィルム裁断部202によって裁断された異方性導電フィルム4を接合部8に貼付する。プリント基板貼付部206は、表示パネル1に貼り付けられた異方性導電フィルム4に、接合部8とプリント基板6の導体7とが対面し、位置決めマーク3aと5aとおよび位置決めマーク3bと5bとがそれぞれ所定の位置関係になるようにプリント基板6を張り付ける。
【0048】
加熱加圧部210は、異方性導電フィルム4を加熱および加圧することにより異方性導電フィルム4で、表示パネル1とプリント基板6とを接合する。加熱の方法としては、定温設定できる電熱方式や瞬時に昇温加熱が可能な高周波加熱方式を用いることが多いが他の方式を用いてもよい。
【0049】
図3は、図1に示した接合装置Aaの変形例を示す。図3に示された、接合装置Aa2は、貼付工程における接合部8の温度T1を実測し、実測した温度T1における設計寸法Lt(T1)と実測した基準寸法Lm(T1)に基づいて、より正確に補正係数Rを算出するものである。このため接合装置Aa2は、接合装置Aaの設計寸法記憶部108が、設計寸法算出部106に置換され、温度測定部103および設計寸法記憶部108aが追加された構成を有している。
【0050】
以下、接合装置Aa2について説明する。なお、図1に示された接合装置Aaと同一の構成要素には、同一の参照符号を付して、説明を省略する。
【0051】
温度測定部103は、接合部8の温度T1を実測する。設計寸法記憶部108aは、任意の温度Tiにおける以下の設計寸法を記憶している。設計寸法記憶部108aは、位置決めマーク間距離Lt(Ti)、異方性導電フィルムの長さNt(Ti)、および接合部間ピッチPt(Ti)を記憶している。設計寸法算出部106は、温度測定部103によって実測された温度T1と表示パネル1および異方性導電フィルム4の熱膨張係数とに基づいて、実測した温度T1における各設計寸法、位置決めマーク間距離Lt(T1)、異方性導電フィルムの長さNt(T1)、および接合部間ピッチPt(T1)を求める。
【0052】
次に、図4に示すフローチャートを参照して、接合装置Aaにおける加工寸法決定動作を説明する。
【0053】
ステップS402において、設計寸法記憶部108は、入力部122から入力された貼付工程の環境温度T1(80℃)における設計寸法である、位置決めマーク間距離Lt(T1)、異方性導電フィルムの長さNt(T1)、接合部間ピッチPt(T1)を記憶する。なお、上記の各寸法は、変更されない限り、設計寸法記憶部108によって記憶されている寸法が以後の処理に用いられ、加工寸法決定動作を実行するたびに入力される必要は無い。
【0054】
ステップS404において、基準寸法測定部102は、これから異方性導電フィルム4を貼付しようとする接合部8の位置決めマーク3aと3bとの間の距離である基準寸法Lm(T1)を測定する。
【0055】
ステップS406において、補正係数算出部104は、設計寸法記憶部108から位置決めマーク間距離Lt(T1)を読み出して、基準寸法測定部102によって測定された基準寸法Lm(T1)の距離Lt(T1)に対する比率である補正係数Rを算出する。
【0056】
ステップS408において、裁断寸法決定部110は、設計寸法記憶部108から異方性導電フィルムの長さNt(T1)を読み出して、補正係数Rと設計寸法Nt(T1)とに基づいて、温度T1における異方性導電フィルムの長さR×Nt(T1)を決定する。
【0057】
ステップS410において、裁断寸法決定部110は、温度T1における異方性導電フィルムの長さR×Nt(T1)になるように、R×Nt(T1)を異方性導電フィルム4の熱膨張係数および裁断時と貼付時の温度差に基づいて補正し、熱膨張係数裁断時の温度(25℃)における異方性導電フィルムの裁断寸法Ncaを算出する。
【0058】
ステップS412において、貼付位置決定部112は、基準寸法測定部102が測定した位置決めマーク3aと3bとの間の距離Lm(T1)と裁断寸法Ncaとに基づいて、異方性導電フィルムを貼付する位置を決定する。
【0059】
ステップS414において、送り位置決定部114は、設計寸法記憶部108から、接合部間ピッチPt(T1)を読み出し、補正係数Rと接合部間ピッチPt(T1)とに基づいて、温度T1における実際の接合部間ピッチR×Pt(T1)を算出する。
【0060】
なお、補正係数Rは、接合部8毎に測定されることとしても良いし、1つの接合部8について算出した補正係数Rに基づいて、複数の接合部8に貼付される異方性導電フィルムの長さおよび貼り付け位置を決定することとしてもよい。1つの接合部8について算出した補正係数Rに基づいて、他の複数の接合部8に貼付される異方性導電フィルムの長さおよび貼り付け位置を決定する場合、1つの接合部8について決定された異方性導電フィルム4の裁断寸法Ncaで1つの表示パネルに形成された他の接合部8に貼付される異方性導電フィルム4が裁断される。また、異方性導電フィルム4の貼り付け位置は、1つの接合部8についての異方性導電フィルム4の貼り付け位置を基準として、ピッチ(Pt(T1)+ΔP)だけ離れた位置を他の異方性導電フィルム4の貼り付け位置とする。
【0061】
なお、1つの接合部8について算出した補正係数Rに基づいて、複数の接合部8に貼付される異方性導電フィルムの長さおよび貼り付け位置を決定する方法は、一度に形成された複数の接合部8について用いられるべきである。1つの表示パネル1に形成される複数の接合部8が、複数回に分割して形成されている場合は、少なくとも一度に形成された複数の接合部8毎に位置決めマーク間の寸法を検出して、正確さを期す方がよい。
【0062】
さらに、高密度および高精度に形成された回路電極2を有する接合部8に対して異方性導電フィルム4を貼付する場合、接合部8ごとに位置決めマーク間距離を実測し、異方性導電フィルム4の長さおよび貼り付け位置を決定する方がよい。
【0063】
また、本実施の形態では、異方性導電フィルムについて説明したが、異方性導電フィルムの代わりに熱硬化樹脂フィルムを用いる場合でも、異方性導電フィルムの作業手順に準じて貼り付け動作を実行することができる。
【0064】
なお、プリント基板を貼付する際に、1つのプリント基板の接合位置を決定すれば、他のプリント基板6の貼り付け位置については、異方性導電フィルム4を貼り付けるときに算出した接合部間ピッチ(Pt(T1)+ΔP)に従って決定することとしても良い。
【0065】
なお、接合フィルムとして異方性導電フィルム4を用いる場合は、導体7と回路電極2とが直に接しなくても異方性導電フィルム4が有する導電性により、電気的接続が確保される。しかし、接合フィルムとして熱硬化樹脂フィルムを用いる場合は、熱硬化樹脂フィルム自体は、導電性を有しないため、接合する回路電極2と導体7が、間に介在する熱硬化樹脂フィルムを押し破り、直に接触するまで加熱および加圧を行い、電気的接続を確保した状態で、さらに加熱して接合することが必要である。
【0066】
以上のように、本実施の形態によれば、加工寸法決定装置は、異方性導電フィルムが貼付される接合部の位置決めマーク間距離の実測値のに基づいて、接合工程における個々の表示パネルの寸法の設計値に対する実測値の誤差の比率を示す補正係数を算出する。そして、算出した補正係数に基づいて、異方性導電フィルムの長さおよび貼り付け位置の設計値を補正して異方性導電フィルムの裁断寸法および貼り付け位置を決定する。このため、接合対象物である個々の表示パネルの寸法が、異なる場合でも、異方性導電フィルムを適切な長さに裁断し、適切な位置に異方性導電フィルムを貼り付けることができる。
【0067】
しかしながら、貼付時には適切な長さであっても、常温になると異方性導電フィルム、および表示パネルは収縮し、常温での使用時に、接合フィルムで覆うべき接合部の長さに対して接合フィルムの長さが足りなくなる場合がある。このような場合、異方性導電フィルムを用いて接続した回路電極とプリント基板との接続が常温時において保証されないという問題が生じる。
【0068】
(第2の実施の形態)
本発明の第2の実施の形態に係る加工寸法決定装置は、貼付工程における温度と表示パネルが使用される温度との温度差による表示パネルおよび異方性導電フィルムの寸法の変化量に基づいて、異方性導電フィルムの裁断寸法および貼付位置を決定することを特徴とする。表示パネルが使用される温度をT2とし、本実施の形態においては常温(25℃)とする。
【0069】
このため、本実施の形態に係る回路電極の接合方法を実施する接合装置は、第1の実施の形態における設計寸法記憶部108、裁断寸法決定部110a、および貼付位置決定部112が、それぞれ記憶部108b、裁断寸法決定部110bおよび貼付位置決定部112bに置換され、熱伸縮演算部116bが追加された構成を有している。なお、前述の第1の実施の形態と同じ構成要素については、同一の参照符号を付し、その説明を省略する。
【0070】
図5は、本実施の形態に係る加工寸法決定装置を組み込んだ接合装置Abの構成を示す。なお、本実施の形態に係る接合装置Abも、第1の実施の形態における変形例(図3)のように構成することとしてもよいが、本実施の形態においては、変形例の説明は省略する。
【0071】
加工寸法決定部100bは、基準寸法測定部102、補正係数算出部104、記憶部108b、裁断寸法決定部110b、貼付位置決定部112b、送り位置決定部114、熱伸縮演算部116b、入力部122、および制御部124を備える。
【0072】
記憶部108bは、あらかじめ入力された、温度T1における以下の各設計寸法を記憶している。記憶部108bは、位置決めマーク3aと3bとの間の距離である位置決めマーク間距離Lt(T1)、異方性導電フィルム4の長さNt(T1)、および接合部間ピッチPt(T1)を記憶している。さらに、記憶部108bは、表示パネル1の熱膨張係数αp、および異方性導電フィルム4の熱膨張係数αfを記憶している。
【0073】
熱伸縮演算部116bは、記憶部108bが記憶している表示パネル1の熱膨張係数αpおよび異方性導電フィルム4の熱膨張係数αfに基づいて、温度T1から温度T2に変化した時の、表示パネル1の寸法の熱収縮率に対する異方性導電フィルム4の長さの熱収縮率の割合を示す補正係数Rcを算出する。
【0074】
裁断寸法決定部110bは、記憶部108bから異方性導電フィルムの長さNt(T1)を読み出して、補正係数Rc、補正係数R、および設計寸法Nt(T1)とに基づいて、温度T2において異方性導電フィルム4の長さが適切に成るように、裁断時の異方性導電フィルム4の長さを求める。具体的には、温度T2において実際の位置決めマーク間の距離Lmに対応するように補正した、異方性導電フィルム4の温度T1における長さは、Rc×R×Nt(T1)で求められる。裁断寸法決定部110bは、温度T1において異方性導電フィルムが長さRcR×Nt(T1)になるように、異方性導電フィルム4の熱膨張率および温度差に基づいて、裁断時の温度(25℃)における異方性導電フィルムの裁断寸法Ncbを決定する。
【0075】
貼付位置決定部112bは、基準寸法測定部102が測定した位置決めマーク間距離Lm(T1)と裁断寸法Ncbとに基づいて、異方性導電フィルムを貼付する位置を決定する。具体的には、異方性導電フィルム4を位置決めマーク3aと3bとのちょうど中間の位置に貼付するように、位置決めマーク3aからの異方性導電フィルムの距離Xbを設定する。位置決めマーク3aからの異方性導電フィルムの距離Xbは、以下の式3で求められる。
Xb=(Lm(T1)−Ncb)÷2 … (3)
【0076】
次に、図6に示すフローチャートを参照して、接合装置Aaにおける加工寸法決定動作を説明する。図6に示すフローチャートは、図4に示された第1の実施の形態における加工寸法決定動作のフローチャートのステップS408、ステップS410、およびステップS412がそれぞれステップS408b、ステップS410b、およびステップS412bに置換され、ステップS502bが追加されたものである。なお、図4に示されたフローチャートと同一のステップについては同一の符号を付し、その説明を省略する。
【0077】
ステップS502bにおいて、熱伸縮演算部116bは、記憶部108bが記憶している表示パネル1の熱膨張係数αpおよび異方性導電フィルム4の熱膨張係数αfに基づいて、温度T1から表示パネルの使用温度T2に変化した時の、表示パネル1の寸法の収縮率に対する異方性導電フィルム4の長さの収縮率の割合を示す補正係数Rcを算出する。
【0078】
ステップS408bにおいて、裁断寸法決定部110bは、設計寸法記憶部108から異方性導電フィルム4の長さNt(T1)を読み出して、補正係数Rc,補正係数Rおよび設計寸法Ntに基づいて、温度T1における異方性導電フィルム4の長さRc×R×Nt(T1)を算出する。
【0079】
ステップS410bにおいて、裁断寸法決定部110bは、温度T1において異方性導電フィルム4の長さRc×R×Nt(T1)になるように、Rc×R×Ntを裁断時の温度(25℃)における異方性導電フィルム4の裁断寸法Ncbを算出する。
【0080】
ステップS412bにおいて、貼付位置決定部112bは、基準寸法測定部102が測定した位置決めマーク間距離Lm(T1)と裁断寸法Ncbとに基づいて、異方性導電フィルム4を貼付する位置を決定する。具体的には、異方性導電フィルム4を位置決めマーク3aと3bとのちょうど中間の位置に貼付するように、位置決めマーク3aからの異方性導電フィルム4の距離Xbを算出する。
【0081】
以上のように、本実施の形態によれば、接合されたあとの表示パネルおよび異方性導電フィルムの長さが、貼付工程における環境温度T1と使用温度T2との温度差によって変化する場合でも、使用時において所定の長さになるように、異方性導電フィルムの裁断長さを決定する。このため熱膨張により伸長した、異方性導電フィルムが、表示パネル上の位置決めマークに接触し、位置決めマークに位置が検出できない等の不具合を防止できる。
【0082】
しかしながら、加工部の異方性導電フィルムの裁断動作のばらつき、およびフィルム設置部の異方性導電フィルムの貼り付け動作のばらつきなど、裁断および貼り付け装置の動作のばらつきに起因する異方性導電フィルムの長さおよび貼り付け位置の誤差が生じる場合がある。このような誤差によって、異方性導電フィルムの裁断長さおよび貼付位置が変化するため、異方性導電フィルムが接合部8を覆いかつ表示パネルに設けられた位置決めマークに接触しないことは、保証されない。
【0083】
(第3の実施の形態)
このため、本発明の第3の実施の形態に係る回路電極の接合方法は、接合装置の異方性導電フィルムを裁断する動作および貼付する動作のばらつきによる、異方性導電フィルムの長さおよび貼付位置の誤差を補正することを特徴とする。このため本実施の形態に係る加工寸法決定装置は、第2の実施の形態における裁断寸法決定部110bおよび貼付位置決定部112bがそれぞれ裁断寸法決定部110cおよび貼付位置決定部112cに置換され、加工誤差記憶部118cが追加された構成を有している。なお、前述の第2の実施の形態と同じ構成要素については、同一の参照符号を付し、その説明を省略する。
【0084】
図7は、本実施の形態に係る加工寸法決定装置を組み込んだ接合装置Acの構成を示すブロック図である。なお、本実施の形態に係る接合装置Acも、第1の実施の形態における変形例(図3)のように構成することとしてもよいが、本実施の形態においては、変形例の説明は省略する。
【0085】
加工寸法決定部100cは、基準寸法測定部102、補正係数算出部104、記憶部108b、裁断寸法決定部110c、貼付位置決定部112c、送り位置決定部114、熱伸縮演算部116b、加工誤差記憶部118c、入力部122、および制御部124を備える。
【0086】
加工誤差記憶部118cは、異方性導電フィルム4の裁断寸法に対して加工動作部200の動作のばらつきに起因する貼付時の異方性導電フィルム4の実際の寸法が有する誤差である工程能力誤差Dを記憶している。
【0087】
裁断寸法決定部110cは、記憶部108bから異方性導電フィルムの長さNt(T1)を読み出して、補正係数Rc、補正係数R、および設計寸法Nt(T1)とに基づいて、裁断時における異方性導電フィルムの長さを求める。具体的には、温度T2において実際の位置決めマーク間の距離Lmに対応するように補正した、温度T1における異方性導電フィルム4の長さは、Rc×R×Nt(T1)−Dで求められる。さらに裁断寸法決定部110cは、温度T1において異方性導電フィルムが長さRc×R×Nt(T1)−Dになるように、異方性導電フィルム4の熱膨張率および温度差に基づいて、裁断時の温度(25℃)における異方性導電フィルムの裁断寸法Nccを決定する。
【0088】
貼付位置決定部112cは、基準寸法測定部102が測定した位置決めマーク間距離Lm(T1)と裁断寸法Nccとに基づいて、異方性導電フィルムを貼付する位置を決定する。具体的には、異方性導電フィルム4を位置決めマーク3aと3bとのちょうど中間の位置に貼付するように、位置決めマーク3aからの異方性導電フィルムの距離Xcを設定する。位置決めマーク3aからの異方性導電フィルムの距離Xcは、以下の式4で求められる。
Xc=(Lm(T1)−Ncc)÷2 … (4)
【0089】
次に、図8に示すフローチャートを参照して、接合装置Acに置ける加工寸法決定動作を説明する。図8に示すフローチャートは、図6に示された第2の実施の形態における加工寸法決定動作のフローチャートのステップS410b、およびステップS412bが、それぞれステップS410c、およびステップS412cに置換され、ステップS602cが追加されたものである。なお、図6に示されたフローチャートと同一のステップについては同一の符号を付し、その説明を省略する。
【0090】
ステップS602cにおいて、裁断寸法決定部110cは、工程能力記憶部から工程能力誤差Dを読み出す。
【0091】
ステップS410cにおいて、裁断寸法決定部110cは、温度T1における異方性導電フィルムの長さRc×R×Nt(T1)−Dになるように、裁断時の温度(25℃)における異方性導電フィルム4の裁断寸法をNccを算出する。
【0092】
ステップS414において、貼付位置決定部112cは、基準寸法測定部102が測定した位置決めマーク間距離Lm(T1)と裁断寸法Nccとに基づいて、異方性導電フィルム4を貼付する位置を決定する。具体的には、異方性導電フィルム4を位置決めマーク3aと3bとのちょうど中間の位置に貼付するように、位置決めマーク3aからの異方性導電フィルム4の距離Xcを算出する。
【0093】
以上のように、本実施の形態によれば、加工寸法決定部によって決定された裁断長さに対して、加工部および設置部の動作によって裁断され貼付された時の異方性導電フィルムの実際の長さが変化する場合でも、貼付された異方性導電フィルムが所定の長さになるように、異方性導電フィルムの裁断長さを決定する。このため、実際に貼付された異方性導電フィルムが、表示パネル上の位置決めマークに接触し、位置決めマークに位置が検出できず、または接合部に長さに対して異方性導電フィルムの長さが足りない等の不具合を防止できる。
【0094】
(第4の実施の形態)
本発明の第4の実施の形態は、クリーム状の導電性樹脂ペースト12を接合部材とするものである。図9および図10を参照して、本実施の形態に係る接合装置について説明する。本実施の形態における接合装置は、基準寸法Lm(T1)の測定、補正係数Rの算出、異方性導電フィルム4の長さおよび位置の決定を、前述の実施の形態1と同様に実行する。
【0095】
図9に示した導電性樹脂ペースト12は、表示パネル1とプリント基板6とを接合する部材である。導電性樹脂ペースト12は、熱圧着加工により、圧着部における厚み方向に対しては導通性を有し、圧着部面方向に対しては絶縁性を有する。
【0096】
図9に示した吐出長さ(r+Δr)および吐出位置Yは、接合部8の塗布された導電性樹脂ペースト12の長さおよび位置決めマーク3aから、導電性樹脂ペースト12までの距離である。
【0097】
図10に示された吐出機13は、演算制御装置11の指示により、吐出開始位置となる位置決めマーク3aからの距離Yの位置に移動する。移動後、吐出機13は、導電性樹脂ペースト12を吐出しながら吐出長さ(r+Δr)を矢示S方向に移動した後、吐出と移動を停止する。停止後、吐出機13は、吐出開始前の位置決めマーク3aからの距離Yの位置に矢示T方向に戻り隣接する接合部への吐出に備える。
【0098】
吐出機13が吐出開始位置Yの位置への移動に連動して、表示パネル1は、矢示U方向に距離(r+Δr)移動して隣接する接合部の吐出開始位置Yと、吐出機13の位置をあわせる。複数の接合部の位置設定は、推定寸法(rn+Δrn)により算出し、前記順序で導電性樹脂ペースト12の吐出をおこなう。
【0099】
導電性樹脂ペースト12の接合部への吐出が完了すると、プリント基板6と表示パネル1との接合を行うが実施の形態1と同様の方法で行うことができる。
【0100】
なお導電性樹脂ペースト12は、クリーム状であり粘度、チクソ性等の周辺温度に左右されやすい特性を有しているので、使用前に試験吐出を行い確認後、必要に応じて補正を行い使用するのが望ましい。
【0101】
導電性樹脂ペースト12を用いる場合は、接合される回路電極2と導体7とが直に接しなくても、導電性樹脂ペースト12が有する導電性により回路電極2と導体7とを電気的に接続する。
【0102】
接合部材として熱硬化樹脂ペーストを用いる場合には、熱硬化樹脂ペーストそのものは導電性を有しないため、接合する回路電極2と導体7とが直に接触して、電気的接続を確保した状態で接合することが必要である。このため、回路電極2と導体7とが熱硬化樹脂ペーストを押しのけ、接触して電気的接続が確保されるまで加圧を行い、その後加圧を保持した状態で加熱を行って、熱硬化樹脂ペーストを硬化さる必要がある。
【0103】
なお接合装置としての形態は、一つの台上に前記各種手段の加工装置をまとめるか、前記各種手段の加工装置を単独に形成し連結して並べて用いるかは任意である。
【0104】
【発明の効果】
以上のように本発明は、加工工程の温度環境下におけ接合部の寸法を代表する基準寸法を実測し、当該基準寸法の実測値の設計寸法に対する比率を算出し、その比率に基づいて異方性導電フィルムの裁断長さや接合位置を決定する。これにより、表示パネルの温度分布および組成のばらつきなどに起因する接合部毎の寸法の誤差を補正して、所望の温度での異方性導電フィルムの裁断と各接合部における接合を正確に行うことが出来る。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態に係る加工寸法決定装置を組み込んだ接合装置の構成を示すブロック図である。
【図2】図1に示した基準寸法測定部102の具体的な構成の例を示す図である。
【図3】本発明の第1の実施の形態に係る加工寸法決定装置を組み込んだ接合装置の変形例の構成を示すブロック図である。
【図4】図2に示した加工寸法決定装置の動作を示すフローチャートである。
【図5】本発明の第2の実施の形態に係る加工寸法決定装置を組み込んだ接合装置の構成を示すブロック図である。
【図6】図5に示した加工寸法決定装置の動作を示すフローチャートである。
【図7】本発明の第3の実施の形態に係る加工寸法決定装置を組み込んだ接合装置の構成を示すブロック図である。
【図8】図7に示した加工寸法決定装置の動作を示すフローチャートである。
【図9】本発明に第4の実施の形態における導電樹脂ペーストの吐出寸法および吐出位置を示す模式図である。
【図10】本発明の第4の実施の形態に係る接合装置の動作を示す模式図である。
【図11】異方性導電フィルムを用いて接合される表示パネルおよびプリント基板の基本的構成を示す図である。
【図12】表示パネルの接合部および異方性導電フィルムの設計寸法を示す模式図である。
【図13】従来の接合装置の構成を示すブロック図である。
【図14】表示パネルの接合部および異方性導電フィルムの実際の寸法を示す模式図である。
【符号の説明】
Aa、Aa2、Ab、Ac、B 接合装置
1 表示パネル
2 回路電極
3a、3b、5a、5b 位置決めマーク
4 異方性導電フィルム
6 プリント基板
7 導体
10 カメラ
11 演算制御装置
12 導電樹脂ペースト
13 吐出機
100a、100b、100c 加工寸法決定部
102 基準寸法測定部
103 温度測定部
104 補正係数算出部
106 設計寸法算出部
108、108a 設計寸法記憶部
108b 記憶部
110、110b、110c 裁断寸法決定部
112、112b、112c 貼付位置決定部
114 送り位置決定部
116 熱伸縮演算部
118 加工誤差記憶部
200 加工動作部
202 フィルム裁断部
204 フィルム貼付部
206 プリント基板貼付部
208 表示パネル搬送部
210 加熱加圧部
Claims (8)
- 第2の温度(T2)で使用される回路電極の接合部(8)と接合部材(4)とを前記第2の温度(T2)と異なる第1の温度(T1)環境で接合する方法であって、
前記第1の温度における前記回路電極(2)の接合部の実測寸法を測定する工程(S404)と、
前記接合部の実測寸法(Lm(T1))と前記第1の温度(T1)における前記接合部の設計寸法(Lt(T1))とを比較する工程(S406)と、
前記比較した結果に基づいて前記接合部材(4)の裁断寸法(Nca)を決定し前記接合部(8)に設置する工程(S408、S410)とを有する回路電極(2)の接合方法。 - 接合部の位置を前記比較した結果に基づいて算出する工程(S414)と、
算出された前記接合部の位置に接合部材を設置する工程とをさらに有する、請求項1に記載の回路電極の接合方法。 - 前記接合部材の寸法を前記第2の温度における寸法に換算する工程(S502)をさらに有する、請求項1に記載の回路電極の接合方法。
- 前記接合部材の寸法を前記接合部に設置する工程における加工誤差で、前記接合部債の寸法を補正する工程(S602)をさらに有する、請求項1に記載の回路電極の接合方法。
- 回路電極を有する接合部の寸法を測定する工程と、この測定した寸法と前記接合部の設計寸法とを比較する回数は前記接合部の形成回数以上とすることを特徴とする、請求項1に記載の回路電極の接合方法。
- 回路電極を有する接合部の寸法を測定する工程と、この測定した寸法と前記接合部の設計寸法とを比較する工程と、この比較した結果に基づいて接合部材の寸法を決定し前記接合部に接合する工程とを繰り返すことを特徴とする、請求項1に記載の回路電極の接合方法。
- 接合部材が異方性導電フィルムまたは熱硬化樹脂フィルムまたは導電性樹脂ペーストまたは熱硬化樹脂ペーストのいずれかであることを特徴とする、請求項1〜5のいずれかに記載の回路電極の接合方法。
- 回路電極を有する接合部の寸法を測定する手段と、この測定した寸法と前記接合部の設計寸法とを比較する比較手段と、この比較した結果に基づいて接合部材の寸法を決定する寸法決定手段と、この決定した寸法に前記接合部材を加工する加工手段と、この加工された接合部材を前記接合部に設置する設置手段と、他の接合部の位置を前記比較した結果に基づいて決定する位置決定手段とを有することを特徴とする回路電極の接合装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003192147A JP4137725B2 (ja) | 2002-07-10 | 2003-07-04 | 接合部材の加工寸法決定方法および装置 |
| US10/614,784 US6889738B2 (en) | 2002-07-10 | 2003-07-09 | Method and apparatus for determining processing size of bonding material |
| CNB031458483A CN100420357C (zh) | 2002-07-10 | 2003-07-10 | 接合构件的加工尺寸决定方法及装置 |
| US10/985,939 US7195682B2 (en) | 2002-07-10 | 2004-11-12 | Method and apparatus for determining processing size of bonding material |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002200971 | 2002-07-10 | ||
| JP2003192147A JP4137725B2 (ja) | 2002-07-10 | 2003-07-04 | 接合部材の加工寸法決定方法および装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004096087A JP2004096087A (ja) | 2004-03-25 |
| JP2004096087A5 JP2004096087A5 (ja) | 2005-11-24 |
| JP4137725B2 true JP4137725B2 (ja) | 2008-08-20 |
Family
ID=32072147
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003192147A Expired - Fee Related JP4137725B2 (ja) | 2002-07-10 | 2003-07-04 | 接合部材の加工寸法決定方法および装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US6889738B2 (ja) |
| JP (1) | JP4137725B2 (ja) |
| CN (1) | CN100420357C (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040261930A1 (en) * | 2003-03-04 | 2004-12-30 | Shibaura Mechatronics Corporation | Method of bonding substrates and apparatus for bonding substrates |
| KR100589412B1 (ko) * | 2003-11-29 | 2006-06-14 | 삼성에스디아이 주식회사 | 플라즈마 디스플레이 패널 및 그 제조 방법 |
| US20050134557A1 (en) * | 2003-12-19 | 2005-06-23 | Xu-Wen Feng | ACF assembly apparatus and method |
| JP4119401B2 (ja) * | 2004-05-28 | 2008-07-16 | Tdk株式会社 | 磁気ヘッド微動アクチュエータの接着方法 |
| KR100703532B1 (ko) * | 2005-09-09 | 2007-04-03 | 삼성에스디아이 주식회사 | 기판 합착장치 및 이를 이용한 기판 합착방법 |
| US20070102092A1 (en) * | 2005-11-10 | 2007-05-10 | International Business Machines Corporation | Method for manufacturing multilayer flexible circuits |
| JP2009294645A (ja) * | 2008-05-07 | 2009-12-17 | Nitto Denko Corp | 光学表示装置製造システムに適用される製造管理システム及び製造管理方法 |
| US20120202300A1 (en) * | 2011-02-03 | 2012-08-09 | Texas Instruments Incorporated | Die bonder including automatic bond line thickness measurement |
| JP2013011800A (ja) * | 2011-06-30 | 2013-01-17 | Fujifilm Corp | パターン位相差フィルム、その製造方法、光学積層体の製造方法、及び3d画像表示装置 |
| TWI491333B (zh) * | 2014-04-17 | 2015-07-01 | Chipmos Technologies Inc | 薄膜封裝結構 |
| JP6443715B2 (ja) * | 2014-04-24 | 2018-12-26 | 日本電産リード株式会社 | 基板検査治具設計方法 |
| JP6382055B2 (ja) * | 2014-10-07 | 2018-08-29 | 東京エレクトロン株式会社 | 被処理体を処理する方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5320250A (en) * | 1991-12-02 | 1994-06-14 | Asymptotic Technologies, Inc. | Method for rapid dispensing of minute quantities of viscous material |
| JP3206331B2 (ja) | 1994-10-06 | 2001-09-10 | 松下電器産業株式会社 | 異方性導電テープの貼着装置及び異方性導電テープの貼着方法 |
| US6023666A (en) * | 1998-07-20 | 2000-02-08 | Micron Technology, Inc. | In-line method of monitoring die attach material adhesive weight |
| JP3622665B2 (ja) * | 1999-12-10 | 2005-02-23 | セイコーエプソン株式会社 | 接続構造、電気光学装置および電子機器 |
| JP3645511B2 (ja) * | 2001-10-09 | 2005-05-11 | 株式会社ルネサステクノロジ | 半導体装置の製造方法 |
-
2003
- 2003-07-04 JP JP2003192147A patent/JP4137725B2/ja not_active Expired - Fee Related
- 2003-07-09 US US10/614,784 patent/US6889738B2/en not_active Expired - Fee Related
- 2003-07-10 CN CNB031458483A patent/CN100420357C/zh not_active Expired - Fee Related
-
2004
- 2004-11-12 US US10/985,939 patent/US7195682B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1482850A (zh) | 2004-03-17 |
| US6889738B2 (en) | 2005-05-10 |
| JP2004096087A (ja) | 2004-03-25 |
| US7195682B2 (en) | 2007-03-27 |
| CN100420357C (zh) | 2008-09-17 |
| US20040069397A1 (en) | 2004-04-15 |
| US20050098254A1 (en) | 2005-05-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4137725B2 (ja) | 接合部材の加工寸法決定方法および装置 | |
| JP3186925B2 (ja) | パネルの実装構造並びに集積回路搭載テープおよびその製造方法 | |
| JP3963843B2 (ja) | 回路基板の接続構造およびその形成方法、ならびに回路基板の接続構造を有する表示装置 | |
| KR100371506B1 (ko) | 액정패널을 외부구동회로에 연결시키는 열압착장치 | |
| JP4298288B2 (ja) | 気体中の湿度を判定する装置および方法 | |
| JP4628205B2 (ja) | フィードバック補正方法および部品実装方法 | |
| JP2011138128A (ja) | 液晶表示装置の製造装置及び製造方法 | |
| CN101013236A (zh) | 黏贴结构及其制造方法 | |
| JP3068526B2 (ja) | パルスヒート式接合装置のヒータ温度検出装置 | |
| JP3997838B2 (ja) | ドライバic圧着装置および圧着方法 | |
| JP4357985B2 (ja) | 平行測定方法と調整方法及び平行測定装置並びに部品実装装置 | |
| JP3293512B2 (ja) | コネクタの熱圧着方法 | |
| JP3657696B2 (ja) | 半導体装置の実装方法 | |
| JPH07130795A (ja) | 半導体素子接続方法および半導体素子接続装置 | |
| JP3757878B2 (ja) | フレキシブル基板のボンディング装置およびボンディング方法 | |
| JP2004004373A (ja) | フレキシブル基板およびフレキシブル基板と液晶パネルの位置合わせ方法。 | |
| JP6734559B2 (ja) | 温度センサ及びその製造方法 | |
| JPH09186191A (ja) | 熱圧着実装方法及び熱圧着実装装置 | |
| KR101772170B1 (ko) | 연성 인쇄 회로 기판의 접합 검사 장치 및 이를 이용한 검사 방법 | |
| KR102783675B1 (ko) | 디스플레이 패널의 본딩 장치 | |
| JP2005086145A (ja) | 熱圧着装置および表示装置の製造方法 | |
| JP2022110649A (ja) | 温度センサ用の超音波接合装置及び超音波接合方法 | |
| JP2020031184A (ja) | フレキシブル基板の実装方法及び実装装置 | |
| JPH117040A (ja) | 液晶表示装置の製造方法及びその製造装置 | |
| JP2009101666A (ja) | はんだ印刷装置及び実装基板製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051007 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051007 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080428 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080512 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080604 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110613 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120613 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |