JP4098677B2 - 光ファイバスプライサ及び光ファイバのスプライシング方法 - Google Patents
光ファイバスプライサ及び光ファイバのスプライシング方法 Download PDFInfo
- Publication number
- JP4098677B2 JP4098677B2 JP2003182490A JP2003182490A JP4098677B2 JP 4098677 B2 JP4098677 B2 JP 4098677B2 JP 2003182490 A JP2003182490 A JP 2003182490A JP 2003182490 A JP2003182490 A JP 2003182490A JP 4098677 B2 JP4098677 B2 JP 4098677B2
- Authority
- JP
- Japan
- Prior art keywords
- optical fibers
- optical
- fiber
- optical fiber
- fusion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images














Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/255—Splicing of light guides, e.g. by fusion or bonding
- G02B6/2555—Alignment or adjustment devices for aligning prior to splicing
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/255—Splicing of light guides, e.g. by fusion or bonding
- G02B6/2551—Splicing of light guides, e.g. by fusion or bonding using thermal methods, e.g. fusion welding by arc discharge, laser beam, plasma torch
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Coupling Of Light Guides (AREA)
Description
【発明の属する技術分野】
本発明は、複数の光ファイバ対を連続して自動的に融着接続可能な光ファイバスプライサ及び光ファイバのスプライシング方法に関する。
【0002】
【従来の技術】
光増幅器等の光モジュールの組み立てにおいて、従来は各光部品の光ファイバを接続点まで引き回し、さらにフォーミングして融着接続していた。光部品数が多くなるにつれて光ファイバの引き回し作業が複雑になると同時に、接続点の増加、接続ファイバ間の位置調整等で接続作業を煩雑にしていた。
【0003】
そこて、光モジュール組み立ての効率化を図るためにファイバシートを使用した光モジュールが検討されている。ファイバシートを使用して光モジュールを組み立てる場合、ファイバシートから出ている光ファイバと光部品からの光ファイバを接続する際、実装上の制限及び作業性の観点から、融着接続すべき光ファイバ長を短くするのが好ましい。
【0004】
各光部品間の接続関係に従って光ファイバが布線されたファイバシートを用いることで、部品間接続のための余分な光ファイバ長が不要になるが、従来の光ファイバスプライサでは短尺光ファイバの接続、特に連続自動接続が困難であった。
【0005】
【特許文献1】
特開平2−28604号公報
【0006】
【特許文献2】
特開平2−44037号公報
【0007】
【発明が解決しようとする課題】
従来の光ファイバスプライサでは、一対の電極棒と一対のモニタカメラが直交するように配置されているため、電極棒間を通り抜けて自由に光ファイバ等が移動できる平面空間を確保できない。
【0008】
さらに、電極棒が水平方向に配置されているため、複数の接続すべき光ファイバ対の水平面内移動では電極棒位置に複数の隣接する光ファイバ端を位置合わせできない。
【0009】
また、一端が光部品又はファイバシート等に固定された短尺ファイバでは、長手方向の押し込み調整時に光ファイバが極端に屈曲し破損する恐れがあり、従来の光ファイバスプライサではこの問題を克服することは困難であった。
【0010】
よって、本発明の目的は、互いに対向する複数の光ファイバ対を連続的に自動接続可能な光ファイバスプライサを提供することである。
【0011】
本発明の他の目的は、複数の光ファイバ対を連続して自動接続可能な光ファイバのスプライシング方法を提供することである。
【0012】
【課題を解決するするための手段】
本発明の一側面によると、互いに離間して整列配置された複数の第1光ファイバと該第1光ファイバの各々と対向するように配置された複数の第2光ファイバとを融着接続する光ファイバスプライサであって、X方向及び該X方向と直交するY方向に移動可能なXYテーブルと、前記XYテーブル上に搭載されたトレイと、前記第1光ファイバの各々と前記第2光ファイバの各々から互いに近接して対向配置されるように該第1及び第2光ファイバを前記トレイに固定する手段と、融着接続すべき第1及び第2光ファイバ及び他の全ての第1及び第2光ファイバを同時に上方にはね上げて、対向する前記複数の第1及び第2光ファイバの端部を離間させる第1及び第2ファイバはね上げ手段と、前記融着接続すべき第1及び第2光ファイバを前記第1及び第2ファイバはね上げ手段により上方にはね上げた状態で該融着接続すべき第1及び第2光ファイバをクランプして、該第1及び第2光ファイバの端部近傍の前記第1及び第2ファイバはね上げ手段が接触する部分に曲げ部を形成し、該融着接続すべき第1及び第2光ファイバの端部を近接させる第1及び第2クランプ手段と、互いに対向して鉛直方向に伸長して配列され、少なくとも一方が鉛直方向に移動可能な第1及び第2電極棒と、を具備した光ファイバスプライサが提供される。
【0013】
好ましくは、光ファイバスプライサは、前記複数の第1光ファイバは基板上に搭載された複数の光部品にそれぞれの一端が接続されており、前記複数の第2光ファイバは該第2光ファイバを挟み込む第1及び第2樹脂シートを有するファイバシートから突出している。
【0014】
ファイバ跳ね上げ機構は、複数の第1光ファイバと直交するように該第1光ファイバの下方に配置された曲面の上面を有する第1棒状部材と、複数の第2光ファイバと直交するように該第2光ファイバの下方に配置された曲面の上面を有する第2棒状部材を含んでいる。
【0015】
第1及び第2クランプ手段の各々はV溝を有する下側クランプと、このV溝と相補的な形状をした突出部を有する上側クランプとを含んでいる。各下側クランプは水平面内及び鉛直面内に移動可能である。好ましくは、光ファイバスプライサはさらに、下側クランプと上側クランプを連動して移動可能な上下クランプ連動機構を含んでいる。
【0016】
例えば、複数の第1光ファイバは基板上に搭載された複数の光部品にそれぞれの一端が接続されており、複数の第2光ファイバは該第2光ファイバを挟み込む第1及び第2樹脂シートを有するファイバシートから突出している。
【0018】
本発明の他の側面によると、光ファイバスプライサであって、X方向及び該X方向と直交するY方向に移動可能なXYテーブルと、前記XYテーブル上に搭載されたトレイと、
基板と、該基板上に実装された複数の光部品と、それぞれの一端が前記光部品に接続され互いに離間して整列配置された複数の第1光ファイバを有する光アセンブリを前記トレイに固定する第1手段と、前記第1光ファイバの各々と複数の第2光ファイバが対向配置するように、第1及び第2樹脂シートの間に前記複数の第2光ファイバを挟み込んで構成されるファイバシートを前記トレイに固定する第2手段と、融着接続すべき前記第1及び第2光ファイバを上方にはね上げて、該第1及び第2光ファイバの端部を離間させるファイバはね上げ機構部と、前記複数の第1及び第2光ファイバのうち融着接続すべき第1及び第2光ファイバを前記ファイバはね上げ機構部により上方にはね上げた状態で該第1及び第2光ファイバをクランプして、該第1及び第2光ファイバの端部近傍に曲げ部を形成し、該第1及び第2光ファイバの端部を近接させる第1及び第2クランプ手段と、互いに対向して鉛直方向に伸長して配列され、少なくとも一方が鉛直方向に移動可能な第1及び第2電極棒と、を具備した光ファイバスプライサが提供される。
【0020】
本発明のさらに他の側面によると、光ファイバのスプライシング方法であって、XYテーブル上にトレイを搭載し、該トレイ上に基板と、該基板上に実装された複数の光部品と、それぞれの一端が該光部品に接続され互いに離間して整列配置された複数の第1光ファイバを有する光アセンブリを固定し、該第1光ファイバの各々と複数の第2光ファイバが対向配置するように、第1及び第2樹脂シートの間に該複数の第2光ファイバを挟み込んで構成されるファイバシートを前記トレイに固定し、融着接続すべき前記第1及び第2光ファイバの端部をそれぞれクランプするのと同時に端部近傍に曲げ部を形成し、クランプされた前記第1及び第2光ファイバの曲げを解放して該第1及び第2光ファイバの端面を近付け、この状態で鉛直方向に整列した第1及び第2電極棒により前放電を行って、クランプされた該第1及び第2光ファイバの端部を清掃し、クランプされた前記第1及び第2光ファイバの光軸が整列するように光軸調整を行い、前記第1及び第2電極棒により放電を行って、クランプされた前記第1及び第2光ファイバを融着接続することを特徴とする光ファイバのスプライシング方法が提供される。
【0021】
【発明の実施の形態】
図1を参照すると、本発明実施形態に係る光ファイバスプライサの概略配置図が示されている。ベース2上にはXYテーブル4がX方向及びX方向に直交するY方向に移動可能に搭載されている。即ち、XYテーブル4はXYテーブル送り機構8によりX方向及びY方向に移動される。
【0022】
XYテーブル4にはトレイ6が固定されており、このトレイ6に融着接続すべき複数の光ファイバをそれぞれ有する光アセンブリ10及びファイバシート12が固定される。
【0023】
ベース2には融着ヘッド(上部ヘッド)14が取り付けられており、この融着ヘッド14近傍に跳ね上げ機構16が設けられている。光ファイバの融着接続(スプライシングと称することがある)に際しては、XYテーブル送り機構8によりXYテーブル4を駆動して、トレイ6上に搭載された光アセンブリ10及びファイバシート12を融着ヘッド14の下に移動する。
【0024】
図2は実施形態の概略斜視図を示している。ベース2上には一対のYレール18,20が固定されており、Xレール22がこれらのYレール18,20に対してY軸方向に移動可能に搭載されている。Xレール22にはXYテーブル4がX軸方向に移動可能に搭載されている。
【0025】
XYテーブル4にはトレイ6が搭載固定されている。このトレイ6にはそれぞれ複数の光ファイバを有する光アセンブリ10及びファイバシート12が固定される。
【0026】
図3を参照すると、光ファイバスプライシング時の光アセンブリ及びファイバシート12の配置図が示されている。光アセンブリ10の光部品搭載基板28は一対の側壁28a,28bを有している。
【0027】
各側壁28a,28bには複数のファイバ位置決め用の溝30が形成されている。基板28は例えば合成樹脂から形成されている。好ましくは、各側壁28a,28bに形成されたファイバ位置決め用の溝30の底部は概略同一平面上に存在する。
【0028】
基板28上には、励起用レーザダイオード32、モニタ用フォトダイオード34、光カプラ36、光アイソレータ38等の光部品が搭載されている。
【0029】
レーザダイオード32及びフォトダイオード34はその一端に光信号入力又は出力用の光ファイバ40が接続されており、光カプラ36及び光アイソレータ38はその両端に光ファイバ40が接続されている。
【0030】
これらの光ファイバ40は基板28の側壁28a,28bに形成されたファイバ位置決め用溝30中に挿入されて位置決めされている。好ましくは、前述したように各ファイバ位置決め用の溝30の底部は同一平面上に存在し、光ファイバ40は一直線上に整列して溝30から突出することになる。
【0031】
光アセンブリ10の両側には、光アセンブリ10の光ファイバ40に接続すべき複数の光ファイバ42を有するファイバシート12が配置される。ファイバシート12は、図4に示すように片面に粘着剤層48を有する第1樹脂シート44と、第1樹脂シート44の粘着剤層48上に布線された複数の光ファイバ42と、光ファイバ42を挟み込むように第1樹脂シート44上に被せられた第2樹脂シート46から構成される。
【0032】
樹脂シート44,46は例えばポリイミドフィルムから形成され、粘着剤層48は例えばゴム系のエラストマ、ロジン等から構成される。光ファイバ42は、予め光部品32,34,36,38間の接続関係に対応して第1樹脂シート44上に布線されている。
【0033】
ファイバシート12は、ファイバシート12から突き出した光ファイバ42の端部を互いに離間して整列配置し、複数の光ファイバ42を一括して被覆除去、洗浄及び端面カットする。
【0034】
光アセンブリ10の光ファイバ40も同様に一括して端末処理し、各光ファイバ対40,42が近接して対向するように光アセンブリ10及びファイバシート12をトレイ6に固定する。
【0035】
光アセンブリ10及びファイバシート12からのファイバ飛び出し長はそれぞれ15〜30mmとした。このようにすることで、光ファイバ40,42のフォーミングなしにファイバ端位置がほぼ一定の位置に再現性良くくるようになる。
【0036】
図5は本発明実施形態の光ファイバスプライサの要部斜視図を示している。下側電極棒(第1電極棒)50は鉛直方向に伸長して配置されている。下側電極棒50はスプライシング位置と退避位置との間で鉛直方向に移動可能である。
【0037】
下側電極棒50の上方には上側電極棒(第2電極棒)52が下側電極棒50と整列するように鉛直方向に伸長して配置されている。上側電極棒52はスプライシング位置と退避位置との間で鉛直方向に移動可能である。
【0038】
下側電極棒50の両側には融着接続(以下スプライシングと称することがある)すべき光ファイバ40,42をクランプするV溝を有する一対の下側クランプ54が配置されている。下側電極棒50と下側クランプ54は共通の筐体に取り付けられている。
【0039】
各下側クランプ54に対向してV溝と相補的な形状をした突出部を有する一対の上側クランプ56が融着ヘッド(上部ヘッド)14に取り付けられている。光ファイバ40,42の先端位置を矯正するために、各上側クランプ56にはV型切込みを有するガイド板58が取り付けられている。
【0040】
光ファイバ40,42が伸長する方向と直行する方向で下側電極棒50の両側には第1及び第2CCDカメラ70,72が配置されている。第1及び第2CCDカメラ70,72はその光軸が互いに直交するように配置されている。
【0041】
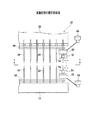
図6を参照すると、実施形態の要部平面図が示されている。図7は図6の7−7線矢視図である。各光ファイバ40,42の下側には図1の跳ね上げ機構16を構成する一対の跳ね上げバー60が配置されている。
【0042】
図9に最もよく示されるように、各跳ね上げバー60の上面は曲面形状をしている。図7及び図8に示されるように、各光ファイバ40,42はその先端が跳ね上げバー60により跳ね上げられている。これはスプライシングする前の光ファイバ40,42が対向する光ファイバ又は他の部材に接触して損傷するのを防止するためである。
【0043】
上下クランプ56,54に隣接して光ファイバ40,42の被覆を保持するシースクランプ62が設けられている。ステッピングモータ64が下側クランプ54及びシースクランプ62をY軸方向に移動させる。
【0044】
また、図7に示されるステッピングモータ66は下側クランプ54及びシースクランプ62をX軸方向に移動させる。さらに、ステップピングモータ68が下側クランプ54及びシースクランプ62をZ軸方向に移動させる。ステッピングモータ64,66,68は下側クランプ54と一体的に設けられており、光ファイバ40,42の光軸調整時の微調整機構を構成する。
【0045】
図9は実施形態の断面図を示している。光ファイバ40,42の先端部をそれぞれ上下クランプ56,54及びシースクランプ62でクランプすると、跳ね上げバー60により光ファイバ40,42にそれぞれ曲げ部が形成される。
【0046】
上側クランプ56は圧縮バネ74により常に下方に付勢されている。さらに、上側クランプ56は圧縮バネ76により上部電極52から常に離れる方向に付勢されている。上部電極52は上下方向にのみ移動可能である。
【0047】
図10は光ファイバ40,42のスプライシングを行うために、上部ヘッド14が下方に移動された状態を、図11は上部電極棒52を退避させるために上部ヘッド14が上方に移動された状態をそれぞれ示している。このときの駆動機構としては、エアシリンダ78が使用される。
【0048】
図12を参照すると、上下クランプ連動機構の概略図が示されている。下側クランプ54と一体連結された部材82は傾斜上面82aを有している。一方、上側クランプ56と一体連結された部材84は傾斜上面82aと相補的な傾斜底面84aを有している。
【0049】
クランプ前は圧縮バネ76により上側クランプ56と部材84は左方向に押し付けられている。下側クランプ54と部材82をステッピングモータで左方向に移動し、エアシリンダで上側クランプ56を下ろせば、上下クランプをずれなく嵌合させることができる。
【0050】
上下クランプ56,54で光ファイバ40,42がクランプされると同時に、傾斜上面82aと傾斜底面84aもエアシリンダによって圧接される。傾斜面82aと84aの表面はゴムが貼付されているため、その摩擦力は圧縮バネ76に比べて十分に強い。よって、クランプ後に下側クランプ54と部材82を左右に移動すると、上側クランプ52と部材84も連動して左右に移動する。
【0051】
図13(A)〜図13(C)を参照すると、光ファイバの余長調整機構が示されている。図13(A)に示すように、跳ね上げバー60によって光ファイバ40,42は跳ね上げられている。この状態で曲げ部を作らず光ファイバ40,42を水平に戻すと、光ファイバ40,42の先端がオーバラップする配置になっている。
【0052】
図13(B)に示すように、上側クランプ56を下ろすことにより、光ファイバ40,42には跳ね上げバー60と当接した位置にそれぞれ曲げ部80が形成される。この曲げ部により、光ファイバ40,42の端面間に隙間ができる。
【0053】
図6で跳ね上げバー60を左方向に移動して、最も右側の光ファイバ40,42の跳ね上げを解除すると、図13(C)に示すように曲げ部80が解放される。
【0054】
曲げ部80を解放しながら電極棒52,54の両側に配置された左右の上下クランプ56,54を電極棒52,54に近付け、光ファイバ40,42の先端間距離を画像観察ができるようになるまで狭くする。
【0055】
そして、光軸調整前に電極棒52,54を使用して前放電による光ファイバ40,42の端部の清掃を行う。この状態で、図14(A)に示すCCDカメラ70,72及び画像処理手段86を使用した光ファイバ40,42の光軸調整を行う。
【0056】
図14(A)はスプライス時の光ファイバ40,42とCCDカメラ70,72の位置関係を示している。図14(B)に示すように、CCDカメラ70の光軸とCCDカメラ72の光軸は直交している。
【0057】
光ファイバ40,42の光軸を一致させる光軸調整時には、CCDカメラ70,72により融着接続すべき光ファイバ40,42の端部を撮像する。この撮像された画像は画像処理手段86により処理され、微調整機構を構成するステッピングモータ64,66,68を駆動することにより、光ファイバ40,42の光軸が一致するように光軸調整を行う。
【0058】
以下、上述した本実施形態の作用について説明する。まず、トレイ6上に光アセンブリ10及びファイバシート12をそれぞれの光ファイバ40,42が近接して対向配置されるように固定する。
【0059】
この状態で、XYテーブル送り機構8を駆動して、トレイ6上に載置された光アセンブリ10及びファイバシート12が融着ヘッド14の位置までくるように移動する。
【0060】
このとき、図6〜図8に示すように、跳ね上げ機構16の跳ね上げバー60により光ファイバ40,42の端部が跳ね上げられる。これにより、対向する光ファイバ40,42が互いに接触して破損することが防止される。
【0061】
次いで、融着接続すべき光ファイバ40,42の端部を上下クランプ56,54でクランプし、座標指定で接続すべき光ファイバ40,42の位置合わせを行う。この状態で図13(A)に示すように、電極棒50,52により前放電を行って光ファイバ40,42の先端部の清掃を行う。
【0062】
次いで、図6及び図7で跳ね上げバー60を左方向に移動して融着接続すべき1番右側の光ファイバ対40,42を跳ね上げバー60から外す。そして、曲げ部を解放させながら左右のクランプ54,56を前進させ、光ファイバ40,42の先端間距離を画像観察ができる間隔まで狭くする。
【0063】
この状態で、CCDカメラ70,72で光ファイバ40,42の端部を撮像し、撮像された画像を画像処理手段86で画像処理することにより、光ファイバ40,42の光軸が整列するように光軸調整を行う。
【0064】
この光軸調整は、ステッピングモータ64,66,68からなる微調整機構を駆動することにより行われ、その際の移動量は数μm程度である。光軸調整終了後、電極棒50,52により放電を行い、曲げ部をさらに解放しながらクランプを前進させて光ファイバ40,42を融着接続する。
【0065】
図6で一番右側の光ファイバ40,42の融着接続が終了すると、座標指定によりXYテーブル4を駆動して次の対の光ファイバ40,42の先端が電極棒50,52の間に来るようにトレイ6を移動する。以下、上述したようなステップを繰り返して、2番目の対の光ファイバ40,42の融着接続を行う。
【0066】
図15(A)を参照すると、融着接続の補修時に使用するのに適した部分跳ね上げバー60´の正面図が示されている。一対の光ファイバの融着接続に失敗した場合等においては、融着接続の補修を行う必要性が生じてくる。
【0067】
このような場合には、図15(B)に示すように、跳ね上げバー60´の凸部61で補修すべき光ファイバ対40,42を跳ね上げ、上述した方法に従って再度融着接続を実施する。跳ね上げバー60´は、例えばエアシリンダで上下させる。
【0068】
本発明は以下の付記を含むものである。
【0069】
(付記1) 互いに離間して整列配置された複数の第1光ファイバと該第1光ファイバの各々と対向するように配置された複数の第2光ファイバとを融着接続する光ファイバスプライサであって、X方向及び該X方向と直交するY方向に移動可能なXYテーブルと;前記XYテーブル上に搭載されたトレイと;前記第1光ファイバの各々と前記第2光ファイバの各々が互いに近接して対向配置されるように該第1及び第2光ファイバを前記トレイに固定する手段と;前記複数の第1及び第2光ファイバの内融着接続すべき第1及び第2光ファイバをそれぞれクランプする第1及び第2クランプ手段と;鉛直方向に伸長して配置され、且つ鉛直方向に移動可能な第1電極棒と;前記第1電極棒の上方で前記第1電極棒と整列するように鉛直方向に伸長して配置され、且つ鉛直方向に移動可能な第2電極棒と;前記第1及び第2光ファイバが伸長する方向と直交する方向で前記第1電極棒に対して一方の側に配置された第1カメラと;前記第1及び第2光ファイバが伸長する方向と直交する方向で前記第1電極棒に対して前記第1カメラが配置された側と反対側に配置された第2カメラと;前記第1及び第2カメラで撮像された画像を画像処理する手段と;を具備したことを特徴とする光ファイバスプライサ。
【0070】
(付記2) 前記複数の第1及び第2光ファイバを上方にはね上げるファイバはね上げ機構をさらに具備した付記1記載の光ファイバスプライサ。
【0071】
(付記3) 前記ファイバはね上げ機構は、前記複数の第1光ファイバと直交するように該第1光ファイバの下方に配置された曲面の上面を有する第1棒状部材と、前記複数の第2光ファイバと直交するように該第2光ファイバの下方に配置された曲面の上面を有する第2棒状部材とを含んでいる付記2記載の光ファイバスプライサ。
【0072】
(付記4) 前記第1クランプ手段で前記第1光ファイバの1つをクランプした状態で前記第1棒状部材で該第1光ファイバに第1曲げ部を形成し、前記第2クランプ手段で前記第2光ファイバの1つをクランプした状態で前記第2棒状部材で該第2光ファイバに第2曲げ部を形成可能な付記3記載の光ファイバスプライサ。
【0073】
(付記5) 前記第1及び第2電極棒を互いに離れる方向に移動させる電極棒退避機構をさらに具備した付記1記載の光ファイバスプライサ。
【0074】
(付記6) 前記第1及び第2クランプ手段の各々は、V溝を有する下側クランプと、該V溝と相補的な形状をした突出部を有する上側クランプとを含んでいる付記1記載の光ファイバスプライサ。
【0075】
(付記7) 前記各下側クランプは水平面内及び鉛直方向に移動可能である付記6記載の光ファイバスプライサ。
【0076】
(付記8) 前記下側クランプと前記上側クランプが連動して移動する上下クランプ連動機構をさらに具備した付記7記載の光ファイバスプライサ。
【0077】
(付記9) 前記複数の第1光ファイバは基板上に搭載された複数の光部品にそれぞれの一端が接続されており、前記複数の第2光ファイバは該第2光ファイバを挟み込む第1及び第2樹脂シートを有するファイバシートから突出している付記1記載の光ファイバスプライサ。
【0078】
(付記10) 前記基板は複数のファイバ位置決め用の溝が形成された一対の側壁を有しており、前記第1光ファイバの各々は該ファイバ位置決めを溝中に挿入されている付記9記載の光ファイバスプライサ。
【0079】
(付記11) 前記第1及び第2カメラは各々の光軸が互いに直交するように配置されている付記1記載の光ファイバスプライサ。
【0080】
(付記12) 前記第1及び第2クランプ手段の前記各下側クランプと一体で設けられた一対の微調整機構をさらに具備した付記6記載の光ファイバスプライサ。
【0081】
(付記13) 複数の光ファイバを含む第1光ファイバ群と複数の光ファイバを含む第2光ファイバ群とを対向させて、少なくとも一組の対向する光ファイバ同士を第1の対向間隔で融着接続する際に、該一組の対向する光ファイバ同士以外の前記第1及び第2光ファイバ群のうち少なくとも第1の光ファイバについて、その一部を曲げて前記第1の対向間隔よりも前記第1の光ファイバと該第1の光ファイバと対向する第2の光ファイバとの対向間隔を長くする変形手段と、
前記一組の対向する光ファイバ同士を融着接続する融着接続手段と、
を備えたことを特徴とする光ファイバスプライサ。
【0082】
(付記14) 前記第1の光ファイバは前記一組の対向する光ファイバに隣接する光ファイバである付記13記載の光ファイバスプライサ。
【0083】
(付記15) 光ファイバのスプライシング方法であって、
複数の第1光ファイバを互いに離間して整列して配置し、
前記第1光ファイバの各々の一端とその一端が対向するように複数の第2光ファイバを整列して配置し、
融着接続すべき前記第1及び第2光ファイバの端部をそれぞれクランプするのと同時に端部近傍にそれぞれ曲げ部を形成し、
クランプされた前記第1及び第2光ファイバの曲げを解放して該第1及び第2光ファイバの端面を近付け、
鉛直方向に伸長して整列配置された第1及び第2電極棒により前放電を行って、クランプされた前記第1及び第2光ファイバの端部を清掃し、
クランプされた前記第1及び第2光ファイバの光軸が整列するように光軸調整を行い、
前記第1及び第2電極棒により放電を行って、クランプされた前記第1及び第2光ファイバを融着接続することを特徴とする光ファイバのスプライシング方法。
(付記16) クランプされた前記第1及び第2光ファイバの融着接続完了後、隣接する次の対の第1及び第2光ファイバの端部をクランプして、該第1及び第2光ファイバの融着接続を行う付記15記載の光ファイバのスプライシング方法。
【0084】
(付記17) 前記光軸調整ステップは、互いに直交するように配置された第1及び第2カメラで融着接続すべき前記第1及び第2光ファイバの端部を撮像し、
撮像された画像を画像処理するステップを含んでいる付記15記載の光ファイバのスプライシング方法。
【0085】
(付記18) 光ファイバのスプライシング方法であって、
XYテーブル上にトレイを搭載し、
該トレイ上に基板と、該基板上に実装された複数の光部品と、それぞれの一端が該光部品に接続され互いに離間して整列配置された複数の第1光ファイバを有する光アセンブリを固定し、
該第1光ファイバの各々と複数の第2光ファイバが対向配置するように、第1及び第2樹脂シートの間に該複数の第2光ファイバを挟み込んで構成されるファイバシートを前記トレイに固定し、
融着接続すべき前記第1及び第2光ファイバの端部をそれぞれクランプするのと同時に端部近傍に曲げ部を形成し、
クランプされた前記第1及び第2光ファイバの曲げを解放して該第1及び第2光ファイバの端面を近付け、
この状態で鉛直方向に整列した第1及び第2電極棒により前放電を行って、クランプされた該第1及び第2光ファイバの端部を清掃し、
クランプされた前記第1及び第2光ファイバの光軸が整列するように光軸調整を行い、
前記第1及び第2電極棒により放電を行って、クランプされた前記第1及び第2光ファイバを融着接続することを特徴とする光ファイバのスプライシング方法。
【0086】
(付記19) クランプされた前記第1及び第2光ファイバの融着接続完了後、前記XYテーブルにより前記トレイを水平移動して次の対の前記第1及び第2光ファイバの端部をクランプして、該第1及び第2光ファイバの融着接続を行う付記18記載の光ファイバのスプライシング方法。
【0087】
【発明の効果】
本発明によると、光ファイバをフォーミングすることなく接続すべき光ファイバ対を平面内で位置決めすることができ、さらに多数の光ファイバ対の連続自動接続が可能になる。その結果、光モジュールの組立の効率化を図ることができる。
【図面の簡単な説明】
【図1】本発明実施形態の概略配置図である。
【図2】本発明実施形態の概略斜視図である。
【図3】光アセンブリ及びファイバシートの配置図である。
【図4】ファイバシート断面図である。
【図5】本発明実施形態の要部斜視図である。
【図6】本発明実施形態の要部平面図である。
【図7】図6の7−7線断面図である。
【図8】本発明実施形態の要部斜視図である。
【図9】本発明実施形態の断面図である。
【図10】上部ヘッドが下方に移動された状態の上部ヘッド駆動機構を示す図である。
【図11】上部ヘッドが上方に移動された状態の上部ヘッド駆動機構を示す図である。
【図12】上下クランプ連動機構を示す図である。
【図13】図13(A)は光ファイバの端部を跳ね上げた状態を示す図、図13(B)は光ファイバの端部をクランプするのと同時に端部近傍に曲げ部を形成した状態を示す図、図13(C)は曲げを解放した状態を示す図である。
【図14】図14(A)はスプライス時の光ファイバとCCDカメラの位置関係を示す図であり、図14(B)は2つのCCDカメラの光軸が互いに直交するようにCCDカメラを配置した図である。
【図15】図15(A)は部分跳ね上げバーの正面図、図15(B)は部分跳ね上げバーの使用の仕方を説明する図である。
【符号の説明】
4 XYテーブル
6 トレイ
8 XYテーブル送り機構
10 光アセンブリ
12 ファイバシート
14 融着ヘッド(上部ヘッド)
16 跳ね上げ機構
18,20 Yレール
22 Xレール
28 基板
40,42 光ファイバ
50 下側電極棒
52 上側電極棒
54 下側クランプ
56 上側クランプ
60 跳ね上げバー
70,72 CCDカメラ
Claims (5)
- 互いに離間して整列配置された複数の第1光ファイバと該第1光ファイバの各々と対向するように配置された複数の第2光ファイバとを融着接続する光ファイバスプライサであって、
X方向及び該X方向と直交するY方向に移動可能なXYテーブルと、
前記XYテーブル上に搭載されたトレイと、
前記第1光ファイバの各々と前記第2光ファイバの各々から互いに近接して対向配置されるように該第1及び第2光ファイバを前記トレイに固定する手段と、
融着接続すべき第1及び第2光ファイバ及び他の全ての第1及び第2光ファイバを同時に上方にはね上げて、対向する前記複数の第1及び第2光ファイバの端部を離間させる第1及び第2ファイバはね上げ手段と、
前記融着接続すべき第1及び第2光ファイバを前記第1及び第2ファイバはね上げ手段により上方にはね上げた状態で該融着接続すべき第1及び第2光ファイバをクランプして、該第1及び第2光ファイバの端部近傍の前記第1及び第2ファイバはね上げ手段が接触する部分に曲げ部を形成し、該融着接続すべき第1及び第2光ファイバの端部を近接させる第1及び第2クランプ手段と、
互いに対向して鉛直方向に伸長して配列され、少なくとも一方が鉛直方向に移動可能な第1及び第2電極棒と、
を具備した光ファイバスプライサ。 - 前記複数の第1光ファイバは基板上に搭載された複数の光部品にそれぞれの一端が接続されており、前記複数の第2光ファイバは該第2光ファイバを挟み込む第1及び第2樹脂シートを有するファイバシートから突出している請求項1記載の光ファイバスプライサ。
- 前記基板は複数のファイバ位置決め用の溝が形成された一対の側壁を有しており、前記第1光ファイバの各々は該ファイバ位置決めを溝中に挿入されている請求項2記載の光ファイバスプライサ。
- 光ファイバスプライサであって、
X方向及び該X方向と直交するY方向に移動可能なXYテーブルと、
前記XYテーブル上に搭載されたトレイと、
基板と、該基板上に実装された複数の光部品と、それぞれの一端が前記光部品に接続され互いに離間して整列配置された複数の第1光ファイバを有する光アセンブリを前記トレイに固定する第1手段と、
前記第1光ファイバの各々と複数の第2光ファイバが対向配置するように、第1及び第2樹脂シートの間に前記複数の第2光ファイバを挟み込んで構成されるファイバシートを前記トレイに固定する第2手段と、
融着接続すべき前記第1及び第2光ファイバを上方にはね上げて、該第1及び第2光ファイバの端部を離間させるファイバはね上げ機構部と、
前記複数の第1及び第2光ファイバのうち融着接続すべき第1及び第2光ファイバを前記ファイバはね上げ機構部により上方にはね上げた状態で該第1及び第2光ファイバをクランプして、該第1及び第2光ファイバの端部近傍に曲げ部を形成し、該第1及び第2光ファイバの端部を近接させる第1及び第2クランプ手段と、
互いに対向して鉛直方向に伸長して配列され、少なくとも一方が鉛直方向に移動可能な第1及び第2電極棒と、
を具備した光ファイバスプライサ。 - 光ファイバのスプライシング方法であって、
XYテーブル上にトレイを搭載し、
該トレイ上に基板と、該基板上に実装された複数の光部品と、それぞれの一端が該光部品に接続され互いに離間して整列配置された複数の第1光ファイバを有する光アセンブリを固定し、
該第1光ファイバの各々と複数の第2光ファイバが対向配置するように、第1及び第2樹脂シートの間に該複数の第2光ファイバを挟み込んで構成されるファイバシートを前記トレイに固定し、
融着接続すべき前記第1及び第2光ファイバの端部をそれぞれクランプするのと同時に端部近傍に曲げ部を形成し、
クランプされた前記第1及び第2光ファイバの曲げを解放して該第1及び第2光ファイバの端面を近付け、
この状態で鉛直方向に整列した第1及び第2電極棒により前放電を行って、クランプされた該第1及び第2光ファイバの端部を清掃し、
クランプされた前記第1及び第2光ファイバの光軸が整列するように光軸調整を行い、
前記第1及び第2電極棒により放電を行って、クランプされた前記第1及び第2光ファイバを融着接続することを特徴とする光ファイバのスプライシング方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003182490A JP4098677B2 (ja) | 2003-06-26 | 2003-06-26 | 光ファイバスプライサ及び光ファイバのスプライシング方法 |
| US10/790,357 US6890109B2 (en) | 2003-06-26 | 2004-03-02 | Optical fiber splicer and optical fiber splicing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003182490A JP4098677B2 (ja) | 2003-06-26 | 2003-06-26 | 光ファイバスプライサ及び光ファイバのスプライシング方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005017693A JP2005017693A (ja) | 2005-01-20 |
| JP4098677B2 true JP4098677B2 (ja) | 2008-06-11 |
Family
ID=33535266
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003182490A Expired - Fee Related JP4098677B2 (ja) | 2003-06-26 | 2003-06-26 | 光ファイバスプライサ及び光ファイバのスプライシング方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US6890109B2 (ja) |
| JP (1) | JP4098677B2 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4098677B2 (ja) | 2003-06-26 | 2008-06-11 | 富士通株式会社 | 光ファイバスプライサ及び光ファイバのスプライシング方法 |
| JP4916644B2 (ja) * | 2004-03-29 | 2012-04-18 | 株式会社フジクラ | サブマウント、光モジュール及び光モジュールの製造方法 |
| SE530854C2 (sv) * | 2005-12-30 | 2008-09-30 | Ericsson Telefon Ab L M | Inriktning av optiska fibrer vid dessas skarvning |
| US7693385B1 (en) | 2007-11-28 | 2010-04-06 | TNR Communications, LLC | Workstation for fiber optic splicer |
| US8998511B2 (en) | 2008-07-08 | 2015-04-07 | Telefonaktiebolaget L M Ericsson (Publ) | Cladding alignment for fusion splicing optical fibers |
| WO2015139024A1 (en) * | 2014-03-14 | 2015-09-17 | Wenxin Zheng | Method for making bent tip fibers |
| JP6712869B2 (ja) | 2016-02-12 | 2020-06-24 | 古河電気工業株式会社 | ベース部材および融着機 |
| US9933572B2 (en) * | 2016-02-24 | 2018-04-03 | Furukawa Electric Co., Ltd. | Fusion splicer |
| CN107442933A (zh) * | 2016-06-01 | 2017-12-08 | 泰科电子(上海)有限公司 | 焊接系统和焊接方法 |
| CN110456458B (zh) * | 2018-08-08 | 2020-11-13 | 杭州富通通信技术股份有限公司 | 一种预制尾纤的加工工艺 |
| US11016247B2 (en) | 2018-10-11 | 2021-05-25 | Senko Advanced Components Inc | Mechanical splice protective sleeve for securing a splice area formed by splicing a plural of optical fibers |
| CN112440239B (zh) * | 2019-08-30 | 2022-08-26 | 北京京东方茶谷电子有限公司 | 拼接结构、拼接台及拼接贴合装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4049414A (en) * | 1975-07-28 | 1977-09-20 | Corning Glass Works | Method and apparatus for splicing optical fibers |
| JPH0228604A (ja) | 1988-07-18 | 1990-01-30 | Furukawa Electric Co Ltd:The | 光ファイバ自動搬送装置 |
| JPH0244037A (ja) | 1988-07-30 | 1990-02-14 | Fujikura Ltd | 光フアイバ融着接続機 |
| US5076881A (en) * | 1989-07-14 | 1991-12-31 | At&T Bell Laboratories | Apparatus for fabricating an optical fiber ribbon |
| US5155787A (en) * | 1991-09-06 | 1992-10-13 | Minnesota Mining And Manufacturing Company | Multiple optical fiber splice element having ramped porch |
| US5151964A (en) * | 1991-09-06 | 1992-09-29 | Minnesota Mining And Manufacturing Company | Wedge-actuated multiple optical fiber splice |
| US5309538A (en) * | 1991-09-06 | 1994-05-03 | Minnesota Mining And Manufacturing Company | Reinforced multiple optical fiber splice having preanodized element |
| US5191632A (en) * | 1991-09-20 | 1993-03-02 | Minnesota Mining And Manufacturing Company | Splice actuator tool |
| US6152611A (en) * | 1998-08-07 | 2000-11-28 | Tyco Submarine Systems Ltd. | Method and apparatus for providing a flexible splint splice |
| JP2001344503A (ja) | 2000-05-31 | 2001-12-14 | Sony Corp | 管理装置および方法、情報提供装置および方法、並びに記録媒体 |
| EP1174744A1 (en) * | 2000-07-21 | 2002-01-23 | Corning Incorporated | Method and apparatus for splicing optical fibers |
| JP2002247173A (ja) | 2001-02-21 | 2002-08-30 | Japan Storage Battery Co Ltd | 携帯電話機の充電用置台 |
| US6767144B2 (en) * | 2002-07-03 | 2004-07-27 | Fitel Usa Corp. | Systems and methods for reducing splice loss in optical fibers |
| JP4098677B2 (ja) | 2003-06-26 | 2008-06-11 | 富士通株式会社 | 光ファイバスプライサ及び光ファイバのスプライシング方法 |
-
2003
- 2003-06-26 JP JP2003182490A patent/JP4098677B2/ja not_active Expired - Fee Related
-
2004
- 2004-03-02 US US10/790,357 patent/US6890109B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US6890109B2 (en) | 2005-05-10 |
| JP2005017693A (ja) | 2005-01-20 |
| US20040264892A1 (en) | 2004-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4098677B2 (ja) | 光ファイバスプライサ及び光ファイバのスプライシング方法 | |
| JP4104769B2 (ja) | 光ファイバ融着接続装置 | |
| CN1386207A (zh) | 光纤夹持器、熔合绞接装置切割装置以及光纤绞接方法 | |
| JP7347762B2 (ja) | 光ファイバの融着接続方法 | |
| CN100445786C (zh) | 用于接合光纤和光学透镜的方法、设备和光学模块 | |
| WO2013077002A1 (ja) | 光ファイバの融着接続方法 | |
| JP3745340B2 (ja) | 光ファイバの軸合わせ方法及びその装置、並びに光ファイバの融着接続方法及びその装置 | |
| JPS62223708A (ja) | 光フアイバ融着接続装置 | |
| CN108037565A (zh) | 一种光纤准直块及光纤熔接机及光纤熔接机的制作方法 | |
| JPS61294403A (ja) | 光フアイバ接続用搬送機構 | |
| WO2023112911A1 (ja) | 融着接続機 | |
| JP3246382B2 (ja) | 光ファイバの融着接続方法および接続装置 | |
| JP4420617B2 (ja) | 溶接装置 | |
| CN1250991C (zh) | 光纤轴向对准方法与相关设备,光纤熔接方法与相关设备 | |
| CN218037435U (zh) | 光纤熔接调节机构、对准装置及光纤熔接机 | |
| JP2006098792A (ja) | 光機能部品の製造方法 | |
| CN121443984A (zh) | 光纤的熔接方法和光纤的熔接装置 | |
| US20040177651A1 (en) | Method of and apparatus for aligning the stress-applying parts of polarization-maintaining optical fiber, and method of and apparatus for manufacturing a polarization-maintaining coupler | |
| JP2005283901A (ja) | 異径光ファイバの融着接続方法およびその装置並びに細径、太径裸光ファイバ用位置決めセット装置 | |
| WO2023085332A1 (ja) | 光ファイバの融着接続方法、及び、光ファイバの融着接続装置 | |
| JP2544768B2 (ja) | 光ファイバの融着接続装置 | |
| JP2000275462A (ja) | 多心光ファイバ整列機構 | |
| JPH0943445A (ja) | 光ファイバ支持体 | |
| JP2005024579A (ja) | 光伝送モジュールの接続方法および装置、および光導波路におけるコア位置検出方法 | |
| JPH06194537A (ja) | 多心光ファイバの調心装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060207 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071003 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071023 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080311 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080313 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4098677 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110321 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110321 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120321 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130321 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140321 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |