JP4039882B2 - 中空繊維成形体の製造型 - Google Patents
中空繊維成形体の製造型 Download PDFInfo
- Publication number
- JP4039882B2 JP4039882B2 JP2002135573A JP2002135573A JP4039882B2 JP 4039882 B2 JP4039882 B2 JP 4039882B2 JP 2002135573 A JP2002135573 A JP 2002135573A JP 2002135573 A JP2002135573 A JP 2002135573A JP 4039882 B2 JP4039882 B2 JP 4039882B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- hollow
- molded body
- hollow fiber
- pressing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Description
【発明の属する技術分野】
本発明は、中空繊維成形体(以下、単に繊維成形体ともいう。)の製造型及びこれを用いた繊維成形体の製造方法に関する。
【0002】
【従来の技術及び発明が解決しようとする課題】
二種類の中型を用いたパルプモールド成形体の製造方法に関する従来技術としては、例えば、特許第78600号の技術が知られている。この技術は、外型(抄造型)内に中実の中型及び袋状の中型を配し、外型の抄紙面にパルプ繊維を堆積させて湿潤状態の成形体を形成した後、袋状の中型内に所定の流体を供給して該中型を膨張させ、膨張した該中型により前記成形体を前記抄紙面へ向けて押圧して脱水し、脱型、乾燥後に所定形状の成形体を得るようにしたものである。
【0003】
ところで、上記のパルプモールド成形体の製造方法では、袋状の中型によって押圧された部分は緻密化されて高い強度が得られるが、それ以外の部分は肉厚や密度にムラが生じやすく、脱水、乾燥後において、成形体に肉厚や密度のムラ及びこれらのムラに伴って強度等の物性に不均一が生じる場合があった。
【0004】
一方、特開2000−239998号公報に記載のパルプモールド成形体の製造に関する技術では、複雑な形状を有する中空のパルプモールド成形体の製造方法が可能であるが、複雑な形状、特に、部分的に膨出する形態や開口部が広口の形態を有する繊維成形体を、肉厚、密度ムラを抑えて高い成形精度で製造することができる手段がさらに望まれていた。また、複雑な形状の成形体を成形する場合には、成形体の押圧に用いる中子が局部的に伸張し、中子の耐久性が低くなるため、耐久性に優れる製造型が望まれていた。
【0005】
従って本発明の目的は、複雑な形状、特に、部分的に膨出する形態や開口部が広口の形態を有する繊維成形体を、肉厚、密度ムラを抑えて高い成形精度で製造することができ、しかも耐久性に優れる繊維成形体の製造型及びこれを用いた繊維成形体の製造方法を提供することにある。
【0006】
【課題を解決するための手段】
本発明は、中空繊維成形体を成形型の表面に押圧して脱水成形又は乾燥成形するときに用いられる中空繊維成形体の製造型であって、前記中空繊維成形体を該中空繊維成形体の内側から前記成形型の表面に押圧する内部が中実の中実押圧体と、内部に流体が供給されて膨張することによって、該中空繊維成形体を該中空繊維成形体の内側から前記成形型の表面に押圧する、中空押圧体とを備えている中空繊維成形体の製造型を提供することにより前記目的を達成したものである。
【0007】
また、本発明は、前記本発明の中空繊維成形体の製造型を用いた中空繊維成形体の製造方法であって、少なくとも、成形型の表面に配された中空繊維成形体の表面に前記製造型を配した後に、該中空繊維成形体を前記中実押圧体で該中空繊維成形体の内側から該型の表面に押圧する一方、前記中空押圧体内に流体を供給し、該中空押圧体で該中空繊維成形体を該中空繊維成形体の内側から前記成形型の表面に部分的に押圧して該中空繊維成形体の脱水成形又は乾燥成形を行う工程を具備する中空繊維成形体の製造方法を提供することにより、前記目的を達成したものである。
【0008】
【発明の実施の形態】
以下、本発明を、その好ましい実施の形態に基づき図面を参照しながら説明する。
【0009】
図1、2は、本発明の繊維成形体の製造型(以下、単に製造型ともいう。)の第1実施形態を示すものであり、第1実施形態の製造型は、管状の中空繊維成形体の製造型に適用したものである。これらの図において、符号1は製造型、10は成形される繊維成形体、11、12はそれぞれ脱水成形、乾燥成形のときに繊維成形体が配される成形型を示している。
【0010】
図1に示すように、製造型1は、成形型11、12内に配された繊維成形体10を成形型11、12の内面(表面)に押圧して成形する製造型である。
【0011】
図2に示すように、製造型1は、中実押圧体2と、内部に流体が供給されて膨張するチューブ状の中空押圧体3とを備えている。
【0012】
本実施形態の製造型1は、中実押圧体2内に中空押圧体3開口部30を開口状態で保持する保持手段4(後述のようにクランプコア40及びクランプスリーブ41からなる)を備えており、中実押圧体2内から中空押圧体3の膨出部31が外方に膨出するように設けられている。
【0013】
また、本実施形態の製造型1は、中実押圧体2を保持手段4から独立して押圧可能な押圧手段5を備えている。
【0014】
図1に示すように、中実押圧体2の外周面は、前方に進むにつれて先細るようにテーパーが設けられており、成形する繊維成形体10を成形型11の内面に押圧したときに、外方に向けて漸次拡径する広口の開口部が形成されるようになっている。また、中実押圧体2の先端部には縮径部20が設けられており、成形する繊維成形体10を成形型11の内面に押圧したときに開口部10aの奥の部分が段階的(不連続)に拡径するようになっている。中実押圧体2は、後述する押圧手段5でその後方から押圧されるように設けられている
【0015】
中実押圧体2の内部には、貫通孔21が設けられており、この貫通孔21内に後述するクランプスリーブ40が挿着されるようになっている。この貫通孔21の先端部分の内周面には、嵌合凹部21aが設けられている。そして、この嵌合凹部21aにクランプスリーブ40の外向きフランジ部40aを嵌合させることにより、クランプスリーブ40の下端面を中実押圧体2で被覆する一方で、中空押圧体3が中実押圧体2の先端部から膨出する形態となしてある。
【0016】
中実押圧体2の外形は、成形型11の挿入口110及び繊維成形体10の開口部10aよりも小さく形成されており、その縮径部20の長さは、成形される繊維成形体の開口部における拡径部分の深さよりも長く設けられている。これにより、成形型11や繊維成形体10への出し入れがスムーズに行え且つ繊維成形体10と中実押圧体2との離間が容易に行えるようになっている。中実押圧体2の外形は、このように成形型11の挿入口110及び繊維成形体10の開口部10aよりも小さく設けられているが、成形の際の押圧力によって、成形型11の挿入口110及び繊維成形体10の開口部10aの隅部に亘って密着し、繊維成形体10に押圧力が確実に伝えられるようになっている。
【0017】
中実押圧体2は、弾性体からなるものであれば特に制限なく用いることができるが、耐久・耐熱性、成形性等の点から、天然ゴムのほか、ウレタン、フッ素系ゴム、シリコーン系ゴム又はエラストマー等の合成ゴム等の弾性体で構成されたものを用いることが好ましい。
【0018】
図2に示すように、中空押圧体3は、チューブ状の中空の弾性体で設けられている。中空押圧体3は、その両端部の開口部30が前記各中実押圧体2内に配されたクランプスリーブ40の内向きフランジ40bとクランプスリーブ40内に配されたクランプコア41の先端部の外周面41aとの間で挟持されて固定されている。
【0019】
中空弾性体3の厚みは、0.3〜5.0mmであることが好ましく、0.5〜3.0mmであることがより好ましい。薄すぎると容易に破れてしまったり、中空弾性体自体に塑性変形が生じてしまう場合があり、厚すぎると中空弾性体を膨張させるのに要する圧力が大きくなりすぎるほか、得られる繊維成形体の形状に対応するように隅部に亘って中空弾性体を膨張させることが困難となり、繊維成形体を精度良く脱水成形できなくなる問題が生じる場合がある。中空弾性体3の長さ、断面形状等は、成形する繊維成形体10の断面形状に合わせて適宜設定することができる。
【0020】
中空押圧体3は、中実押圧体2と同様に、弾性体からなるものであれば特に制限なく用いることができるが、耐久・耐熱性の成形性等の点から、天然ゴムのほか、ウレタン、フッ素系ゴム、シリコーン系ゴム又はエラストマー等の合成ゴム等の弾性体で構成されたものを用いることが好ましい。
【0021】
前記保持手段4は、中実押圧体2の前記貫通孔21内に挿着されたクランプスリーブ40と、クランプスリーブ40内に配されクランプスリーブ40に留め具(図示せず)で固定されたクランプコア41とから構成されている。
【0022】
クランプスリーブ40の先端部には中実押圧体2の前記嵌合凹部21aに嵌合する外向きフランジ部40a(係止手段)が設けられており、中実押圧体2が押圧されたときに押圧方向に移動するのを規制するとともに、繊維成形体10の開口部10aにおける押圧方向の突き当たり部分10bを押し過ぎず且つ当該中実押圧体2を半径方向外側に膨出させて繊維成形体10の開口部10aの周壁部10cを十分に押圧できるようになっている。
【0023】
前記クランプスリーブ40の先端部には内向きフランジ40bが設けられており、この内向きフランジ40bで、クランプコア41の先端部分の外周面41aとの間において中空押圧体3の開口部30を挟持できるようになっている。
【0024】
図1に示すように、クランプコア41の内部には、外部に通じる流体の流通路41bが設けられており、この流通路41bを通じて前記中空押圧体3の内部に流体が供給できるようになっている。クランプコア41の後端部の張出し部分には前記クランプスリーブ40の外側に位置するように貫通孔41cが複数設けられており、これらの貫通孔41cには後述する押圧手段5の連結軸50がそれぞれ上下動自在に挿通されている。
【0025】
前記押圧手段5は、連結軸50と、この連結軸50の両端部に留め具(図示せず)で固定された二枚のプレート51、52とから構成されている。プレート52の中央部には貫通孔52aが設けられており、この貫通孔52aに前記クランプスリーブ40及びクランプコア41が上下動自在に挿着されている。これにより、プレート51が押圧されたときには、その押圧力がクランプスリーブ40及びクランプコア41とは独立して、連結軸50及びプレート52を通じて中実押圧体2に伝えられるようになり、クランプコア41を固定しても、プレート51を押圧することで、中実押圧体2を押圧して当該中実押圧体2を半径方向外側に膨出させ得るようになっている。
【0026】
プレート51と前記クランプコア51の後端面との間には所定の隙間が設けられており、プレート51で中実押圧体2を押圧するときに、最初は連結軸50及びプレート52を通じてのみ押圧力が伝えられて中実押圧体2が圧縮されて半径方向外側に膨出し、プレート51がクランプコア41の後端面に達した後は、クランプコア41及びクランプスリーブ40を通じても中実押圧体2に押圧力が伝えられるようになっている。この際、前記クランプスリーブ40の外向きフランジ40aによって、中実押圧体2が押圧方向に移動するのが規制されるとともに、繊維成形体10の開口部10aにおける中実押圧体2の押圧方向の突き当たり部分10bが過大に押圧されることが防止され、さらに中実押圧体2が半径方向外側へ膨出することによって開口部10aの周壁部10cが十分に押圧され、本実施形態のような漸次及び段階的に拡径するような広口の開口部10aを有する繊維成形体の場合でもその細部に亘って成形型の形状が転写された成形精度の高い繊維成形体を成形できるようになっている。
【0027】
また、本実施形態の製造型1は、中実押圧体2及び中空押圧体3が、形状の大きく異なる部分、すなわち成形体の開口部及び管状部の押圧にそれぞれ使い分けられるので、中空押圧体3を管状部の押圧のためのみに均一に膨張させることができ、中空押圧体3の耐久性を大幅に向上させることができる。
【0028】
次に、本発明の繊維成形体の製造方法を、その好ましい実施形態として、前記製造型1を用いた広口の開口部を有する中空繊維成形体の製造方法に基づき、図面を参照しながら説明する。
【0029】
先ず、一対の割型からなる抄造・脱水兼用の成形型を用意する。成形型を構成する各割型には、各割型どうしを突き合わせ面で突き合わせることで、成形する前記繊維成形体の外形に対応した所定形状のキャビティが当該成形型の内部に形成されるように、凹状のキャビティ形成面が設けられているものを用いる。また、各割型のキャビティ形成面には、それぞれ所定の目開き及び線径の抄造ネットで被覆しておき、後述する繊維スラリー中の固形分が当該抄造ネット上に堆積されて繊維積層体が堆積できるようにしておく。さらに、各割型には、前記キャビティと外部とを連通する多数の流通路を設けておき、これらの流通路を負圧源に通じる吸引路に繋げることで、これらの流通路を通じて前記繊維スラリー中の液体分を排出できるようにしておく。
【0030】
次に、図3(a)に示すように、前記各割型(同図では一つのみ図示)11aを、繊維スラリーを湛えたプールP内の該繊維スラリーに浸漬し、割型11a内部の前記流通路11bを通じて繊維スラリーを吸引し、前記抄造ネット(図示せず)上に略半断面形状の繊維積層体100をそれぞれ堆積させる。
【0031】
前記繊維スラリーには、パルプ繊維及び水のみからなるものが好ましく用いられる。また、繊維スラリーは、パルプ繊維と水に加えてタルクやカオリナイト等の無機物、ガラス繊維やカーボン繊維等の無機繊維、ポリオレフィン等の熱可塑性合成樹脂の粉末又は繊維、非木材又は植物質繊維、多糖類等の成分を含有していてもよい。これらの成分の配合量は、パルプ繊維及び該成分の合計量に対して1〜70重量%、特に5〜50重量%であることが好ましい。また、繊維スラリーには、パルプ繊維の分散剤、成形助剤、着色料、着色助剤、防かび剤等を適宜添加することができる。繊維スラリーには、サイズ剤、顔料、定着剤等を適宜添加することができる。
【0032】
前記繊維スラリーには、前記パルプ繊維としてエステル化パルプを用いることもできる。また、該エステル化パルプにアクリル繊維を混入したものを用いることもできる。前記エステル化パルプは、例えば、特願昭52−5200号に開示されているような、天然セルロース、その誘導体又はポリビニールアルコール等の合成繊維をエステル化して得られるリン酸系セルロース繊維又はリン酸系ポリビニルアルコール繊維等をいう。斯かるエステル化パルプは、例えば、原材料としての天然セルロース、その誘導体又はポリビニルアルコール等の合成繊維を、尿素及びリン酸を反応させて得られるポリリン酸アンモニウムを溶解した水溶液に尿素を数%溶解させたリン酸エステル化溶液に浸し、所定時間放置した後、これを絞って乾燥し、エステル化反応温度(140度前後)に加熱して反応後常温で冷却することにより得ることができる。
【0033】
前記抄造ネットには、天然繊維、合成繊維又は金属繊維からなるネットを単一又は複数組み合わせて用いることができ、また、上記素材繊維を組み合わせて編み込んでネットとしたものを用いることができるが、ネットの形成のし易さ、耐久性の点から合成繊維が好ましく用いられる。前記天然繊維としては、植物繊維、動物繊維等が挙げられる。また、前記合成繊維としては、熱可塑性樹脂、熱硬化性樹脂、半合成樹脂からなる合成樹脂繊維が挙げられる。また、上記金属繊維としては、ステンレス繊維、銅繊維等が挙げられる。抄造ネットは、ネットの滑り性、耐久性を向上させる上で繊維表面の改質を行うことが好ましい。また、抄造ネットは、割型の内面への密着を防いで吸引効率を良好に保つ上で、平均開口面積率が10〜70%であるものが好ましく、25〜55%であるものがより好ましい。また、抄造ネットは、パルプスラリー中の固形成分のネットの通過やネットへの目詰まりを抑えつつ確実に抄紙を行う上で、平均最大開孔幅が0.1〜1.5mmであるものが好ましく、0.3〜1.0mmであるものがより好ましい。
【0034】
次に、図3(b)に示すように、前記繊維積層体100が形成された前記割型11aどうしを組み合わせる一方、これらの割型11aを組み合わせることによって形成される前記キャビティ内に前記製造型1を配置する。このとき、製造型1の前記中空押圧体3は収縮させておく。製造型1を前記キャビティ内に配置する際には、割型11aどうしを組み合わせる前に当該割型11aの一方の繊維積層体上に製造型1を載置する。割型11aどうしは、スラリー内で突き合わせ面を突き合わせるようにして組み合わせる。割型11aどうしを組み合わせるときも、前記流通路11bを通じて前記繊維スラリーを吸引しておき、繊維積層体100どうしの継ぎ目の内側に繊維を堆積させる。これにより、得られる繊維成形体10を、継ぎ目が無く、強度のより高いものとすることができる。
【0035】
次に、キャビティ内に配置した製造型1で繊維積層体100を成形型11の内面に押圧し、前記繊維積層体を脱水して一体化させる。
この脱水成形に際しては、図3(c)に示すように、前記中実押圧体2で繊維積層体100を一体化させて繊維成形体10の開口部10aの脱水成形を開始した後に、前記中空押圧体3で繊維積層体100を一体化させて繊維成形体10の管状部10dの脱水成形を開始する。このように中実押圧体2による脱水成形を中空押圧体3より先に行うことによって、繊維成形体10の開口部10aの前記突き当たり部分10bが成形型11の内面と中実押圧体2との間で挟持される前に、中空押圧体3が成形型11の内面と中実押圧体2との間で膨出して当該突き当たり部分10bの成形性を低下させることがないので、開口部10aの隅部(角部)に至るまで均一に押圧された成形精度の高い繊維成形体10を得ることができる。脱水成形は、図3(c)に示すように、製造型1及び成形型11を前記繊維スラリー内から引き上げてから行うこともでき、或いは繊維スラリーから引き上げながら行うこともできる。
【0036】
中実押圧体2で脱水成形するときの押圧力は脱水に供する繊維積層体に応じて適宜設定することができるが、0.1〜3MPaであることが好ましく、0.5〜1MPaであることがより好ましい。
【0037】
次に、図3(d)に示すように、前記中実押圧体2による押圧を引き続き行いつつ、前記中空押圧体3内に流体を供給し、中空押圧体3を膨出させて前記繊維積層体100を成形型11の内面に向けて押圧しつつ、繊維積層体100の胴部どうしを密着一体化させて湿潤状態の前記繊維成形体10の管状部10dを脱水形成する。
【0038】
中空押圧体3を膨出させるために用いる前記流体には、例えば空気(加圧空気)、熱風(加熱された加圧空気)、蒸気、過熱蒸気等の気体、油(加熱油)、その他の液が挙げられる。特に、空気、熱風、過熱蒸気を用いることが、脱水効率及び操作性等の点から好ましい。中空押圧体3内に流体を供給する圧力は、脱水に供する繊維積層体に応じて適宜設定することができるが、0.01〜5MPaであることが好ましく、0.1〜3MPaであることがより好ましい。流体の供給圧力が低すぎると中空押圧体を十分に膨張できなくなり、繊維積層体を細部にわたって脱水成形できないため、成形型の内面形状が転写されなくなって成形精度が得られなくなるほか、十分に脱水できない場合があり、高すぎると繊維積層体が抄造ネットに食い込んだり、中空押圧体が成形型を押し開いたりして得られる繊維成形体が成形不良となる場合がある。
【0039】
前記脱水工程では、中空押圧体3を膨出させて繊維積層体100を成形型11の内面に押圧する一方で、引き続き前記流通路11bを通じて繊維積層体100の水分を負圧吸引して脱水する。このように、中空押圧体3による押圧に加えて、流通路11bを通じて繊維積層体100の水分が吸引されることで、繊維積層体100が内部より均一に押圧されて一体化され、繊維成形体10の肉厚が均一化されながらその脱水が速やかに行われる。
【0040】
繊維成形体10を所定の含水率まで脱水できたら、前記流通路11bを通じた負圧吸引を停止するとともに、中空押圧体3内の流体を排出して中空押圧体3を収縮させる。そして、成形型11を開いて湿潤状態の繊維成形体10及び中空押圧体3を成形型11から離型する。
【0041】
脱水を終えたときの繊維成形体10の含水率(重量含水率)は、乾燥工程への移行時の損傷防止、脱水効率等の点から、40〜90%であることが好ましく、50〜80%であることがより好ましい。
【0042】
次に、図4(a)に示すように、脱水を終えた湿潤状態の前記繊維成形体10から製造型1を取り外さずにそのまま移送し、図4(b)に示すように、割型12aどうしを突き合わせる前に、そのまま乾燥用の成形型12内に配置する。
【0043】
乾燥用の成形型12は、加熱ヒーター等の加熱手段(図示せず)を有しており、前記抄造ネットを有していない以外は、前記抄造・脱水用の成形型11と同様のものを用いることができる。
【0044】
次に、前記加熱手段により成形型12を所定温度に加熱する。成形型12の加熱温度は、繊維成形体10の焦げ付き防止、乾燥効率の点から100〜250℃であることが好ましく、180〜240℃であることがより好ましい。
【0045】
その一方で、図4(b)、(c)に示すように、中実押圧体2で繊維成形体10を成形型12の内面に押圧して開口部10aの乾燥成形を行った後、引き続き、中空押圧体3内に流体を供給して中空押圧体3を膨出させ、繊維成形体10の管状部10bを成形型12の内面に押圧して乾燥成形し、繊維成形体10を内側から加熱・加圧しながら乾燥成形する。
【0046】
中実押圧体2で繊維成形体10を押圧して乾燥成形するときの押圧力は、乾燥成形に供する繊維成形体に応じて適宜設定することができるが、0.2〜3.0MPaであることが好ましく、0.4〜1.5MPaであることがより好ましい。この押圧力が低すぎると、繊維成形体の外表面に成形型の内面の形状が十分に転写されず、成形性が悪くなるほか、乾燥効率も低くなる。また、押圧力が高すぎると、中実押圧体2が破壊したり、乾燥型が開いてしまい、成形不良を生じる場合がある。
【0047】
中空押圧体3内に流体を供給する圧力は、乾燥成形に供する繊維成形体に応じて適宜設定することができるが、0.01〜5MPaであることが好ましく、0.1〜3MPaであることが好ましい。流体の供給圧力が低すぎると中空押圧体3を十分に膨出できなくなり、繊維積層体の細部にわたって乾燥成形できないため、成形型の内面形状が転写されなくなって高い成形精度が得られなくなるほか、短時間で十分に乾燥できない場合があり、流体の供給圧力が高すぎると中空押圧体3が成形型12を押し開いたりして得られる繊維成形体が成形不良となる場合がある。中空押圧体3を膨出させるために用いる流体は、脱水成形において用いた前記流体と同様の流体を用いることができる。
【0048】
乾燥成形では、中実押圧体2及び中空押圧体3で繊維成形体10を成形型12の内面に押圧する一方で、引き続き流通路12bを通じて繊維成形体10の水分を負圧吸引して乾燥する。このように、中空押圧体2及び中空押圧体3による押圧に加えて、流通路12bを通じて繊維成形体10の水分が吸引されることで、繊維成形体10が内部より均一に押圧され、肉厚が均一化されながらその乾燥が速やかに行われる。
【0049】
繊維成形体10を所定の含水率まで乾燥できたら、前記流通路12bを通じた負圧吸引を停止するとともに、中空押圧体3内の流体を排出して中空押圧体3を収縮させる。そして、割型12aを開き、製造型1及び繊維成形体10を取り出す。さらに、中空押圧体3の一端部から中実押圧体2を取り外し、繊維体成形体10の中から中空押圧体3を引き出して乾燥成形を終了する(図4(d)参照)。
【0050】
乾燥成形後の繊維成形体10には、必要に応じ、トリミング処理、別部材の取付け処理、内外表面の樹脂層による被覆処理、印刷処理、撥水性処理等の各種処理を施すことができる。特に、乾燥後、ケイ酸ソーダ(水ガラス)又は/及びシリコーン樹脂を表面に塗布する等してケイ酸ソーダ層又は/及びシリコーン樹脂層を設けることにより、高耐熱性を及び高耐水性を有するものとすることができる。
【0051】
このようにして製造された本実施形態の繊維成形体10は、開口部10aの拡径部分の隅部に亘って成形性に優れたものであり、継ぎ目がなく、薄肉、軽量で肉厚の均一な強度の高いものである。
【0052】
以上説明したように、本実施形態の繊維成形体の製造方法では、中実押圧体2及び中空押圧体3を備えた製造型1を用い、成形型11の各割型で抄造された繊維積層体100を、中空押圧体3の保持手段4とは独立して押圧方向に押圧できる中実押圧体2で先に押圧を開始した後に中空押圧体3で押圧し、それぞれ繊維成形体10の開口部10a及び繊維成形体10の管状部10bを脱水成形するようにしたので、漸次及び段階的に拡径する広口の開口部10aを有する中空の繊維成形体10を、突き当たり部分10bと周壁部10cの角が明瞭に現れた成形精度の良い繊維成形体を製造することができる。
【0053】
また、中実押圧体2及び中空押圧体3のそれぞれを使い分けて、成形体の開口部及び管状部を押圧するようにしたので、中空押圧体3は、局部的に極端に膨張することがなく、その耐久性は大幅に向上する。
【0054】
また、抄造・脱水用及び乾燥用の成形型11、12が、それぞれ一組の割型が組み合わされて構成されるので、複雑なキャビティ形状を形成することができ、デザインに制約を受けない種々の複雑な形状を有する中空の繊維成形体を製造することができる。
【0055】
また、脱水成形において用いた製造型1をそのまま乾燥成形において用いるようにしたので、脱水成形から乾燥成形へスムーズに移行することができる。
【0056】
また、脱水成形と同様に、中実押圧体2による乾燥成形を行った後に中空押圧体3による乾燥成形を行うので、得られる成形体が段階的に拡径する広口の開口部を有する場合でも、成形精度の高いものとすることができる。
【0057】
また、乾燥成形において、中空押圧体3で繊維成形体10を内側から乾燥型の内面に押圧しながら乾燥するため、効率よく乾燥することができる上、肉厚が均一でしかも薄肉で高い強度の成形体を製造することができる。
【0058】
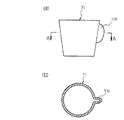
図5は、本発明の繊維成形体の製造型における第2実施形態を示すものであり、この実施形態の製造型は、胴部に摘み部を有するパルプモールド製のカップの製造型に適用したものである。これらの図において、前記第1実施形態と共通する部分については、同一符号を付し、その説明は省略する。従って、特に説明のない点については、前記第1実施形態の説明が適宜適用される。
【0059】
本実施形態の製造型1は、抄造型又は乾燥型内に配された開口部を有する繊維成形体内に配設され、該繊維成形体を該抄造型又は乾燥型の内面に押圧して脱水又は乾燥するときに用いられるものである。
【0060】
製造型1は、繊維成形体の水分の流通路22を内部に有する中実押圧体2と、内部に流体が供給されて膨張する袋状の中空押圧体3とを備えている。また、製造型1は、中実押圧体2を固定する金属製の取り付けプレート6を備えている。
【0061】
中実押圧体2は、下方に向けて先細る凸状の押圧部23を有しており、その上方部の外周にフランジ部24を有している。中実押圧体2は、フランジ部24において取り付けプレート6にネジ60で固定されている。
【0062】
押圧部23の外周面230には、前記フランジ部24から下方に伸びる中空押圧体3を配設するための溝231が形成されている。また、中実押圧体2には、溝231の上端部に通じる挿通孔232と、溝231の下端部に通じ外周面230において開口する挿通孔233が形成されている。この挿通孔233の外周面230における開口部と溝231との間の部分234は、後述する中空押圧体3の膨出部32の位置決め部となっている。
【0063】
中実押圧体2は、成形される繊維成形体の外形よりもやや小さな外形を有しており、そのフランジ24より下方における押圧部23の高さは、成形される繊維成形体の高さ(深さ)よりも大きく設けられている。
【0064】
中実押圧体2の内部に形成された前記流通路22は、幹流通路220及び幹流通路220から分岐した複数の分岐流通路221から構成されている。幹流通路220は、中実押圧体2の略中心に上下に形成されており、分岐流通路221は、幹流通路220から中実押圧体2の外部へ向けて放射状に形成されている。分岐流通路221の一開口端は、中実押圧体2の押圧部23の外表面(前記溝231及び前記挿通孔232の部分を除く。)において開口している。押圧部23の外表面における該開口端の開口面積の比率は、繊維成形体の脱水効率、及び該繊維成形体を押圧した場合における中実押圧体2の強度保持の点から5〜30%であることが好ましく、5〜10%であることがより好ましい。また同様に、分岐吸引221の開口端は、押圧部の外表面において1cm2当たり1〜4個、特に1〜2個形成されていることが好ましい。また、分岐流通路221は、中実押圧体2が押圧によって弾性変形しても流体の通過が妨げられない程度の大きさの断面を有している。
【0065】
中実押圧体2には、弾性変形可能な材質のものを特に制限なく用いることができるが、耐久・耐熱性等の点から、天然ゴムの他、ウレタン、フッ素系ゴム、シリコーン系ゴム又はエラストマー等合成ゴムからなる弾性材で構成されたものを用いることが好ましい。
【0066】
中空押圧体3は、その開口部30から下方に伸びる細長い管状部31と、管状部31の下方において膨出する膨出部32を有する薄肉の袋状の弾性体で構成されている。この開口部30にはフランジ部300が形成されており、このフランジ部300を前記中実押圧体2の上面部においてネジ(図示せず)で固定することで中空押圧体3を中実押圧体2に固定するようになっている。管状部31は、前記中実押圧体2の前記挿通孔232、溝231及び挿通孔233内に配設されており、膨出部32のみが挿通孔233から外部に露出している。本実施形態では、このようにして、中空押圧体3が、その膨出部32が中実押圧体2の押圧部23から部分的に外方に膨出できるよう中実押圧体2の外周面に部分的に配設されている。
【0067】
中空押圧体3には、伸縮してその体積が変化する材質のものを特に制限なく用いることができるが、耐久・耐熱性等の点から、天然ゴム、ウレタン、フッ素系ゴム、シリコーン系ゴム又はエラストマー等合成ゴムからなる弾性材で構成されたものを用いることが好ましい。
【0068】
前記取り付けプレート6には、前記幹流通路220に通じる流通孔61及び前記中空押圧体3の開口部30に通じる流通孔62が形成されている。
【0069】
前記構成の製造型1においては、中実押圧体2によって成形体が押圧され、前記流通路22を通じた負圧吸引により成形体の脱水・乾燥が進行する一方で、前記中空押圧体3の内部に流体が供給されて膨出部32が膨出することで成形体を部分的に押圧する。これにより、後述するように、胴部に部分的に膨出部を有するような複雑な形態の成形体を加圧脱水又は加圧乾燥する際にも、成形体の内面全体が略均一に押圧され、成形体の肉厚のムラの発生が抑えられる。
【0070】
次に、本発明の繊維成形体の製造方法を、その好ましい実施形態として、前記製造型1を用いたパルプモールド成形体の製造方法に適用した一実施形態に基づいて、図面を参照しながら説明する。
【0071】
先ず、湿潤状態の成形体の抄造工程について説明する。この抄造工程では、図6(a)に示すように、左右対称の一対の割型11a、11aからなり、且つ各割型を組み合わせることにより所定形状のキャビティCが形成される抄造型(抄造・脱水用の成形型)11を用意する。キャビティCの内面は、所定の大きさの網目を有する抄造ネット(図示せず)によって被覆されている。各割型11aには、その内部(即ちキャビティの形成面)と外部とを連通する複数の連通路11bが形成されている。各連通路11bは、吸引ポンプ等の吸引手段(図示せず)に接続されている。また、抄造型11の上には、パルプスラリー(繊維スラリー)の注入ノズル(図示せず)に対応した挿入孔90を有するノズルプレート9が配されている。
【0072】
この状態下に、所定量のパルプスラリーを前記キャビティ内に加圧注入する。これと共に連通路11bを通じてキャビティC内を抄造型11の外側に向けて減圧吸引し、パルプスラリー中の水分を吸引すると共に抄造面、即ちキャビティCの形成面を被覆する前記抄造ネット上にパルプ繊維を堆積させる。その結果、抄造ネット上には、パルプ繊維が堆積されてなる湿潤状態の繊維成形体10が形成される。
【0073】
キャビティC内へのパルプスラリーの加圧注入の圧力は、キャビティC内の撹拌効果等の点から0.01〜1.0MPaとすることが好ましく、0.1〜0.5MPaとすることがより好ましい。また、キャビティC内に供給するパルプスラリーの温度は、肉厚ムラの発生防止、前記他の成分の添加効果の低減防止の点から、5〜35℃が好ましく、15〜30℃がより好ましい。
【0074】
繊維成形体10の抄造が終了した後は、前記ノズルプレート9は退避させる。抄造された湿潤状態の成形体10は、次に、図6(b)及び(c)に示すように、製造型1を用いた脱水成形工程に付される。この脱水成形工程においては、製造型1の前記プレート6の流通孔61、62に、切り替えコック(図示せず)を介して加圧流体の供給源及び排気源(共に図示せず)に通じる給排気管(図示せず)が接続される。
【0075】
そして、前記中空押圧体3内を負圧吸引して前記膨出部32を収縮させた状態で繊維成形体10内に製造型1を配した後に、繊維成形体10を前記中実押圧体2で抄造型11の内面に略均一に押圧する一方、流通路22を通じて繊維成形体10の水分を負圧吸引するとともに、中空押圧体3内に流体を供給して中空押圧体3の膨出部32を膨出させ、繊維成形体10の膨出部10eに対応する抄造型11の凹部111の内面に膨出部10eを確実に押圧しながら繊維成形体10の脱水成形を行う。この際、中実押圧体2の前記溝231にも中空押圧体3の管状部31が配されているので、溝231の部分においても繊維成形体10が内部より押圧される。これにより、繊維成形体10が内側より均一に押圧されてその脱水が進行するとともに、繊維成形体10の成形性が高められる。
【0076】
本実施形態では、さらに、押圧体2,3による押圧及び流通路22を通じた水分の負圧吸引に加えて、抄造型11の前記連通路11bを通じて繊維成形体10の水分を負圧吸引する。これにより、繊維成形体10の脱水効率がより高められる。
【0077】
脱水成形時における中実押圧体2の押圧力は、脱水効率、成形体の密度や強度等の物性、成形性、中実押圧体2を動作させるユーティリティの効率等の点から5×103〜5×106Pa、特に5×103〜5×106Pa、更には5×103〜5×106Paであることが好ましい。
【0078】
中空押圧体3を膨出させるために用いられる流体は、前記第1実施形態におけると同様の流体を用いることができる。中空押圧体3内に流体を供給する圧力は、脱水に強する成形体に応じて適宜設定することができるが、脱水効率、成形体の密度や強度等の物性、成形性、中空押圧体3を動作させるユーティリティの効率等の点から5×103〜5×106Pa、特に5×103〜5×106Pa、更には5×103〜5×106Paであることが好ましい。
【0079】
前記各押圧体による成形体の押圧部位の密度、強度、透気度、断熱性等の物性を変化させたい場合には、中実押圧体2及び中空押圧体3による押圧力を変化させることが好ましい。例えば、膨出部(摘み部)10eを低密度で断熱性の高い物性とし、それ以外の部分は高密度で強度の高い物性とする場合には、中空押圧体3による押圧力を中実押圧体2による押圧力に比べて低くすることが好ましい。
【0080】
繊維成形体10を所定の含水率まで脱水できたら、中空押圧体3内の流体を排出し、中空押圧体3の膨出部32を縮小させる。次いで、製造型1を上方に移動させて抄造型11から退避させ、図6(d)に示すように、更に抄紙型11を開いて所定の含水率を有する湿潤状態の繊維成形体10を取り出す。製造型1を退避させる際には、前記のように中実押圧体2が繊維成形体10の外形よりもやや小さく形成されているため、中実押圧体2の弾性復帰によって繊維成形体10との離型がスムーズに行われる。
【0081】
取り出された繊維成形体10は、次に製造型1を用いた乾燥成形工程に付される。この乾燥成形工程では、抄紙・脱水を行わず、加熱された状態の乾燥型12が用いられる以外は、図6に示す脱水成形工程とほぼ同様の操作が行われる。
【0082】
即ち、図7に示すように、先ず、左右対称の一組の割型12aを組み合わせることにより成形される繊維成形体10の外形に対応した形状のキャビティCが形成される乾燥型(乾燥成型用の成形型)12を用意し、乾燥型12を当該乾燥型12に付設された加熱手段(図示せず)で所定温度に加熱しておく。そして、加熱された状態の乾燥型12のキャビティC内に、所定の含水率まで脱水された湿潤状態の繊維成形体10を装填する。
【0083】
本実施形態においては、乾燥型12のキャビティCの形状と抄紙型11のキャビティCの形状とは略同形状に形成されているが、乾燥型12には中空押圧体3の膨出部32に対応する凹部120にのみ繊維成形体10の蒸気(水分)の流通路121(図7(c)参照)が形成されている。
【0084】
次に、図7(b)及び(c)に示すように、脱水成形した繊維成形体10を乾燥型12に配した後に、前記中実押圧体2で繊維成形体10を乾燥型12の内面に略均一に押圧する一方、流通路22を通じて繊維成形体10の蒸気(水分)を負圧吸引するとともに、中空押圧体3内に流体を供給して中空押圧体3の膨出部32を膨出させて、膨出部32に対応する乾燥型12の凹部120の内面に繊維成形体10の膨出部10eを確実に押圧しながら繊維成形体10の乾燥を行う。これにより、繊維成形体10が内側より均一に押圧されてその乾燥が進行するとともに、乾燥型12のキャビティCの形状が精度よく繊維成形体10に転写される。この際、乾燥型12には、膨出部32に対応する凹部120にのみ流通路121が形成されているので、乾燥成形後の繊維成形体10の表面性が高められる。
【0085】
繊維成形体90が十分に乾燥されたら、中空押圧体3内の流体を排出して中空押圧体3を縮小させ、製造型1を上方に移動させて乾燥型12から退避させる。そして、図7(d)に示すように、更に乾燥型12の割型12aを開いて繊維成形体10を取り出す。
【0086】
図8(a)及び(b)は、このようにして得られた繊維成形体(カップ)10の外観を示したものである。得られた繊維成形体10は、膨出部(摘み部)10eを含めて繊維成形体10の全体が殆ど肉厚、密度ムラなく高い成形精度で成形されたものである。また、繊維成形体10は、製造型1及び乾燥型12による乾燥成形時に、製造型1の流通路22を通じて蒸気が排出されるため、その胴部に流通路の転写跡もなく、また、継ぎ目もない表面性の良好なものである。
【0087】
このようにして得られた繊維成形体10は、必要に応じて、トリミングによる整形、真空成形や圧空成形等を用いた内面又は外面への樹脂フィルムの積層、塗装、印刷等が施されてその製造が完了する。
【0088】
以上説明したように、本実施形態の製造型1及びこれを用いた繊維成形体の製造方法によれば、中実押圧体2で繊維成形体10を内側から押圧する一方で、中空押圧体3を膨出させることによって繊維成形体10の部分的に膨出した膨出部10eを局部的に均一に押圧できるので、繊維成形体10のように、部分的に膨出部10eを有する成形体であっても、均一に加圧脱水及び加圧加熱することができ、脱水、乾燥成形後における繊維成形体の肉厚、密度ムラを確実に抑えて成形精度の高い成形体を得ることができる。
【0089】
また、中実押圧体2及び中空押圧体3による押圧力を制御することにより、各押圧体による成形体の押圧部位の密度、強度、透気度、断熱性等の物性を成形体9の用途等に応じて容易に変化させることができる。
【0090】
図9は、本発明の他の実施形態における抄造工程を模式的に示したものである。これらの図において前記第2実施形態と共通する部分については同一符号を付している。従って、特に説明のない点については、前記第1実施形態の説明が適宜適用される。
【0091】
本実施形態では、前記第2実施形態の製造型1を用いた製造方法において、繊維成形体の抄造工程に別の方法を採用したものである。
【0092】
本実施形態の繊維成形体の製造方法では、図9(a)に示すように、製造型1を、押圧体2、3の外表面を覆うように、所定の目開き及び線径を有する弾性変形可能(伸縮可能)な抄造ネット7を配して設けておく。そして、この製造型1を、前記繊維スラリーを湛えたプールPの該繊維スラリー内に浸漬し、前記流通路220、221及び流通孔61を通じて該繊維スラリー中の水分を吸引し、図9(c)に示すように抄造ネット7の表面に前記繊維成形体10を抄造することもできる。そして、繊維成形体10を抄造した後は、製造型1を前記繊維スラリーから引き上げ、製造型1を抄造された繊維成形体10とともに移動して、図3(b)〜(d)に示したように、抄造型(成形型)11内に配して押圧体2、3で脱水成形した後、さらに図4(b)〜(d)に示したように、抄造型(成形型)12内に配して押圧体2、3で乾燥成形することもできる。
【0093】
この実施形態の製造型においては、中空押圧体3に流通路が設けられてないが、抄造ネットと押圧体の間を通じて吸引力が伝わるため、該抄造ネットにおける中空押圧体3を覆う部分にも繊維が積層される。ただし、中空押圧体3と抄造ネットの接触面積が広くなる場合には、例えば、目の粗いネット等の液透過性材料を中空押圧体3と抄造ネットとの間に配することによって、前記流通路を通じた吸引力が伝わりやすくなり、十分な厚みで繊維を積層させることが好ましい。
【0094】
図10及び図11は、本発明の繊維成形体の製造型の他の実施形態を示すものである。これらの図において、前記第1実施形態と共通する部分については、同一符号を付し、その説明は省略する。従って、特に説明のない点については、前記第1実施形態の説明が適宜適用される。
【0095】
図10に示す製造型1は、縮径部20を有する中実押圧体2と、袋状の中空押圧体3とを備えた中空成形容器(繊維成形体)10の脱水成形又は乾燥成形に用いられる製造型である。この実施形態では、中実押圧体2で中空成形容器10の広口の開口部10a及び頸部10fを内側より成形型11の内面に押圧する一方、中空押圧体3で容器の胴部10g及び底部10hを成形型11の内面に押圧することで、脱水成形又は乾燥成形が行えるように設けられている。
【0096】
本実施形態の製造型1においても、前記第1実施形態の製造型におけると同様に、広口の開口部を有する容器形態の繊維成形体を、肉厚、密度ムラを抑えて高い成形精度で製造することができる等の効果を得ることができる。
【0097】
図11に示す製造型は、中実押圧体2と、袋状の中空押圧体3とを備えた中空繊維成形体10の脱水成形又は乾燥成形に用いられる製造型である。この実施形態は、コ字状の断面形態を有する中空の繊維成形体の脱水・乾燥成形において、中実押圧体2で中空成形体10の一方の垂直管部10iを内側より成形型11の内面に押圧する一方、中空押圧体3で中空成形体10の水平管部容器10jを成形型11の内面に押圧し、さらに別の中実押圧体2’で他方の垂直管部10kを成形型11の内面に押圧することで、脱水成形又は乾燥成形が行えるように設けられている。
【0098】
本実施形態の製造型1においても、前記第1実施形態の製造型におけると同様に、複雑な形態の繊維成形体を、肉厚、密度ムラを抑えて高い成形精度で製造することができるの効果を得ることができる。
【0099】
本発明は、前記各実施形態に制限されるものではなく、本発明の趣旨を逸脱しない範囲において、適宜変更することができる。
【0100】
例えば、中実、中空の押圧体の形状、及び中実押圧体の押圧部への中空押圧体の配設箇所及び配設形態は、脱水・乾燥する成形体の形態に応じて適宜設定することができる。例えば、前記第1実施形態では、中実押圧体は、先端部に縮径部を設けたり、外周面にテーパーを設けたりしたが、これら縮径部やテーパーは必要に応じて省略もできる。
【0101】
また、中空押圧体は、中実押圧体の押圧部に2以上配設することもできる。
【0102】
また、本発明の繊維成形体の製造方法は、前記第1実施形態の製造型を用いた製造方法におけるように、脱水工程、乾燥工程の何れの工程においても前記製造型を用いることが好ましいが、該製造型は、脱水工程又は乾燥工程の何れかの工程にのみ用いることもできる。
【0103】
また、本発明の繊維成形体の製造方法は、前記第1実施形態の製造型を用いた製造方法におけるように、複数の割型を組み合わせて構成される抄造型のキャビティ内にパルプスラリー(繊維スラリー)を供給して成形体を抄造する抄造工程以外に、例えば、複数の割型を組み合わせた抄造型をパルプスラリー中に浸漬し、各割型の流通路を通じて該スラリーを吸引して抄造型の内面に成形体を抄造する工程、又は、複数の割型を組み合わせて抄造型を構成する前に、各割型をパルプスラリー中に浸漬し、各割型の流通路を通じて該スラリーを吸引して各割型の内面に部分成形体を抄造した後に、各割型を組み合わせて抄造型を構成し、該抄造型のキャビティ内にさらにスラリーを供給して部分成形体を一体的な成形体に抄造する抄造工程を採用することもできる。
【0104】
また、本発明の繊維成形体の製造方法は、前記第1実施形態の製造型を用いた製造方法におけるように、抄造型と乾燥型に同じ形態のキャビティを有するものを用いることが好ましいが、キャビティの形態が異なる抄造型及び乾燥型を用いることもできる。例えば、乾燥型のキャビティの形態を、抄造型のキャビティの一部を広くした形態としておき、乾燥工程において前記製造型の押圧体の膨出部を膨出させる際に、脱水された湿潤状態の成形体を該乾燥型のキャビティの内面に向けて押圧し、該成形体を部分的に変形させて乾燥させるようにすることもできる。
【0105】
また、前記第1実施形態の製造型を用いた製造方法では、左右対称の一対の割型からなる抄造型及び乾燥型を用いるようにしたが、成形体の形態に応じて二つ以上の割型からなる一組の抄造型又は乾燥型を用いることもできる。
また、成形体の形態によっては、割型ではなく一体的な型を用いることもできる。この場合には、成形体の外表面にパーティングラインがあらわれないため、得られる成形体は外観性や印刷特性等に優れたものとなる。
【0106】
また、前記第1実施形態の製造型を用いた製造方法におけるように、中実押圧体2による脱水成形又は乾燥成形を開始した後に中空押圧体3による脱水成形又は乾燥成形を開始することが好ましいが、中空押圧体3による脱水成形又は乾燥成形部分の排水性、排気性を重視する場合には、逆に中空押圧体3による脱水成形又は乾燥成形を開始した後に中実押圧体2による脱水成形又は乾燥成形を行うこともできる。この場合には、中空押圧体3内に0.01〜0.2MPaの低圧で流体を供給しておき、中実押圧体2で成形体を押圧した後に、中空押圧体3内に0.1〜5MPaの高圧で流体を供給することが好ましい。このようにして流体の供給圧力、並びに中空押圧体及び中実押圧体による押圧を制御することで、中空押圧体が成形型と中実押圧体との間に入り込むのを防止できる。
【0107】
本発明の繊維成形体の製造型及びこれを用いた製造方法は、部分的に膨出部を有している形態の繊維成形体、拡径部や縮径部を有している繊維成形体であれば特に制限無く適用できるが、前記実施形態の中空の管状の繊維成形体、カップ、中空容器以外の繊維成形体、例えば、空調用ダクト類、配線収納用ダクト類等の工業部品、部分的に透気度の高い芳香剤容器、電話機等の家電製品の筐体等の成形体の製造にも適用できることは言うまでもない。
【0108】
【発明の効果】
本発明の繊維成形体の製造型及びこれを用いた繊維成形体の製造方法によれば、部分的に膨出する形態や開口部が広口の形態を有する繊維成形体を、肉厚、密度ムラを抑えて高い成形精度で製造することができる。また、本発明の製造型は、耐久性に優れる。
【図面の簡単な説明】
【図1】本発明の繊維成形体の製造型の第1実施形態をその使用状態において模式的に示す要部断面図である。
【図2】前記実施形態の製造型を模式的に示す断面図である。
【図3】本発明の繊維成形体の製造方法を中空繊維成形体の製造に適用した一実施形態における手順を模式的に示す部分断面図であり、(a)は繊維積層体の抄造工程を示す図、(b)は割型を突き合わせた状態を示す図、(c)は中実押圧体による脱水成形工程を示す図、(d)は中実、中空の押圧体による脱水成形工程を示す図である。
【図4】前記実施形態における製造工程の手順を模式的に示す部分断面図であり、(a)は脱水成形工程から乾燥成形工程における移行時の状態を示す図、(b)は中実押圧体による乾燥成形工程を示す図、(c)は中実、中空の押圧体による乾燥成形工程を示す図、(d)は脱型後の繊維成形体及び製造型を示す図である。
【図5】本発明の繊維成形体の製造型の一実施形態を模式的に示す図であり、(a)は、側面図、(b)は側断面図、(c)は正面図である。
【図6】同実施形態の製造型を用いた繊維成形体の製造工程を模式的に示す図であり、(a)はパルプスラリー注入及び抄造工程、(b)は製造型1を用いた脱水成形工程、(c)は脱水成形工程を割型の突き合わせ面側からみた部分断面図、(d)は脱型工程を示す図である。
【図7】同実施形態の製造型を用いたパルプモールド成形体の製造工程を模式的に示す図であり、(a)は乾燥型内への成形体の配置工程、(b)は製造型1を用いた乾燥成形工程、(c)は乾燥成形工程を割型の突き合わせ面側からみた部分断面図、(d)は脱型工程を示す図である。
【図8】同実施形態の製造型を用いたパルプモールド成形体の製造方法で製造された成形体を模式的に示す図であり、(a)は側面図、(b)は(a)のA−A矢視断面図である。
【図9】本発明の繊維成形体の製造型を用いた繊維成形体の他の実施形態を模式的に示す図であり、(a)は製造型の構成を示す断面図、(b)は抄造工程を示す図、(c)は繊維スラリーから引き上げた状態を示す図である。
【図10】本発明の繊維製造型の他の実施形態を使用状態において模式的に示す部分断面図である。
【図11】本発明の繊維製造型の他の実施形態を使用状態において成形型の突き合わせ面側からみた状態を模式的に示す部分断面図である。
【符号の説明】
1 繊維成形体の製造型
2 中実押圧体
20 縮径部
22 流通路
23 押圧部
3 中空押圧体
30 開口部
31、32 膨出部
10 繊維成形体
10a 開口部
10b 突き当たり部分
10c 周壁部
10d 管状部
10e 膨出部
100 繊維積層体
11、12 成形型
Claims (11)
- 中空繊維成形体を成形型の表面に押圧して脱水成形又は乾燥成形するときに用いられる中空繊維成形体の製造型であって、
前記中空繊維成形体を該中空繊維成形体の内側から前記成形型の表面に押圧する内部が中実の中実押圧体と、内部に流体が供給されて膨張することによって、該中空繊維成形体を該中空繊維成形体の内側から前記成形型の表面に押圧する、中空の中空押圧体とを備えている繊維成形体の製造型。 - 前記中空押圧体がチューブ状又は袋状であり、且つ前記中実押圧体内に前記中空押圧体の少なくとも何れかの開口部を開口状態で保持する保持手段を備えており、前記中実押圧体内から前記中空押圧体の膨出部が外方に膨出するように設けられている請求項1に記載の中空繊維成形体の製造型。
- 前記保持手段が、クランプスリーブと、該クランプスリーブ内に配されて該クランプスリーブとともに前記中空押圧体の開口部を挟持するクランプコアとからなり、前記クランプスリーブの外周に、前記中実押圧体の押圧方向への移動を抑える係止手段が設けられている請求項2記載の中空繊維成形体の製造型。
- 前記中実押圧体を前記保持手段から独立して押圧可能な押圧手段を備えている請求項2又は3記載の中空繊維成形体の製造型。
- 前記中実押圧体から、前記中空押圧体が部分的に外方に膨出できるように設けられている請求項1記載の中空繊維成形体の製造型。
- 前記中実押圧体が凸状に形成されており、該中実押圧体の外周から前記中空押圧体が膨出するように設けられている請求項5記載の中空繊維成形体の製造型。
- 前記中実押圧体の内部に流体の流通路が設けられている請求項1〜6の何れかに記載の中空繊維成形体の製造型。
- 請求項1記載の中空繊維成形体の製造型を用いた中空繊維成形体の製造方法であって、
少なくとも、成形型の表面に配された中空繊維成形体の表面に前記製造型を配した後に、該中空繊維成形体を前記中実押圧体で該中空繊維成形体の内側から該型の表面に押圧する一方、前記中空押圧体内に流体を供給し、該中空押圧体で該中空繊維成形体を該中空繊維成形体の内側から前記成形型の表面に部分的に押圧して該中空繊維成形体の脱水成形又は乾燥成形を行う工程を具備する中空繊維成形体の製造方法。 - 前記中実押圧体で前記中空繊維成形体の開口部を成形する一方で、前記中空押圧体で前記中空繊維成形体における前記開口部以外の部分を成形する請求項8記載の中空繊維成形体の製造方法。
- 前記中実押圧体で脱水成形を開始した後に、前記中空押圧体で脱水成形を開始する請求項8記載の中空繊維成形体の製造方法。
- 抄造された二以上の繊維積層体を一体化させて前記中空繊維成形体を成形する請求項8〜10の何れかに記載の中空繊維成形体の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002135573A JP4039882B2 (ja) | 2001-05-22 | 2002-05-10 | 中空繊維成形体の製造型 |
| PCT/JP2002/011849 WO2003095746A1 (fr) | 2002-05-10 | 2002-11-13 | Moule de production de fibre formee |
| US10/484,809 US7449087B2 (en) | 2002-05-10 | 2002-11-13 | Production mold for formed fiber |
| EP02783560A EP1533419B1 (en) | 2002-05-10 | 2002-11-13 | Production mold for formed fiber |
| AU2002349542A AU2002349542A1 (en) | 2002-05-10 | 2002-11-13 | Production mold for formed fiber |
| DE60233826T DE60233826D1 (de) | 2002-05-10 | 2002-11-13 | Form zur herstellung von fasergussformteilen |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001-152101 | 2001-05-22 | ||
| JP2001152101 | 2001-05-22 | ||
| JP2002135573A JP4039882B2 (ja) | 2001-05-22 | 2002-05-10 | 中空繊維成形体の製造型 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003041499A JP2003041499A (ja) | 2003-02-13 |
| JP2003041499A5 JP2003041499A5 (ja) | 2005-08-25 |
| JP4039882B2 true JP4039882B2 (ja) | 2008-01-30 |
Family
ID=26615468
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002135573A Expired - Fee Related JP4039882B2 (ja) | 2001-05-22 | 2002-05-10 | 中空繊維成形体の製造型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4039882B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4557608B2 (ja) * | 2004-06-02 | 2010-10-06 | 花王株式会社 | 繊維成形体の製造型及び繊維成形体の製造方法 |
| JP5213618B2 (ja) * | 2008-09-30 | 2013-06-19 | 豊田通商株式会社 | パルプモールド成形体の製造方法、パルプモールド成形体および成形型 |
| DE102014114187B4 (de) * | 2014-09-30 | 2018-06-21 | Sig Technology Ag | Verfahren und Vorrichtung zur Herstellung eines Faserformteils und danach hergestelltes Faserformteil |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52128412A (en) * | 1976-04-19 | 1977-10-27 | Fuji Mfg Co Ltd | Screening apparatus for molded article made from slurried fiber material |
| JP2848763B2 (ja) * | 1993-03-18 | 1999-01-20 | セッツ株式会社 | 故紙またはパルプ製緩衝材の圧縮成形方法および装置 |
| JP3072088B1 (ja) * | 1998-02-23 | 2000-07-31 | 花王株式会社 | パルプモ―ルド成形品の製造方法 |
| JP3072104B1 (ja) * | 1999-02-19 | 2000-07-31 | 花王株式会社 | パルプモ―ルド成形体の製造方法 |
| JP2001032198A (ja) * | 1999-07-15 | 2001-02-06 | Kao Corp | パルプモールド成形体の製造方法 |
| JP3807912B2 (ja) * | 2000-09-08 | 2006-08-09 | 花王株式会社 | パルプモールド成形体の製造方法 |
| JP3824481B2 (ja) * | 2000-10-27 | 2006-09-20 | 花王株式会社 | パルプモールド成形体の押圧装置 |
-
2002
- 2002-05-10 JP JP2002135573A patent/JP4039882B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003041499A (ja) | 2003-02-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2003095746A1 (fr) | Moule de production de fibre formee | |
| KR100907852B1 (ko) | 중공 섬유 성형체의 제조방법, 중공 섬유 성형체 및 그제조장치 | |
| WO1999042660A1 (fr) | Procede de fabrication de produits formes par moulage de pulpe agglomeree | |
| EP1266998B1 (en) | Method of manufacturing pulp mold formed body | |
| JP4039882B2 (ja) | 中空繊維成形体の製造型 | |
| JP3807912B2 (ja) | パルプモールド成形体の製造方法 | |
| JP2001055697A (ja) | パルプモールド成形体の製造方法 | |
| JP3136135B2 (ja) | パルプモールド成形体の製造方法 | |
| JP3973368B2 (ja) | パルプモールド成形体製造用中子 | |
| JP3136134B2 (ja) | パルプモールド成形体の製造方法 | |
| JP3477191B1 (ja) | 中空繊維成形体の製造方法 | |
| JP3249800B2 (ja) | パルプモールド成形体の製造方法 | |
| JP3072104B1 (ja) | パルプモ―ルド成形体の製造方法 | |
| JP4010780B2 (ja) | 繊維成形体の製造方法 | |
| JP2005179885A (ja) | パルプモールド中空成形体の製造方法 | |
| JP3144554B1 (ja) | パルプモールド成形体の製造方法 | |
| JP2003119700A (ja) | 抄造型 | |
| JP4587799B2 (ja) | 抄造成形体製造用中子 | |
| JP4039765B2 (ja) | 成形体の製造方法及び成形機 | |
| JP4033803B2 (ja) | 中空繊維成形体 | |
| JP3125992B2 (ja) | パルプモールド容器成形用型 | |
| JP3960723B2 (ja) | パルプモールド成形体の製造方法 | |
| JP3289015B2 (ja) | パルプモールド成形体の製造方法 | |
| JP2001055699A (ja) | パルプモールド成形体の製造方法 | |
| JP3126707B1 (ja) | パルプモールド成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050222 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070612 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070813 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071106 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101116 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101116 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111116 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |