JP4030589B2 - 粉状物質を空気力で搬送する装置および方法、ならびにその使用方法 - Google Patents
粉状物質を空気力で搬送する装置および方法、ならびにその使用方法 Download PDFInfo
- Publication number
- JP4030589B2 JP4030589B2 JP51895598A JP51895598A JP4030589B2 JP 4030589 B2 JP4030589 B2 JP 4030589B2 JP 51895598 A JP51895598 A JP 51895598A JP 51895598 A JP51895598 A JP 51895598A JP 4030589 B2 JP4030589 B2 JP 4030589B2
- Authority
- JP
- Japan
- Prior art keywords
- container
- pneumatic conveying
- filter
- powdery
- conveyed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G53/00—Conveying materials in bulk through troughs, pipes or tubes by floating the materials or by flow of gas, liquid or foam
- B65G53/34—Details
- B65G53/60—Devices for separating the materials from propellant gas
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G53/00—Conveying materials in bulk through troughs, pipes or tubes by floating the materials or by flow of gas, liquid or foam
- B65G53/04—Conveying materials in bulk pneumatically through pipes or tubes; Air slides
- B65G53/06—Gas pressure systems operating without fluidisation of the materials
- B65G53/10—Gas pressure systems operating without fluidisation of the materials with pneumatic injection of the materials by the propelling gas
- B65G53/14—Gas pressure systems operating without fluidisation of the materials with pneumatic injection of the materials by the propelling gas the gas flow inducing feed of the materials by suction effect
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G53/00—Conveying materials in bulk through troughs, pipes or tubes by floating the materials or by flow of gas, liquid or foam
- B65G53/04—Conveying materials in bulk pneumatically through pipes or tubes; Air slides
- B65G53/24—Gas suction systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G53/00—Conveying materials in bulk through troughs, pipes or tubes by floating the materials or by flow of gas, liquid or foam
- B65G53/04—Conveying materials in bulk pneumatically through pipes or tubes; Air slides
- B65G53/28—Systems utilising a combination of gas pressure and suction
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Air Transport Of Granular Materials (AREA)
- Filtering Of Dispersed Particles In Gases (AREA)
- Feeding, Discharge, Calcimining, Fusing, And Gas-Generation Devices (AREA)
Description
本発明は、被搬送材料として、比重量が0.1〜15.0g/cm3で、粒径範囲が0.1〜300μmの粉状物質を空気力により搬送する、請求項1の特徴部分に記載の装置および方法に関するものである。
背景技術
EP 0 538 711Aは、例えば粒状のプラスチック材用のコンベヤ装置を開示している。この装置は、一端がランスにより貯蔵サイロ内に延出し、他端がフィルタキャリア(filter carrier)を介してパイプ接続部内に突出しているホース管を有している。パイプ接続部は、可塑化シリンダの接線方向にある吸引開口部の箱状の吸引口上の支持されている。フィルタキャリア上には、吸引チャンバを有する蓋部が設けられている。ホース管はその蓋部を通過している。吸引チャンバは、パイプ接続部に向けられた複数の吸引開口部を有しており、圧縮空気または圧縮ガスが作用媒体として供給されるノズルシステムに連通されている。吸引チャンバは減圧され、その減圧作用が吸引開口部およびフィルタを介してパイプの接続部内に広がり、さらにホース管を介して貯蔵サイロにまで広がる。高速の作用媒体により被搬送物に高い圧力がかかるため、固形物は吸引空気流れと混合されて箱状の吸引口に吸引される。フィルタでは、固形物は吸引空気流れと分離され、吸引空気流れは作用媒体と混合される。フィルタ洗浄は吸引工程の間は行われない。
EP-A-0 574 596は、複数のコンテナセグメントを備え、最上位のコンテナセグメントには排気フィルタが配設され、最下位のコンテナセグメントは漏斗形状に先細りになっている。いわゆるロックコンテナによって、セメントを船からサイロに空気式積換えする設備について記載している。
化学、製薬、および食品産業では、粉状物質を搬送し、また制御された雰囲気でそれらを輸送することがある。この種の粉状物質を搬送する既知の設備は、一般に、連続的に搬送される製品に構造が合わされるので、これらの設備を個別に製作する必要があるため、設備費用が高くなる。既知の設備のさらに不利な点は、中でも、短時間の運転後に、必要とするフィルタが詰まってしまうことである。この問題の結果として、粉状物質の生産は妨害されやすく、生産に支障を来しコストに悪影響がある。現在のところ、これらの欠陥を解消することができない。
爆発危険のある所で粉体を反応容器または反応器に導入する作業は、大抵の反応器が、十分な装てん設備(loading installation)用の必要な空間を有しないので、一般にロック構造または保護弁によって手動で行う。しかし、このような作業方式は、爆発の危険を未然に防ぐ適切な安全規則に合致しない。反応器が不活性ガスで不活性化されている場合、手動で粉体をマンホールから導入する工程によって、大気圧にされ、不活性ガスの保護効果がなくなる。固体材料を手動で導入すると、短時間のうちに不活性効果がなくなり(O2濃度>8%)、長時間作業のN2フラッシングの後でも回復しない。
さらに、粉じんがあると環境が汚染され、発生するガス蒸気で作業員が窒息する危険がある。搬送中、特に下記の因子が同時に現われると。爆発の危険がある。
-酸化可能な粉体、
-粉体/酸素の比が、爆発限界(含有するそれぞれの製品によって変化する)内である、
-発火源の発生(静電放電、フレーム、過熱点、スパーク)。
上記に鑑み発明者は、これらの不利な点を解消し、粘着性物質を含む粉状物質を廉価に搬送できるようにすることを目的とした。特に、本発明は、安全性を向上して粉状固体を反応器などの装置に導入できるようにするものである。
発明の開示
上記の目的は、独立請求項の教示により達成され、従属請求項は有利な改良を定める。
本発明によれば、被搬送材料として、比重量が0.1〜15g/cm3で、粒径範囲が0.1〜300μmの粉状物質を空気力で搬送する上述の装置において、被搬送材料を一時的に受け入れる断面が円形状または多角形状のポンプ室を形成するコンテナの長さと内径との比は、0.5〜10.0である。フィルタは、被搬送材料を吸い込むための真空ポンプの真空管とポンプ室との間に設けられ、搬送ガス源の搬送ガス管が真空ポンプに連結された、ドームカバー内の空間に連結され、自動栓部材がそれぞれ真空管および搬送ガス管に配置されている。さらに、フィルタの取扱いのためには、プレート状のフィルタ薄膜、好ましくはフィルタインサートの枠に交換可能に配置されたフィルタ薄膜の形とするのが望ましいことが分かった。
有利な実施形態では、本発明のコンテナに、相互に制御できる4つの自動ブロックまたは栓(closure)要素が結合されている。より具体的には、供給管と排出管と真空用および搬送媒体用の管とにそれぞれ1つずつである。
吸い込み取入れ段階中に、供給管の栓要素は開いているが、排出管は閉じたままである。この状態で真空接続が開いているので、被搬送材料がポンプ室に吸い込まれる。所定の時間経過後、供給管が閉じられ、排出管が開かれる。被搬送材料は圧力、すなわち圧縮空気またはフィルタ洗浄のための窒素によって、放出される。コンテナの上部におけるフィルタは、極めて細かい粒子を保持し、空にするサイクル毎に洗浄される。
下流に配置された反応器、例えばミキサ、クラッシャなどの反応が行われる装置に粉体が導入される前に、空気と粉体とが相互に分離される。この分離は、被搬送材料の取入口を開けるのに対して、真空閉止弁が遅れて閉じられることによって行われる。排出管が開けられる時に反応器のガスが吸い込まれないように、コンテナにまず圧力がかけられ、その後に、空にする弁が開かれる。さらに、真空管は排出管が閉じた時だけしか開かれない。
コンテナの長さとコンテナの直径との比を0.5〜10.0、好ましくは2.0〜8.0の範囲にすると望ましいことが分かった。コンテナの幅またはコンテナの直径自体は10〜500mm、特に50〜400mmで、コンテナの長さは200〜1000mm、特に400〜900mmが有利である。したがって、これは、比較的細いコンテナを包含し、好ましくはコンテナの直径がフィルタのサイズを決める。
被搬送材料の吸込みには1〜25ミリバール、特に5.0〜20ミリバールの減圧で装置を運転することも本発明に含まれる。被搬送材料の排出のための加圧は、この目的のためには0.5〜5.0バール、特に、1.0〜3.0バールにするとよい。
本発明のさらなる構成によれば、フィルタを真空ポンプから遠い側で、着圧が100〜300ミリバールとなるように構成される。
真空側で支持手段としてフィルタに組み合わされた平坦なグリッドまたはメッシュを設けることが有利であることも判明している。好適なメッシュサイズは5〜50mmであり、好ましくは10〜40mmである。他方のフィルタ表面にもグリッドまたはメッシュを設けてもよい。
さらに、各グリッドまたはメッシュは振動駆動装置に連結され、フィルタの振動源の形にしてもよい。
本発明によれば、洗浄のために、空にする手順の間、間欠的に制御可能な逆流フラッシング操作を組み合わせる。そのようなエアジェットは、フィルタの両面に提供される。
従来の装置および設備と異なり、本発明の前提条件に従いながら寸法が小さいので、コストの見地から悪影響のあるスペースの問題を解消することができる。
特に重要な因子は、スループット速度を高めるために、複数のこれらの装置を合わせて、困難を伴わずに、例えば直列配置した設備の形で使用できることである。したがって、例えば複数の装置を並置した関係で、同じリズムまたは交互のリズムで運転する。
しかし、粉状物質の混合比を変えるために、少なくとも二つの装置を隣合わせに異なったリズムで運転することも本発明に合致している。
好ましくは、粉状物質を空気式搬送作用によって排出するために、清浄化された圧縮空気、反応ガスまたは不活性ガス、特に窒素が用いられる。
上述のシステムでは、ポンプ室の上部に配置された平坦なフィルタ膜によって、粉状製品の搬送が許容される。ポンプ室の直径は、フィルタ膜の直径にほぼ一致する。
ポンプ室に真空および圧力源を交互に適用して、粉状製品を搬送する。真空ポンプによって作られた真空が、粉状の被搬送材料をポンプ室に吸い込み、フィルタが真空ポンプによって吸い込まれた粒子を空気から分離する。搬送ガスの圧力でポンプ室を空にし、同時に逆流によってフィルタを洗浄することができる。
これらの方法によって、細かく、粘性があり、汚染した粉体の輸送および計量に関連したほとんどの問題が解決される。
下記の特性は、特に有利と考えられる。
-可動で小型なシステム、
-多くの材料(SS、ハステロイ、プラスチック材料、ガラス)のための円筒形状の室を有する単純な構造、
-極めて簡易な洗浄操作、
-経済的な設備、
-搬送操作中における粉体の損傷がない、
-流動性が低い粘性のある粉体の密着または付着がない、
-完全に密閉したシステム、粉じんが発生しない、
-閉じたコンテナに酸素が入らない。
さらに、このシステムは、可燃性の気体/蒸気の入った反応器などの容器に、粉体を導入する間における爆発の危険をかなり減じる。粉体搬送効果が吸引によって達成されるので、搬送管における爆発の危険がかなり減じられる。ほとんどの場合、粉体/酸素比が爆発限界外である。回転部分がないので、摩擦によるいかなる種類の発火または爆発の危険も問題にならない。
この手順によって、紙袋、大きな袋またはサイロから粉体を、圧力がかけられているコンテナに導入することができる。したがって、化学および製薬産業における安全予防策に関する期待に十分に沿う。ポンプ室を空にするために、種々のガス、たとえば窒素やアルゴンを用いることができる。空にする作業に中性ガスを用いると、例えば、反応器に酸素を導入せずに、不活性にした反応器に粉体を満たすことができる。その結果、不活性ガスはポンプ室を空にする段階のためだけに用いられ、粉体搬送作業のための吸込み取入れ段階中には用いられないので、不活性ガスの消費が少ない。ポンプ室において、酸素が粉体から分離され、不活性ガスと取り替えられる。
市販のシステムでは、フィルタが極端に早く詰まることを防止するために、大きなろ過スリーブが必要であるが、スリーブ型フィルタの洗浄は、困難であり、あまり効率的でない。これに対して、平坦なフィルタの洗浄は単純な作業である。本発明による頻繁な時間間隔でのフィルタの周期的な洗浄によって、ろ過効率の一定レベルが保証される。
従来のシステムは、フィルタ容積が大きいので、システムの室の容積が大きい。そのような設備を空にするのは、重量法によって行われる。設備が標準サイズのフランジに接続されるのを許容するために、径違い部分が通常必要である。この径違いのために作業上の問題が頻繁に引き起こされ、粉体をセパレータから排出するために、バイブレータのような付属装置が必要になる。
上述の装置および方法の本発明による使用は、好ましくは、化学産業もしくは食品産業、製薬産業、またはインクおよび塗料もしくはラッカーを製造する産業において行われる。
本発明のその他の特徴、利点および詳細は、添付の図面を参照した下記の好ましい実施形態の記述によって明らかとなるであろう。
【図面の簡単な説明】
図1は、粉状物質を空気式搬送する装置の側面図である。
図2は、図1の一部の拡大図である。
図3は、この装置の締付け栓の側面図である。
図4は、この装置の平面図である。
図5は、示された設備におけるこの装置を示す図である。
図6は、一対のアセンブリの側面図である。
図7は、図6の装置の平面図である。
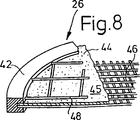
図8は、フィルタインサートの一部の斜視図である。
発明の実施形態
図5に示すサイロ9から比重量が0.1〜15.0g/cm3で、粒径範囲が0.1〜300μmの粉状物質を反応容器または反応器11へ空気力で搬送する空気式搬送装置10は、それぞれ、長さaが600または850mm、内径dが200または300mmで、その内部空間がポンプ室13として作用する、電解研磨高品質鋼製の円筒形状のコンテナ12と、被搬送材料の吸込み取入れ用供給管14の連結用アダプタ接続部14aとを有する。供給管14は、接続フランジ15のブロックまたは栓部材として、いわゆるバタフライ弁16を有する。
図1において明確さを強調するために、コンテナ12から一定の間隔を置いて図示したコンテナの底部18の上方に、弁ハウジング20と排出管22のバタフライ弁16a用の駆動装置21とを示す。排出管22による作用を受け、圧力が加えられた反応器11の他に、図5には、排出管22も示される。コンテナ軸Aに対して平行な関係に方向づけられたコンテナの底部18のフック部材19は、連結棒23aにおける締め付けフック23を有するコンテナ12の固定装置24によって、着脱自在に固定するのに役立つ。
上方においてコンテナ12は、T形接続管28に軸方向に沿って設けられたドームカバー30にわたるフィルタインサート26で終端する。カバー30は、さらなる固定装置24aによって、コンテナ12のタイフック32に固定されている。図1に示すように、コンテナ12の上部は、カバー装置26,30とともに、フード構造物34によって囲まれている。
図2に示すように、接続管28からは、一方にその上流に配置された真空ポンプ27b用の真空弁27を有する真空管27aが延出し、他方に搬送ガス源29用の搬送ガス管29aが延出する。この管29aは、閉止用バルブ17を有する。
吸込み取入れ段階中は供給管14のバタフライ弁16が開かれ、排出管22は閉じたままになっている。ポンプ室13は、真空管27aによってできた真空のために、所望の充填レベルまで、できる限り全体にまで充填されている。
所定時間経過後に、供給管14は閉じられ、排出管22が開けられる。粉体は、搬送ガス管29aで閉止用バルブ17を開けた後、圧力、例えばフィルタ洗浄のための窒素によって放出される。吸込み取入れ段階の終りに、ポンプ室13から酸素を除去するために、排出管22のバタフライ弁16aを開く前に所定時間真空管27aを開けたままにしておく。
この手順において特に重要な点は、粉体を保持すると同時に、システムの吸込み能力を維持するフィルタインサート26におけるフィルタである。このフィルタは、ポンプ室13と搬送ガス源29との間に位置するので、各サイクル毎に洗浄され、その十分なろ過能力が維持される。
4つの栓要素16,16a,17,27は、共に、制御手順によって制御ボックス35に接続されている。吸込み取り入れ段階中に、供給管14のバタフライ弁16を開くが、排出管22は閉じたままにする。この状態で真空弁27は開いているので、ポンプ室13は十分に吸い込まれる。所定時間経過後、供給管14が閉じられ、排出管22が開かれる。被搬送材料は圧力、すなわち圧縮空気またはフィルタ洗浄のための窒素によって放出される。コンテナ12の上部におけるフィルタは、極めて細かい粒子を保持し、空にするサイクル毎に洗浄される。
下流に配置された反応器11に粉体が導入される前に、空気と粉体とが相互に分離される。この分離は、被搬送材料取入口14を開けるのに対して、真空閉止弁16が遅れて閉じられることによって行われる。排出管22が開けられる時に反応器11のガスが吸い込まれないように、コンテナ12にまず圧力がかけられ、その後に、空にする弁16aが開けられる。さらに、真空管27aは、排出管22が閉じた時だけしか開かれない。
好適な吸い込み取り入れ段階は、10〜12秒で、空にする時間は、3〜5秒程度である。サイクルの切り替えにおける過圧を防止するために、空気式調整絞り手段が設けられている。その遅延には、通常1秒とれば十分である。
同様に、制御手順における遅延効果のために、空気を抜くための真空の閉鎖と、粉体を空にするためのバタフライ弁16aの開放とを相互に適合させることができる。ここでも、最大1秒の遅延で十分である。
空にする圧力、すなわち圧縮空気または窒素が調整されるので、ポンプ室13を開放する時に、不必要な粉じんを生じることなく吸い込んだ粉体の全量が放出される(理想圧力=1.5〜2バール)。
極めて粘性の高い製品に対処する時は、完全に空にして、かつ完全にフィルタを洗浄するために、圧力を2.5〜3バールに増す。
一例として、弁の開放のために、下記の操作状態が生じうる。

図8に示すように、フィルタインサート26の環形状の枠42において、フィルタまたはフィルタ薄膜44が、真空側で支持要素として組み合わされた平坦なグリッドメッシュ46と組み合わされており、グリッドメッシュ46はメッシュサイズが小さい。グリッドメッシュ46は、振動駆動装置(図示せず)に連結し、その振動をフィルタ薄膜44に伝達することができる。フィルタ薄膜44は、間欠的に制御されたエアジェットによって洗浄される。また、フィルタ薄膜44の両面に向けた複数のそのようなエアジェットを包含することも可能である。このグリッドメッシュ46から遠い方の表面45で、広いメッシュの棒グリッドまたは格子48が、追加的にフィルタ薄膜を支持できる。
コンテナ12の長さaと直径dとの比a/dは、0.5〜10、好ましくは2〜8である。形状ファクタをこのように決め、吸込み取入れ側の圧力を1〜25ミリバール、好ましくは5〜20ミリバールとし、粉状物質の放出のための圧力を0.5〜5バール、好ましくは1〜3バールとすれば、毎時数トンまでの大量の物質を容易に搬送することができる。
放電スパークを防止するために、ホース、弁などすべてのシステム部品は導体とし、接地される。
調査で分かったように、上述のポンプシステムまたはコンベアで、また、10%以下という優れた精度を測定動作に提供できる。
所定の運転パラメータにおけるコンテナ12の好適な寸法を下の表に示す。
厳密な関連する基準を満たしながら、粉体は極めて迅速に搬送されうる。吸込み取入れ体は、化学分野の極めて重要な制限に縛られるために、高品質鋼、プラスチック材料、ハステロイなどのような種々の材料を備え得る。
本設備は計量システムに接続され得るので、粉体は、正確に計量されて反応器11に導入される。
Claims (33)
- 被搬送材料用の供給管(14)および排出管(22)に連結され、真空管(27a)に連結されたドームカバー(30)によって形成される空間から少なくとも1つのプレート状のフィルタ(44)により隔てられたコンテナ(12)を有し、フィルタ(44)の幅がコンテナ(12)の内径(d)以下に相当する、粉状物質の空気式搬送装置(10)において、
前記被搬送材料として、比重量が0.1〜15.0g/cm3で、粒径範囲が0.1〜300μmの物質を搬送するために、前記被搬送材料を一時的に受け入れるポンプ室(13)を形成するコンテナ(12)の長さ(a)と内径(d)との比が0.5〜10.0とされ、プレート状フィルタ(44)が前記被搬送材料を吸い込むための真空ポンプ(27b)の真空管(27a)とポンプ室(13)との間に設けられ、搬送ガス源(29)の搬送ガス管(29a)が真空ポンプ(27b)に連結された前記ドームカバー(30)に連結され、コンテナ(12)が、前記被搬送材料用の供給管(14)および排出管(22)に、それぞれの自動栓部材(16,16a)を有し、自動栓部材(27,17)がそれぞれ真空管(27a)および搬送ガス管(29a)に配置され、自動栓部材(16,16a,27,17)が共通の制御装置(35)に連結されており、前記制御装置(35)が、前記被搬送材料をポンプ室(13)に排出するための排出管(22)の自動栓部材(16a)を開く前に、搬送ガス管(29a)を開け、搬送ガス源(29)から圧縮空気または窒素をコンテナ(12)に供給することにより、コンテナ(12)に圧力をかけて、コンテナ(12)の下流に設けられた反応器(11)内のガスの該コンテナ(12)内への吸入を防止することを特徴とする空気式搬送装置(10)。 - 請求項1において、前記フィルタ(44)がフィルタインサート(26)の枠(42)に交換可能に配置されたプレート状のフィルタ薄膜であることを特徴とする粉状物質の空気式搬送装置。
- 請求項1または2において、前記フィルタ(44)の内径(d)がコンテナ(12)の内径にほぼ一致することを特徴とする粉状物質の空気式搬送装置。
- 請求項1から3のいずれかにおいて、コンテナ(12)の長さ(a)とコンテナ(12)の内径(d)との比(a/d)が2.0〜8.0であることを特徴とする粉状物質の空気式搬送装置。
- 請求項4において、コンテナ(12)の長さ(a)とコンテナ(12)の内径(d)との比(a/d)が2.0〜3.0であることを特徴とする粉状物質の空気式搬送装置。
- 請求項1から5のいずれかにおいて、コンテナ(12)の内径(d)が10〜500mmであり、コンテナ(12)の内径がコンテナ底部(18)においてフィルタ(44)から排出管(22)まで一定であることを特徴とする粉状物質の空気式搬送装置。
- 請求項6において、コンテナ(12)の内径(d)が50〜400mmであり、コンテナ(12)の内径がコンテナ底部(18)においてフィルタ(44)から排出管(22)まで一定であることを特徴とする粉状物質の空気式搬送装置。
- 請求項1から7のいずれかにおいて、コンテナ(12)の長さ(a)が200〜1000mmであることを特徴とする粉状物質の空気式搬送装置。
- 請求項8において、コンテナ(12)の長さ(a)が400〜900mmであることを特徴とする粉状物質の空気式搬送装置。
- 請求項1から9のいずれかにおいて、前記被搬送材料の吸込み取入れのための圧力が1〜25ミリバール、かつ/または、前記被搬送材料の排出のための加圧が0.5〜5.0バールであることを特徴とする粉状物質の空気式搬送装置。
- 請求項10において、前記被搬送材料の吸込み取入れのための圧力が5.0〜20ミリバール、かつ/または、前記被搬送材料の排出のための加圧が1.0〜3.0バールであることを特徴とする粉状物質の空気式搬送装置。
- 請求項1から11のいずれかにおいて、フィルタ(44)は、真空ポンプ(27b)から遠い側での差圧が100〜300ミリバールとなるように構成されていることを特徴とする粉状物質の空気式搬送装置。
- 請求項1から12のいずれかにおいて、平坦なグリッド(46)が真空側で支持手段としてフィルタ(44)に組み合わされ、このグリッドのメッシュサイズが5〜50mmであることを特徴とする粉状物質の空気式搬送装置。
- 請求項13において、平坦なグリッド(46)が真空側で支持手段としてフィルタ(44)に組み合わされ、このグリッドのメッシュサイズが10〜40mmであることを特徴とする粉状物質の空気式搬送装置。
- 請求項13において、前記グリッド(46)は振動駆動装置に連結されて、前記フィルタ(44)の振動源となっていることを特徴とする粉状物質の空気式搬送装置。
- 請求項1から15のいずれかにおいて、エアジェットが、前記フィルタ(44)の両面に向くように配置され、このエアジェットは間欠的に動作するよう制御されることを特徴とする粉状物質の空気式搬送装置。
- 請求項1から16のいずれかにおいて、前記フィルタ(44)の両面にグリッド(46,48)が張り渡たされたことを特徴とする粉状物質の空気式搬送装置。
- 請求項12から17のいずれかにおいて、一方のグリッド(48)が前記枠(42)に固定されていることを特徴とする粉状物質の空気式搬送装置。
- 請求項1から18のいずれかにおいて、少なくともさらに1つの装置(10)が直列に連結されて、直列設備を構成することを特徴とする粉状物質の空気式搬送装置。
- 請求項1から19のいずれかにおいて、前記装置(10)が反応容器または反応器(11)の上流に配置されたことを特徴とする粉状物質の空気式搬送装置。
- 請求項1から20のいずれかに記載の空気式搬送装置を使用して、被搬送材料として、比重量が0.1〜15.0g/cm3で、粒径範囲が0.1〜300μmの粉状物質を搬送する空気式搬送方法であって、
真空管(27a)の自動栓部材(27)を開き、1〜25ミリバールに減圧した状態で、排出管(22)を閉じ、供給管(14)の自動栓部材(16)を開いて、前記被搬送材料の吸込み取入れを実行し、所定時間の間に該被搬送材料をポンプ室(13)内に所望の充填高さまで充填した後、供給管(14)を閉じ、次に、排出管(22)を開く前に、コンテナ(12)に圧力をかけて、下流に設けられた反応器(11)のガスの該コンテナ(12)内への吸入を防止し、排出管(22)の自動栓部材(16a)および搬送ガス管(29a)の自動栓部材(17)を開けて、前記被搬送材料を圧縮空気または窒素の流れにより放出させて空にするサイクルを実行すると同時に、前記圧縮空気または窒素流れによりフィルタ(44)を洗浄する空気式搬送方法。 - 請求項21において、前記吸込み取入れを実行する際に、前記減圧が5.0〜20ミリバールであることを特徴とする粉状物質の空気式搬送方法。
- 請求項21または22において、前記吸込み取入れを10〜12秒間行った後、排出管(22)を閉じた状態に維持する一方で、真空管(27a)を所定時間の間開けた状態にすることを特徴とする空気式搬送方法。
- 請求項21において、前記被搬送材料の排出に、0.5〜5.0バールの加圧を生じさせることを特徴とする空気式搬送方法。
- 請求項24において、前記被搬送材料の排出に、1.0〜3.0バールの加圧を生じさせることを特徴とする空気式搬送方法。
- 請求項21から25のいずれかにおいて、真空ポンプから遠い前記フィルタの面に100〜300ミリバールの差圧を生じさせることを特徴とする空気式搬送方法。
- 請求項21から26のいずれかにおいて、前記粉状物質を空気力で搬出するために、清浄化された圧縮空気、不活性ガスまたは反応ガスを供給することを特徴とする空気式搬送方法。
- 請求項21から27のいずれかにおいて、フィルタ(44)を振動させることを特徴とする空気式搬送方法。
- 請求項21から28のいずれかにおいて、間欠的にエアジェットをフィルタ(44)に吹き付けることを特徴とする空気式搬送方法。
- 請求項29において、前記エアジェットはフィルタ(44)の両面に吹き付けることを特徴とする空気式搬送方法。
- 請求項21から27のいずれかにおいて、請求項1から20のいずれかに記載の複数の装置(10)を隣合わせに並置した関係で、同一のリズムで運転することを特徴とする空気式搬送方法。
- 請求項21から30のいずれかにおいて、請求項1から20にいずれかに記載の複数の装置(10)を交互のリズムで運転することを特徴とする空気式搬送方法。
- 請求項21から30のいずれかにおいて、請求項1から20にいずれかに記載の少なくとも二つの装置を隣合わせに並置した関係で、異なったリズムで運転することを特徴とする空気式搬送方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19643523 | 1996-10-22 | ||
| DE19654649 | 1996-12-28 | ||
| DE19643523.4 | 1996-12-28 | ||
| DE19654649.4 | 1996-12-28 | ||
| PCT/EP1997/005802 WO1998017558A1 (de) | 1996-10-22 | 1997-10-21 | Vorrichtung und verfahren zum pneumatischen fördern pulverförmiger stoffe sowie deren verwendung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001502650A JP2001502650A (ja) | 2001-02-27 |
| JP2001502650A5 JP2001502650A5 (ja) | 2005-06-16 |
| JP4030589B2 true JP4030589B2 (ja) | 2008-01-09 |
Family
ID=26030574
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP51895598A Expired - Lifetime JP4030589B2 (ja) | 1996-10-22 | 1997-10-21 | 粉状物質を空気力で搬送する装置および方法、ならびにその使用方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US6325572B1 (ja) |
| EP (1) | EP0937004B2 (ja) |
| JP (1) | JP4030589B2 (ja) |
| CN (1) | CN1075026C (ja) |
| AT (1) | ATE192114T1 (ja) |
| AU (1) | AU5188098A (ja) |
| CA (1) | CA2269626C (ja) |
| CH (1) | CH689329A5 (ja) |
| DE (2) | DE59701540D1 (ja) |
| ES (1) | ES2147999T5 (ja) |
| WO (1) | WO1998017558A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102639581B1 (ko) * | 2022-12-23 | 2024-02-22 | 이강진 | 세척이 용이한 진공식 분체 이송 장치 |
Families Citing this family (56)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20321762U1 (de) | 1988-05-11 | 2009-08-27 | H. Börger & Co. GmbH | Vorrichtung zum Fördern von pulverförmigem Material |
| GB9913909D0 (en) | 1999-06-16 | 1999-08-18 | Clyde Pneumatic Conveying Limi | Pneumatic conveying |
| DE19959473A1 (de) | 1999-12-10 | 2001-06-13 | Frederic Dietrich | Vorrichtung und Verfahren zum pneumatischen Fördern pulverförmiger Stoffe sowie Verwendung der Vorrichtung |
| DE60142853D1 (ja) * | 2000-12-08 | 2010-09-30 | Kyowa Hakko Kirin Co Ltd | |
| US6877933B2 (en) * | 2001-09-20 | 2005-04-12 | Asm Technology Singapore Pte. Ltd. | Pellet feeding system for a molding machine |
| AU2003232622A1 (en) * | 2002-05-14 | 2003-11-11 | Luk Lamellen Und Kupplungsbau Beteiligungs Kg | Hydraulic system |
| ITRM20020313A1 (it) * | 2002-06-05 | 2003-12-05 | P R C Trasporti S R L | Attrezzatura per la movimentazione di prodotti sfusi da contenitori non pressurizzabili. |
| US7793869B2 (en) * | 2003-08-18 | 2010-09-14 | Nordson Corporation | Particulate material applicator and pump |
| US20050126476A1 (en) * | 2003-11-05 | 2005-06-16 | Nordson Corporation | Improved particulate material application system |
| DE602004025415D1 (de) * | 2003-08-18 | 2010-03-25 | Nordson Corp | Spritzvorrichtung für teilchenmaterial |
| US20050115496A1 (en) * | 2003-11-05 | 2005-06-02 | Nordson Corporation | Supply for dry particulate material |
| US20050158187A1 (en) * | 2003-11-24 | 2005-07-21 | Nordson Corporation | Dense phase pump for dry particulate material |
| DE102004006859B3 (de) * | 2004-02-12 | 2005-03-24 | Chocotech Gmbh | Verfahren und Vorrichtung zur kontinuierlichen Herstellung von Süsswarenmasse |
| DE102004007967A1 (de) * | 2004-02-18 | 2005-09-08 | Dürr Systems GmbH | Pulverförderpumpe und zugehöriges Betriebsverfahren |
| DE102004021612A1 (de) * | 2004-03-15 | 2005-10-06 | Dietrich Engineering Consultants S.A. | Verfahren und Vorrichtung zum pneumatischen Behandeln pulverförmiger Stoffe |
| DE102004019703A1 (de) * | 2004-04-20 | 2006-01-12 | Volkmann Gesellschaft mit beschränkter Haftung | Verfahren und Vorrichtung zur Inertisierung von Vakuumförderern |
| DE102004052949A1 (de) * | 2004-10-29 | 2006-05-04 | Nordson Corp., Westlake | Verfahren und Vorrichtung zur Überwachung von Strömungsverhältnissen in einem Leitungsstrang |
| US20060185671A1 (en) * | 2005-02-17 | 2006-08-24 | Durr Systems, Inc. | Powder conveying pump |
| US7731456B2 (en) * | 2005-10-07 | 2010-06-08 | Nordson Corporation | Dense phase pump with open loop control |
| CA2629606C (en) * | 2005-12-07 | 2013-08-13 | Maricap Oy | Method and apparatus for conveying material and ejector apparatus |
| DE102006007277A1 (de) * | 2006-02-02 | 2007-08-09 | Fydec Holding Sa | Vorrichtung und Verfahren zum Fördern von Stoffen |
| JP2009529477A (ja) * | 2006-03-14 | 2009-08-20 | ビーエーエスエフ ソシエタス・ヨーロピア | 吸水性ポリマー粒子を空気により搬送する方法 |
| EP1996494A1 (de) * | 2006-03-14 | 2008-12-03 | Basf Se | Verfahren zur pneumatischen förderung wasserabsorbierender polymerpartikel |
| DE102007005313A1 (de) | 2007-02-02 | 2008-08-07 | Itw Gema Ag | Beschichtungspulver-Fördervorrichtung |
| FI20085146L (fi) * | 2007-12-21 | 2009-06-22 | Maricap Oy | Menetelmä ja laitteisto pneumaattisessa materiaalinsiirtojärjestelmässä |
| DE102007063105A1 (de) | 2007-12-28 | 2009-07-02 | Hecht Anlagenbau Gmbh | Pneumatische Förderanlage und Verfahren zum Betreiben derselben |
| WO2010043369A1 (en) * | 2008-10-14 | 2010-04-22 | Fydec Holding Sa | Apparatus and process for packaging a power |
| ITBO20090147A1 (it) * | 2009-03-11 | 2010-09-12 | Wam Spa | Apparecchiatura, e relativo metodo, di recupero e trasporto pneumatico delle polveri provenienti da un sistema di filtrazione |
| US8591617B2 (en) | 2009-11-25 | 2013-11-26 | Scott Landgraf | Powder coating apparatus and method |
| IT1397570B1 (it) * | 2009-12-14 | 2013-01-16 | Agierre S A S Di Ruggero Vincenzo & C | Apparato e procedimento di trasporto pneumatico a vuoto per prodotti in polvere o simili. |
| EP2374546A1 (en) * | 2010-04-12 | 2011-10-12 | Nordson Corporation | Powder supply system and method for colour change in a powder supply system |
| JP5582897B2 (ja) * | 2010-07-13 | 2014-09-03 | 日清製粉株式会社 | 異物フィルタ及びバルク車用ホース |
| US20120138191A1 (en) * | 2010-12-03 | 2012-06-07 | Jack Harris | System for delivering solid particulate matter for loading |
| DE102010054649B3 (de) | 2010-12-15 | 2012-04-26 | Fydec Holding Sa | Pulverdosiervorrichtung sowie Pulverdosierverfahren |
| DE102011007066A1 (de) * | 2011-04-08 | 2012-10-11 | Siemens Aktiengesellschaft | Membran-Staubpumpen-System |
| CN102267633A (zh) * | 2011-04-14 | 2011-12-07 | 季胜 | 正负压组合式输送罐 |
| CN102241336A (zh) * | 2011-05-26 | 2011-11-16 | 哈尔滨纳诺医药化工设备有限公司 | 一种密闭物料混合传输装置 |
| JP5936866B2 (ja) * | 2012-01-19 | 2016-06-22 | 株式会社アイシンナノテクノロジーズ | 材料の置換された不活性ガスによる輸送システム |
| WO2013114003A1 (fr) | 2012-01-30 | 2013-08-08 | Laboratoires Urgo | Procede de preparation d'un produit sirupeux comprenant des vitamines |
| CN102941173A (zh) * | 2012-11-08 | 2013-02-27 | 昆山贝瑞康生物科技有限公司 | 一种粉剂雾化喷涂设备 |
| DE102013218326A1 (de) * | 2013-09-12 | 2015-03-12 | Gema Switzerland Gmbh | Pulverversorgungsvorrichtung für eine Pulverbeschichtungsanlage |
| WO2015157099A1 (en) * | 2014-04-07 | 2015-10-15 | Nordson Corporation | Feed center for dense phase system |
| CN110090749B (zh) * | 2014-05-15 | 2022-04-26 | 诺信公司 | 用于粉末涂装材料系统的泵和诊断设备和诊断方法 |
| CN104030043A (zh) * | 2014-06-25 | 2014-09-10 | 中铁上海工程局集团有限公司 | 空气压缩机式大直径砂石泵 |
| CN104310064A (zh) * | 2014-08-27 | 2015-01-28 | 黄山安达尔塑业有限公司 | 节能高效自动送料机 |
| CA2904783C (en) * | 2014-11-04 | 2020-07-14 | Cnh Industrial Canada, Ltd. | Tank pressurization control for air carts |
| KR101504944B1 (ko) * | 2014-11-07 | 2015-03-23 | 주식회사 미앤미 | 공기를 이용한 곡물 이송장치 |
| US9459183B1 (en) * | 2015-01-15 | 2016-10-04 | Bruce D. Schnakenberg | System for the collection and disposal of grain samples |
| US11319168B2 (en) * | 2017-04-28 | 2022-05-03 | Robert Joseph CHENARD | Pellet transfer system |
| EP3530599A1 (en) * | 2018-02-27 | 2019-08-28 | Piab Ab | Vacuum conveyor system |
| DE102019100339B4 (de) | 2019-01-08 | 2023-07-06 | Sartorius Stedim Biotech Gmbh | Bioprozesstechnische Anlage |
| PL3882185T3 (pl) * | 2020-03-19 | 2024-04-29 | Calderys France Sas | Urządzenie do pompowania |
| KR20220049068A (ko) | 2020-10-13 | 2022-04-21 | 삼성전자주식회사 | 흡습제 교체 장치 및 이를 포함하는 공기 건조 시스템 |
| CN112707171B (zh) * | 2020-12-30 | 2022-08-23 | 杭州富阳东山塑料机械有限公司 | 一种排气和加压相结合的进料方法 |
| CN114752919B (zh) * | 2021-01-12 | 2024-06-25 | 鑫天虹(厦门)科技有限公司 | 防止粉末沾粘的粉末原子层沉积装置 |
| US11952224B2 (en) * | 2021-10-03 | 2024-04-09 | Louis Handfield | Pneumatic conveying venturi for flake ice |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3236565A (en) * | 1963-12-31 | 1966-02-22 | Phillips Petroleum Co | Dustless pneumatic conveyor and process |
| US3232494A (en) * | 1964-04-27 | 1966-02-01 | Archie L Poarch | Valve system combination |
| US3635377A (en) * | 1969-08-19 | 1972-01-18 | Conair | Material-transporting device |
| DE6946889U (de) * | 1969-12-02 | 1970-04-02 | Heitling Fa Ernst | Vorgefertigte foerdereinrichtung fuer massengueter |
| US3737074A (en) * | 1970-07-23 | 1973-06-05 | Usm Corp | Apparatus for feeding particulate material |
| BE787505A (fr) * | 1971-08-16 | 1973-02-12 | Ici Australia Ltd | Procede et appareil pour debiter des explosifs |
| GB1400808A (en) * | 1972-12-21 | 1975-07-23 | Mucon Eng Co Ltd | Vacuum conveying systems |
| DE2437799C3 (de) † | 1974-08-06 | 1980-09-04 | Spitzer Silo- Fahrzeuge Kg, 6950 Mosbach | Pneumatische Fördervorrichtung mit mindestens einer Absaug- und Druckfördereinrichtung |
| US4005908A (en) † | 1975-02-03 | 1977-02-01 | Freeman Billy P | Batch transfer system |
| US4083607A (en) * | 1976-05-05 | 1978-04-11 | Mott Lambert H | Gas transport system for powders |
| JPS531225A (en) * | 1976-06-26 | 1978-01-09 | Sato Sachiya | Wall material from waste calcium sulfate |
| JPS55111859A (en) * | 1979-02-21 | 1980-08-28 | Nippon Sanso Kk | Supplying method of pulverized material to be flame-sprayed |
| US4415297A (en) * | 1979-05-14 | 1983-11-15 | Conair, Inc. | Vacuum material transporting system |
| FR2492347A1 (fr) * | 1980-10-20 | 1982-04-23 | Lejeune Bertrand | Procede et dispositif d'auto-alimentation d'une machine en materiau a l'etat divise |
| DE3245567C2 (de) * | 1982-12-09 | 1985-04-18 | Metallgesellschaft Ag, 6000 Frankfurt | Verfahren zum Vergasen kohlehaltiger Agglomerate im Festbett |
| US4701080A (en) * | 1985-03-04 | 1987-10-20 | Cyclonaire Bulk Cargo Systems, Inc. | Transfer system for dry flowable material |
| US4755190A (en) * | 1985-08-02 | 1988-07-05 | The Boeing Company | Solid fuel feed system |
| US5033914A (en) * | 1989-09-29 | 1991-07-23 | Cyclonaire Corporation | High efficiency feeder apparatus for pneumatic conveying lines |
| DE4125938A1 (de) † | 1991-08-05 | 1993-02-11 | Siemens Ag | Verfahren und vorrichtung zum foerdern von pulver |
| DE4125935A1 (de) † | 1991-08-05 | 1993-02-11 | Siemens Ag | Verfahren und vorrichtung zum foerdern von pulver von einer abgabestation zu einer auffangstation |
| DE4134824A1 (de) * | 1991-10-22 | 1993-04-29 | Battenfeld Kunststoffmasch | Vorrichtung zur foerderung von koernigen und/oder pulvrigen feststoffen |
| EP0574596A1 (de) † | 1992-06-13 | 1993-12-22 | Ibau Hamburg Ingenieurgesellschaft Industriebau Mbh | Vorrichtung zur Saug-Druckförderung von staubförmigen Schüttgütern, insbesondere Zement |
| US5763541A (en) * | 1996-12-04 | 1998-06-09 | Union Carbide Chemicals & Plastics Technology Corporation | Process for feeding particulate material to a fluidized bed reactor |
-
1997
- 1997-10-21 CN CN97199061A patent/CN1075026C/zh not_active Expired - Lifetime
- 1997-10-21 JP JP51895598A patent/JP4030589B2/ja not_active Expired - Lifetime
- 1997-10-21 AT AT97946750T patent/ATE192114T1/de active
- 1997-10-21 DE DE59701540T patent/DE59701540D1/de not_active Expired - Lifetime
- 1997-10-21 EP EP97946750A patent/EP0937004B2/de not_active Expired - Lifetime
- 1997-10-21 WO PCT/EP1997/005802 patent/WO1998017558A1/de active IP Right Grant
- 1997-10-21 CA CA002269626A patent/CA2269626C/en not_active Expired - Lifetime
- 1997-10-21 CH CH02440/97A patent/CH689329A5/de not_active IP Right Cessation
- 1997-10-21 DE DE19746220A patent/DE19746220A1/de not_active Withdrawn
- 1997-10-21 ES ES97946750T patent/ES2147999T5/es not_active Expired - Lifetime
- 1997-10-21 US US09/284,822 patent/US6325572B1/en not_active Expired - Lifetime
- 1997-10-21 AU AU51880/98A patent/AU5188098A/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102639581B1 (ko) * | 2022-12-23 | 2024-02-22 | 이강진 | 세척이 용이한 진공식 분체 이송 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE19746220A1 (de) | 1998-07-02 |
| EP0937004A1 (de) | 1999-08-25 |
| AU5188098A (en) | 1998-05-15 |
| DE59701540D1 (de) | 2000-05-31 |
| ES2147999T3 (es) | 2000-10-01 |
| CA2269626A1 (en) | 1998-04-30 |
| US6325572B1 (en) | 2001-12-04 |
| WO1998017558A1 (de) | 1998-04-30 |
| CN1234008A (zh) | 1999-11-03 |
| ES2147999T5 (es) | 2007-05-16 |
| CA2269626C (en) | 2007-01-30 |
| CN1075026C (zh) | 2001-11-21 |
| JP2001502650A (ja) | 2001-02-27 |
| EP0937004B2 (de) | 2006-10-11 |
| ATE192114T1 (de) | 2000-05-15 |
| CH689329A5 (de) | 1999-02-26 |
| EP0937004B1 (de) | 2000-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4030589B2 (ja) | 粉状物質を空気力で搬送する装置および方法、ならびにその使用方法 | |
| US4825913A (en) | Powder dispensing apparatus | |
| RU2126357C1 (ru) | Способ (варианты) и приспособление для манипулирования с мелкозернистым веществом, содержащим мелкую пыль | |
| JP2007533573A (ja) | バキュームコンベアを不活性化するための方法および装置 | |
| JPH01303228A (ja) | 粉末物質を供給手段に供給する方法および装置 | |
| CN104058262B (zh) | 带仓泵发送的吨包卸料站 | |
| JP4268868B2 (ja) | 微粒子状、粉末状、粒状または顆粒状で搬送される材料を保管容器から作業容器または運搬容器、あるいは同等の収容空間内に搬送する装置および搬送方法 | |
| NZ337803A (en) | Cleaning device for a filler flowable material | |
| CN215100659U (zh) | 一种粉体废物的气力输送装置 | |
| US3393943A (en) | Apparatus and methods for fluidizing granular or pulverate materials | |
| US4159150A (en) | Feeding and discharging apparatus for an installation under subatmospheric pressure | |
| WO1994011283A1 (en) | Dust-free powder substance delivery and filter system | |
| CN102491095B (zh) | 粉粒状物料风送系统及方法 | |
| US5769572A (en) | Bag dumping station vacuum | |
| EP2611531B1 (en) | Fluid bed apparatus and method for processing a particulate material | |
| US4367987A (en) | Dispensing system for porous floor containers | |
| JP4020243B2 (ja) | バッチ式バキュームコンベア | |
| EP0114711A2 (en) | Method and apparatus for discharging granular material from a ship or the like | |
| EP0455686A1 (en) | Feeder for particulate material | |
| JPS6087121A (ja) | 粉粒体の投入供給装置 | |
| JP4812930B2 (ja) | 超微粒子輸送用バキュームコンベア | |
| EP0092265B1 (en) | Deaerator for automatic bag filling machines for particulate materials | |
| SU1648541A1 (ru) | Смесительна установка | |
| RU2255890C1 (ru) | Устройство для перегрузки сыпучих материалов из мягких контейнеров | |
| JPH06329255A (ja) | 水分を含んだ流動体の搬送システム及びそれに用いられるサイクロン装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041021 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070424 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20070723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070730 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20070910 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070925 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071017 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101026 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101026 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111026 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111026 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121026 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131026 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |