JP4005199B2 - 細線ワイヤソー装置 - Google Patents
細線ワイヤソー装置 Download PDFInfo
- Publication number
- JP4005199B2 JP4005199B2 JP1549398A JP1549398A JP4005199B2 JP 4005199 B2 JP4005199 B2 JP 4005199B2 JP 1549398 A JP1549398 A JP 1549398A JP 1549398 A JP1549398 A JP 1549398A JP 4005199 B2 JP4005199 B2 JP 4005199B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- fixing base
- wire saw
- holding
- thin wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/0058—Accessories specially adapted for use with machines for fine working of gems, jewels, crystals, e.g. of semiconductor material
- B28D5/0082—Accessories specially adapted for use with machines for fine working of gems, jewels, crystals, e.g. of semiconductor material for supporting, holding, feeding, conveying or discharging work
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
【発明の属する技術分野】
本発明は、精密電子部品材料等に細幅の溝入れ及び切断代の少ない切断加工を行う細線ワイヤソー装置に関するものである。
【0002】
【従来の技術】
図4は、一般的な従来のワイヤソー装置の概要を示している。一般的な従来のワイヤソー装置用のワイヤ70(Φ0.08mm程度以上)は、一定のピッチで溝を形成された多溝ローラ3に一定な張力をかけられた状態で巻き付けられており、シーソー機構73を介して高速反転往復走行する。ダミー板2を介して上下切り込みテーブル21に固定されたワーク1は、砥液を供給されながらこのワイヤ70に対して上下切り込みテーブル21の切り込み動作により押し付けられて切断及び溝入れ加工される。
【0003】
また、ワイヤ70の加工による摩耗を考慮して、一定速度で新線のワイヤ70が送り出しボビン71より送り出され、一定張力で巻き取りボビン72に巻き取とられる。
【0004】
【発明が解決しようとする課題】
しかしながら一般的な従来のワイヤソー装置では、ワイヤの高速反転往復動時に若干の張力変動が存在する。従って、細線ワイヤ(Φ0.06mm程度以下)を使用する時には、この高速反転往復動時の張力変動は無視できず、ワイヤ破断の危険がある。また、細線ワイヤの張力変動を少なくするために、細線ワイヤを反転走行させずに低速で一方向に一定張力で走行させると、加工に必要な細線ワイヤとワークとの相対速度が得られず溝曲がり等が発生し易くなり加工精度と能率との観点から問題がある。従って、高速反転往復動型の一般的な従来のワイヤソー装置を用いて実用的な細線ワイヤソー装置を実現するためには、より精度の高い張力安定機構にする必要があり複雑で高価なものになるという問題があった。
【0005】
本発明は、このような問題に対して細線ワイヤを用いた細線ワイヤソー装置を簡易な構造で安価に成立させることを目的としたものである。
【0006】
【課題を解決するための手段】
前述した目的を達成するために、請求項1に記載の発明による細線ワイヤソー装置は、細線ワイヤを低速で一方向に一定張力で走行させる手段と、ワーク固定台を回転自在に保持し回転運動を行わせる手段と、このワーク固定台を任意の角度位置で固定保持する手段と、揺動テーブルを直線的に摺動自在に保持し往復揺動運動を行わせる手段とを有することを特徴とする。
【0007】
上記した手段によれば、細線ワイヤを加工に必要な細線ワイヤとワークとの大きな相対速度を確保するためではなく、一定のワイヤ径を保つための新線供給の役割として低速で一方向に走行させた状態で、細線ワイヤの走行に伴う張力変動をほとんどかけずにワーク固定台が回転運動または揺動運動、または回転運動と揺動運動とを同時に行うことにより、加工に必要な細線ワイヤとワークとの相対速度を確保することができる。この作用により細線ワイヤでもワイヤ破断のない状態で溝曲がり等の加工精度と能率との問題を解決することができ、細幅の直線及び円弧切断面形状の溝入れ加工や切断代の少ない切断加工を行う簡易な構造で安価な細線ワイヤソー装置を提供することができる。
【0008】
また、請求項2に記載の発明による細線ワイヤソー装置は、細線ワイヤを低速で一方向に一定張力で走行させる手段と、ワーク固定台を回転自在に保持し回転運動を行わせる手段とを有し、細幅の円弧切断面形状の溝入れ加工や切断代の少ない切断加工を行うことを特徴とする。
【0009】
上記した手段によれば、ワーク固定台が回転運動を行うことにより加工に必要な細線ワイヤとワークとの相対速度を確保することができ、切断代の少ない切断加工や細幅の円弧切断面形状の溝入れ加工に限定されるが、より簡易な構造で安価な細線ワイヤソー装置を提供することができる。
【0010】
【発明の実施の形態】
(第1の実施の形態)
以下図面を参照しながら発明の実施の形態を説明する。
【0011】
図1の細線ワイヤソー装置は、左右の多溝ローラ3に細線ワイヤ4が設定された一定の張力で巻きつけられた状態で、低速で一方向に一定張力で送られている。このワイヤ走行は、加工に必要なワーク1と細線ワイヤ4との大きな相対速度を得るためではなく、細線ワイヤ4の摩耗による加工溝幅変動を安定化させる新線供給のためであり、低速で一方向に一定張力で走行させることができる。従って、図4の一般的な従来のワイヤソー装置用のワイヤ70のように高速反転走行がないので張力変動が少ない構成になっている。
【0012】
ワーク1は、正多角形状のワーク固定台5の取り付け面に固定されている。ワーク固定台5に固定され一体となっている回転軸9は、軸受け支持部材8に回転自在に保持されている。回転軸9に固定されたプーリ10をベルト11を介してワーク固定台駆動モータ12により回転駆動するとワーク固定台5は回転運動を行う。この回転により加工に必要なワーク1と細線ワイヤ4との相対速度を得る。
【0013】
軸受け支持部材8に固定された角度目盛り正尺6と回転軸9に固定され回転軸9と共に回転する角度目盛り副尺7とにより、ノギス目盛り部と同様の方式で角度を読み取りワーク固定台5を任意の角度に設定する。回転軸9と共に回転するプーリ10の側面をクランプ機構13の固定ネジ14をしめ込むことによりクランプ機構13に固定されているブレーキシュー15で挟み込み任意の角度に固定保持する。
【0014】
この任意の角度で固定保持された状態の揺動テーブル16は、クランク機構支持テーブル20に固定されているリニアガイド18により直線的に摺動自在に支持され、揺動テーブル駆動モータ19によりクランク機構17を介して設定周期で揺動運動を行う。この揺動運動により加工に必要なワーク1と細線ワイヤ4との相対速度を得る。
【0015】
また揺動テーブル16の揺動運動により発生する振動は、揺動質量と等価な質量を逆方向に同一の揺動運動を行わせるようなカウンタウェイト手段(図示していない)を設けることにより低減する。
【0016】
更に前述の回転運動と揺動運動とを同時に行わせることにより、ワーク1と細線ワイヤ4とのより大きな相対速度を得ることができる。この結果、加工精度と加工能率はより向上する。
【0017】
前述のようにワーク1が回転または揺動運動、または回転と揺動運動とを同時に行った状態で、低速で一方向に走行している細線ワイヤ4に対してワーク1を上下切り込みテーブル21により圧接し、その圧接加工部位に砥液供給手段(図示していない)により砥液を供給しながら切り込み動作を行う。
【0018】
揺動テーブル16の外縁には砥液流出飛散防止カバー及び砥液排出回収部材(いずれも図示していない)を設ける。
【0019】
正多角形状のワーク固定台5の各ワーク固定面に脱着可能にダミー板2を設置し、このダミー板2を介してワーク1をワーク固定台5に固定する。
【0020】
ワーク1の溝入れの時の切断面形状は、ワーク固定台5が回転運動のみを行う場合には図3(a)に示すような円弧切断面形状になり、また揺動運動のみの場合には図3(b)及び(c)に示すような設定された角度の直線的切断面形状になる。加工形状に応じてワーク固定台5の回転運動と揺動運動とを使い分けることができる。従って、第一の実施の形態により簡易な構造で安価な細線ワイヤソー装置を実現することができる。
【0021】
(第2の実施の形態)
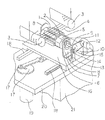
図2に示す細線ワイヤソー装置は、前述の図1に示す細線ワイヤソー装置からクランク機構支持テーブル20、揺動テーブル駆動モータ19、クランク機構17、リニアガイド18、クランプ機構13、固定ネジ14、ブレーキシュー15、角度目盛り正尺6、角度目盛り副尺7、プーリ10、ベルト11、を取り外し、更に回転駆動側の軸受け支持部材8を回転軸9を回転自在に保持しかつワーク固定台駆動モータ12を固定保持する第二軸受け支持部材51に、揺動テーブル16を第二軸受け支持部材51と軸受け支持部材8とを固定しかつ上下切り込みテーブル21に固定されたワーク固定台支持テーブル52に変更し、ワーク固定台駆動モータ12により回転軸9を駆動することによってワーク固定台が回転運動を行う。
【0022】
この回転運動により細線ワイヤ4とワーク1との加工に必要な相対速度を得ることができる。従って、第二の実施の形態により切断加工及び円弧切断面形状の溝入れ加工に限定されるが、より簡易な構造で安価な細線ワイヤソー装置を実現することができる。
【0023】
【発明の効果】
以上述べてきたように、本発明によれば、精密電子部品加工等で必要性が増している細幅の溝入れ加工や切断代の少ない切断加工を簡易な構造の安価な細線ワイヤソー装置で加工できるようになる。
【図面の簡単な説明】
【図1】本発明における第1の実施の形態を説明する構成概略図である。
【図2】本発明における第2の実施の形態を説明する構成概略図である。
【図3】本発明でワークに溝入れ加工を行った時の切断面形状の例である。(a)はワーク固定台が回転運動を行った場合の円弧切断面形状図、(b)及び(c)はワーク固定台を任意の角度で固定して揺動運動を行った場合の直線切断面形状図である。
【図4】一般的な従来のワイヤソー装置を説明する構成概略図である。
【符号の説明】
1 ワーク
2 ダミー板
3 多溝ローラ
4 細線ワイヤ
5 ワーク固定台
6 角度目盛り正尺
7 角度目盛り副尺
8 軸受け支持部材
9 回転軸
10 プーリ
11 ベルト
12 ワーク固定台駆動モータ
13 クランプ機構
14 固定ネジ
15 ブレーキシュー
16 揺動テーブル
17 クランク機構
18 リニアガイド
19 揺動テーブル駆動モータ
20 クランク機構支持テーブル
21 上下切り込みテーブル
51 第二軸受け支持部材
52 ワーク固定台支持テーブル
70 一般的な従来のワイヤソー装置用のワイヤ
71 送り出しボビン
72 巻き取りボビン
73 シーソー機構
Claims (1)
- 支持テーブルと、該支持テーブルに摺動自在に支持される揺動テーブルと、該揺動テーブルに回転自在に保持されるワーク固定台と、細線ワイヤを低速で一方向に一定張力で走行させる走行手段と、前記ワーク固定台を回転自在に保持し回転運動を行わせる回転運動手段と、前記ワーク固定台を任意の角度位置で固定保持する固定保持手段と、前記揺動テーブルを直線的に摺動自在に保持し往復揺動運動を行わせる往復揺動運動手段とを有し、前記固定保持手段を用いて設定された角度の直線的切断面形状の溝入れ加工もしくは切断加工、または前記回転運動手段を用いて円弧切断面形状の溝入れ加工もしくは切断加工を行うことを特徴とする細線ワイヤソー装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP1549398A JP4005199B2 (ja) | 1998-01-28 | 1998-01-28 | 細線ワイヤソー装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP1549398A JP4005199B2 (ja) | 1998-01-28 | 1998-01-28 | 細線ワイヤソー装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11207597A JPH11207597A (ja) | 1999-08-03 |
| JP4005199B2 true JP4005199B2 (ja) | 2007-11-07 |
Family
ID=11890344
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP1549398A Expired - Fee Related JP4005199B2 (ja) | 1998-01-28 | 1998-01-28 | 細線ワイヤソー装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4005199B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100445881B1 (ko) * | 2002-07-03 | 2004-08-25 | 주식회사 영광산업 | 에어컨 콤퓨레이셔용 사판의 면치가공장치 |
| CN115816664A (zh) * | 2022-12-28 | 2023-03-21 | 泉州市品河精密科技有限公司 | 石材切割方法 |
-
1998
- 1998-01-28 JP JP1549398A patent/JP4005199B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11207597A (ja) | 1999-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4803717B2 (ja) | ワイヤソー | |
| JPH01171753A (ja) | ワイヤソー | |
| JP3539773B2 (ja) | ワイヤソーおよびワイヤソーによる切断方法 | |
| JP2006062073A (ja) | 帯鋸盤及びワークの切断方法 | |
| JP4005199B2 (ja) | 細線ワイヤソー装置 | |
| JPH10202499A (ja) | ワイヤソー | |
| JP5441057B2 (ja) | ワイヤソー | |
| JP2018158428A (ja) | ワイヤソー及び切断加工方法 | |
| JP2011110643A5 (ja) | ||
| KR102047717B1 (ko) | 블레이드의 드레싱 기구 및 그 기구를 구비한 절삭 장치 및 그 기구를 사용한 블레이드의 드레싱 방법 | |
| JPH06206192A (ja) | 布地裁断装置 | |
| JP3032125B2 (ja) | ワイヤソー装置 | |
| JP3404579B2 (ja) | 両端軸状部研磨装置 | |
| US4510835A (en) | Apparatus for guiding a powered circular saw along an elliptical cutting path | |
| JP2004322299A (ja) | ワイヤソーマシーン | |
| JP2002127005A (ja) | 金属加工機械 | |
| JP3129625B2 (ja) | ワイヤソー装置 | |
| JPH10337648A (ja) | ワイヤソー | |
| JP2014151384A (ja) | ワイヤソー | |
| JPH11347903A (ja) | 打ち抜き角穴のバリ取り作業のための装置 | |
| JPH02250707A (ja) | 整流子切削機 | |
| JPS59161263A (ja) | ラツプ盤 | |
| JPH11300594A (ja) | ワイヤソー装置のワイヤ走行装置 | |
| JPH068055A (ja) | 数値制御工作機械 | |
| JPS5919628A (ja) | 荒切り加工機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Effective date: 20040826 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A621 | Written request for application examination |
Effective date: 20041116 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Effective date: 20061110 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061114 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070821 |
|
| A61 | First payment of annual fees (during grant procedure) |
Effective date: 20070823 Free format text: JAPANESE INTERMEDIATE CODE: A61 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Year of fee payment: 3 Free format text: PAYMENT UNTIL: 20100831 |
|
| LAPS | Cancellation because of no payment of annual fees |