JP3846986B2 - チップ抵抗器の製造方法 - Google Patents
チップ抵抗器の製造方法 Download PDFInfo
- Publication number
- JP3846986B2 JP3846986B2 JP33805597A JP33805597A JP3846986B2 JP 3846986 B2 JP3846986 B2 JP 3846986B2 JP 33805597 A JP33805597 A JP 33805597A JP 33805597 A JP33805597 A JP 33805597A JP 3846986 B2 JP3846986 B2 JP 3846986B2
- Authority
- JP
- Japan
- Prior art keywords
- resistor
- metal plate
- electrode terminal
- manufacturing
- shaped metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Description
【発明の属する技術分野】
この発明は、抵抗体を金属により形成した比較的低い抵抗値のチップ抵抗器の製造方法に関する。
【0002】
【従来の技術】
従来、一般的なチップ抵抗器は、セラミック等の基板の表面に厚膜ペーストや薄膜ペーストを印刷等により塗布し、抵抗体を形成していた。また他の例として、特開平9−213503号公報に開示されているように、低い抵抗値を有する抵抗体の場合、要求される低抵抗値の金属抵抗体を一対の電極間にはんだ等で接続し、または電極端子と同材料の金属により端子と一体に抵抗体を形成したものも提案されている。このチップ抵抗器は、電極及び抵抗体が樹脂中にインサート成形されている。
【0003】
【発明が解決しようとする課題】
上記従来の技術の前者の場合、厚膜ペーストや薄膜ペーストによる抵抗体では、シャント抵抗のような低い抵抗値を有する抵抗体を得ることが難しかった。また、上記従来の技術の後者の抵抗体と端子が別々の金属で形成されている場合、部品点数及び製造工程が複雑になり、コストがかかるという問題があった。さらに、上記従来の技術の後者の、抵抗体と同一の金属で端子も構成したものは、製造工程数は少ないが、抵抗体の抵抗値を正確に調整しても、はんだをつける部位や、はんだの量により抵抗値が変わってしまうという問題があり、精密な回路には使えないものであった。さらに、抵抗体として使用可能な金属板は高価であり、そのような材料で端子と抵抗体を形成することはコストアップにもなるものであった。
【0004】
この発明は、従来の問題点に鑑みてなされたものであり、精度のよい抵抗器を簡単な工程で効率よく得ることができるチップ抵抗器の製造方法を提供することを目的とする。
【0005】
【課題を解決するための手段】
この発明は、導電性を有する帯状の金属板から連続的に所定の抵抗値を有するチップ抵抗器を製造する方法である。まず帯状の金属板に所定の間隔で金型を用いて、略凸字状形の打ち抜き部を形成する。この打ち抜き部は、左右が対称な略凸字状部分の底面部分が、隣の打ち抜き部の凸字状部分によりわずかに干渉された形状であり、この間の部分が連結部として残して形成されている。そして、上記略凸字状形の打ち抜き部同士の間の部分が各々一対の電極端子部として形成されている。さらに、上記略凸字状形の打ち抜き部の側方部分の帯状金属板の一側縁部側には、はしご部を残して上記打ち抜き部に隣接する小さい長方形の打ち抜き部が同時に形成されている。
【0006】
打ち抜き部の間の電極端子間には、抵抗体を構成する金属板の抵抗体板が固定される。この金属板は、電極端子間及び連結部に載置され、連結部に形成された位置決め部である突起が、抵抗体板に形成された透孔に嵌合して位置決めされる。そして、電極端子と抵抗体板がスポット溶接等により溶接される。溶接後、電極端子間の抵抗体板を残して、位置決め用の突起が形成された連結部及びこの連結部上の抵抗体板を切除する。
【0007】
次に、後の抵抗値のトリミングのために、帯状金属板の一側縁部を打ち抜いて、一つの抵抗体の両側の抵抗体との電気的接続を絶つ。このときトリミング作業まで帯状金属板の安定を保つために、帯状金属板の側縁部の打ち抜き部の内側に連結部としてのはしご部を残す。さらに、この側縁部の打ち抜き部を絶縁性の樹脂で成形し互いに連結状態として帯状金属板を安定にし、上記はしご部を切除し、トリミングを行う抵抗体の電極端子を他の部分から絶縁する。
【0008】
抵抗体のトリミングは、抵抗体の表面に溝を形成するもので、レーザ、サンドブラスト、砥粒の入ったディスク等により抵抗体の表面に溝を形成し、抵抗値を上げるように調整して行う。
【0009】
この後、抵抗体を絶縁樹脂中にインサート成形して、電極端子部を帯状金属板の側縁部から切り離し、電極端子を抵抗体の裏面側に折曲げ、成形した樹脂の裏面側に表面実装用の電極部分を形成する。
【0010】
【発明の実施の形態】
以下この発明のチップ抵抗器の製造方法の一実施の形態について図面に基づいて説明する。図1(a)〜(g)は、この発明の一実施の形態のチップ抵抗器の各製造工程の段階を示す。この実施形態のチップ抵抗器2は、銅板からなり表面にハンダメッキが施された帯状の金属板10を打ち抜いて電極端子12を形成し、電極端子12に、金属板の抵抗体14を取り付けるものである。
【0011】
先ず、図1(a)に示すように、帯状金属板10には、所定の間隔で図示しない金型を用いて、略凸字状形の打ち抜き部20を形成する。この打ち抜き部20は、左右が対称な略凸字状部分の底辺部分に、隣の打ち抜き部20の凸字状部分20aが食い込んで位置している。そして、この帯状金属板10の打ち抜き部20同士の間の部分が、連結部22及び電極端子12として形成されている。さらに、打ち抜き部20の側方部分の帯状金属板10の一側縁部側には、はしご部18が形成されるように、打ち抜き部20に隣接する小さい長方形の打ち抜き部19が同時に形成されている。
【0012】
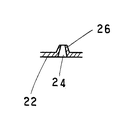
次に、図2に示すように、連結部22の裏面側から、表面側に向けて円形の透孔24を形成するように打ち抜き、この打ち抜いた側面の透孔24周囲に突起26を2個ならべて設ける。また突起26を設けた表面側の電極端子12の表面に、スポット溶接用の凸部28を各2個設ける。透孔24と突起26は同時にプレスして形成するものであり、この透孔24等の形成と同時に凸部28を形成してもよく、別々に形成しても良い。
【0013】
この後、図1(b)に示すように、一対の電極端子12には、銅ニッケル合金やニッケルクロム合金等からなる抵抗体用の金属板である抵抗体板25が載置され溶接される。ここで、抵抗体板25には、突起26に対応した位置に一対の透孔30が形成され、この突起26に抵抗体板25の透孔30が嵌合し、位置決めされる。溶接はスポット溶接により行い、凸部28により電極端子12と抵抗体板25が確実に溶接される。
【0014】
そして、図1(c)に示すように、電極端子12から続いた連結部22を、この連結部22に固定された抵抗体板25の一部とともに切除し、電極端子12に抵抗体板25による抵抗体14が溶接された状態にする。
【0015】
次に、図1(d)に示すように、帯状金属板10の一方の側縁部を、透孔19に連通するように切断し、図1(e)に示すように、この切断部32を樹脂36中にインサート成形する。これは、後の抵抗値のトリミングのために、帯状金属板10の一側縁部に切断部32を形成して、一対の電極端子22間の一つの抵抗体14に対して他の部分との電気的接続を絶つためである。
【0016】
この後、図1(f)に示すように、抵抗体14を備えた帯状の金属板10の電極端子12に、図示しないトリミング用の端子を接続し、抵抗体14にレーザー光を照射して、トリミング溝38を形成し、抵抗体14が所定の抵抗値を有するように調整する。なお、トリミング溝38の形成は、レーザー光以外に、サンドブラスト、砥粒の入ったディスク等により切削、研削のいずれでもよい。トリミング溝38は、裏面まで突き抜けた貫通孔の溝でも良く、抵抗体14の表面を削った有底の溝でも良い。
【0017】
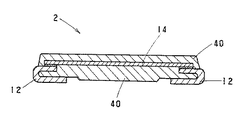
次に、図1(g)に示すように、抵抗体14の発熱に対する耐熱性と絶縁性を有する樹脂材料を用いて抵抗体14を樹脂40により形成する。樹脂40は、例えば不飽和ポリエステル樹脂、エポキシ樹脂、ポリフェニレンサルファイド樹脂(PPS)、シリコーン樹脂、ポリアミド樹脂、アクリル樹脂等を用い、またこれらを抵抗体14ともにインサート成形する方法として、射出成形法、トランスファ成形法等を用いる。
【0018】
最後に電極端子12を、所定の長さの個所で帯状の金属板10から切り離し、図2に示すように、電極端子12を樹脂40で成形した抵抗体14の下側面に折り曲げ、チップ抵抗器2を完成する。ここで、電極端子12は、この成形後にメッキしても良い。
【0019】
この発明のチップ抵抗器の製造方法によれば、連続した工程で、正確なチップ抵抗器を製造することができ、工程数も部品も少なく製造も容易である。しかも、抵抗体14は電極端子12とは別の抵抗体材料で形成され、電極端子12は抵抗値の小さい銅により形成されているので、このチップ抵抗器2の使用時に、ハンダ付け状態により抵抗値がばらつくことがない。
【0020】
なお、この発明は上述した実施形態に限定されるものではなく、使用する各部材の材料、製造順序、加工方法、また金型の形状や抵抗体の形状等は適宜変更することができる。
【0021】
【発明の効果】
この発明のチップ抵抗器の製造方法は、帯状金属板を所定の形状に打ち抜き、抵抗体の取り付け、抵抗値のトリミング、樹脂による成形を連続的に行うことができ、作業効率がよく、部品数も少ないので、製造が容易であり、コストも安価に抑えることができる。また、抵抗値も正確に調整することができ、使用時の抵抗値のバラツキもないものである。
【図面の簡単な説明】
【図1】 この発明の実施形態のチップ抵抗器の製造工程を示す概略平面図である。
【図2】 図1のAーA線拡大断面図である。
【図3】 この発明の実施形態のチップ抵抗器に用いられる抵抗体板の平面図である。
【図4】 この発明の実施形態のチップ抵抗器の縦断面図を示す。
【符号の簡単な説明】
2 チップ抵抗器
10 帯状金属板
12 電極端子
14 抵抗体
20 打ち抜き部
22 連結部
24 透孔
26 突起
28 凸部
38 トリミング溝
40 樹脂
Claims (4)
- 導電性を有する帯状の金属板から連続的に、所定の抵抗値を有するチップ抵抗器を製造するチップ抵抗器の製造方法において、所定間隔で打ち抜き部を形成して、この打ち抜き部間の残った部分により電極端子を形成し、上記帯状金属板の電極端子間に突起による位置決め部を上記帯状金属板から一体に形成し、この位置決め部の突起を金属板から成る抵抗体の透孔に嵌合させて位置決めし、上記電極端子間に抵抗体を溶接し、この後上記抵抗体の抵抗値のトリミングを行い、上記抵抗体を絶縁樹脂中にインサート成形し、上記電極端子部を帯状金属板の側縁部から切り離し、上記電極端子を抵抗体の裏面側に折曲げることを特徴とするチップ抵抗器の製造方法。
- 上記打ち抜き部は、対称な略凸字状に形成され、この凸字状の打ち抜き部の間に、上記電極端子と位置決め部が一体に形成されている請求項1記載のチップ抵抗器の製造方法。
- 上記抵抗値のトリミングのために、帯状金属板の一側縁部を切断して、一つの抵抗体の電極端子と他の抵抗体との電気的接続を絶つ請求項1記載のチップ抵抗器の製造方法。
- 上記帯状金属板の側縁部を切断して、上記一つの抵抗体の電極端子と他の抵抗体との電気的接続を絶ち、その切断部分を樹脂により成形して繋ぎ、トリミングを行う請求項3記載のチップ抵抗器の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP33805597A JP3846986B2 (ja) | 1997-11-21 | 1997-11-21 | チップ抵抗器の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP33805597A JP3846986B2 (ja) | 1997-11-21 | 1997-11-21 | チップ抵抗器の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11162721A JPH11162721A (ja) | 1999-06-18 |
| JP3846986B2 true JP3846986B2 (ja) | 2006-11-15 |
Family
ID=18314497
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP33805597A Expired - Fee Related JP3846986B2 (ja) | 1997-11-21 | 1997-11-21 | チップ抵抗器の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3846986B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5677541B1 (ja) * | 2013-09-25 | 2015-02-25 | 株式会社東海理化電機製作所 | インシュレータおよびインシュレータの製造方法 |
| US11011290B2 (en) | 2017-12-12 | 2021-05-18 | Koa Corporation | Method for manufacturing resistor, and resistor |
| JP6573957B2 (ja) | 2017-12-12 | 2019-09-11 | Koa株式会社 | 抵抗器の製造方法 |
| JP6573956B2 (ja) * | 2017-12-12 | 2019-09-11 | Koa株式会社 | 抵抗器の製造方法 |
-
1997
- 1997-11-21 JP JP33805597A patent/JP3846986B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11162721A (ja) | 1999-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6801118B1 (en) | Low-resistance resistor and its manufacturing method | |
| US6379161B1 (en) | Method of making an electrical connector | |
| EP1523015A1 (en) | Overlay surface mount resistor and method for making same | |
| JP2000114009A (ja) | 抵抗器、その実装方法および製造方法 | |
| US7326999B2 (en) | Chip resistor and method for manufacturing same | |
| JP2008110357A (ja) | 導電端子の溶接方法、および導電端子構造 | |
| US7129814B2 (en) | Chip resistor and method of making the same | |
| JPS6212642B2 (ja) | ||
| JP3846987B2 (ja) | チップ抵抗器の製造方法 | |
| EP0159771B1 (en) | Chip resistors and forming method | |
| JP3846986B2 (ja) | チップ抵抗器の製造方法 | |
| JP3955739B2 (ja) | 抵抗器の製造方法 | |
| JP3848247B2 (ja) | チップ抵抗器およびその製造方法 | |
| US4785990A (en) | Electronic component with lead terminals and method of manufacturing said electronic component | |
| JP4036274B2 (ja) | 抵抗器の製造方法 | |
| JP3838559B2 (ja) | 低い抵抗値を有するチップ抵抗器とその製造方法 | |
| JPH09213503A (ja) | 抵抗器及びその作製方法 | |
| JP2001176701A (ja) | 抵抗器とその製造方法 | |
| JP3838560B2 (ja) | 低い抵抗値を有するチップ抵抗器とその製造方法 | |
| JP2006228980A (ja) | 金属板製のチップ抵抗器とその製造方法 | |
| JPH11162719A (ja) | チップ抵抗器とその製造方法 | |
| JP3913121B2 (ja) | 低い抵抗値を有するチップ抵抗器の製造方法 | |
| JP2024021438A (ja) | 抵抗器及び抵抗器の製造方法 | |
| JP2006019669A (ja) | クラッド材を使用した低抵抗器および製造方法 | |
| JPH04137476A (ja) | 摺動集電装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060426 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060626 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060726 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060822 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090901 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100901 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |