JP3817618B2 - ビレット供給装置 - Google Patents
ビレット供給装置 Download PDFInfo
- Publication number
- JP3817618B2 JP3817618B2 JP27873199A JP27873199A JP3817618B2 JP 3817618 B2 JP3817618 B2 JP 3817618B2 JP 27873199 A JP27873199 A JP 27873199A JP 27873199 A JP27873199 A JP 27873199A JP 3817618 B2 JP3817618 B2 JP 3817618B2
- Authority
- JP
- Japan
- Prior art keywords
- billet
- holder
- shutter
- supply device
- carry
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005242 forging Methods 0.000 claims description 13
- 230000002159 abnormal effect Effects 0.000 claims description 2
- 230000005856 abnormality Effects 0.000 description 10
- 238000010586 diagram Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 230000002079 cooperative effect Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
Images




Landscapes
- Forging (AREA)
Description
【発明の属する技術分野】
本発明は、鍛造プレスに被加工素材であるビレットを送りこむためのビレット供給装置に関する。
【0002】
【従来の技術】
鍛造プレスで加工する素材(ビレット)を金型に随時送りこみ、自動的に加工する装置として、ビレットを所定の位置で受け入れて金型まで運ぶトランスフア装置を設置した自動鍛造プレスがある。この種の自動鍛造プレスで連続的に加工を行うためには、加熱炉で加熱され搬送コンベアで搬送されて来たビレットをトランスファ装置への引き渡し位置まで自動的に移送する装置が必要となる。
【0003】
このようなビレット供給装置としては種々のものが提案されている。例えば実公平7−7003号公報には、トランスファ装置の動作に連動してビレットを分離、供給する装置が記載されている。この装置は、トランスファ装置の動作と連動するのでタイミングにズレを生じないという利点がある。
【0004】
また、特開平11−156478号公報には、長尺な素材( ビレット) を分離、供給する装置であって、搬入シュート4から滑落して来たビレットを筒状のホルダ1fに挿入し、シリンダによってホルダを回動させてビレットをトランスファ装置がチャッキングする位置に供給する装置が記載されている。
【0005】
【発明が解決しようとする課題】
上記実公平7−7003号公報記載のビレット供給装置は、トランスファ装置の動作に連動させるための機構が必要で、これによって装置が複雑となり、かつ伝動機構部にトラブルが発生すると装置全体が停止するという問題点がある。一方、特開平11−156478号公報記載のビレット供給装置は、トランスファ装置と連動するのでなく、単独の供給装置であるから、運転調整( ビレットを受ける位置、供給する位置等の調整) が簡単であり、前記実公平7−7003号公報記載の装置のような複雑さがなく、供給装置単独でメンテナンスができるので実公平7−7003号公報の装置の上記問題点は解消されている。
【0006】
しかしながら、上記両従来技術に共通する問題点として、搬入シュートから滑落して来たビレットをホルダに受け入れて供給位置に供給する時、自動鍛造プレスラインのどこかでトラブルが発生した場合は、ビレットを自動鍛造プレスに供給せず、他の場所へ逃がす必要があるが、その対策がされていないのでトラブルが生じるという問題点がある。さらに、ビレットの径が変わった場合ホルダの交換が必要であるという問題点もある。本発明は、これら従来装置の問題点を解決することを課題としている。
【0007】
【課題を解決するための手段】
上記課題を解決するために本発明は、次のような構成とした。すなわち、本発明のビレット供給装置は、搬送コンベアの終端部に設けられた搬入シュ―トから滑落してくるビレットを受け取って鍛造プレスに送りこむビレット供給装置において、前記搬入シュ―トから滑落してくるビレットを受け入れるホルダの底部に、該ビレットが下方へ落下しないように受け止める開閉自在なシャッタを設けるとともに、前記ホルダをビレット受入位置から所定の引き渡し位置まで移動させるホルダ移動装置と、前記シャッタを正常時は閉じた状態に保ち、異常時には開いてビレットを下方に排出するように駆動するシャッタ駆動装置とを設けて、前記受入位置と引き渡し位置のいずれにおいてもホルダのビレットを下方へ排出可能としたことを特徴としている。
【0008】
このビレット供給装置は、搬送コンべアの終端部に設けられた搬入シュートと自動鍛造プレスの受入位置との間に設置される。上記搬送コンベアで送られてきたビレットが搬入シュートから滑落してビレット供給装置のホルダに受け入れられる。この時ホルダの底板として機能するシャッタが閉じていて、ビレットが当該シャッタによって受け止められる。このビレットをチャックが挟持したのち、ホルダが自動鍛造プレスの受入位置まで移動し、ここで当該自動鍛造プレスに設けられているトランスファ装置にビレットを引き渡す。
【0009】
上記ホルダのシャッタは正常時は閉じているので、搬入シュートから滑落してきたビレットが該シャッタ上に受け止められ、トランスファ装置への引き渡し位置に運ばれて該トランスファ装置に引き渡されるが、自動鍛造プレスに何らかの異常が生じた時は、該シャッタが開いて、搬入シュートから滑落してきたビレットをそのまま下方へ排出する。また、ビレットがホルダに受け止められ、トランスファへ装置への引き渡し位置まできた時に自動鍛造プレスに異常が発生した時は、今まで閉じていたチャックが開いて、ビレットを解放する。ホルダの下側にはシャッタが位置しないので、チャックから外れたビレットは下方へ排出される。このため、トランスファ装置には引き渡されない。
【0010】
ビレット供給装置のビレットを保持する部分をエアシリンダで開閉するチャックとしておけば、エアには被圧縮性があるので、ビレットの径が変わっても確実にチャックできることとなり、従来技術のごとくホルダを交換する必要がなくなる。
【0011】
【発明の実施の形態】
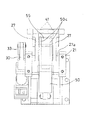
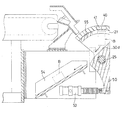
本発明の実施の形態を図に基づいて説明する。図1以下の各図はビレット供給装置を表すもので、このビレット供給装置1は、加熱炉で加熱されたビレットを搬送してくる搬送コンべアCの終端部に設けられている搬入シュートSと自動鍛造プレスのトランスファ装置(図示を省略)との間に設置されている。ビレット供給装置(以下「供給装置」と略称する)1の基台2は搬送コンベアCの架台3に取り付けられていて、この基台2に搬入シュートSが取り付けられている。
【0012】
搬入シュートSは、その基部をなすフランジ9が前記基台2の上面に固着したブラケット7のフランジ8に固着されている。この搬入シュートSの樋10の上端部は前記搬送コンベアの終端部に臨み、当該樋10の下端部に接続された傾斜の大きい誘導樋11の下端部が供給装置1に臨んでいる。これら樋10と誘導樋11の上方には、ビレットの飛び出しを防止する下向き樋状のカバー12,13が設けられている。
【0013】
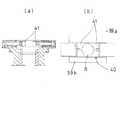
供給装置1の前記基台2上部に固設したブラケット20に軸受け部材21が設けられ、該軸受け部材でシャフト25が支承されている。このシャフト25には、一対のレバー27,27が、その共通のボス部27aに内装しているテーパ型固定金具28a,28bによって固定され、該シャフト25の端部25aに回動レバー30が固着されている。この回動レバー30の先端部には、二股金具33が遊嵌されピン31で止められている。一方、上記基台2に端部支持型のエアシリンダ35が取り付けられ、このエアシリンダのピストンロッド先端部に前記二股金具33が連結されている。したがって、前記レバー27は、エアシリンダ35の伸縮によりシャフト25を中心として図1、2の如く左右に回動する。
【0014】
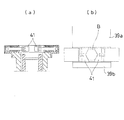
レバー27の外縁部には円弧状の受け部39a,39bが設けられ、これら受け部の間隔部にホルダ40が設けられている。ホルダ40は、ビレットが嵌り込む空間部を備え、この部分に開閉式のチャック41,41が設けられている。チャック41は、互いに対向する面がV溝状に形成され、その背面部にはロッド42が連結されている。このロッド42はエアシリンダ43に挿通されていて、その後端部にはピストン45が取り付けられている。エアシリンダ43の後端部には、前記ピストンの後側へエアを供給するエア供給口46が設けられ、外部のエア源と接続されている。また、エアシリンダ43の内部には、チャック41を後退させる方向(開方向)に付勢するスプリング48が設けられている。
【0015】
前記レバー27,27の間隔部にはシャッタ用のレバー50が設けられている。このレバー50の中間部50aは前記シャフト25に回動自在に遊嵌されていて、その下端部50bはエアシリンダ53の先端部の二股金具53aにピン53bで連結されている。したがって、エアシリンダ53を伸縮させるとシャッタ55を取り付けたレバー50が左右に回動する。
【0016】
レバー50の上部は、左右一対の側板50c,50cに分岐した二股状に形成され、その上縁部に、一対の側板50c,50cの間隔部を部分的に覆蓋するように側面視円弧状の板体からなるシャッタ55が取り付けられている(図4、5参照)。このシャッタ55の下側は空洞部57となっていて、レバー50の分岐部の基部には、前記空洞部57の下方に位置する傾斜案内面50dが形成されている。また、この傾斜案内面50dの先端部には、該傾斜案内面上を滑落してくるビレットを受け取って所定の位置まで滑落させる傾斜樋状のバイパスシュート54が設けられている。上記傾斜案内面50dとバイパスシュート54は、落下したビレットを所定の排出場所に案内するバイパスラインを形成する。
【0017】
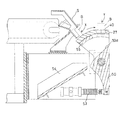
次に、このビレット供給装置1の動作について説明する。搬入シュートSからのビレットBの滑落を待機している初期状態では、エアシリンダ35が収縮していて、図5に示すように、レバー27が同図の左側に回動しホルダ40が搬入シュートSの出口に臨むビレット受入位置Xに位置している。また、シャッタ用のエアシリンダ53は伸長してレバー50がその回動範囲の左端位置に位置し、シャッタ55がホルダ40の底部を遮蔽している。
【0018】
この状態で、搬送コンベアCによって搬送されてきたビレットBは、搬入シュートSの樋10から誘導樋11を自重で滑動し、供給装置1のホルダ40内に落下供給される。このとき、ホルダ40の底部はシャッタ55で覆われているのでビレットが下方へ落下することはない。ホルダ40内にビレットが嵌り込むと、チャック装置のエアシリンダ43にエアが供給され、チャック41,41が前進してビレットを挟持する。
【0019】
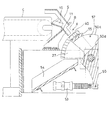
次に、図2、6に示すように、エアシリンダ35が伸長し、レバー27が図の右向きに回動して、ホルダ40が引き渡し位置(トランスファ装置の受入位置)Yに移動する。この位置で、トランスファ装置のチャックがホルダのビレットをつかみ、ホルダのチャック41,41が開いて該ビレットが自動プレスのトランスファ装置に引き渡される。引き渡されたビレットは自動プレスの金型に供給され加工される。上記引き渡しが終了すると、チャック41,41が開いたままレバー27が図6の左向きに回動し、ホルダ40が図5に示す通り元のビレット受入位置Xまで復帰する。
【0020】
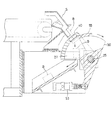
上記ビレットの受け入れ時において、自動プレスに何らかの異常が生じた時は、エアシリンダ53が収縮してレバー50が図7に示すように右向きに回動し、シャッタ55をホルダ40の直下部から右側へ移動させる。このため、ホルダ40の底板がなくなり、搬入シュートから落下してきたビレットBがそのまま下方へ落下して傾斜案内面50d、バイパスシュート54を通って外部へ排出される。この結果、停止している自動プレスにビレットが無理やり供給される事故が避けられるのである。
【0021】
また、ビレット受入時には正常であったが、引き渡し位置Yにビレットを運んだ時に自動プレスに異常が発生した時は、図8に示すように、トランスファ装置がビレットを受け取る前にホルダのチャック41,41が開く。この時、エアシリンダ53は伸長しており、シャッタ55は受入位置Xに残留したままで、ホルダの底板が解放された状態となっているため、ホルダ内のビレットは下方へ落下し、外部へ排出される。
【0022】
このように、後続の工程に異常が発生し、後続装置が停止した時は、該装置に供給されるべきビレットをバイパスラインを通して外部に排出するので、停止した装置にビレットが次々と供給されることによるトラブルが避けられるのである。なお、上記エアシリンダ35、53、チャック41等の動作は自動制御されていて、後続の装置である自動プレスの停止に連動してビレット排出操作を行うようになっているが、異常発生時におけるビレットの排出を手動によるスイッチ操作で行うようにしてもよいことは言うまでもない。
【0023】
【発明の効果】
以上の説明から明らかなように、本発明に係るビレット供給装置は、常時は自動的にビレットを受け取って後続の装置に供給することができると共に、後続の装置に何らかの異常が発生した時は、シャッタとチャックとの協働作用によって受け入れたビレットを後続装置に供給せず、別のラインを通して外部に排出することができるので、後続装置の異常にうまく対応し、余計なトラブルを避けることが可能となった。なお、異常の説明では被加工材であるビレットを自動プレスに供給する装置として説明したが、このビレット供給装置を他の物品の移送装置や供給装置として使用できることは言うまでもない。
【図面の簡単な説明】
【図1】ビレット供給装置の正面図である。
【図2】ホルダが引き渡し位置に移動した状態におけるその正面図である。
【図3】図2におけるF−F矢視図である。
【図4】図2におけるG−G矢視で表わした側部断面図である。
【図5】受入状態における動作の説明図である。
【図6】引き渡し状態における動作の説明図である。
【図7】異常発生時における動作の説明図である。
【図8】異常発生時における動作の説明図である。
【図9】チャックの開状態における断面図(a)及び平面図(b)である。
【図10】チャックの閉状態における断面図(a)及び平面図(b)である。
【図11】チャックの斜視図である。
【符号の説明】
1 ビレット供給装置
2 基台
20 ブラケット
25 シャフト
27 レバー
30 回動レバー
35 エアシリンダ(ホルダ移動装置)
40 ホルダ
50 レバー
53 エアシリンダ(シャッタ駆動装置)
55 シャッタ
B ビレット
S 搬入シュート
C コンベア
Claims (3)
- 搬送コンベアの終端部に設けられた搬入シュ―トから滑落してくるビレットを受け取って鍛造プレスに送りこむビレット供給装置において、前記搬入シュ―トから滑落してくるビレットを受け入れるホルダの底部に、該ビレットが下方へ落下しないように受け止める開閉自在なシャッタを設けるとともに、前記ホルダをビレット受入位置から所定の引き渡し位置まで移動させるホルダ移動装置と、前記シャッタを正常時は閉じた状態に保ち、異常時には開いてビレットを下方に排出するように駆動するシャッタ駆動装置とを設けて、前記受入位置と引き渡し位置のいずれにおいてもホルダのビレットを下方へ排出可能としたことを特徴とするビレット供給装置。
- 前記シャッタの下側に、該シャッタが開いたとき落下するビレットを所定の位置まで導くバイパスが設けられている請求項1に記載のビレット供給装置。
- 前記ホルダにエアシリンダで開閉されるチャックが設けられている請求項1または2に記載のビレット供給装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP27873199A JP3817618B2 (ja) | 1999-09-30 | 1999-09-30 | ビレット供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP27873199A JP3817618B2 (ja) | 1999-09-30 | 1999-09-30 | ビレット供給装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001105094A JP2001105094A (ja) | 2001-04-17 |
| JP3817618B2 true JP3817618B2 (ja) | 2006-09-06 |
Family
ID=17601428
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP27873199A Expired - Fee Related JP3817618B2 (ja) | 1999-09-30 | 1999-09-30 | ビレット供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3817618B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107757090A (zh) * | 2016-08-16 | 2018-03-06 | 博罗承创精密工业有限公司 | 一种自动刷墨机 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104128555A (zh) * | 2014-07-24 | 2014-11-05 | 江苏利普机械有限公司 | 一种热模锻生产线自动倒料装置 |
| KR102031890B1 (ko) * | 2019-05-27 | 2019-10-14 | 장재천 | 서보모터를 이용한 빌렛 로더 및 빌렛 로딩 설비 |
| KR102044447B1 (ko) * | 2019-05-27 | 2019-11-13 | 장재천 | 유압실린더를 이용한 빌렛 로더 및 빌렛 로딩 설비 |
-
1999
- 1999-09-30 JP JP27873199A patent/JP3817618B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107757090A (zh) * | 2016-08-16 | 2018-03-06 | 博罗承创精密工业有限公司 | 一种自动刷墨机 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001105094A (ja) | 2001-04-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11121516B2 (en) | Crimping machine | |
| US10537932B2 (en) | Transport method for transferring workpieces | |
| US10376954B2 (en) | Method and device for automatic replacement of a discharge shell on a sliding closure of a metallurgical vessel | |
| US5647725A (en) | Method for preparing a sheet stack for processing in a sheet-processing machine | |
| JP3817618B2 (ja) | ビレット供給装置 | |
| KR20140126284A (ko) | 봉재의 옮김 방법 및 반송 장치 | |
| JPH0232847A (ja) | 2つの印刷ユニットを持つオフセット印刷機 | |
| JP4361656B2 (ja) | 印刷サンプル取出し装置 | |
| GB2181117A (en) | Method for handling reels in a web-fed rotary printing press | |
| US20190134694A1 (en) | Transport Apparatus for Transferring Workpieces in a Processing Device | |
| JP2000226221A (ja) | 主としてガラスよりなる管からシリンダ管切断品を製造する方法、及び、この方法を実施する装置 | |
| JP3892267B2 (ja) | ワーク排出装置 | |
| CN214417960U (zh) | 一种防挂渣激光切管机 | |
| JPS6017622B2 (ja) | 工作物を受取り箇所から型鍛造プレス及びそれに類似したものの工具室における引渡し箇所に插入する装置 | |
| US3203590A (en) | Universal parts feeder | |
| US4739872A (en) | Automated parts handling apparatus | |
| JP2000153425A (ja) | 2主軸対向旋盤のワーク排出装置 | |
| US10632582B2 (en) | Method for machining workpieces and machine tool for carrying out the method | |
| JPH10216894A (ja) | 素材分離装置 | |
| JPH0754288A (ja) | ビードラッピング機 | |
| US7229397B2 (en) | Tool changing device for a machine tool and method for changing tools on a machine tool | |
| JP2885501B2 (ja) | 缶蓋の移載装置 | |
| CN219601923U (zh) | 一种多串缓存装管装置 | |
| JPH08323503A (ja) | 自動棒材供給機の給油方法及び装置 | |
| JP2004337962A (ja) | 素材供給装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040910 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040921 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041019 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050607 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050707 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060522 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3817618 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120623 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120623 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130623 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |