JP3808564B2 - 高温レールの冷却方法 - Google Patents
高温レールの冷却方法 Download PDFInfo
- Publication number
- JP3808564B2 JP3808564B2 JP29026796A JP29026796A JP3808564B2 JP 3808564 B2 JP3808564 B2 JP 3808564B2 JP 29026796 A JP29026796 A JP 29026796A JP 29026796 A JP29026796 A JP 29026796A JP 3808564 B2 JP3808564 B2 JP 3808564B2
- Authority
- JP
- Japan
- Prior art keywords
- rail
- cooling
- head
- temperature
- sole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Metal Rolling (AREA)
- Heat Treatment Of Articles (AREA)
Description
【0001】
【発明の属する技術分野】
この発明は、熱間圧延された直後の高温のレール、または、熱間圧延後、熱処理のためにオーステナイト域温度以上に加熱された高温のレールに対し、その頭部を微細なパーライト組織とするために、空気または水などの冷却媒体によって強制冷却する、高温レールの冷却方法に関するものである。
【0002】
【従来の技術】
レール頭部を微細なパーライト組織となし、その耐摩耗性および靱性を高めるために、熱間圧延された直後の高温のレール、または、熱間圧延後、熱処理のためにオーステナイト域温度以上の温度に加熱された高温のレールに対し、熱処理(SQ)装置において、クランプで拘束した状態で、その頭部を空気または水などの冷却媒体により強制冷却する熱処理(SQ)を施すことが行われている。
【0003】
レール頭部を微細なパーライト組織にするという材質上の観点からは、レール頭部のみを強制冷却すればよいのであるが、レール頭部のみを強制冷却したのでは、レール上下が非対称な温度域になる結果、冷却終了後、レールのクランプを外したときに、レール内部に存在する応力によって、レールに大きな曲がりが発生する問題が生ずる。
【0004】
このような問題を防止するために、例えば、特開昭61−60827号公報や特開昭63−114923号公報には、図1に示す如く、レール1の頭部1a側に設けられた上部ヘッダー2およびレール1の足裏部1b側に設けられた下部ヘッダー3から噴射される冷却媒体によって、レール1の頭部1aおよび足裏部1bを同時に強制冷却する方法(以下、先行技術という)が開示されている。
【0005】
【発明が解決しようとする課題】
先行技術によれば、レール頭部のみを冷却した場合に比べて、冷却後の残留曲がりを小さくすることができる。しかしながら、下部ヘッダー3によるレール足裏部1bの冷却が強すぎると、レール足部の冷却速度が速くなり、レール足部の硬度が規定値(Hv:410)よりも高くなる問題が生ずる。
【0006】
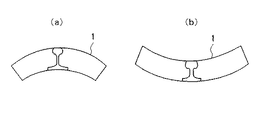
そのために、レール足裏部1bの冷却には限度があり、冷却面積の広いレール頭部1a側の方が、足裏部1bよりも冷却用空気の噴射量が多く、しかも、冷却される体積が大きいので、空気による強制冷却後、レール全体が図2(a) に示すような下曲がりになる傾向が強い。その結果、形状矯正のためのプレス工程が必要になり、生産能率を阻害する上、コスト高となる問題が生ずる。
【0007】
先行技術のような、レール1の頭部1aおよび足裏部1bを同時に冷却する方法では、レール足部の硬度を規定値(Hv:410)以下に抑え、しかも、冷却後にレールに曲がりが生じないようにすることは困難である。
【0008】
従って、この発明の目的は、上述した問題を解決し、レール頭部を微細なパーライト組織とし、その耐摩耗性および靱性を高めるために、熱間圧延された直後の高温のレール、または、熱間圧延後、熱処理のためにオーステナイト域温度以上に加熱された高温のレールを、冷却媒体により強制冷却するに際し、レールに曲がりの生ずることがなく、しかも、規定値を満足する硬度が得られる高温レールの冷却方法を提供することにある。
【0009】
この発明は、オーステナイト域温度以上に加熱された高温のレールをクランプで固定し、その足裏部のみを冷却媒体によって所定時間強制冷却した後、その頭部に対する冷却媒体による強制冷却を開始し、前記レールの頭部および足裏部の両方の冷却を、レール頭部の変態が終了するまで行い、かくして、前記レールに曲がりが生ずることなくレール頭部を微細なパーライト組織とし且つレール足部の硬度を規定値以下に抑えることに特徴を有するものである。
【0010】
【発明の実施の形態】
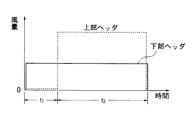
この発明においては、オーステナイト域の温度以上に加熱された高温のレールを、曲がり拘束用のクランプで固定し、図1に示すように、その足裏部1b側に設けられた下部ヘッダー3から噴射される空気や水などの冷却媒体によって、レール1の足裏部1bを図3に示す一定時間(t1)冷却する。
【0011】
次いで、レール足裏部1bと共に、レール頭部1a側に設けられた上部ヘッダー2によるレール頭部1aの矯正冷却を開始し、頭部1aおよび足裏部1bの両方の冷却を、図3に示すように、頭部の変態が終了するまでの時間(t2)行って、レール頭部1aの組織を微細なパーライト組織にする。そしてその後、レールの曲がり拘束用クランプを外す。
【0012】
この発明において、レール頭部の温度とレール足部の温度とがほぼ等しくなるように、レール頭部1aおよびレール足裏部1bの両方の冷却を行う前に、レール足裏部1bの冷却を一定時間(t1)行うことが重要である。レール足裏部1bを空気で強制冷却する場合の冷却時間(t1)は、15〜40秒位が適当であり、これによって、レールの曲がりを100mm以下に抑えることができる。
【0013】
レール頭部1aおよびレール足裏部1bの両方の冷却を行う前に、上述したレール足裏部1bの冷却を行わない場合には、冷却媒体による強制冷却終了時にレール頭部1aの温度が高くなり、その後自然放冷が進行するに従って、図2(b) に示すような上曲がりが発生する。
【0014】
【実施例】
〔実施例1〕
次に、この発明を実施例により説明する。900℃で熱間圧延を終了した長尺のレールを25mの長さに分割し、このように分割されたレール1を熱処理(SQ)装置に装入し、曲がりを拘束するためのクランプによってこれを固定した。
【0015】
次いで、レール頭部1aの温度が780℃の状態から、図1に示す下部ヘッダー3より噴射される冷却媒体としての空気により、図3に示す冷却時間(t1)を30秒に設定し、レール足裏部1bに対する冷却を開始した。
【0016】
次いで、レール頭部1a側に設けられた上部ヘッダー2によって、レール足裏部1bと共にレール頭部1aの冷却を開始し、頭部1aおよび足裏部1bの両方を、図3に示す冷却時間(t2)を150秒に設定して強制冷却した。次いで、上部ヘッダー2および下部ヘッダー3からの空気噴射を停止し、そして、レール1をクランプから外して熱処理(SQ)装置からレールを搬出した後、冷却床においてレール1を自然放冷した。
【0017】
このようにして冷却後の、25mレールの曲がりを測定した結果、曲がり(h)は30mmであった。また、レール足裏部の硬さ(Hv)は373で、規定値以下であり、得られたレールの曲がりは、10m当たりの曲がり規定値10mm、25m長さに換算すると62.5mmよりも小さく、その硬さ(Hv)は、規定値410以下を十分に満足していた。
【0018】
〔比較例1〕
実施例1と同様に分割されたレール1を熱処理(SQ)装置に装入し、曲がりを拘束するためのクランプによってこれを固定した。次いで、レール頭部1aおよびレール足裏部1bの両方を、図3に示す冷却時間(t2)を150秒に設定して強制冷却した後、実施例1と同様に熱処理(SQ)装置からレールを搬出し、冷却床においてレール1を自然放冷した。
【0019】
このような条件で冷却した後の、25mレールの曲がりを測定した結果、曲がり(h)は330mmであり、規定値62.5mmを超えて大きかった。なお、レール足裏部の硬さ(Hv)は375で、規定値410以下を満足していた。
【0020】
〔比較例2〕
比較例1と同様に、レール頭部1aおよびレール足裏部1bの両方を、図3に示す冷却時間(t2)を150秒に設定して強制冷却した。但し、このときのレール足裏部1bに対する冷却用空気の流量を、比較例1の3倍とした。
【0021】
このような条件で冷却した後の、25mレールの曲がりを測定した結果、曲がり(h)は60mmであり、規定値62.5mmより小さかった。しかし、レール足裏部の硬さ(Hv)は412となり、規定値410を超えていた。
【0022】
〔比較例3〕
比較例1と同様に、レール頭部1aおよびレール足裏部1bの両方を、図3に示す冷却時間(t2)を250秒に設定して強制冷却した。このときのレール頭部1aおよびレール足裏部1bに対する冷却用空気の流量は比較例1の場合と同様とした。
【0023】
このような条件で冷却した後の、25mレールの曲がりを測定した結果、曲がり(h)は40mmであり、規定値62.5mmより小さく、また、レール足裏部の硬さ(Hv)は376で、規定値410以下であった。しかしながら、熱処理(SQ)装置における処理時間が、実施例1の場合に比べて70秒多く必要になったため生産性が低下した。
【0024】
【発明の効果】
以上述べたように、この発明の方法によれば、レール頭部を微細なパーライト組織とするために、高温レールをクランプしその頭部を強制冷却するに先立って、レール足裏部のみを所定時間強制冷却することにより、クランプ拘束解除後のレールに生ずる曲がりは極めて小さく、また、その後の放冷過程における曲がりも殆ど発生せず、しかも、規定値を満足する硬度が得られ、形状矯正のためのプレス工程が不要になり、生産性も低下することがない等、多くの工業上有用な効果がもたらされる。
【図面の簡単な説明】
【図1】この発明の方法で使用されるレール冷却用ヘッダーの配置図である。
【図2】レールの下曲がりおよび上曲がり状態を示す説明図である。
【図3】レール冷却用空気流量の時間的変化を示す図である。
【符号の説明】
1 レール
1a レール頭部
1b レール足裏部
2 上部ヘッダー
3 下部ヘッダー
4 仕上圧延機
【発明の属する技術分野】
この発明は、熱間圧延された直後の高温のレール、または、熱間圧延後、熱処理のためにオーステナイト域温度以上に加熱された高温のレールに対し、その頭部を微細なパーライト組織とするために、空気または水などの冷却媒体によって強制冷却する、高温レールの冷却方法に関するものである。
【0002】
【従来の技術】
レール頭部を微細なパーライト組織となし、その耐摩耗性および靱性を高めるために、熱間圧延された直後の高温のレール、または、熱間圧延後、熱処理のためにオーステナイト域温度以上の温度に加熱された高温のレールに対し、熱処理(SQ)装置において、クランプで拘束した状態で、その頭部を空気または水などの冷却媒体により強制冷却する熱処理(SQ)を施すことが行われている。
【0003】
レール頭部を微細なパーライト組織にするという材質上の観点からは、レール頭部のみを強制冷却すればよいのであるが、レール頭部のみを強制冷却したのでは、レール上下が非対称な温度域になる結果、冷却終了後、レールのクランプを外したときに、レール内部に存在する応力によって、レールに大きな曲がりが発生する問題が生ずる。
【0004】
このような問題を防止するために、例えば、特開昭61−60827号公報や特開昭63−114923号公報には、図1に示す如く、レール1の頭部1a側に設けられた上部ヘッダー2およびレール1の足裏部1b側に設けられた下部ヘッダー3から噴射される冷却媒体によって、レール1の頭部1aおよび足裏部1bを同時に強制冷却する方法(以下、先行技術という)が開示されている。
【0005】
【発明が解決しようとする課題】
先行技術によれば、レール頭部のみを冷却した場合に比べて、冷却後の残留曲がりを小さくすることができる。しかしながら、下部ヘッダー3によるレール足裏部1bの冷却が強すぎると、レール足部の冷却速度が速くなり、レール足部の硬度が規定値(Hv:410)よりも高くなる問題が生ずる。
【0006】
そのために、レール足裏部1bの冷却には限度があり、冷却面積の広いレール頭部1a側の方が、足裏部1bよりも冷却用空気の噴射量が多く、しかも、冷却される体積が大きいので、空気による強制冷却後、レール全体が図2(a) に示すような下曲がりになる傾向が強い。その結果、形状矯正のためのプレス工程が必要になり、生産能率を阻害する上、コスト高となる問題が生ずる。
【0007】
先行技術のような、レール1の頭部1aおよび足裏部1bを同時に冷却する方法では、レール足部の硬度を規定値(Hv:410)以下に抑え、しかも、冷却後にレールに曲がりが生じないようにすることは困難である。
【0008】
従って、この発明の目的は、上述した問題を解決し、レール頭部を微細なパーライト組織とし、その耐摩耗性および靱性を高めるために、熱間圧延された直後の高温のレール、または、熱間圧延後、熱処理のためにオーステナイト域温度以上に加熱された高温のレールを、冷却媒体により強制冷却するに際し、レールに曲がりの生ずることがなく、しかも、規定値を満足する硬度が得られる高温レールの冷却方法を提供することにある。
【0009】
この発明は、オーステナイト域温度以上に加熱された高温のレールをクランプで固定し、その足裏部のみを冷却媒体によって所定時間強制冷却した後、その頭部に対する冷却媒体による強制冷却を開始し、前記レールの頭部および足裏部の両方の冷却を、レール頭部の変態が終了するまで行い、かくして、前記レールに曲がりが生ずることなくレール頭部を微細なパーライト組織とし且つレール足部の硬度を規定値以下に抑えることに特徴を有するものである。
【0010】
【発明の実施の形態】
この発明においては、オーステナイト域の温度以上に加熱された高温のレールを、曲がり拘束用のクランプで固定し、図1に示すように、その足裏部1b側に設けられた下部ヘッダー3から噴射される空気や水などの冷却媒体によって、レール1の足裏部1bを図3に示す一定時間(t1)冷却する。
【0011】
次いで、レール足裏部1bと共に、レール頭部1a側に設けられた上部ヘッダー2によるレール頭部1aの矯正冷却を開始し、頭部1aおよび足裏部1bの両方の冷却を、図3に示すように、頭部の変態が終了するまでの時間(t2)行って、レール頭部1aの組織を微細なパーライト組織にする。そしてその後、レールの曲がり拘束用クランプを外す。
【0012】
この発明において、レール頭部の温度とレール足部の温度とがほぼ等しくなるように、レール頭部1aおよびレール足裏部1bの両方の冷却を行う前に、レール足裏部1bの冷却を一定時間(t1)行うことが重要である。レール足裏部1bを空気で強制冷却する場合の冷却時間(t1)は、15〜40秒位が適当であり、これによって、レールの曲がりを100mm以下に抑えることができる。
【0013】
レール頭部1aおよびレール足裏部1bの両方の冷却を行う前に、上述したレール足裏部1bの冷却を行わない場合には、冷却媒体による強制冷却終了時にレール頭部1aの温度が高くなり、その後自然放冷が進行するに従って、図2(b) に示すような上曲がりが発生する。
【0014】
【実施例】
〔実施例1〕
次に、この発明を実施例により説明する。900℃で熱間圧延を終了した長尺のレールを25mの長さに分割し、このように分割されたレール1を熱処理(SQ)装置に装入し、曲がりを拘束するためのクランプによってこれを固定した。
【0015】
次いで、レール頭部1aの温度が780℃の状態から、図1に示す下部ヘッダー3より噴射される冷却媒体としての空気により、図3に示す冷却時間(t1)を30秒に設定し、レール足裏部1bに対する冷却を開始した。
【0016】
次いで、レール頭部1a側に設けられた上部ヘッダー2によって、レール足裏部1bと共にレール頭部1aの冷却を開始し、頭部1aおよび足裏部1bの両方を、図3に示す冷却時間(t2)を150秒に設定して強制冷却した。次いで、上部ヘッダー2および下部ヘッダー3からの空気噴射を停止し、そして、レール1をクランプから外して熱処理(SQ)装置からレールを搬出した後、冷却床においてレール1を自然放冷した。
【0017】
このようにして冷却後の、25mレールの曲がりを測定した結果、曲がり(h)は30mmであった。また、レール足裏部の硬さ(Hv)は373で、規定値以下であり、得られたレールの曲がりは、10m当たりの曲がり規定値10mm、25m長さに換算すると62.5mmよりも小さく、その硬さ(Hv)は、規定値410以下を十分に満足していた。
【0018】
〔比較例1〕
実施例1と同様に分割されたレール1を熱処理(SQ)装置に装入し、曲がりを拘束するためのクランプによってこれを固定した。次いで、レール頭部1aおよびレール足裏部1bの両方を、図3に示す冷却時間(t2)を150秒に設定して強制冷却した後、実施例1と同様に熱処理(SQ)装置からレールを搬出し、冷却床においてレール1を自然放冷した。
【0019】
このような条件で冷却した後の、25mレールの曲がりを測定した結果、曲がり(h)は330mmであり、規定値62.5mmを超えて大きかった。なお、レール足裏部の硬さ(Hv)は375で、規定値410以下を満足していた。
【0020】
〔比較例2〕
比較例1と同様に、レール頭部1aおよびレール足裏部1bの両方を、図3に示す冷却時間(t2)を150秒に設定して強制冷却した。但し、このときのレール足裏部1bに対する冷却用空気の流量を、比較例1の3倍とした。
【0021】
このような条件で冷却した後の、25mレールの曲がりを測定した結果、曲がり(h)は60mmであり、規定値62.5mmより小さかった。しかし、レール足裏部の硬さ(Hv)は412となり、規定値410を超えていた。
【0022】
〔比較例3〕
比較例1と同様に、レール頭部1aおよびレール足裏部1bの両方を、図3に示す冷却時間(t2)を250秒に設定して強制冷却した。このときのレール頭部1aおよびレール足裏部1bに対する冷却用空気の流量は比較例1の場合と同様とした。
【0023】
このような条件で冷却した後の、25mレールの曲がりを測定した結果、曲がり(h)は40mmであり、規定値62.5mmより小さく、また、レール足裏部の硬さ(Hv)は376で、規定値410以下であった。しかしながら、熱処理(SQ)装置における処理時間が、実施例1の場合に比べて70秒多く必要になったため生産性が低下した。
【0024】
【発明の効果】
以上述べたように、この発明の方法によれば、レール頭部を微細なパーライト組織とするために、高温レールをクランプしその頭部を強制冷却するに先立って、レール足裏部のみを所定時間強制冷却することにより、クランプ拘束解除後のレールに生ずる曲がりは極めて小さく、また、その後の放冷過程における曲がりも殆ど発生せず、しかも、規定値を満足する硬度が得られ、形状矯正のためのプレス工程が不要になり、生産性も低下することがない等、多くの工業上有用な効果がもたらされる。
【図面の簡単な説明】
【図1】この発明の方法で使用されるレール冷却用ヘッダーの配置図である。
【図2】レールの下曲がりおよび上曲がり状態を示す説明図である。
【図3】レール冷却用空気流量の時間的変化を示す図である。
【符号の説明】
1 レール
1a レール頭部
1b レール足裏部
2 上部ヘッダー
3 下部ヘッダー
4 仕上圧延機
Claims (1)
- オーステナイト域温度以上に加熱された高温のレールをクランプで固定し、その足裏部のみを冷却媒体によって所定時間強制冷却した後、その頭部に対する冷却媒体による強制冷却を開始し、前記レールの頭部および足裏部の両方の冷却を、レール頭部の変態が終了するまで行い、かくして、前記レールに曲がりが生ずることなくレール頭部を微細なパーライト組織とし且つレール足部の硬度を規定値以下に抑えることを特徴とする、高温レールの冷却方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP29026796A JP3808564B2 (ja) | 1996-10-31 | 1996-10-31 | 高温レールの冷却方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP29026796A JP3808564B2 (ja) | 1996-10-31 | 1996-10-31 | 高温レールの冷却方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10130730A JPH10130730A (ja) | 1998-05-19 |
| JP3808564B2 true JP3808564B2 (ja) | 2006-08-16 |
Family
ID=17753934
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP29026796A Expired - Fee Related JP3808564B2 (ja) | 1996-10-31 | 1996-10-31 | 高温レールの冷却方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3808564B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL1711638T3 (pl) * | 2004-01-09 | 2010-01-29 | Nippon Steel Corp | Sposób wytwarzania szyny |
| WO2013114600A1 (ja) | 2012-02-02 | 2013-08-08 | Jfeスチール株式会社 | レール冷却方法およびレール冷却装置 |
| BR112014019030B1 (pt) | 2012-02-06 | 2022-09-20 | Jfe Steel Corporation | Método de resfriamento de trilhos |
| CN116814933B (zh) * | 2023-06-29 | 2026-04-07 | 武汉钢铁有限公司 | 一种非对称大断面钢轨热处理过程中侧面弯曲的控制方法 |
-
1996
- 1996-10-31 JP JP29026796A patent/JP3808564B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10130730A (ja) | 1998-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH09225607A (ja) | 鋼の連続鋳造方法 | |
| CN1054884C (zh) | 生产热轧宽带钢的方法和设备 | |
| JP3808564B2 (ja) | 高温レールの冷却方法 | |
| JP2004510048A5 (ja) | ||
| JP3463550B2 (ja) | 連続鋳造鋳片の表面割れ防止方法 | |
| JPH1085823A (ja) | 高温レールの冷却方法 | |
| JP2000233266A (ja) | 表面性状の良好な鋼板の製造方法 | |
| JP4415735B2 (ja) | 高温レールの冷却方法 | |
| JPS6234802B2 (ja) | ||
| JPS63168260A (ja) | 連続鋳造片の熱間加工法 | |
| JPH10244301A (ja) | 熱間圧延設備及び熱間圧延方法 | |
| JPS5931824A (ja) | レ−ルの冷却方法 | |
| JP2001137901A (ja) | 連続鋳造鋳片のホットチャージ圧延方法 | |
| JP5849984B2 (ja) | レールの製造方法 | |
| JPS58164731A (ja) | 線材の直接熱処理方法 | |
| JPS5942731B2 (ja) | 電縫鋼管溶接熱影響部の靭性改良方法 | |
| RU2058998C1 (ru) | Способ термической обработки рельсов | |
| JPS6221049B2 (ja) | ||
| JP2672227B2 (ja) | エンドレス圧延用加熱炉のバッファ長決定方法及び加熱炉 | |
| JP2002307101A (ja) | 連続鋳造鋼塊の分塊圧延方法 | |
| JPH07238322A (ja) | 鋼片の表面割れ防止法 | |
| JPS624818A (ja) | マルテンサイト系ステンレス鋼鋼片の製造法 | |
| JPS63303010A (ja) | レ−ルの加熱方法 | |
| JPS6336901A (ja) | 鋼塊の分塊圧延方法 | |
| JPS63310919A (ja) | レ−ルの加熱方法及びその設備 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060518 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |