JP3751965B2 - ポリオレフィン系多層シュリンクフィルム - Google Patents
ポリオレフィン系多層シュリンクフィルム Download PDFInfo
- Publication number
- JP3751965B2 JP3751965B2 JP2003382087A JP2003382087A JP3751965B2 JP 3751965 B2 JP3751965 B2 JP 3751965B2 JP 2003382087 A JP2003382087 A JP 2003382087A JP 2003382087 A JP2003382087 A JP 2003382087A JP 3751965 B2 JP3751965 B2 JP 3751965B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- shrink film
- inner layer
- multilayer shrink
- finish
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Landscapes
- Laminated Bodies (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Description
これらポリオレフィン系多層シュリンクフィルムは、低温収縮性と耐熱性に優れているため、美麗な収縮包装仕上がりが得られると共に、耐衝撃性、耐引裂性も比較的高いという特徴を有している。しかしながら、腰強度と低温収縮性の両立という点では満足できるものではなく、一方の特性を向上しようとすると、もう一方の特性が低下してしまうため、優れた高速包装機適性を有し、且つ優れた収縮包装仕上がり性を併せ持つ特性が得られにくいという問題点があった。
即ち、本発明は、
(1)示差走査熱量計(以下DSCと記す)によって測定される融解ピーク温度が135〜165℃、メルトフローレート(以下MFRと記す、測定温度230℃、荷重2.16kgf)が1.0〜10.0g/10分であるポリプロピレン系樹脂(A)からなる両表面層(X)と、DSCによって測定される融解ピーク温度が110〜135℃であり、
メタロセン触媒によって重合された結晶性プロピレン−α−オレフィンランダム共重合体
(B;以下、メタロセンPPと記す)を主体とする内部層(Y)と、23℃における密度が0.900〜0.940g/cm3のポリエチレン系樹脂(C)を主体とする内部層(Z)とを有し、内部層(Y)、内部層(Z)の厚みが各々全体の10%以上、両表面層の厚みが各々1μm以上で、縦横それぞれ3倍以上に延伸した、少なくとも4層以上からなるポリオレフィン系多層シュリンクフィルム、
(2)内部層(Y)の厚みが全体の45%以下である、上記(1)記載のポリオレフィン系多層シュリンクフィルム、
(3)ポリプロピレン系樹脂(A)が、結晶性プロピレン−α−オレフィンランダム共重合体である、上記(1)乃至(2)記載のポリオレフィン系多層シュリンクフィルム、
(4)ポリエチレン系樹脂(C)が、直鎖状低密度ポリエチレンである、上記(1)乃至(3)のいずれか一に記載のポリオレフィン系多層シュリンクフィルム、
(5)ポリプロピレン系樹脂(A)の融解ピーク温度(Tma)とメタロセンPP(B)の融解ピーク温度(Tmb)との差(Tma−Tmb)が10℃以上である、上記(1)乃至(4)のいずれか一に記載のポリオレフィン系多層シュリンクフィルム、
(6)ポリオレフィン系多層シュリンクフィルムが、下記特性(1)、(2)を同時に満足するものである、上記(1)乃至(5)のいずれか一に記載のポリオレフィン系多層シュリンクフィルム、
特性(1):MD、TD引張弾性率がそれぞれ0.80GPa以上。
特性(2):100℃におけるMD、TD熱収縮率の平均値が25%以上。
を提供するものである。
本発明において、両表面層(X)に用いられるポリプロピレン系樹脂(A)は、DSCによって測定される融解ピーク温度が135〜165℃、MFRが1.0〜10.0g/10分の範囲のもので、ポリプロピレン単独重合体、プロピレンとα−オレフィンの共重合体、例えばプロピレン−エチレン、プロピレン−ブテン共重合体等、及びプロピレン−エチレン−ブテン3元共重合体の中から選ばれる少なくとも1種以上からなり、主に耐熱性、腰強度を付与する作用を成す。これらの内、耐熱性、腰強度と熱収縮特性のバランスを考慮して、結晶性プロピレン−α−オレフィンランダム共重合体が好適に用いられる。
ポリプロピレン系樹脂(A)の融解ピーク温度が135℃未満では耐熱性が低いため好ましくなく、165℃を超えると低温収縮性が低下するため好ましくない。また、MFRが1.0g/10分未満では、溶融押出時のモーター負荷が高くなる等の問題点があり、10.0g/10分を超えると溶断シール性が低下するため好ましくない。
メタロセンPP(B)は、融解ピーク温度が110〜135℃の範囲のものであり、110℃未満では多層フィルム全体としての耐熱性が低くなるため好ましくなく、135℃を超えると低温収縮性が低下するため好ましくない。MFR(測定温度230℃、荷重2.16kgf)は、0.5〜10.0g/10分のものが好適に用いられる。0.5g/10分未満では溶融押出時のモーター負荷が高くなる等の問題点があり、10.0g/10分を超えると多層フィルム全体としての耐熱性が低くなるため好ましくない。
本発明に用いられるメタロセンPP(B)は、高腰強度、低温収縮性等の特性を有しており、ポリプロピレン系樹脂を両表面層に、ポリエチレン系樹脂を内部層に用いたポリオレフィン系多層シュリンクフィルムの内部層に用いることで高速包装機適性、且つ、収縮包装仕上がり性を向上させる作用を成すことができる。
ポリエチレン系樹脂(C)の密度が0.900g/cm3未満では引張破断強度が低下するため好ましくなく、0.940g/cm3を超えると低温収縮性が低下するため好ましくない。また、MFR(測定温度190℃、荷重2.16kgf)は、0.3〜5.0g/10分のものが好適に用いられる。0.3g/10分未満では押出時のモーター負荷が高くなる等の問題点があり、5.0g/10分を超えると延伸安定性が低下するため好ましくない。
特性(1):MD、TD引張弾性率がそれぞれ0.80GPa以上。
特性(2):100℃におけるMD、TD熱収縮率の平均値が25%以上。
特性(1)、(2)を同時に満足しないものは、高速包装機適性、収縮包装仕上がり性の両立レベルが低いため、好ましくない。
まず、ポリプロピレン系樹脂(A)を両表面層、メタロセンPP(B)を主体とする樹脂組成物を中間層、ポリエチレン系樹脂(C)を主体とする樹脂組成物を芯層となるように、5台の押出機により溶融混練し、5層環状ダイより環状に共押出し、延伸することなく一旦急冷固化してチューブ状未延伸フィルムを作製する。
得られたチューブ状未延伸フィルムを、例えば図1で示すようなチューブラー延伸装置に供給し、高度の配向可能な温度範囲、例えば芯層樹脂の融点以下10℃よりも低い温度で、好ましくは融点以下15℃よりも低い温度でチューブ内部にガス圧を適用して膨張延伸により同時二軸配向を起こさせる。延伸倍率は必ずしも縦横同一でなくともよいが、優れた強度、収縮率等の物性を得るためには縦横何れの方向にも3倍以上に延伸するのが好ましい。
延伸装置から取り出したフィルムは、希望によりアニーリングすることができ、このアニーリングにより保存中の自然収縮を抑制することができる。
なお、本実施例の中で示した各物性測定は以下の方法によった。
1.フィルム厚み:JIS−Z1709に準じて測定した。
2.厚み比:フィルムの断面を顕微鏡で観察することにより測定した。
3.ヘイズ:JIS−K7105に準じて測定した。
4.グロス(60°):JIS−Z7105に準じて測定した。
5.引張弾性率:JIS−Z7127に準じて測定した。
6.100℃熱収縮率:縦横それぞれ100mmの正方形に切り取ったフィルムを100℃のグリセリン浴中に10秒間浸漬した後、水中で急冷し、縦横それぞれの長さを測定し、数1によりMD、TDの熱収縮率を算出した。
8.輸送テスト:市販の缶詰3個を集積包装し、段ボールケースに集積包装体20個を詰め、熊本〜東京の往復輸送テストを実施した。開梱後、集積包装体の上部と下部を持ち、強くねじった際のノッチ部からの破袋の有無を調べ、下記の基準で評価した。
<評価基準>
○:集積包装体20個中、破袋したものが1個も無い。
×:集積包装体20個中、破袋したものが1個以上。
9.高速包装機適性:トキワ工業(株)製自動包装機(型式:NEO型、ピロー包装機)にて、カップラーメンを150個/分のスピードで包装し、フィルムの走行状態を観察した。
10.収縮包装仕上がり性:トキワ工業(株)製自動包装機(型式:NEO型、ピロー包装機)にて、カップラーメンを150個/分のスピードで包装し、フィルムヤケド2〜20℃手前の温度に設定した収縮トンネル内を3秒間滞留させ、トンネル通過後の包装サンプルの中から無作為に5つを選び、収縮包装仕上がり性を下記の基準で評価した。
<評価基準>
○:包装サンプルの平均角高さが10mm以下となるトンネル温度範囲が10℃を超える。
△:包装サンプルの平均角高さが7mm以下となるトンネル温度範囲が4〜10℃。
×:包装サンプルの平均角高さが7mm以下となるトンネル温度範囲が4℃未満。
(注:角高さとは、適度に余裕率を持たせた包装予備体を収縮トンネルで熱収縮させた後、包装体の側面にできる角状突起物の突起高さを意味する。)
表1に示すように、融解ピーク温度が145℃、MFRが2.3g/10分の特性を有するプロピレン−エチレンランダム共重合体を両表面層とし、融解ピーク温度が125℃、MFRが4.0g/10分の特性を有するメタロセンPPを中間層とし、密度が0.920g/cm3、MIが1.0g/10分の特性を有する直鎖状低密度ポリエチレンを芯層として、5台の押出機でそれぞれ130〜240℃にて溶融混練し、厚み比が1/1/4/1/1になるように各押出機の押出量を設定し、240℃に保った5層環状ダイスにより下向きに共押出した。
形成された5層構成チューブを、内側は冷却水が循環している円筒状冷却マンドレルの外表面を摺動させながら、外側は水槽を通すことにより冷却して引き取り、直径75mm、厚さ210μmの未延伸フィルムを得た。
このチューブ状未延伸フィルムを図1に示したチューブラー二軸延伸装置に導き、90〜110℃で縦横それぞれ4倍に延伸し、積層二軸延伸フィルムを得た。
次にこの延伸フィルムをチューブアニーリング装置にて75℃の熱風で縦横各々10%弛緩させた後、室温に冷却し、フィルム両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
延伸性は良好で、延伸点の上下動や延伸チューブの揺動もなく、またネッキングなどの不均一延伸状態も観察されなかった。
得られた延伸フィルムは、表1に示すように、ヘイズ、グロス、耐引裂性が良好で、引張弾性率、100℃熱収縮率も共に優れていた。ピロー包装機での包装評価では、腰が強いためにフィルムの走行性が良好で、また収縮包装仕上がり性についても、熱収縮特性が優れているために美麗な仕上がりが得られるトンネル温度範囲が広く、良好なものであった。
芯層に、実施例1と同じ直鎖状低密度ポリエチレン50重量%と、実施例1で得られたスクラップ50重量%からなる混合物を用いた以外は、実施例1と同様の方法で5層二軸延伸フィルムを得た。次にこの延伸フィルムをチューブアニーリング装置にて75℃の熱風で縦横各々10%弛緩させた後、室温に冷却し、フィルム両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
延伸性は良好で、延伸点の上下動や延伸チューブの揺動もなく、またネッキングなどの不均一延伸状態も観察されなかった。
得られた延伸フィルムは、表1に示すように、ヘイズ、グロス、耐引裂性が良好で、引張弾性率、100℃熱収縮率も共に優れていた。ピロー包装機での包装評価では、腰が強いためにフィルムの走行性が良好で、また収縮包装仕上がり性についても、熱収縮特性が優れているために美麗な仕上がりが得られるトンネル温度範囲が広く、良好なものであった。
表1に示すように、融解ピーク温度が145℃、MFRが2.3g/10分の特性を有するプロピレン−エチレンランダム共重合体を両表面層とし、密度が0.920g/cm3、MIが1.0g/10分の特性を有する直鎖状低密度ポリエチレンを中間層とし、融解ピーク温度が125℃、MFRが4.0g/10分の特性を有するメタロセンPPを芯層として、厚み比を1/1/3/1/1とした以外は、実施例1と同様な方法で5層二軸延伸フィルムを得た。次にこの延伸フィルムをチューブアニーリング装置にて75℃の熱風で縦横各々10%弛緩させた後、室温に冷却し、フィルム両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
延伸性は良好で、延伸点の上下動や延伸チューブの揺動もなく、またネッキングなどの不均一延伸状態も観察されなかった。
得られた延伸フィルムは、表1に示すように、ヘイズ、グロス、耐引裂性が良好で、引張弾性率、100℃熱収縮率も共に優れていた。ピロー包装機での包装評価では、腰が強いためにフィルムの走行性が良好で、また収縮包装仕上がり性についても、熱収縮特性が優れているために美麗な仕上がりが得られるトンネル温度範囲が広く、良好なものであった。
芯層に、実施例3と同じメタロセンPP50重量%と、実施例3で得られたスクラップ50重量%からなる混合物を用いた以外は、実施例3と同様の方法で5層二軸延伸フィルムを得た。次にこの延伸フィルムをチューブアニーリング装置にて75℃の熱風で縦横各々10%弛緩させた後、室温に冷却し、フィルム両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
延伸性は良好で、延伸点の上下動や延伸チューブの揺動もなく、またネッキングなどの不均一延伸状態も観察されなかった。
得られた延伸フィルムは、表1に示すように、ヘイズ、グロス、耐引裂性が良好で、引張弾性率、100℃熱収縮率も共に優れていた。ピロー包装機での包装評価では、腰が強いためにフィルムの走行性が良好で、また収縮包装仕上がり性についても、熱収縮特性が優れているために美麗な仕上がりが得られるトンネル温度範囲が広く、良好なものであった。
両表面層に、融解ピーク温度が136℃、MFRが2.6g/10分の特性を有するプロピレン−エチレンランダム共重合体を用いた以外は、実施例1と同様の方法で5層二軸延伸フィルムを得た。次にこの延伸フィルムをチューブアニーリング装置にて75℃の熱風で縦横各々10%弛緩させた後、室温に冷却し、フィルム両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
延伸性は良好で、延伸点の上下動や延伸チューブの揺動もなく、またネッキングなどの不均一延伸状態も観察されなかった。
得られた延伸フィルムは、表2に示すように、ヘイズ、グロス、耐引裂性が良好で、引張弾性率は実施例1〜4に比べ若干低いもの良好で、100℃熱収縮率が特に優れていた。ピロー包装機での包装評価では、フィルムの走行性が良好で、また収縮包装仕上がり性についても、熱収縮特性が優れているために美麗な仕上がりが得られるトンネル温度範囲が広く、良好なものであった。
両表面層に、融解ピーク温度が136℃、MFRが2.6g/10分の特性を有するプロピレン−エチレンランダム共重合体を用いた以外は、実施例3と同様の方法で5層二軸延伸フィルムを得た。次にこの延伸フィルムをチューブアニーリング装置にて75℃の熱風で縦横各々10%弛緩させた後、室温に冷却し、フィルム両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
延伸性は良好で、延伸点の上下動や延伸チューブの揺動もなく、またネッキングなどの不均一延伸状態も観察されなかった。
得られた延伸フィルムは、表2に示すように、ヘイズ、グロス、耐引裂性が良好で、引張弾性率は実施例1〜4に比べ若干低いもの良好で、100℃熱収縮率が特に優れていた。ピロー包装機での包装評価では、フィルムの走行性が良好で、また収縮包装仕上がり性についても、熱収縮特性が優れているために美麗な仕上がりが得られるトンネル温度範囲が広く、良好なものであった。
実施例1と同様な方法で5層二軸延伸フィルムを得た後、この延伸フィルムを75℃に設定した熱固定ロールでアニーリングして、縦横各々10%弛緩させた。アニーリング後、フィルムを室温に冷却し、フィルムの両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
得られた延伸フィルムは、表2に示すように、ヘイズ、グロス、耐引裂性が良好で、引張弾性率、100℃熱収縮率も共に優れていた。ピロー包装機での包装評価では、腰が強いためにフィルムの走行性が良好で、また収縮包装仕上がり性についても、熱収縮特性が優れているために美麗な仕上がりが得られるトンネル温度範囲が広く、良好なものであった。
実施例1と同様な方法で5層二軸延伸フィルムを得た後、この延伸フィルムをテンター装置にて75℃の熱風でアニーリングして、縦横各々10%弛緩させた。アニーリング後、フィルムを室温に冷却し、フィルムの両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
得られた延伸フィルムは、表2に示すように、ヘイズ、グロス、耐引裂性が良好で、引張弾性率、100℃熱収縮率も共に優れていた。ピロー包装機での包装評価では、腰が強いためにフィルムの走行性が良好で、また収縮包装仕上がり性についても、熱収縮特性が優れているために美麗な仕上がりが得られるトンネル温度範囲が広く、良好なものであった。
表3に示すように、融解ピーク温度が136℃、MFRが2.6g/10分の特性を有するプロピレン−エチレンランダム共重合体を両表面層とし、密度が0.920g/cm3、MIが1.0g/10分の特性を有する直鎖状低密度ポリエチレンを中間層として、厚み比を1/1/1とした以外は、実施例1と同様な方法で3層二軸延伸フィルムを得た。次にこの延伸フィルムをチューブアニーリング装置にて75℃の熱風で縦横各々10%弛緩させた後、室温に冷却し、フィルム両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
延伸性は良好で、延伸点の上下動や延伸チューブの揺動もなく、またネッキングなどの不均一延伸状態も観察されなかった。
得られた延伸フィルムは、表3に示すように、ヘイズ、グロス、耐引裂性は良好であり、引張弾性率も良好で、ピロー包装機でのフィルムの走行性に問題は見られなかったが、100℃熱収縮率が劣っているため、収縮包装仕上がり性において美麗な仕上がりが得られるトンネル温度範囲が狭く、満足のいく仕上がり性は得られなかった。
厚み比を1/3/1とした以外は、比較例1と同様な方法で3層二軸延伸フィルムを得た。次にこの延伸フィルムをチューブアニーリング装置にて75℃の熱風で縦横各々10%弛緩させた後、室温に冷却し、フィルム両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
延伸性は良好で、延伸点の上下動や延伸チューブの揺動もなく、またネッキングなどの不均一延伸状態も観察されなかった。
得られた延伸フィルムは、表3に示すように、ヘイズ、グロス、耐引裂性は良好であったが、引張弾性率、100℃熱収縮率が共に劣るものであった。ピロー包装機での包装評価では、腰が弱いためにフィルムの走行トラブルが頻発し、また収縮包装仕上がり性についても、熱収縮特性が劣るために美麗な仕上がりが得られるトンネル温度範囲が狭く、満足のいく仕上がり性は得られなかった。
厚み比を1/5/1とした以外は、比較例1と同様な方法で3層二軸延伸フィルムを得た。次にこの延伸フィルムをチューブアニーリング装置にて75℃の熱風で縦横各々10%弛緩させた後、室温に冷却し、フィルム両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
延伸性は良好で、延伸点の上下動や延伸チューブの揺動もなく、またネッキングなどの不均一延伸状態も観察されなかった。
得られた延伸フィルムは、表3に示すように、ヘイズ、グロス、耐引裂性、100℃熱収縮率は良好であったが、引張弾性率が劣るものであった。ピロー包装機での包装評価では、美麗な仕上がりが得られるトンネル温度範囲は広く、収縮包装仕上がり性は良好であったが、腰が弱いためにフィルムの走行トラブルが頻発した。
両表面層を融解ピーク温度が145℃、MFRが2.3g/10分の特性を有するプロピレン−エチレンランダム共重合体とし、厚み比を1/2/1とした以外は、比較例1と同様な方法で3層二軸延伸フィルムを得た。次にこの延伸フィルムをチューブアニーリング装置にて75℃の熱風で縦横各々10%弛緩させた後、室温に冷却し、フィルム両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
延伸性は良好で、延伸点の上下動や延伸チューブの揺動もなく、またネッキングなどの不均一延伸状態も観察されなかった。
得られた延伸フィルムは、表3に示すように、ヘイズ、グロス、耐引裂性は良好であり、引張弾性率も良好で、ピロー包装機でのフィルムの走行性に問題は見られなかったが、100℃熱収縮率が劣っているため、収縮包装仕上がり性において美麗な仕上がりが得られるトンネル温度範囲が狭く、満足のいく仕上がり性は得られなかった。
厚み比を1/4/1とした以外は、比較例4と同様な方法で3層二軸延伸フィルムを得た。次にこの延伸フィルムをチューブアニーリング装置にて75℃の熱風で縦横各々10%弛緩させた後、室温に冷却し、フィルム両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
延伸性は良好で、延伸点の上下動や延伸チューブの揺動もなく、またネッキングなどの不均一延伸状態も観察されなかった。
得られた延伸フィルムは、表4に示すように、ヘイズ、グロス、耐引裂性は良好であったが、引張弾性率、100℃熱収縮率が共に劣るものであった。ピロー包装機での包装評価では、腰が弱いためにフィルムの走行トラブルが頻発し、また収縮包装仕上がり性についても、熱収縮特性が劣るために美麗な仕上がりが得られるトンネル温度範囲が狭く、満足のいく仕上がり性は得られなかった。
比較例1と同様な方法で3層二軸延伸フィルムを得た後、この延伸フィルムを75℃に設定した熱固定ロールでアニーリングして、縦横各々10%弛緩させた。アニーリング後、フィルムを室温に冷却し、フィルムの両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
得られた延伸フィルムは、表4に示すように、ヘイズ、グロス、耐引裂性は良好であり、引張弾性率も良好で、ピロー包装機でのフィルムの走行性に問題は見られなかったが、100℃熱収縮率が劣っているため、収縮包装仕上がり性において美麗な仕上がりが得られるトンネル温度範囲が狭く、満足のいく仕上がり性は得られなかった。
比較例1と同様な方法で3層二軸延伸フィルムを得た後、この延伸フィルムをテンター装置にて75℃の熱風でアニーリングして、縦横各々10%弛緩させた。アニーリング後、フィルムを室温に冷却し、フィルムの両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
得られた延伸フィルムは、表4に示すように、ヘイズ、グロス、耐引裂性は良好であり、引張弾性率も良好で、ピロー包装機でのフィルムの走行性に問題は見られなかったが、100℃熱収縮率が劣っているため、収縮包装仕上がり性において美麗な仕上がりが得られるトンネル温度範囲が狭く、満足のいく仕上がり性は得られなかった。
中間層に、融解ピーク温度が125℃、MFRが4.0g/10分の特性を有するメタロセンPPを用いた以外は、比較例2と同様の方法で3層二軸延伸フィルムを得た。次にこの延伸フィルムをチューブアニーリング装置にて75℃の熱風で縦横各々10%弛緩させた後、室温に冷却し、フィルム両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
延伸性は良好で、延伸点の上下動や延伸チューブの揺動もなく、またネッキングなどの不均一延伸状態も観察されなかった。
得られた延伸フィルムは、表4に示すように、ヘイズ、グロスは良好であったが、耐引裂性が劣るため、輸送テストにおけるノッチ部からの破袋が散発した。引張弾性率は良好で、ピロー包装機でのフィルムの走行性に問題は見られなかったが、100℃熱収縮率が劣っているため、収縮包装仕上がり性において美麗な仕上がりが得られるトンネル温度範囲が狭く、満足のいく仕上がり性は得られなかった。
厚み比を1/5/1とした以外は、比較例8と同様の方法で3層二軸延伸フィルムを得た。次にこの延伸フィルムをチューブアニーリング装置にて75℃の熱風で縦横各々10%弛緩させた後、室温に冷却し、フィルム両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
延伸性は良好で、延伸点の上下動や延伸チューブの揺動もなく、またネッキングなどの不均一延伸状態も観察されなかった。
得られた延伸フィルムは、表5に示すように、ヘイズ、グロスは良好であったが、耐引裂性が劣るため、輸送テストにおけるノッチ部からの破袋が散発した。引張弾性率は良好で、ピロー包装機でのフィルムの走行性に問題は見られなかったが、100℃熱収縮率が劣っているため、収縮包装仕上がり性において美麗な仕上がりが得られるトンネル温度範囲が狭く、満足のいく仕上がり性は得られなかった。
厚み比を1/7/1とした以外は、比較例8と同様の方法で3層二軸延伸フィルムを得た。次にこの延伸フィルムをチューブアニーリング装置にて75℃の熱風で縦横各々10%弛緩させた後、室温に冷却し、フィルム両端をトリミングして、二枚別々に巻き取った。最終のフィルム厚みは15μmであった。
延伸性は良好で、延伸点の上下動や延伸チューブの揺動もなく、またネッキングなどの不均一延伸状態も観察されなかった。
得られた延伸フィルムは、表5に示すように、ヘイズ、グロスは良好であったが、耐引裂性が劣るため、輸送テストにおけるノッチ部からの破袋が散発した。引張弾性率は良好で、ピロー包装機でのフィルムの走行性に問題は見られなかったが、100℃熱収縮率が劣っているため、収縮包装仕上がり性において美麗な仕上がりが得られるトンネル温度範囲が狭く、満足のいく仕上がり性は得られなかった。
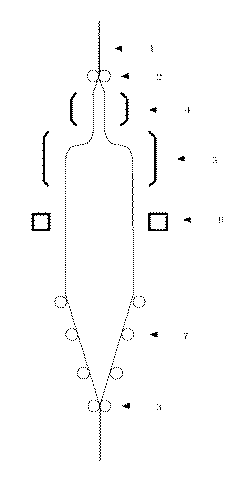
2 低速ニップロール
3 高速ニップロール
4 余熱機
5 主熱機
6 冷却エアーリング
7 折り畳みロール群
Claims (6)
- 示差走査熱量計(以下DSCと記す)によって測定される融解ピーク温度が135〜165℃、メルトフローレート(以下MFRと記す、測定温度230℃、荷重2.16kgf)が1.0〜10.0g/10分であるポリプロピレン系樹脂(A)からなる両表面層(X)と、DSCによって測定される融解ピーク温度が110〜135℃であり、メタロセン触媒によって重合された結晶性プロピレン−α−オレフィンランダム共重合体(B;以下、メタロセンPPと記す)を主体とする内部層(Y)と、23℃における密度が0.900〜0.940g/cm3のポリエチレン系樹脂(C)を主体とする内部層(Z)とを含有し、内部層(Y)、内部層(Z)の厚みが各々全体の10%以上、両表面層の厚みが各々1μm以上で、縦横それぞれ3倍以上に延伸した、少なくとも4層以上からなるポリオレフィン系多層シュリンクフィルム。
- 内部層(Y)の厚みが全体の45%以下である、請求項1記載のポリオレフィン系多層シュリンクフィルム。
- ポリプロピレン系樹脂(A)が、結晶性プロピレン−α−オレフィンランダム共重合体である、請求項1乃至2記載のポリオレフィン系多層シュリンクフィルム。
- ポリエチレン系樹脂(C)が、直鎖状低密度ポリエチレンである、請求項1乃至3のいずれか1項記載のポリオレフィン系多層シュリンクフィルム。
- ポリプロピレン系樹脂(A)の融解ピーク温度(Tma)とメタロセンPP(B)の融解ピーク温度(Tmb)との差(Tma−Tmb)が10℃以上である、請求項1乃至4のいずれか1項記載のポリオレフィン系多層シュリンクフィルム。
- ポリオレフィン系多層シュリンクフィルムが、下記特性(1)、(2)を同時に満足するものである、請求項1乃至5のいずれか1項記載のポリオレフィン系多層シュリンクフィルム。
特性(1):MD、TD引張弾性率がそれぞれ0.80GPa以上。
特性(2):100℃におけるMD、TD熱収縮率の平均値が25%以上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003382087A JP3751965B2 (ja) | 2003-11-12 | 2003-11-12 | ポリオレフィン系多層シュリンクフィルム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003382087A JP3751965B2 (ja) | 2003-11-12 | 2003-11-12 | ポリオレフィン系多層シュリンクフィルム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005144725A JP2005144725A (ja) | 2005-06-09 |
| JP3751965B2 true JP3751965B2 (ja) | 2006-03-08 |
Family
ID=34691253
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003382087A Expired - Lifetime JP3751965B2 (ja) | 2003-11-12 | 2003-11-12 | ポリオレフィン系多層シュリンクフィルム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3751965B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008149503A (ja) * | 2006-12-15 | 2008-07-03 | Sekisui Film Kk | 多層熱収縮性ポリオレフィン系樹脂フィルム |
| JP4866284B2 (ja) * | 2007-03-28 | 2012-02-01 | 王子ネピア株式会社 | 包装体の製造方法 |
| JP5068130B2 (ja) * | 2007-10-01 | 2012-11-07 | 株式会社興人 | ポリオレフィン系多層シュリンクフィルム及び包装方法 |
| JP4915749B2 (ja) * | 2007-10-01 | 2012-04-11 | 株式会社興人 | ポリオレフィン系多層シュリンクフィルム |
| JP2010064369A (ja) * | 2008-09-11 | 2010-03-25 | Kohjin Co Ltd | ポリプロピレン系多層シュリンクフィルム |
| JP5545627B2 (ja) * | 2009-12-21 | 2014-07-09 | 興人フィルム&ケミカルズ株式会社 | ポリオレフィン系薄膜多層シュリンクフィルム |
| JP5771459B2 (ja) * | 2011-06-28 | 2015-09-02 | 旭化成ケミカルズ株式会社 | 熱収縮性延伸積層フィルム、並びに、これを備えるトップシール包装体及びピローシュリンク包装体 |
| KR20200077155A (ko) | 2018-12-20 | 2020-06-30 | 롯데케미칼 주식회사 | 열접착성 및 내블로킹성이 우수한 폴리올레핀계 수지 조성물 |
| CN113478934A (zh) * | 2021-05-26 | 2021-10-08 | 江阴奕佳包装材料有限公司 | 一种低温pof哑光高收缩膜及其生产工艺 |
-
2003
- 2003-11-12 JP JP2003382087A patent/JP3751965B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005144725A (ja) | 2005-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU640419B2 (en) | Biaxially orientated polyethylene film | |
| JP4915749B2 (ja) | ポリオレフィン系多層シュリンクフィルム | |
| JPH0470987B2 (ja) | ||
| JP5893091B2 (ja) | ポリエチレン系架橋シュリンクフィルム | |
| WO1996009931A1 (en) | Heat-shrinkable polypropylene laminate film | |
| JP2016179648A (ja) | 熱収縮性積層フィルム | |
| EP0732196B1 (en) | Heat-shrinkable polyolefin laminate film | |
| JP3751965B2 (ja) | ポリオレフィン系多層シュリンクフィルム | |
| JP2021020421A (ja) | ポリオレフィン系多層シュリンクフィルム | |
| JP2012035466A (ja) | 多層ポリオレフィン系熱収縮フィルム | |
| JP2010064369A (ja) | ポリプロピレン系多層シュリンクフィルム | |
| US5635286A (en) | Heat shrinkable polyethylene laminate film | |
| JP5545627B2 (ja) | ポリオレフィン系薄膜多層シュリンクフィルム | |
| JP5587136B2 (ja) | 収縮仕上がり性に優れたポリオレフィン系熱収縮性フィルム | |
| JP5722081B2 (ja) | 収縮仕上がり性に優れたポリエチレン系架橋シュリンクフィルム | |
| JP5399048B2 (ja) | ポリエチレン系架橋シュリンクフィルム | |
| JP3068920B2 (ja) | ポリエチレン系熱収縮性積層フィルム | |
| JP5660852B2 (ja) | 収縮仕上がり性に優れたポリオレフィン系熱収縮性フィルム | |
| JP5068130B2 (ja) | ポリオレフィン系多層シュリンクフィルム及び包装方法 | |
| JPS6310639A (ja) | 熱収縮性フィルムの製造方法 | |
| JPH0418347A (ja) | ポリエチレン系熱収縮性積層フイルム | |
| JP3493474B2 (ja) | ポリオレフィン系熱収縮性多層フィルム | |
| CA2118002C (en) | Heat shrinkable polyethylene laminate film | |
| JP2003260764A (ja) | ポリオレフィン系樹脂熱収縮性多層フィルム | |
| JP2008036844A (ja) | 多層ポリオレフィン系熱収縮フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051122 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20051206 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051208 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3751965 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081216 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091216 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091216 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091216 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101216 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101216 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111216 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111216 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121216 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121216 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121216 Year of fee payment: 7 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131216 Year of fee payment: 8 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131216 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |