JP3697227B2 - 半導体装置用金ボンディングワイヤ及びその製造方法 - Google Patents
半導体装置用金ボンディングワイヤ及びその製造方法 Download PDFInfo
- Publication number
- JP3697227B2 JP3697227B2 JP2002182450A JP2002182450A JP3697227B2 JP 3697227 B2 JP3697227 B2 JP 3697227B2 JP 2002182450 A JP2002182450 A JP 2002182450A JP 2002182450 A JP2002182450 A JP 2002182450A JP 3697227 B2 JP3697227 B2 JP 3697227B2
- Authority
- JP
- Japan
- Prior art keywords
- wire
- orientation
- area
- bonding
- crystal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L24/42—Wire connectors; Manufacturing methods related thereto
- H01L24/43—Manufacturing methods
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/02—Bonding areas; Manufacturing methods related thereto
- H01L2224/04—Structure, shape, material or disposition of the bonding areas prior to the connecting process
- H01L2224/05—Structure, shape, material or disposition of the bonding areas prior to the connecting process of an individual bonding area
- H01L2224/0554—External layer
- H01L2224/05599—Material
- H01L2224/056—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron [B], silicon [Si], germanium [Ge], arsenic [As], antimony [Sb], tellurium [Te] and polonium [Po], and alloys thereof
- H01L2224/05617—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron [B], silicon [Si], germanium [Ge], arsenic [As], antimony [Sb], tellurium [Te] and polonium [Po], and alloys thereof the principal constituent melting at a temperature of greater than or equal to 400°C and less than 950°C
- H01L2224/05624—Aluminium [Al] as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/02—Bonding areas; Manufacturing methods related thereto
- H01L2224/04—Structure, shape, material or disposition of the bonding areas prior to the connecting process
- H01L2224/05—Structure, shape, material or disposition of the bonding areas prior to the connecting process of an individual bonding area
- H01L2224/0554—External layer
- H01L2224/05599—Material
- H01L2224/056—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron [B], silicon [Si], germanium [Ge], arsenic [As], antimony [Sb], tellurium [Te] and polonium [Po], and alloys thereof
- H01L2224/05638—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron [B], silicon [Si], germanium [Ge], arsenic [As], antimony [Sb], tellurium [Te] and polonium [Po], and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/05647—Copper [Cu] as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/43—Manufacturing methods
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/43—Manufacturing methods
- H01L2224/432—Mechanical processes
- H01L2224/4321—Pulling
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/4501—Shape
- H01L2224/45012—Cross-sectional shape
- H01L2224/45015—Cross-sectional shape being circular
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/45099—Material
- H01L2224/451—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/45117—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 400°C and less than 950°C
- H01L2224/45124—Aluminium (Al) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/44—Structure, shape, material or disposition of the wire connectors prior to the connecting process
- H01L2224/45—Structure, shape, material or disposition of the wire connectors prior to the connecting process of an individual wire connector
- H01L2224/45001—Core members of the connector
- H01L2224/45099—Material
- H01L2224/451—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/45138—Material with a principal constituent of the material being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/45144—Gold (Au) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/485—Material
- H01L2224/48505—Material at the bonding interface
- H01L2224/4851—Morphology of the connecting portion, e.g. grain size distribution
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/485—Material
- H01L2224/48505—Material at the bonding interface
- H01L2224/48599—Principal constituent of the connecting portion of the wire connector being Gold (Au)
- H01L2224/486—Principal constituent of the connecting portion of the wire connector being Gold (Au) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/48617—Principal constituent of the connecting portion of the wire connector being Gold (Au) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 400°C and less than 950 °C
- H01L2224/48624—Aluminium (Al) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/485—Material
- H01L2224/48505—Material at the bonding interface
- H01L2224/48599—Principal constituent of the connecting portion of the wire connector being Gold (Au)
- H01L2224/486—Principal constituent of the connecting portion of the wire connector being Gold (Au) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/48638—Principal constituent of the connecting portion of the wire connector being Gold (Au) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/48647—Copper (Cu) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/485—Material
- H01L2224/48505—Material at the bonding interface
- H01L2224/48699—Principal constituent of the connecting portion of the wire connector being Aluminium (Al)
- H01L2224/487—Principal constituent of the connecting portion of the wire connector being Aluminium (Al) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/48717—Principal constituent of the connecting portion of the wire connector being Aluminium (Al) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 400°C and less than 950 °C
- H01L2224/48724—Aluminium (Al) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/485—Material
- H01L2224/48505—Material at the bonding interface
- H01L2224/48699—Principal constituent of the connecting portion of the wire connector being Aluminium (Al)
- H01L2224/487—Principal constituent of the connecting portion of the wire connector being Aluminium (Al) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof
- H01L2224/48738—Principal constituent of the connecting portion of the wire connector being Aluminium (Al) with a principal constituent of the bonding area being a metal or a metalloid, e.g. boron (B), silicon (Si), germanium (Ge), arsenic (As), antimony (Sb), tellurium (Te) and polonium (Po), and alloys thereof the principal constituent melting at a temperature of greater than or equal to 950°C and less than 1550°C
- H01L2224/48747—Copper (Cu) as principal constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/00011—Not relevant to the scope of the group, the symbol of which is combined with the symbol of this group
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01004—Beryllium [Be]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01005—Boron [B]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01006—Carbon [C]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01013—Aluminum [Al]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01014—Silicon [Si]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/0102—Calcium [Ca]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01025—Manganese [Mn]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01027—Cobalt [Co]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01028—Nickel [Ni]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01029—Copper [Cu]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01033—Arsenic [As]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01039—Yttrium [Y]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01046—Palladium [Pd]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01047—Silver [Ag]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/0105—Tin [Sn]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01052—Tellurium [Te]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01057—Lanthanum [La]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01058—Cerium [Ce]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01064—Gadolinium [Gd]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01065—Terbium [Tb]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01066—Dysprosium [Dy]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01078—Platinum [Pt]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01079—Gold [Au]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01082—Lead [Pb]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/01—Chemical elements
- H01L2924/01088—Radium [Ra]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/012—Semiconductor purity grades
- H01L2924/01202—2N purity grades, i.e. 99%
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/013—Alloys
- H01L2924/0132—Binary Alloys
- H01L2924/01322—Eutectic Alloys, i.e. obtained by a liquid transforming into two solid phases
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/013—Alloys
- H01L2924/014—Solder alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/102—Material of the semiconductor or solid state bodies
- H01L2924/1025—Semiconducting materials
- H01L2924/10251—Elemental semiconductors, i.e. Group IV
- H01L2924/10253—Silicon [Si]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/11—Device type
- H01L2924/14—Integrated circuits
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/11—Device type
- H01L2924/14—Integrated circuits
- H01L2924/143—Digital devices
- H01L2924/1433—Application-specific integrated circuit [ASIC]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/20—Parameters
- H01L2924/207—Diameter ranges
- H01L2924/20752—Diameter ranges larger or equal to 20 microns less than 30 microns
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Wire Bonding (AREA)
Description
【発明の属する技術分野】
本発明は、半導体素子上の電極と外部リードを接続するために利用される半導体装置用ボンディングワイヤ及びその製造法に関する。
【0002】
【従来の技術】
現在、半導体素子上の電極と外部端子との間を接続するボンディングワイヤとして、線径20〜50μm程度で、材質は高純度4N系(純度>99.99質量%)の金であるボンディングワイヤが主として使用されている。ボンディングワイヤの接続技術は、超音波併用熱圧着方式が一般的であり、汎用ボンディング装置や、ワイヤをその内部に通して接続に用いるキャピラリ冶具等が必要である。ワイヤ先端をアーク入熱で加熱溶融し、表面張力によりボールを形成させた後に、150〜300℃の範囲内で加熱した半導体素子の電極上にボール部を圧着接合せしめ、その後で、直接ワイヤを外部リード側に超音波圧着によりウェッジ接合させる。トランジスタやIC等の半導体装置として使用するためには、前記のボンディングワイヤによるボンディングの後に、Siチップ、ボンディングワイヤ、及びSiチップが取り付けられた部分のリードフレーム等を保護する目的で、エポキシ樹脂で封止する。これらの部材は、単独の特性を高めることも必要であるが、周辺の部材との関係及び使用法等の総合的な性能、信頼性を改善することがますます重要となっている。
【0003】
半導体素子の高集積化、薄型化の傾向により、金ボンディングワイヤが満足すべき特性も多様化しており、例えば、高密度配線及び狭ピッチに対応するため、金ボンディングワイヤの長尺化、細線化あるいは高ループ化、さらに半導体素子の薄型化を可能にすべく低ループ化等が要求されている。
【0004】
ボンディングワイヤの接合相手となる材質も変化しており、シリコン基板上の配線、電極材料では、従来のAl合金に加えて、より高集積化に適したCu、Cu合金が使用され始めている。こうしたAl合金、Cu、Cu合金等の電極部材においても、狭ピッチ化に対応する小ボール接合が求められており、接合強度、ボール変形、高温接合信頼性等を確保することがより重要となる。
【0005】
今後とも、半導体素子の高集積化、高密度化等のニーズに対応するために、金ボンディングワイヤ接続のニーズでは、狭ピッチ化、細線化、多ピン・長ワイヤ化、高接合性等の要求が厳しくなっている。
【0006】
例えば、高粘性の熱硬化エポキシ樹脂が高速注入される樹脂封止工程では、ワイヤが変形して隣接ワイヤと接触することが問題となり、しかも、狭ピッチ化、長ワイヤ化、細線化も進むなかで、樹脂封止時のワイヤ変形(以下、ワイヤ流れと呼ぶ)を少しでも抑えることが求められている。なかでも、狭ピッチ化のニーズは加速しており、現行量産レベルは60μmピッチであるが、50μmピッチの開発も進行しており、さらには、数年前まではボール接合の限界とされていた極狭ピッチ45μmまで、2〜3年後の実用化が期待されている。さらに実装技術に関するロードマップでは、将来的には極々狭ピッチ20μmを実現する技術が期待され始めている。
【0007】
半導体パッケージの種類の中でも、狭ピッチ化が先行しているのはBGA(Ball Grid Array)、CSP(Chip Size Package)等である。これらの実装形態では基板、テープが用いられており、従来のリードフレーム構造に比べて、リード間隔の縮小等の制約が少ない。基板、テープを用いる場合に留意すべきことは、ボンディング温度が150〜170℃の範囲の低温領域で接合しなくてはならないことである。これは、リードフレームの場合に、210〜300℃でボンディングされていたのと比較しても、数十℃の低温となる。従って、低温で狭ピッチ接合を達成することが求められており、低温での拡散の遅延、接合面積の縮小、キャピラリ先端の微細化等により、ボール接合、ウェッジ接合ともに非常に厳しい特性、信頼性が求められる。
【0008】
こうした要求を満足するワイヤの基本特性として、ボンディング工程におけるループ形状を高精度に制御できること、しかも電極部、リード部への接合性も向上していること、ボンディング以降の実装工程におけるワイヤ変形を抑制できること等、総合的な特性を満足することが望まれる。
【0009】
これまで、ボンディングワイヤを高強度化する手段として、複数の合金元素を添加することが主流であった。現在主流の高純度系金ボンディングワイヤでは、ボール部の酸化や電気抵抗の上昇等を防ぐために、合金元素の添加は数ppm〜数十ppmに制限されており、ループ制御性、接合性等は優れているものの、ワイヤ変形の抑制、ボール形成時の熱影響部(ネック部)の強度等は十分ではなかった。最近、添加量を増やして総計で1%程度まで添加した高濃度合金ワイヤが、一部のICで使用され始めているが、樹脂封止時のワイヤ変形を改善する効果は十分ではなく、リード側への接合性が低下する等の問題が懸念されている。
【0010】
高強度化を達成する一つの手法として、芯部と外周部が異なる金属からなる複層ワイヤが提案されており、例えば、特開昭56−21354号公報ではAg芯をAu被覆したワイヤについて、特開昭59−155161号公報では、芯部を導電性金属とし表面をAuメッキしたワイヤ等が、開示されている。これらは、芯部と外周部で異なる金属を組み合わせることにより、全ての汎用製品がその範疇に入る単一部材で構成されているワイヤよりも、高強度化と高接合性を満足させることが期待されている。しかしながら、実際の半導体において複層ワイヤを使用した実例は殆ど報告されていないのが実状である。
【0011】
従って、今後の高密度実装のニーズに適応するためにも、ワイヤは個別の要求特性のみを満足するのではなく、総合的に特性を向上する材料開発が求められる。
【0012】
【発明が解決しようとする課題】
隣接電極間が45μm以下の狭ピッチ接合に対応するためのワイヤは、従来から取り組まれてきた課題である高強度・高弾性、ループ制御性、ワイヤ流れ抑制をより改善しつつ、新たな技術課題であるウェッジ接合性、リーニング性等を同時に満足することが求められる。
【0013】
狭ピッチ接続を実現するためのワイヤでは、上記の金合金化、金代替の材料、複層ワイヤ等の手法が検討されてきた。それぞれの手法で、量産レベルで狭ピッチ接続を実現するための問題を下述する。
【0014】
金中への合金元素添加により、固溶硬化、析出硬化、化合物形成の硬化、転位との相互作用等を利用することで、従来のワイヤに求められた高強度化をある程度達成することができる。しかし、単純に合金元素添加しただけでは、高強度化、高弾性率に限界があり、樹脂封止時のワイヤ変形の抑制が困難である。成分だけにより高強度化を達成しようとすれば、ボール形成時の引け巣の発生、ボール部の接合性の低下、電気抵抗の過剰増加等の問題が懸念される。
【0015】
さらに、単純に高強度化だけを優先したワイヤでは、狭ピッチ化等の高密度接続においてウェッジ接合部における変形性、接合強度、長期信頼性等を十分満足することは困難である。ウェッジ接合性は従来の70μm以上のピッチでは問題となることは少なかったが、今後の狭ピッチ接続では、ウェッジ接合性を改善することがより重要となる。
【0016】
ウェッジ接合性の問題を誘発する要因について、ワイヤの細線化、キャピラリ先端の微細化により接合面積が大幅に減少すること、狭ピッチ接続が使用されるのは主に基板、テープ等に接続するため接合温度が低いこと、等が挙げられる。すなわち、ウェッジ接合性の問題は、従来は十分に取組まれておらず、狭ピッチ化を実現する新規課題として取り組まなくてはならない。
【0017】
ウェッジ接合では、ワイヤが高速で大変形を受ける複雑な挙動であること、接合相手に合わせた良好な接合強度が確保されること、さらに、ウェッジ接合の後の狭ピッチ用の小ボールを形成する過程で、ワイヤの切断する形状を安定化させること等、ボール部の変形とも著しく異なり、特殊な接合構造を形成している。これまで、こうした現象を考慮しなくてもウェッジ接合性が確保できたため、ウェッジ接合性を改善するためのワイヤ材料因子は殆ど明らかにされておらず、ウェッジ接合性を高めたワイヤ製品等の実例は殆ど報告されていない。むしろ、高強度化されたワイヤでは、一般的に低温でのウェッジ接合性が低下することがしばしば指摘されている。例えば、高濃度添加等によりワイヤを高強度化しただけでは、ウェッジ接合性を確保するための作業マージンが低下する原因となる。狭ピッチ化に対応するために、高強度細線化して、且つ、ウェッジ接合性を改善することが重要な技術課題となる。
【0018】
さらにウェッジ接合部では、接合性に加え、使用時の信頼性の改善も必要である。シリコンチップ、金属フレーム、ボンディングワイヤ、それらを覆う封止樹脂等は熱膨張、弾性率等が異なるため熱歪みを発生しやすい。リフロー時、使用時の発熱、冷却等の温度サイクルを経る過程で、ウェッジ接合部に熱歪みが集中して破断に至ることが懸念されている。細線化、ウェッジ接合の微細化等により、ワイヤ側からの耐熱疲労性が問題となることが懸念されており、さらに、最近のPbフリー半田の使用に伴い、リフロー温度が高温化することで、熱疲労が加速される傾向にある。ウェッジ接合の信頼性を改善するためのワイヤ材料因子は殆ど明らかにされていない。大変形された複雑な構造をしたウェッジ接合部の、耐疲労性等の使用時の信頼性は、これまでのワイヤの要求特性であるループ制御、封止時のワイヤ変形、接合性等とは大きく異なるため、従来の成分、濃度等の材料設計だけで対応することは困難である。
【0019】
従来の封止技術を用いて、ワイヤ流れ量が5%以上の比較的大きい場合には、ワイヤ変形は塑性領域が主であったため、ワイヤの強度増加がワイヤ流れの抑制には有効であった。一方、最近の樹脂封止技術の進展等により、ワイヤ流れは弾性変形に支配されるようになり始めており、従来以上に弾性率の増加が重要となる。しかし、金合金ワイヤの弾性率を88MPa以上まで増加するには、合金元素の固溶、析出等の作用だけでは困難である。
【0020】
ボール接合に用いられる金ボンディングワイヤでは、ワイヤ素材中に添加した合金化元素の固溶、析出、化合物形成等の利用に頼った、これまでの添加元素の種類及び濃度を選定する手法では、極狭ピッチ接続の量産技術への対応は非常に困難である。
【0021】
また、前述した、芯線と外周部で構成される複層ワイヤは、芯線と外周部で異なる特性を併せ持つ可能性がある等、潜在的な特性は期待されている。しかし、複層ワイヤの製法は複雑であるため、工程の増加、新規設備等により製造コストが増加すること、均質化、特性の安定化等の品質管理が非常に困難であること等、量産性の問題は解決されていない。複層ワイヤでは、特定の特性改善は比較的容易であるが、狭ピッチ接続に求められる複雑なワイヤ要求特性を総合的に満足するまでには到っておらず、実用化のための解決すべき課題が残されている。
【0022】
さらに、40μmピッチ以下では、従来は殆ど問題にされなかった、ボール直立部のリーニング等が新たな課題である。多ピン・狭ピッチでは、一つのIC内の実装で、ワイヤ長、ループ高さが異なるワイヤ接続が混載することが行われている。これは、チップ内では同一のループ形状が用いられていた、従来の実装と異なり、ループ制御に関する問題が発生しやすい。最近最も懸念されている問題は、ボール接合近傍のワイヤ直立部が倒れて、隣接ワイヤの間隔が接近することである。この現象はリーニングと呼ばれており、狭ピッチ接続の量産性を低下させる大きな要因となっている。
【0023】
ボール直立部のリーニングの対策として、ワイヤを単純に高強度化・高弾性率化したり、反対に低強度化しても、改善することは困難である。また、ボンディングワイヤに関連する機械的特性で頻繁に用いられる破断伸びを増減しても、リーニングの低減等で、殆ど効果は得られない。これは、ボール直立部ではボール溶融時の熱影響、ループ形成時の変形歪み等を受けており、ワイヤ母線そのものとは異なる特性に支配されており、機械的特性に基づいた従来の改善では限界が生じているためと考えられる。リーニングを制御する因子は、これまで殆ど明らかにされておらず、新たな指標に基づいたワイヤ材料開発に取り組まなくてはならない。
【0024】
従って、金合金化、金代替の材料、複層ワイヤのいずれでも、狭ピッチ接続の要求特性を全て満足することは困難である。狭ピッチ化、細線化、長ワイヤ化、低温接合に優れた高強度、高弾性を有し、しかも接合性、接合信頼性、ループ制御も向上するという、相反する特性を同時に満足でき、最新のリーニングにも対応できること、低コスト化に対応できること、電気抵抗の増加を極力抑えること、等を総合的に満足することが求められる。
【0025】
【課題を解決するための手段】
本発明者等は前述した観点から、狭ピッチ接続を実現するための高強度・高弾性、ウェッジ接合性、ワイヤ流れ抑制等を改善させ、さらに、ボール直立部のリーニングを改善すること等を目的に研究開発に取り組んだ結果、ワイヤの集合組織の制御が重要且つ有効であることを初めて見出した。
【0026】
すなわち、前述した目的を達成するための本発明の要旨は次の通りである。
(1)ボンディングワイヤの長手方向断面の結晶粒組織において、ワイヤの半径をRとして、該ワイヤの中心からR/2までの部分を中心部、その外側を外周部としたとき、中心部におけるワイヤ長手方向の結晶方位の内、[100]方位を有する結晶粒の面積に対する[111]方位を有する結晶粒の面積の割合Rcと、外周部におけるワイヤ長手方向の結晶方位の内、[100]方位を有する結晶粒の面積に対する[111]方位を有する結晶粒の面積の割合Rsについて、両者の差分比率の絶対値|1−Rc/Rs|×100(%)が30%以上であることを特徴とする半導体装置用金ボンディングワイヤ。
(2)ボンディングワイヤの長手方向断面の結晶粒組織において、ワイヤ長手方向の結晶方位の内、[100]方位を有する結晶粒の面積に対する[111]方位を有する結晶粒の面積の割合Raが1.0以上であることを特徴とする、請求項1に記載の半導体装置用金ボンディングワイヤ。
(3)ボンディングワイヤの長手方向断面の結晶粒組織において、ワイヤの半径をRとして、該ワイヤの中心からR/3までの部分を芯部としたとき、芯部におけるワイヤ長手方向の結晶方位の内、[100]方位を有する結晶粒の面積に対する[111]方位を有する結晶粒の面積の割合Rdが0.1〜0.8の範囲であることを特徴とする、(1)又は(2)に記載の半導体装置用金ボンディングワイヤ。
(4)ボンディングワイヤの外周部におけるワイヤ長手方向の結晶方位の内、[100]方位を有する結晶粒の面積に対する[111]方位を有する結晶粒の面積の割合Rsが1.2以上であることを特徴とする、(1)〜(3)のいずれかに記載の半導体装置用金ボンディングワイヤ。
(5)ボンディングワイヤの長手方向断面の結晶粒組織において、ワイヤの半径をRとして、該ワイヤの表面からR/5までの部分を最表面部としたとき、最表面部におけるワイヤ長手方向の結晶方位の内、[100]方位を有する結晶粒の面積に対する[111]方位を有する結晶粒の面積の割合Rtが1.0以下であることを特徴とする、(1)〜(4)のいずれかに記載の半導体装置用金ボンディングワイヤ。
(6)前記結晶粒の[111]方位及び[100]方位が、ボンディングワイヤの長手方向に対し、10°以内の傾きを有する(1)〜(5)のいずれかに記載の半導体装置用金ボンディングワイヤ。
(7)前記ボンディングワイヤの長手方向断面の結晶粒数が、0.04〜4個/μm2である(1)〜(6)のいずれかに記載の半導体装置用金ボンディングワイヤ。
【0027】
(8)圧延加工、一次伸線加工、前熱処理、二次伸線加工、後熱処理の順でそれぞれ少なくとも1回組み合わせた工程で、鋳造材からボンディングワイヤを製造する方法であって、前記圧延加工、一次伸線加工におけるそれぞれの面積加工率が95%以上、前記前熱処理の加熱温度(絶対温度)が該材料の融点(絶対温度)に対して30〜70%の温度範囲であり、前記二次伸線加工における面積加工率が99.5%以上、平均伸線速度が100〜800m/分、ダイス前後での張力の差が0.1〜50MPaの範囲であり、前記後熱処理の加熱温度(絶対温度)が該材料の再結晶温度(絶対温度)に対して30〜70%の温度範囲であり、一次伸線及び二次伸線でのダイス出口における引出し角度が30°以下で製造されることを特徴とする半導体装置用金ボンディングワイヤの製造方法。
(9)前記伸線加工に用いる複数のダイスの内、減面率が7%未満、7〜11%、11〜20%である3種のダイス群のそれぞれを少なくとも10%以上は使用することを特徴とする、(8)に記載の半導体装置用ボンディングワイヤの製造方法。
(10)前記後熱処理において、加熱炉両端の加熱温度Te(絶対温度)が、中央部の加熱温度Tm(絶対温度)に対して、0.02Tm 〜0.3Tm ほど低温である温度分布を持った加熱炉を用いて、ワイヤを連続的に掃引させて熱処理することを特徴とする、(8)又は(9)に記載の半導体装置用ボンディングワイヤの製造方法。
【0028】
【発明の実施の形態】
これまで殆ど知られていなかった、金ボンディングワイヤの集合組織と狭ピッチワイヤ接合性の関係に注目し、特定の結晶方位の比率及び、ワイヤ内部での結晶方位の分布等を制御することにより、高強度・高弾性、ループ制御性、ワイヤ流れ抑制等、個々の特性を向上することに加え、これら両立が困難とされている特性群の総合的な改善、さらに、狭ピッチ接続に特有の課題である、ウェッジ接合性、ウェッジ接合部の信頼性、ボール直立部のリーニングの低減、等を達成できることを初めて見出した。
【0029】
以下に、本発明に係わる半導体装置用金ボンディングワイヤ及びその製造法について説明する。
【0030】
ボンディングワイヤは、ワイヤ長手方向に延びた繊維状集合組織を有しており、そのワイヤの長手方向断面の結晶粒組織に着目し、ワイヤの半径をRとして、該ワイヤの中心からR/2までの部分を中心部、その外側を外周部と分類したときに、中心部における[100]方位を有する結晶粒の面積に対する[111]方位を有する結晶粒の面積の割合(以下では、[111]/[100]の面積割合と略記)をRcとし、外周部における[111]/[100]の面積割合をRsとして、両者の差分比率の絶対値|1−Rc/Rs|×100(%)が30%以上であることで、接続が低温化、狭ピッチ化したときのウェッジ接合性を向上する効果を高めることができる。特に、この集合組織の方位制御では、高強度・高弾性化も改善しつつ、同時に、ウェッジ接合部の変形性、接合強度も達成することが特徴であり、従来の元素添加に頼った材料設計では、このような効果は達成困難であった。
【0031】
これにより、50μm以下の極狭ピッチに必要な線径20μm以下の極細ワイヤを使用しても、樹脂封止時のワイヤ流れを従来材に比して1割以上低減することができ、さらに、接合温度も30℃以上下げても連続接合性を十分確保できるため、樹脂基板、テープ等を過剰な高温に曝すことを防ぐことでき、総合的な生産性、信頼性を大幅に改善することが可能となる。
【0032】
結晶方位の配向の影響について、簡単に説明する。[111]方位への配向を増やすことで、引張強度に加えて、降伏強度を増加する効果を高めることができるが、それだけでは、低温での狭ピッチ接合性を確保することが困難な場合が生じる。そこで、[100]方位への配向も利用して、ウェッジ接合時のワイヤ変形、テイル部のカット、アーク放電によるボール形成等も改善しようとしている。
【0033】
結晶粒の[111]方位と[100]方位の配向を制御することは、ワイヤ長が増加した場合に、樹脂封止時のワイヤの塑性変形を抑制するのに有効作用する。従来、強度を高めるには、ワイヤ中の合金化元素の添加量を増やすことである程度まで対応できたが、高濃度添加することで、ワイヤの電気抵抗が増加することが常に問題とされていた。今後のICの高周波対応化が必須であり、ワイヤの電気抵抗の増加は半導体機能を低下させる原因ともなる。それに対し、結晶粒の[111]方位と[100]方位の配向を制御したワイヤでは、電気抵抗を増加させることなく、強度を高めることが可能であり、ASIC等の高機能LSIへの適用も含めて、大きな利点となる。
【0034】
また、[111]方位だけでなく[100]方位の配向性も合わせてコントロールするために、[111]/[100]の面積割合に着目したワイヤ組織の制御は、ウェッジ接合性、ループ制御、高強度細線化等を総合的管理することに有効である。すなわち、[111]/[100]の面積割合を制御することで、高強度化、高弾性率化を促進することができ、従来の高濃度の元素添加による高強度化では問題となっていたボール形成性についても、良好な特性を同時に達成できる。例えば、安定形成が困難とされていた、ボール径/ワイヤ径の比率が1.2〜1.6倍の小ボール形成でも、真球性は良好であり、狭ピッチ接続に有利である。これは、[111]方位と[100]方位の結晶粒の制御が、ウェッジ接合後のワイヤ破断性状への影響、またボール部の凝固時の組織形成にも影響を及ぼすこと等が関与しているためと考えられる。
【0035】
こうした、[111]/[100]の面積割合についてワイヤ中心部と外周部で差異を生じさせる組織制御を行うことで、これまでのワイヤ材料では困難とされていた、高強度化と高接合性という相反する要求特性を同時に向上する効果を高めることができる。外周部の[111]/[100]の面積割合を高めることで、高強度化、高弾性率化を促進して、樹脂流れを抑制することができ、一方で、中心部における[111]/[100]の面積割合の増加を抑えることで、ウェッジ接合時の接合強度、ワイヤ破断形状の安定化を助長すること等が寄与していると考えられる。すなわち、ワイヤの組織を均一に制御するだけでは不十分であり、むしろ、ワイヤの中心部と外周部の組織の違いを積極的に利用することが重要であることを見出した。
【0036】
中心部、外周部における[111]/[100]の面積割合であるRc、Rsの差分比率の絶対値|1−Rc/Rs|×100(%)を30%以上の範囲とした理由について、30%未満では、高強度化と高接合性の一方をある程度満足することはできても、両者を同時に改善することは困難であるためである。また、上記差分比率の上限について特に制限はないが、90%未満であれば、安定製造が比較的容易である。
【0037】
好ましくは、Rc、Rsの差分比率が40%以上であることがより望ましい。これは、40%以上であれば、基板、テープ等の軟質材上の電極へのウェッジ接合性をより一層向上することにも有効であるためである。より好ましくは、該差分比率が50%以上であれば、160℃以下の低温でのウェッジ接合性を向上する高い効果が得られるため、BGA、CSP等、最新の接続形態への適応性を高めることができるためである。
【0038】
上述した差分比率(1−Rc/Rs)×100(%)の絶対値が上記の範囲であれば、良好な特性が得られるが、さらにその値の正負により、一部の使用性能に若干の差異が認められる。(1−Rc/Rs)×100(%)<−30%の場合は、中心部のRcが相対的に高いことから、極細線の低温接合にはより有利であり、一方、(1−Rc/Rs)×100(%)>30%の場合には、外周部のRsが高いことから、樹脂流れを抑制する高い効果が得られる。
【0039】
さらに、ワイヤの領域を区分する境界について、ワイヤ中心から半径Rの1/3であるR/3までの領域を芯部、その外側である表面から2R/3までの領域を表層部とし、それぞれ芯部と表層部における [111]/[100]の面積割合Rd、Rfとしたとき、それらの差分比率の絶対値|1−Rd/Rf|×100(%)が30%以上とすることが、より望ましい。これは、表面から2R/3を表層部と、残りのR/3を芯部と区分することで、前述した外周部に相当する部位がより厚くなり、ワイヤ流れを抑制する効果をより一層高めることができるためと考えられる。
【0040】
ワイヤの長手方向断面におけるワイヤ長手方向の結晶方位のうち、ワイヤの半径/2を境界に中心部と外周部に区別し、中心部における[111]/[100]の面積割合Rcと、外周部における[111]/[100]の面積割合Rsとの差分比率の絶対値|1−Rc/Rs|×100(%)が30%以上であり、さらに、ワイヤの長手方向断面の全体で平均した[111]/[100]の面積割合Raが1.0以上であるボンディングワイヤでは、高強度化と高接合性とを同時に満足しつつ、なかでも、ワイヤの直線性を向上させ、さらに、ワイヤ流れを抑制する効果をより一層高めることで、極細線の狭ピッチ接続に対応することができる。
【0041】
これは、ワイヤ中心部と外周部に分けた組織制御に加えて、ワイヤ断面全体の結晶配向性について、[100]方位よりも[111]方位の比率を高めることで、曲げ剛性、降伏強度を高める効果を利用している。
【0042】
ボンディングワイヤのループ形成では、複雑なループ軌跡、ワイヤを挟みこむクランプ開閉及び、エア流の張力によるワイヤ繰出しの調整等の多くのプロセスの総合結果として、規則的なループ形状を形成することが可能である。従って、ワイヤの弾性変形及び塑性変形をコントロールすることが必要である。この複雑なループ形成を経た後でも、ワイヤの直線性を安定的に確保するには、ワイヤ断面全体で平均した[111]/[100]の面積割合Raを増加させて、曲げ剛性、降伏強度を高めることが有効である。さらに、こうした曲げ剛性、降伏強度を高めることで、封止時に樹脂が高速流動してワイヤに加わる荷重が大きい場合に、ワイヤは弾性変形と塑性変形ともに抑制することで、ワイヤ流れをより低減することができる。
【0043】
ワイヤ断面全体で平均した[111]/[100]の面積割合Raを1.0以上とした理由は、Raが1.0未満では曲げ剛性、降伏強度を同時に高める効果があまり得られないためであり、Raが1.0以上であれば、弾性率、曲げ剛性を増加させることで、線径18μm以下のワイヤを使用しても、ワイヤの直線性を向上させ、さらに、ワイヤ流れも流れを低減し、40μm以下の狭ピッチ接続への適用性をより一層高められるためである。好ましくは、このRaが1.2以上であることがより望ましい。これは、1.2以上であれば、狭ピッチ接続に必要な台形ループ、段差ループ等の複雑なループ形状における湾曲部、曲折部の制御性と、ループの直線性とを同時に向上することが確認できたためである。
【0044】
さらに、ワイヤの長手方向断面におけるワイヤ長手方向の結晶方位の内、該ワイヤの中心からR/3までの部分を芯部とし、芯部における[111]/[100]の面積割合Rdが0.1〜0.8の範囲であるボンディングワイヤでは、高強度化、ウェッジ接合性とを同時に満足しつつ、さらに、ウェッジ接合部における疲労特性を向上して信頼性を高める効果を得ることができる。これにより、20μm以下の細線ワイヤと微細加工キャピラリを使用しても、ウェッジ接合性を十分確保することが可能となり、狭ピッチ接続の量産性を高められる。さらに、今後期待されているPbフリー半田を使用した場合に、リフロー温度の高温化に伴うウェッジ接合部でのクラック、破断等の不良発生を大幅に軽減することで、Pbフリー半田の実用化を促進して、環境問題にも対応できる半導体パッケージ技術に利用することができる。
【0045】
大変形された複雑な構造をしたウェッジ接合部における、耐疲労性等の使用時の信頼性については、前述したように、これまでも殆ど報告されておらず、信頼性を改善するためのワイヤ材料因子は殆ど明らかにされていなかった。信頼性を左右する挙動について、リフロー時、使用時の発熱、冷却等の温度サイクルを経る過程で、シリコンチップ、金属フレーム、ボンディングワイヤ、封止樹脂等の熱膨張、弾性率が異なる部材構成であるため、ウェッジ接合部に熱歪みが集中して破断に至ることが想定される。大変形されたウェッジ接合部でのストレスを緩和するためには、この部位の疲労特性を向上することが必要である。そこで本発明者らは、ウェッジ接合部の信頼性を向上する組織制御に初めて着目した。
【0046】
すなわち、ワイヤ芯部における[111]/[100]の面積割合Rdを低減して、[111]方位よりも[100]方位の比率を高めることで、ウェッジ接合部の疲労特性を向上しつつ、外周部における[111]/[100]の面積割合Rsを中心部の面積割合Rcよりも30%以上高くすることで、高強度化と高ウェッジ接合性も十分確保して、狭ピッチ接合の信頼性を総合的に高めることができる。従来の材料設計の延長では、ワイヤ物性の一つである高温伸びを増加させて、疲労特性を高めることが少し期待できるものの、一方で、ワイヤ強度の低下が避けられず、細線のループ制御が難しく、ワイヤ流れも増大するために、狭ピッチ接続に対応することは困難となる。これに対し、上述した、ワイヤ芯部での[100]方位の結晶粒の分布をうまく利用することは、そうした弊害も殆どなく、総合的な改善が可能となる。ワイヤ芯部の領域について、ワイヤ中心からR/2まで中心部よりもさらに深部に相当する、中心からR/3までの領域(これを芯部と呼ぶ)の[100]方位の組織を活用することで、高強度化を損なうことなく、ウェッジ接合部の信頼性を向上する効果が一層高めることができる。
【0047】
芯部における[111]/[100]の面積割合Rdを0.1〜0.8の範囲とした理由は、Rdが0.1未満では、15μm以下の極細線での強度を確保することが難しくなるためであり、また、0.8超であれば、ウェッジ接合部の疲労特性を高める効果が軽減するためである。
【0048】
また、前述したRc、Rs、Rd、Raのパラメータを同時に適正化させる場合として、中心部と外周部での面積比率Rc、Rsとの差分比である|1−Rc/Rs|×100(%)が30%以上であり、芯部での比率Rdが0.1〜0.8の範囲であり、ワイヤ断面全体で平均した[111]/[100]の面積割合Raが1.0以上であることで、それぞれの組織制御により期待される、高強度化とウェッジ接合性の向上、曲げ剛性、降伏強度の増加によるワイヤ流れの低減等の効果に加えて、さらに複合作用として、1mm長以下の短スパンにおけるウェッジ接合部近傍の引張強度を高められることを確認した。
【0049】
BGA基板又はテープを用いた狭ピッチ接続では、一つのパッケージ内にワイヤの長短異なるループを形成する場合が多い。チップ面とウェッジ接合面との高低差があり、しかもスパンが短い場合には、ウェッジ接合部近傍におけるワイヤと接合面との間の挿入角度も比較的大きいことから、ウェッジ接合部あるいは試料搬送時に亀裂が生じたり、またプル試験を実施すると、通常は起らないウェッジ接合部での破断が生じる。そこでRc、Rs、Rd、Raのパラメータを前述した範囲で制御することにより、短スパンのウェッジ接合における作業マージンの拡大を比較容易に達成することが可能となる。
【0050】
さらに、外周部における[111]/[100]の面積割合Rsが1.2以上であるボンディングワイヤでは、高強度化、ウェッジ接合性とを同時に満足しつつ、さらに、リーニング性を改善できる効果を得ることができる。次に、リーニング性への影響について説明する。
【0051】
ボール接合近傍の直立部におけるワイヤ倒れであるリーニング性について、50μm以下の狭ピッチ接続で問題となる。前述した直線性は、ループ全体の平均的な直線度を表しているのに比して、該リーニング性とは、ボール接合の直上部近傍の局所域での直線度に相当する。具体的には、隣接ワイヤ間隔が最も狭いボール接合近傍で、しかも、垂直方向での湾曲、曲折等が最も激しい領域に相当する。この部位でのワイヤ倒れであるリーニング性を抑えることが、狭ピッチ接続の量産段階での重要課題の一つとなっている。
【0052】
リーニング性を改善するには、ボール接合近傍での湾曲、曲折等による相当の変形歪みを受けても、横方向への倒れを防止することが求められる。機械的特性に基づいた従来手法だけでは、リーニング性を改善することは困難である。また、ワイヤ断面内の平均的な結晶方位の管理だけでも、リーニング性を十分に満足することは難しい。それに対し、ワイヤ断面での結晶方位の分布をコントロールすることがリーニング性の改善に有効であることを見出した。
【0053】
すなわち、ワイヤ中心部と外周部での[111]/[100]の面積割合Rc、Rsの差異を絶対値で30%以上生じさせ、しかも外周部での[111]/[100]の面積割合Rsを1.2以上に高めることが、リーニング性の改善に有効である。中心部の[111]/[100]の面積割合を相対的に低減する効果で、ループ形成時における局所的な湾曲、曲折等が比較的容易となり、さらに、外周部での[111]/[100]の面積割合を高めることでボール直上部の倒れを防止する効果等が作用して、リーニング性が改善すると考えられる。またボール直上部は、ボール溶融時の熱影響により再結晶が起こり、一般に強度が最も低下している領域である。この部位の改質にも、ワイヤ母線の外周部における[111]/[100]の面積割合を高めて、熱影響による強度低下を軽減させることも、リーニング性の向上を助長する要因の一つと考えられる。
【0054】
ここで、外周部における[111]/[100]の面積割合Rsを1.2以上の範囲とした理由は、Rsが1.2未満では、リーニング性を改善する十分な効果を得ることが難しいためである。好ましくは、このRsが1.5以上であることがより望ましい。これは、狭ピッチ接続でループ高さを高くしたときにリーニング問題の発生頻度が多くなる問題に対し、Rsを1.5以上にすることで、ループ高さが300μmを超す高ループでもリーニング性を向上する効果を十分得ることができるためである。
【0055】
また、ワイヤ中心部と外周部での[111]/[100]の面積割合Rc、Rsの差分比率の絶対値を30%以上生じさせ、しかも外周部での[111]/[100]の面積割合Rsを1.2以上に高め、さらに、R/3より内部に相当する芯部での比率Rdを0.1〜0.8の範囲とすることにより、これまで対応が困難とされていた、逆段差ボンディング時のワイヤ曲がりを低減することができ、積層チップ接続の量産実用を促進することも可能である。
【0056】
逆段差ボンディングでは、ウェッジ接合部がボール接合部よりも高い位置にあり、通常のボンディングと比較して、ボール接合近傍のワイヤ直立部の長さが数倍長く、塑性変形の部位も異なる特殊な構造であり、ワイヤの曲がり、倒れ等の不良発生頻度が高いことが問題であった。不良の原因は、上述したリーニングと類似している。そこで、ワイヤの内部近傍、外周部、表層域近傍で、上述した、[100]方位と[111]方位の関係を満足するように組織制御することで、ワイヤの曲がり、倒れ等を低減し、逆段差ボンディングの生産性も向上することができる。
【0057】
細線による狭ピッチ接続では、キャピラリ内壁でワイヤが削れることで、ワイヤ表面に傷が生じたり、キャピラリ内部の詰まり不良が発生しやすくなる。ワイヤの最表面の領域における組織制御により、これを改善することができることを見出した。
【0058】
すなわち、ボンディングワイヤの長手方向断面の結晶粒組織において、ワイヤの半径をRとして、該ワイヤの表面からR/5までの部分を最表面部としたとき、最表面部にけるワイヤ長手方向の結晶方位の内、[111]/[100]の面積割合Rtが1.0以下であることにより、ワイヤ表面の傷や削れを低減したり、あるいは、キャピラリの詰まり不良を抑えて、キャピラリの連続使用回数を延ばすことができる。
【0059】
ここで、ワイヤ表面からR/5までの最表面部における[111]/[100]の面積割合Rtを1.0以下の範囲とした理由は、キャピラリ内壁とワイヤ表面との摩擦、摺動性等を支配するのは主としてワイヤ表面からR/5までの領域であるためであり、また、その領域のRtが1.0超では、摩擦、摺動性等が悪化することで、ワイヤ表面の傷やキャピラリ詰まりを改善する十分な効果を得ることが難しいためである。好ましくは、Rtが0.8以下の範囲であることがより望ましい。これは、狭ピッチ接続で多用される可能性のある、キャピラリの穴径とワイヤ径との寸法差が4μm以下となる場合に、上記のワイヤ表面傷や、キャピラリ詰まり等の不良発生頻度が上昇するのに対し、Rtを0.8以下の範囲とすることで、こうした傷発生、キャピラリ詰まり等を改善するより高い効果を得ることができるためである。
【0060】
本発明における結晶方位は、ワイヤの長手方向に対する結晶方位の角度差が10°以内のものを含むことが好ましい。通常、ある方位の結晶方位に着目しても、個々の結晶はある程度の角度差を有しており、また、サンプルの準備、結晶方位の測定法等の実験法によっても若干の角度差が生じる。ここで、角度差の範囲が10°以内であれば、それぞれの結晶方位の特性を有しており、ボンディングワイヤの諸特性に及ぼす影響度も有効に利用できるためであり、結晶方位の角度差が10°を超えると、ワイヤ特性への影響に差異が生じることが懸念されるためである。
【0061】
多ピン・狭ピッチ化の動向に対応するために、ワイヤ長、ループ高さが異なるワイヤ接続を一つのIC内に混載させる場合が増えており、それに伴い、ループ高さのバラツキに起因する問題が増えている。例えば、ループ形状が常に安定して得られるのであれば、隣接ワイヤが交互にループ高さを変えることで、ワイヤが接触する危険性を低減することも可能であるものの、現状のワイヤでは、精度良くループ高さを制御することに限界がある。ワイヤ長が3mm程度までで短かった従来の実装構造では、ループ高さはボール部近傍の熱影響部長さに支配されているため、比較的ループ高さの制御が可能であった。それに比して、最近の多ピン狭ピッチ接続では、ワイヤ長が5mm超等長くなり、ループ高さも広い高低範囲での使用が求められており、ループ高さのばらつきを低減することは非常に重要となっている。
【0062】
このループ高さのばらつきを低減するには、ワイヤの組織制御が必要であり、しかも、上述した[111]方位あるいは[100]方位等の結晶方位の制御に加えて、単位面積当りの結晶粒数も大きく関与していることを見出した。すなわち、ワイヤ中心部と外周部での[111]/[100]の面積割合Rc、Rsの差異を絶対値で30%以上生じさせ、しかもワイヤの長手方向に垂直断面の結晶粒数が、0.04〜4個/μm2とすることで、高強度であり、ワイヤ長が5mm超の場合にもループ高さのばらつきを低減して、ループ制御性の良好な特性が得られることを確認した。ここで上記の結晶粒数の範囲の理由は、結晶粒数が0.04個/μm2未満では、隣接する結晶粒の方向差が大きい場合にループ形状のばらつきを誘発する原因となるためであり、また4個/μm2超の超微細な結晶粒を、通常のボンディングワイヤ製造工程でワイヤ全体に均一して実現することが困難なためである。
【0063】
ボンディングワイヤの集合組織に関して、これまで知られておらず、報告例も見られなかった。種々の金属における集合組織は、圧延材、引抜細線等で知られているものの、金属の加工法、成分と集合組織の関係や、集合組織と部材使用性能との関係に関しては、統一的な見解は得られていない。集合組織を測定する従来法では、X線回折、TEMによる電子線回折等が用いられていたが、ボンディングワイヤのように、25μm径程度の微細線で、比較的軟質の金属線における集合組織の測定は困難であった。
【0064】
解析技術の進歩は目覚ましく、測定エリアを微小に絞ることができる微小領域X線、最近開発された後方電子散乱図形(Electron Back scattering Pattern、以降EBSP)法等は、微細試料の集合組織の測定に非常に有効な測定手段である。なかでも、EBSP測定により、ボンディングワイヤのような細線でも、その研磨断面の集合組織を精度良く、しかも比較的容易に測定できるようになった。このような最新の解析技術を利用することで初めて、ボンディングワイヤの微細組織に関して、一つ一つの微細結晶粒の結晶方位、断面全体での結晶方位の分布等を、高精度に再現良く測定できることを確認した。ただし、単純にワイヤの表面あるいは研磨断面についてEBSP測定又はX線測定を実施しても、正確な情報が得られるとは限らない。試料作製、装置操作等、多くの実験条件を適正化することではじめて精度の高い方位解析が可能となることを留意しておく必要がある。
【0065】
また、EBSP測定では個別の結晶粒の方位を観察し、その結晶粒の面積を求めることが可能であるが、X線回折を用いた場合には、X線の強度が面積を反映する特性として得られる。すなわち、前述した、[111]方位あるいは[100]方位を有する結晶粒の面積に関する比率は、それぞれの結晶方位のX線強度の比で表すことが可能である。
【0066】
従って、ボンディングワイヤの長手方向で測定したX線強度において、[100]方位を有する結晶粒のX線強度に対する[111]方位を有する結晶粒のX線強度の割合が1.2以上であることにより、強度、弾性率を高めることができ、樹脂封止時のワイヤ流れを低減することが可能である。また、それ以外の本発明に関する{111}方位あるいは[100]方位を有する結晶粒の面積比の関係についても、それぞれの結晶方位のX線強度の比で表現することができる。
【0067】
結晶方位を制御する手段は、製造技術と合金化成分とに大別され、それぞれについて、下記に説明する。
【0068】
本発明の金ボンディングワイヤの組織制御のためには、圧延加工、一次伸線加工、前熱処理、二次伸線加工、後熱処理の順でそれぞれ少なくとも1回組み合わせた工程で、鋳造材からボンディングワイヤを製造する方法であって、前記圧延加工、一次伸線加工におけるそれぞれ面積加工率が95%以上、前記前熱処理の加熱温度(絶対温度)が該材料の融点(絶対温度)に対して30〜70%の温度範囲であり、前記二次伸線加工における面積加工率が99.5%以上、平均伸線速度が100〜800m/分、ダイス前後での張力の差が0.1〜50MPaの範囲であり、前記後熱処理の加熱温度(絶対温度)が該材料の再結晶温度(絶対温度)に対して30〜70%の温度範囲であり、一次伸線及び二次伸線でのダイス出口における引出し角度が30°以下で製造されるものである。こうした条件の範囲内で選定することにより、本発明で規定したワイヤ長手方向での[111]方位及び[100]方位の結晶粒に調整することが可能となる。
【0069】
ここでの圧延加工について、丸型溝ロールあるいは角型溝ロールを用いた圧延、スエージング圧延等を使用することができ、また一部には大型ダイス伸線等も含めることも可能である。圧延加工における面積加工率とは、圧延前、圧延後のワイヤの平均直径をそれぞれDf、Dgとすると、{1−(Dg/Df)2}×100(%)で表すことができる。次に、伸線加工では、主に伸線用ダイスを用い、伸線機は複数のダイスで一度に伸線することができる装置を用い、伸線前、伸線終了後のワイヤの平均半径をそれぞれRf、Rgとすると、{1−(Rg/Rf)2}×100(%)で面積加工率を表すことができる。ダイスの内壁は、超硬金属又はダイヤモンド加工を施されているものが、安定性等に優れており、より望ましい。熱処理方法は、ワイヤを巻き取った状態で加熱オーブン内に設置し、一括して加熱する方式と、一定の長さの加熱炉内でワイヤを連続的に移動させながら加熱する連続熱処理方式等が利用できる。
【0070】
圧延加工の面積加工率、伸線加工の面積加工率、熱処理の加熱温度について、上記条件を適正化させること必要となる。各条件の理由として、圧延加工、一次伸線加工における面積加工率が95%未満、又は二次伸線加工の面積加工率が99.5%未満の場合には、加工集合組織の成長が不充分となり、その後の加熱で回復・再結晶も一部に生じさせた最終の集合組織において、[111]/[100]の面積割合を調整することが困難である。また、熱処理の加熱温度が原料素材の融点に対して30%未満の低温であれば、その後の伸線工程において[111]及び[100]の結晶方位を揃えることが難しいためであり、一方、70%超の高温であれば、最終線径まで伸線しても[111]以外の方位が占める割合が高くなるため、[111]/[100]の面積割合を制御することが難しいためである。
【0071】
平均伸線速度を100〜800m/分とした理由は、100m/分未満であれば、長手方向でのばらつきが発生したり、量産性が低下すること、800m/分超であれば、伸線時の発熱等による動的再結晶等も懸念され、結晶方位の均一性を維持することが困難である。ダイス前後での張力の差が0.1〜50MPaとした理由は、ダイス前後での張力差の制御によりワイヤ表面近傍での加工歪みを制御する効果を利用しており、0.1MPa未満であれば、ワイヤ長手方向での組織のバラツキが発生し易く、50MPa超では細線での断線が問題となるためである。また、一次伸線・二次伸線でのダイス出口における引出し角度が30°以下であれば、ワイヤ長手方向の垂直断面での加工歪みを局所的に管理することにより、ワイヤ内部と外周部での組織を制御することが容易となる。
【0072】
ワイヤの中心近傍と表層近傍における[111]/[100]の面積割合等に差異を促進するには、基本的に上記条件範囲をベースに、加工と回復・再結晶の組合せを積極的に管理することが必要となる。例えば、圧延加工、一次伸線加工、二次伸線加工において中心近傍と表層近傍での加工度、加工歪みに変化を与える方法、また、前熱処理、後熱処理等の加熱時において回復・再結晶をワイヤ表面からの深さ方向で変化させるような方法が有効である。また両者を組み合わせれば、ロール圧延、ダイス伸線加工の工程で、ワイヤの表層近傍では内部よりも加工歪みの導入を助長し、一方で加工速度の増加による動的再結晶を利用して、表層部の加工歪みの緩和を促すことができる。また、熱処理時の温度、移動速度、張力等の設定を変えてワイヤの深さ方向に温度変化を生じさせることも可能である。集合組織は、加工と回復・再結晶の相乗作用に左右される。こうした加工条件と熱処理条件の兼ね合いをうまく利用することで、ワイヤの内部方向での[111]/[100]の面積割合を変化させることができる。
【0073】
さらに、太径から徐々に細くする過程で、条件設定は必ずしも同一ではなく、線径により、掃引角度等に条件を変化させることで、中心近傍と表層近傍での結晶方位の分布に差異を生じることを促進できる。ダイス加工の減面率、伸線速度、熱処理温度等は、変更、管理が比較的容易であり、その効果も得られやすい。なかでも、伸線加工に用いる複数のダイスの内、減面率が7%未満、7〜11%、11〜20%である3種のダイス群のそれぞれを少なくとも10%以上を使用することで、中心近傍と表層近傍での結晶方位を個別に制御することが比較的容易となる。上記3種のダイス群のダイス数、順番等の組み合わせを変更することにより、本発明に規定したワイヤ組織の範囲内で、結晶方位の比率を微調整することが可能である。
【0074】
また、加熱炉の両端の加熱温度Te(絶対温度)が、中央部の加熱温度Tm(絶対温度)に対して、0.02Tm 〜0.3Tm ほど低温である温度分布を持った加熱炉を用いて、ワイヤを連続的に掃引させて熱処理することで、中心近傍と表層近傍での再結晶挙動に変化を与え、ワイヤ深さ方向に結晶方位を制御することも可能である。また、一定部にのみガス流を発生させている加熱炉を用い、その炉内でワイヤを連続的に掃引させて熱処理することでも、ワイヤ表層近傍での結晶方位を制御することも可能である。
【0075】
ワイヤ材料について、Auを主成分とするボンディングワイヤであれば、比較的容易に本発明に係わる組織を得ることができる。好ましくは、ワイヤ製造工程での作業性、使用時のボール形成時の酸化等を考慮すると、Auを主成分とし、添加成分として、Be、Ca、La、In、Gd、Nd、Ce、Dy、Tb又はYから選ばれる1種以上の元素の総濃度C1が0.0005〜0.02質量%、あるいはAg、Sn、Pd、Pt又はCuから選ばれる1種以上の元素の総濃度C2が0.003〜0.1質量%であることが望ましい。さらに好ましくは、上記元素群の総濃度C1が0.005〜0.015質量%であれば、本発明の組織を構成することがより容易となり、量産性の管理等が簡便となる等の理由から、より望ましい。
【0076】
【実施例】
以下、実施例について説明する。
金純度が約99.995質量%以上の電解金を用い、Be、Ca、La、In、Gd、Nd、Ce、Dy、Tb又はYから選ばれる1種以上の元素の総濃度が0.0005〜0.02質量%の範囲、あるいはAg、Sn、Pd、Pt又はCuから選ばれる1種以上の元素の総濃度が0.003〜0.1質量%の範囲で含有する金合金を溶解炉で溶解鋳造し、その鋳塊をロール圧延し、加熱炉中で前熱処理を行い、さらにダイスを用いて伸線加工を行い、連続的にワイヤを掃引しながら加熱する後熱処理を施して、ボンディングワイヤを作製した。最終線径は20μmとした。
【0077】
表1、2に、ワイヤの結晶方位の面積比率、あるいはワイヤボンディングによる使用性能について表示する。
【0078】
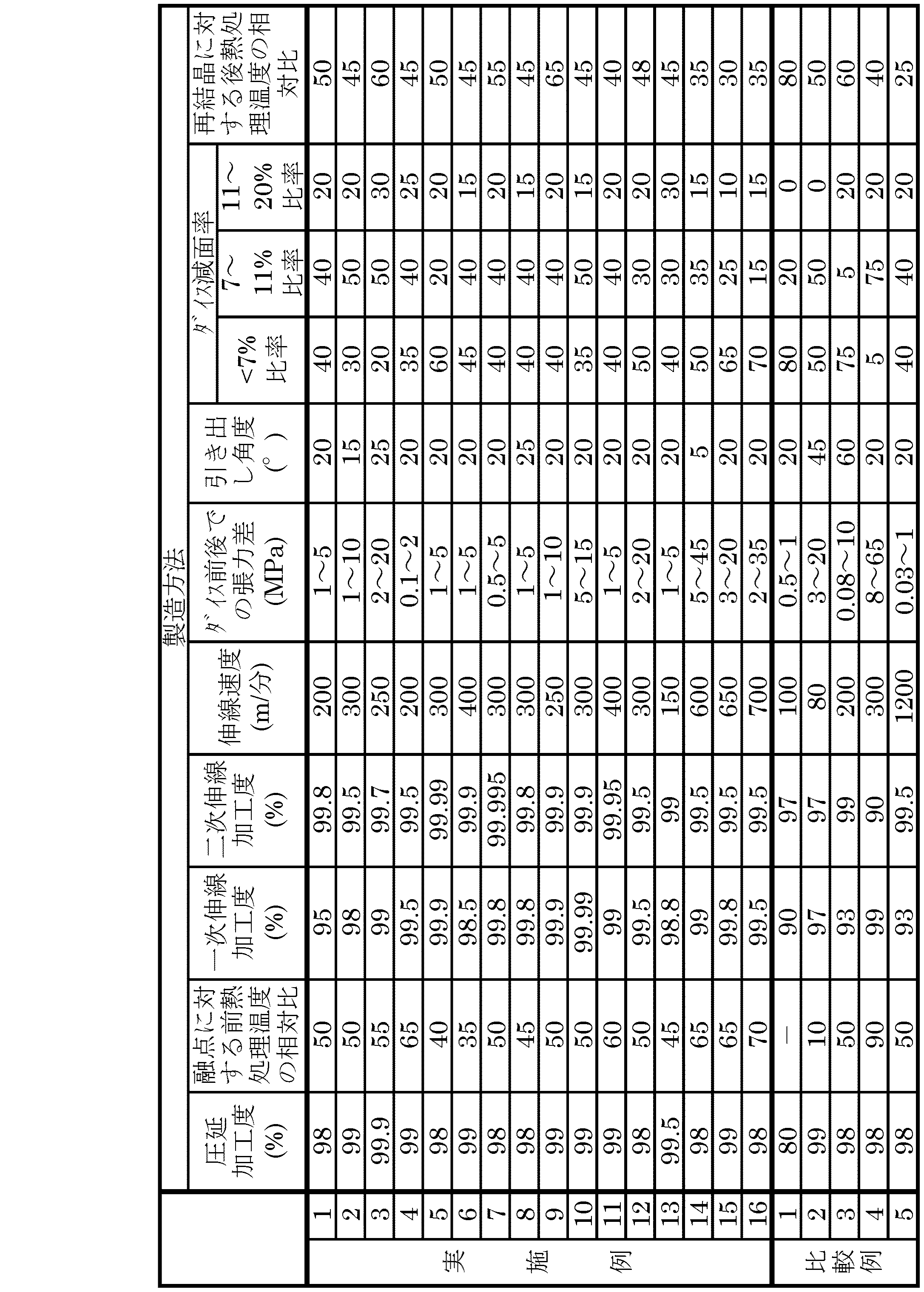
表3に製造条件を示す。実施例では、本発明で規定する製造条件を満足しており、一方、比較例では、製造条件の少なくとも一つは本発明で規定する範囲から外れる条件が含まれる。
【0079】
【表1】
【表2】
【表3】
実施例の具体的な製造工程を簡単に説明する。まずは、直径6〜30mmの鋳塊を作製する。圧延工程では、溝型ロールを使用し、線径が0.5〜1.5mmとなるまで、10〜100m/分の速度で加工した。前熱処理工程では、オーブン加熱炉を用い、250〜800℃に設定された炉中に0.1〜2時間保持して加熱し、炉外の大気中で放冷した。伸線工程では、ダイスを複数個セットできる連続伸線装置と、ダイヤモンドコーティングされたダイスを用い、伸線速度は50〜400m/sの範囲、ダイス前後での張力の差が0.1〜50MPaの範囲とした。使用したダイスの減面率は、減面率が7%未満、7〜11%、11〜20%である3種のダイス群を使用した。後熱処理工程では、20cmの均熱帯を持つ赤外加熱炉を用い、250〜700℃に設定された炉中を、速度は50〜800m/分で、ワイヤを連続的に移動させながら熱処理を施し、引張試験の伸び値が3〜5%になるように調整した。
【0083】
また、表3の実施例4〜5、10〜16では、後熱処理工程における加熱炉両端の加熱温度Teが、中央部の加熱温度Tmに対して、0.02Tm 〜0.3Tm ほど低温であるように調整してある。
【0084】
ボンディングワイヤの接続には、汎用の自動ワイヤボンダー装置を使用して、ボール/ウェッジ接合を行った。ボール接合では、ワイヤ先端にアーク放電によりボール部を形成し、そのボール部を電極膜に超音波併用の熱圧着により接合した。また、リードフレーム(Cu合金)又はCSPテープ基板上のリード部に、ワイヤ他端部をウェッジ接合した。電極間隔は70、50、40μmの狭ピッチ接続を行った。
【0085】
接合相手は、シリコン基板上の電極膜として、厚さ約0.8μmのAl合金膜(Al−1%Si、Al−0.5%Cu、Al−1%Si−0.5%Cu)、あるいはCu配線(Au0.01μm/Ni0.4μm/Cu0.4μm)を用いた。
【0086】
スタッドバンプの作製には、上記のボール部を電極上に接合し、その直上にワイヤを引き上げて破断させることで、バンプを形成した。積層チップ実装のために、同一チップにスタッドバンプとループ形成を混載させる場合には、まずは全ての電極上にスタッドバンプを形成し、その後に行うループ形成では、ボール部をリード部に接合し、ワイヤを前述したスタッドバンプ上にウェッジ接合した。
【0087】
ワイヤ組織について、長手方向に断面研磨したワイヤを用いて、エッチングを行った後にSEMで観察して結晶粒数を数えた。また、同様の断面研磨した試料のある領域において、EBSP法により結晶方位を測定した。ワイヤ断面の全体での[111]又は[100]方位の結晶粒の面積比率を求め、ワイヤの半径Rの中心からR/2までの部分を中心部、その外側を外周部とし、それぞれの領域における[111]/[100]の面積割合Rc、Rsを求めた。また、ワイヤ中心からR/3までの領域を芯部の領域における[111]/[100]の面積割合Rdを求めた。なお、結晶方位の測定において、結晶粒の各方位がワイヤの長手方向に対して10°以内の傾きを有するものを、全て各方位の結晶粒とした。
【0088】
ウェッジ接合性の評価には、接合相手は、表面にAgメッキ(厚さ:1〜4μm)が施されたリードフレーム、又は表面にAuメッキ/Niメッキ/Cu配線が形成されている樹脂テープ基板を使用した。試料が搭載されるステージの温度は、リードフレームの場合は通常の220℃を選定し、テープ基板の場合には、通常の180℃と、ウェッジ接合性がより厳しくなる低温の160℃で行った。評価基準として、200ピンのチップを10個使用し、合計2000本のワイヤを接続し、ウェッジ接合部での不良により連続ボンディング動作が一度でも中断したり、光顕観察により剥離等の不良現象が2本以上認められた場合には、ウェッジ接合性が不十分であるため△印で示し、連続ボンディングで問題もなく、その後の観察でも不良が認められない場合には、ウェッジ接合性は良好であると判断し、◎印で示し、両者の中間となる、連続ボンディングは可能でも剥離が1本認められた場合には、通常は問題とならないことから、○印で表示した。
【0089】
また、ウェッジ接合性等も影響を及ぼすボール形成性について、上記のテープ基板への160℃の低温接合を実施して、線径の1.4倍の小ボール10本をSEMで観察した。ボール形状が真球で良好な場合には◎印、偏平なボールが1本でも観察されたら△印、その中間で、真球性は良好であるがボール部がワイヤ中心からずれることによる偏芯が2本以上観察された場合には○印で表示した。
【0090】
樹脂封止時のワイヤ流れ(樹脂流れ)の測定に関しては、ワイヤ長が約5mm、ループ高さが約300μm、ループ形状は台形となるようボンディングし、その後、モールディング装置を用いて汎用ビフェニール系エポキシ樹脂で封止を行った試料を作製した。この半導体素子の内部を軟X線非破壊検査装置を用いてX線投影し、決まった位置のワイヤ流れ量を30本測定し、その平均値をワイヤ長さで除算した値(百分率)を封止後のワイヤ流れ率と定義した。このワイヤ流れ率が、4%未満であればワイヤ流れは良好であるため◎印で示し、6%以上であれば狭ピッチ接続でのワイヤ接触等が懸念されるため△印、その中間である4〜6%の範囲の場合は○印で表示した。
【0091】
ボンディングされたループの直線性を評価するため、ワイヤ長(スパン)が6mmとなるようボンディングされた100本のワイヤを用いて、投影機により上方から観察した。ボール側とウェッジ側の接合部を結ぶ直線に対し、ワイヤが最も離れている部位のずれを曲がり量として測定した。その曲がり量の平均が、線径の1本分未満であれば良好であると判断し◎印で表示し、2本分以上であれば不良であるため△印、その中間であれば、汎用ワイヤよりは良好であり、通常は問題とならないため○印で表示した。
【0092】
ウエッジ接合部の信頼性を評価するため、高温リフロー試験、熱サイクル試験を実施した。試料は、上述した、200ピンのCu合金のリードフレーム上にワイヤボンディングを行った後に、汎用ビフェニール系エポキシ樹脂で封止した試料を用いた。試料数は2チップの計400ピンで調べた。リフロー試験は、Pbフリー対応を想定し、従来のSn−Pb共晶系よりも高温である280℃でリフローを実施し、その後に電気特性を測定した。導通が得られないものが1本でも発生すれば△印、電気的特性に問題が生じていない場合は◎印、その中間である、全ピンで導通はえられるが、電気抵抗が高いピンが2本以上発生している場合には、より過酷な接合信頼性が懸念されるため○印で表示した。
【0093】
熱サイクル試験では、実使用時の熱履歴を加速評価する目的で、−55℃と125℃の間で温度の昇降を繰り返し、300サイクルの試験後に、開封作業により樹脂を削除し、ウェッジ接合部の近傍での引張り試験(ピール試験)を実施した。この熱サイクル試験後のウェッジ接合のピール強度を、ボンディング直後の平均値と比較した。試験後のピール強度の減少が2割以下に抑えられている場合には、ウェッジ接合部の耐疲労特性は良好であるため◎印で示し、強度の減少が、7割超である場合には不良発生が懸念されるため△印で、その中間では、電気的接続は確保されていることから○印で表示した。
【0094】
短スパンでのウェッジ接合部近傍の引張強度を評価するピール試験を実施した。チップ段差は450μm程度、ワイヤ長は約1mm、接合相手は前記樹脂テープである。ボンディングされたワイヤでピール試験を行い、その破断強度であるピール強度が60mN以上であれば良好であるため◎印で示し、20mN未満であれば実用上問題となるため△印で示し、その中間であれば、実用上は問題のないレベルであると判断して○印で示した。
【0095】
ボール接合近傍のワイヤ直立部が倒れる現象であるリーニングについては、チップ水平方向からワイヤ直立部を観察し、ボール接合部の中心を通る垂線とワイヤ直立部との間隔が最大であるときの間隔(リーニング間隔)で評価した。ワイヤ長は4mm、試料数は50本とした。ループの最高高さは、通常の約200μmと、リーニング評価にはより厳しい高ループである約350μmの2種類で調べた。上記のリーニング間隔がワイヤ径よりも小さい場合にはリーニングは良好、大きい場合には直立部が傾斜しているためリーニングは不良であると判断した。リーニングの不良発生頻度により分類し、不良が3本以上の場合には△印、0本の場合には◎印、その中間では○印で表示した。
【0096】
積層チップ接続への適応性について、逆段差ボンディング時のワイヤ曲がりを評価した。ボール接合部がウェッジ接合部よりも低い位置となるよう、上述した、電極上にスタッドバンプを形成し、その上にウェッジ接合を行った。高さ450μmの高段差チップを用い、ボール接合近傍のワイヤ直立部が350μm程度となるようボンディングを行った。ボンディングされたワイヤ200本を上方から観察して、直立部の最大倒れ量が線径の4倍以上のものが1本でもあれば不良と判断して△印で示し、全てのワイヤの最大曲がり量が線径の2倍より小さい場合には良好であると判断して◎印で表し、その中間である場合には、屈曲は少し発生しているものの、一般的な使用では問題にならないと判断して○印で示した。
【0097】
ワイヤ表面の傷発生では、100本のループを形成し、SEMで観察して、ワイヤ表面に傷が認められない場合には◎印で示し、長さが10μm以上の傷が1個でも認められる場合には△印で示し、その中間では、傷発生の問題がないとして、○印で示した。また、キャピラリ詰まりでは、連続ボンディングに支障をきたしたり、ループ形状が乱れる等、キャピラリの詰まりに関連する不良が発生するまでのボンディング回数で比較し、10万回未満ではキャピラリ寿命が短く生産性が悪いと判断して△印で示し、50万回以上では生産性が良好であると判断して◎印で示し、その中間では、通常の使用では問題ないとして○印で示した。
【0098】
ボンディング工程でのループ形状安定性については、ワイヤ毎に3箇所のループ高さを測定し、そのループ高さの標準偏差により評価した。安定なループ形状を得るのがより困難である狭ピッチ・ロングスパンへの実用性を評価するため、ワイヤ長は5mm長、ループ形状は台形、ループ高さは約200μmと約350μmの2種類でボンディングを行った。それぞれ50本ずつ選定し、測定には光学顕微鏡を使用した。測定個所には、ループ高さのバラツキが発生しやすい部位として、ボール直上部、最高到達部、ワイヤ長の中心部の3箇所とした。このループ高さの標準偏差がワイヤ径の1/2以下であれば、バラツキが大きいと判断し、1/2未満であればバラツキは小さく良好であると判断した。その基準をもとに判断し、3箇所ともバラツキが小さい場合には、ループ形状が安定していると判断し、◎印で表示し、バラツキが大きい個所が1箇所である場合には、比較的良好であるため○印、2箇所の場合には△印、3箇所ともバラツキが大きい場合には×印で表示した。
【0099】
表1、2、3で、第1請求項に係わるボンディングワイヤは実施例1〜16であり、第2請求項に係わるボンディングワイヤは実施例1〜3、5〜9、12〜14であり、第3請求項に係わるボンディングワイヤは実施例1〜7、10〜13であり、第4請求項に係わるボンディングワイヤは実施例1〜10、12であり、第5請求項に係わるボンディングワイヤは実施例4、11、15、16であり、第7請求項に係わるボンディングワイヤは実施例1、2、4〜10、12〜16である。表1の比較例1〜6は、第1請求項におけるボンディングワイヤの組織構成を満足しない場合である。
【0100】
実施例1〜16のボンディングワイヤは、本発明に係わる、中心部、外周部それぞれの結晶方位に関する[111]/[100]の面積割合Rc、Rsの差分比率の絶対値|1−Rc/Rs|×100(%)が30%以上であることにより、現在主流のリードフレームを用いた場合のウェッジ接合性を向上できることが確認された。また、線径の1.3倍程度の小ボールの形成性も良好であった。また、上記の結晶方位の差分比率の絶対値が40%以上である実施例2〜8、10、12、15、16では、樹脂テープ上に180℃でボンディングされるときのウェッジ接合性が改善されており、さらに、50%以上である実施例3〜7、10、16では、より低温160℃で樹脂テープ上へのウェッジ接合性も良好であることが確認された。それに対し、比較例1〜6のボンディングワイヤは、上記の結晶方位の差分比率の絶対値が割合が30%未満であることにより、リードフレーム、樹脂テープ上へのウェッジ接合性は十分ではなかった。
【0101】
第2請求項に係わる実施例1〜3、5〜9、12〜14のボンディングワイヤでは、中心部と外周部における[111]/[100]の面積割合Rc、Rsとの差分比率|1−Rc/Rs|×100(%)を30%以上、ワイヤ断面全体で平均した[111]/[100]の面積割合Raを1.0以上であるため、高接合性とワイヤ流れの抑制を同時に満足することが確認されたが、比較例1〜6では、こうした改善効果は認められなかった。また、実施例1、6〜9では、ワイヤ断面全体で平均した上記値Raを1.2以上とすることで、ロングスパンでのループの直線性も向上することができた。
【0102】
第3請求項に係わる実施例1〜7、10〜13のボンディングワイヤでは、中心部と外周部での該面積比率Rc、Rsとの差分比である|1−Rc/Rs|×100(%)が30%以上であり、ワイヤ中心からR/3まで芯部での該面積比率Rdが0.1〜0.8の範囲であることにより、高いウェッジ接合性、ワイヤ流れの抑制を満足しつつ、さらに、ウェッジ接合部における疲労特性に関連する高温リフロー試験、熱サイクル試験においても良好な信頼性が得られることを確認した。なかでも、実施例1〜3、5〜7、12、13では、上記特性である、中心部と外周部での差分比、芯部での面積比率Rdに加えて、ワイヤ断面全体で平均した[111]/[100]の面積割合Raを1.0以上とすることで、短スパンにおけるウェッジ接合部近傍のピール強度も十分高いことが確認された。
【0103】
第4請求項に係わる実施例1〜10、12のボンディングワイヤでは、中心部と外周部での該面積比率Rc、Rsとの差分比である|1−Rc/Rs|×100(%)が30%以上であり、外周部での該面積比率Rsが1.2以上であることにより、ウェッジ接合性を満足し、さらに、ループ高さが200μmにおけるリーニング性も改善できることが確認された。なかでも、該Rsが1.5以上である実施例5〜8のボンディングワイヤでは、ループ高さが350μmの高い場合でも、良好なリーニング性が得られることが確認された。また、|1−Rc/Rs|×100(%)≧30%、Rs≧1.2であり、さらに芯部での比率Rdが0.1〜0.8の範囲である、実施例1〜7、10、12では、逆段差ボンディング時のワイヤ曲がりを低減する効果も確認された。
【0104】
第5請求項に係わる実施例4、11、15、16のボンディングワイヤでは、表面からR/5までの最表面部における[111]/[100]の面積割合Rtが1.0以下であることにより、ワイヤ表面の傷発生を低減したり、キャピラリが詰まるまでの寿命を延ばして、生産性を向上することができる。
【0105】
第7請求項に係わる実施例1、2、4〜10、12〜16のボンディングワイヤでは、中心部と外周部での該面積比率Rc、Rsとの差分比である|1−Rc/Rs|×100(%)が30%以上であり、結晶粒数が0.04〜4個/μm2の範囲であることにより、ワイヤ長が5mmでのループ高さのばらつきを低減し、安定なループ形状を得られる制御性の良好な特性が得られることが確認された。
【0106】
【発明の効果】
以上、本発明の導体装置用金ボンディングワイヤ及びその製造方法によれば、狭ピッチ接続を実現するために、ウェッジ接合部の接合性あるいは疲労特性、ワイヤ流れの抑制、ボール直立部のリーニング性、等が総合的に改善でき、しかも工業的に量産性にも優れている。
Claims (10)
- ボンディングワイヤの長手方向断面の結晶粒組織において、ワイヤの半径をRとして、該ワイヤの中心からR/2までの部分を中心部、その外側を外周部としたとき、中心部におけるワイヤ長手方向の結晶方位の内、[100]方位を有する結晶粒の面積に対する[111]方位を有する結晶粒の面積の割合Rcと、外周部におけるワイヤ長手方向の結晶方位の内、[100]方位を有する結晶粒の面積に対する[111]方位を有する結晶粒の面積の割合Rsについて、両者の差分比率の絶対値|1−Rc/Rs|×100(%)が30%以上であることを特徴とする半導体装置用金ボンディングワイヤ。
- ボンディングワイヤの長手方向断面の結晶粒組織において、ワイヤ長手方向の結晶方位の内、[100]方位を有する結晶粒の面積に対する[111]方位を有する結晶粒の面積の割合Raが1.0以上であることを特徴とする、請求項1に記載の半導体装置用金ボンディングワイヤ。
- ボンディングワイヤの長手方向断面の結晶粒組織において、ワイヤの半径をRとして、該ワイヤの中心からR/3までの部分を芯部としたとき、芯部におけるワイヤ長手方向の結晶方位の内、[100]方位を有する結晶粒の面積に対する[111]方位を有する結晶粒の面積の割合Rdが0.1〜0.8の範囲であることを特徴とする、請求項1又は2に記載の半導体装置用金ボンディングワイヤ。
- ボンディングワイヤの外周部におけるワイヤ長手方向の結晶方位の内、[100]方位を有する結晶粒の面積に対する[111]方位を有する結晶粒の面積の割合Rsが1.2以上であることを特徴とする、請求項1〜3のいずれかに記載の半導体装置用金ボンディングワイヤ。
- ボンディングワイヤの長手方向断面の結晶粒組織において、ワイヤの半径をRとして、該ワイヤの表面からR/5までの部分を最表面部としたとき、最表面部におけるワイヤ長手方向の結晶方位の内、[100]方位を有する結晶粒の面積に対する[111]方位を有する結晶粒の面積の割合Rtが1.0以下であることを特徴とする、請求項1〜4のいずれかに記載の半導体装置用金ボンディングワイヤ。
- 前記結晶粒の[111]方位及び[100]方位が、ボンディングワイヤの長手方向に対し、10°以内の傾きを有する請求項1〜5のいずれかに記載の半導体装置用金ボンディングワイヤ。
- 前記ボンディングワイヤの長手方向断面の結晶粒数が、0.04〜4個/μm2である請求項1〜6のいずれかに記載の半導体装置用金ボンディングワイヤ。
- 圧延加工、一次伸線加工、前熱処理、二次伸線加工、後熱処理の順でそれぞれ少なくとも1回組み合わせた工程で、鋳造材からボンディングワイヤを製造する方法であって、前記圧延加工、一次伸線加工におけるそれぞれの面積加工率が95%以上、前記前熱処理の加熱温度(絶対温度)が該材料の融点(絶対温度)に対して30〜70%の温度範囲であり、前記二次伸線加工における面積加工率が99.5%以上、平均伸線速度が100〜800m/分、ダイス前後での張力の差が0.1〜50MPaの範囲であり、前記後熱処理の加熱温度(絶対温度)が該材料の再結晶温度(絶対温度)に対して30〜70%の温度範囲であり、一次伸線及び二次伸線でのダイス出口における引出し角度が30°以下で製造されることを特徴とする半導体装置用金ボンディングワイヤの製造方法。
- 前記伸線加工に用いる複数のダイスの内、減面率が7%未満、7〜11%、11〜20%である3種のダイス群のそれぞれを少なくとも10%以上は使用することを特徴とする、請求項8に記載の半導体装置用ボンディングワイヤの製造方法。
- 前記後熱処理において、加熱炉両端の加熱温度Te(絶対温度)が、中央部の加熱温度Tm(絶対温度)に対して、0.02Tm 〜0.3Tm ほど低温である温度分布を持った加熱炉を用いて、ワイヤを連続的に掃引させて熱処理することを特徴とする、請求項8又は9に記載の半導体装置用ボンディングワイヤの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002182450A JP3697227B2 (ja) | 2002-06-24 | 2002-06-24 | 半導体装置用金ボンディングワイヤ及びその製造方法 |
| TW092127458A TWI237334B (en) | 2002-04-05 | 2003-10-03 | A gold bonding wire for a semiconductor device and a method for producing the same |
| US10/502,676 US7390370B2 (en) | 2002-04-05 | 2003-10-03 | Gold bonding wires for semiconductor devices and method of producing the wires |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002182450A JP3697227B2 (ja) | 2002-06-24 | 2002-06-24 | 半導体装置用金ボンディングワイヤ及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004031469A JP2004031469A (ja) | 2004-01-29 |
| JP3697227B2 true JP3697227B2 (ja) | 2005-09-21 |
Family
ID=31178943
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002182450A Expired - Lifetime JP3697227B2 (ja) | 2002-04-05 | 2002-06-24 | 半導体装置用金ボンディングワイヤ及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3697227B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011044729A (ja) * | 2007-12-03 | 2011-03-03 | Nippon Steel Materials Co Ltd | 半導体装置用ボンディングワイヤ |
| CN111886685A (zh) * | 2018-09-21 | 2020-11-03 | 日铁化学材料株式会社 | 半导体装置用Cu合金接合线 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005268771A (ja) * | 2004-02-20 | 2005-09-29 | Nippon Steel Corp | 半導体装置用金ボンディングワイヤ及びその接続方法 |
| WO2009072525A1 (ja) * | 2007-12-03 | 2009-06-11 | Nippon Steel Materials Co., Ltd. | 半導体装置用ボンディングワイヤ |
| JP4617375B2 (ja) | 2007-12-03 | 2011-01-26 | 新日鉄マテリアルズ株式会社 | 半導体装置用ボンディングワイヤ |
| KR101057271B1 (ko) * | 2008-01-25 | 2011-08-16 | 가부시키가이샤 닛데쓰 마이크로 메탈 | 반도체 장치용 본딩 와이어 |
| KR101513493B1 (ko) | 2013-02-19 | 2015-04-20 | 엠케이전자 주식회사 | 은 합금 본딩 와이어 |
| TWI536476B (zh) * | 2014-03-31 | 2016-06-01 | Nippon Micrometal Corp | Connecting wire for semiconductor device and method for manufacturing the same |
| CN111656501B (zh) * | 2018-01-30 | 2024-10-01 | 拓自达电线株式会社 | 接合线 |
-
2002
- 2002-06-24 JP JP2002182450A patent/JP3697227B2/ja not_active Expired - Lifetime
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011044729A (ja) * | 2007-12-03 | 2011-03-03 | Nippon Steel Materials Co Ltd | 半導体装置用ボンディングワイヤ |
| JP2011061221A (ja) * | 2007-12-03 | 2011-03-24 | Nippon Steel Materials Co Ltd | 半導体装置用ボンディングワイヤ |
| CN111886685A (zh) * | 2018-09-21 | 2020-11-03 | 日铁化学材料株式会社 | 半导体装置用Cu合金接合线 |
| CN111886685B (zh) * | 2018-09-21 | 2021-10-08 | 日铁化学材料株式会社 | 半导体装置用Cu合金接合线 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004031469A (ja) | 2004-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4554724B2 (ja) | 半導体装置用ボンディングワイヤ | |
| CN105023902B (zh) | 半导体用接合线 | |
| JP5246314B2 (ja) | 半導体用銅合金ボンディングワイヤ | |
| US7820913B2 (en) | Bonding wire for semiconductor device | |
| JP4886899B2 (ja) | 半導体用ボンディングワイヤ | |
| JP5073759B2 (ja) | 半導体装置用ボンディングワイヤ | |
| KR100739378B1 (ko) | 반도체용 본딩 와이어 및 그 제조 방법 | |
| JP4691533B2 (ja) | 半導体装置用銅合金ボンディングワイヤ | |
| JP4904252B2 (ja) | 半導体装置用ボンディングワイヤ | |
| TWI657154B (zh) | 半導體裝置用接合線 | |
| JP4672373B2 (ja) | 半導体装置用ボンディングワイヤ | |
| KR102167478B1 (ko) | 반도체 장치용 Cu 합금 본딩 와이어 | |
| JP2009158931A (ja) | 半導体装置用ボンディングワイヤ | |
| JP4705078B2 (ja) | 半導体装置用銅合金ボンディングワイヤ | |
| JP4141854B2 (ja) | 半導体装置用金ボンディングワイヤおよびその製造法 | |
| JP2005268771A (ja) | 半導体装置用金ボンディングワイヤ及びその接続方法 | |
| JP3697227B2 (ja) | 半導体装置用金ボンディングワイヤ及びその製造方法 | |
| TW200419683A (en) | A gold bonding wire for a semiconductor device and a method for producing the same | |
| JP2011091404A (ja) | 半導体装置用ボンディングワイヤ | |
| JP5393614B2 (ja) | 半導体装置用ボンディングワイヤ | |
| JP4195495B1 (ja) | ボールボンディング用金合金線 | |
| WO2021166081A1 (ja) | 半導体装置用Cu合金ボンディングワイヤ | |
| WO2004049425A1 (ja) | 半導体装置用金ボンディングワイヤおよびその製造方法 | |
| TW202132581A (zh) | 半導體裝置用Cu合金接合導線 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040902 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050617 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050628 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050701 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 3697227 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080708 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090708 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090708 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100708 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100708 Year of fee payment: 5 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110708 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110708 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120708 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120708 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130708 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |