JP3675673B2 - 電解液内蔵電池 - Google Patents
電解液内蔵電池 Download PDFInfo
- Publication number
- JP3675673B2 JP3675673B2 JP19181299A JP19181299A JP3675673B2 JP 3675673 B2 JP3675673 B2 JP 3675673B2 JP 19181299 A JP19181299 A JP 19181299A JP 19181299 A JP19181299 A JP 19181299A JP 3675673 B2 JP3675673 B2 JP 3675673B2
- Authority
- JP
- Japan
- Prior art keywords
- battery
- electrolyte
- negative electrode
- positive electrode
- seal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Sealing Battery Cases Or Jackets (AREA)
- Filling, Topping-Up Batteries (AREA)
- Secondary Cells (AREA)
Description
【発明の属する技術分野】
本発明は、電解液内蔵電池に関する。更に詳しくは内蔵した電解液の漏洩を防止する手段を有する電解液内蔵電池に関する。
【0002】
【従来の技術】
電解液を内蔵した電池を製造する場合には、電解液を注入した後、電解液が漏洩しないように電解液注入口を密閉する必要がある。電解液が漏洩すると電池として機能しなくなるからである。
【0003】
電解液の漏洩を防止する手段として、特開平9−092242号公報には比較的容量の大きい非水電解液二次電池について、電解液注入口の内側の側面に雌ねじを切っておき、電解液注入口を密閉するための栓ボルトと電解液注入口との間にメタルシールを配置して、栓ボルトを電解液注入口にメタルシールを介して締め付けることにより、電解液注入口を密閉する手法が開示されている。
【0004】
【発明が解決しようとする課題】
しかしメタルシールを電解液注入口と栓ボルトとの間に配置して、栓ボルトをメタルシールを介して電解液注入口に締め付けることによって、密閉性を確保しようとする場合には、例えばM4の六角ボルトを栓ボルトとして用いた場合には、締め付けトルクが50kgf・cm程度必要となる。メタルシールを介して締め付ける場合には、メタルシールには弾性がないためそれだけ大きな締め付けトルクで締め付ける必要があるからである。その結果、雌ねじのねじ山を確保するためには、例えばステンレス製電池ケースでは、ケースの蓋の板厚が3mm程度必要となる。しかしこれでは電池重量が増加してしまい、重量エネルギー密度、重量出力密度等の電池特性を低下させることになる。
【0005】
またメタルシールが接する金属表面を研磨して、平滑にしないと密閉性が得られないため、電池ケースの蓋、栓ボルト等の部品コストが増大するという問題が生じた。更には部品洗浄工程等でできた傷が密閉性を阻害するという問題も生じた。
【0006】
本発明は、上記問題点を鑑みて、なされたものである。即ち本発明は、電解液注入口を密閉するために電解液注入口に螺着されるボルトの締め付けトルクの低減を可能とする封止手段を有した電解液内蔵電池を提供することを目的とする。
【0007】
また締め付けトルクの低減によって、電池ケースの板厚を薄くすることができ、電池重量を軽量化することを目的とする。即ち特に電解液が大量に必要となる大型電池の重量を軽量化することを目的とする。
【0008】
更に電解液注入口を封止する部材の変更により、部品の表面の粗さ及び部品洗浄などで生ずる傷について許容できる範囲を拡大でき、その結果として部品コストの低下、生産性の向上を図ることを目的とする。
【0009】
【課題を解決するための手段】
本発明の電解液内蔵電池は、正極及び負極と、該正極と該負極の電気化学的反応を媒介する電解液と、該電解液を注入するための注入口と該注入口を封止する封止手段とを有し、該正極、該負極及び該電解液を収納保持する電池ケースとを有する電解液内蔵電池であって、前記封止手段は、前記注入口に挿着される雄ねじ部と、該雄ねじ部と一体的に形成され、該注入口及びその周囲を覆う頭部とを有するボルトと、該ボルトの該雄ねじ部の周囲を間隔を隔てて取り囲み、該ボルトの該頭部と該注入口を区画する前記電池ケースの表面部分との間に狭持された輪状の隔壁部と、該雄ねじ部の外周面と該隔壁部及び該ボルトの該頭部と該電池ケースの該表面部分とで区画される空間に加圧状態で封入された弾性材料よりなるシールとからなることを特徴とする。
【0010】
即ち電解液注入口の封止は、円形の穴が設けられたワッシャーと該円形の穴の内側の壁面(輪状の隔壁部)に内接する弾性材料とを電解液注入口に配設して、ボルトを隔壁部を有するワッシャーと弾性材料からなるシールとを介して、電解液注入口に挿着することによって行われる。ボルトの挿着によってワッシャーの隔壁部とボルトの頭部と電池ケースの表面部分とで区画される空間に弾性材料が加圧状態で封入されるので、密閉性が確実になる。ここで輪状の隔壁部とはワッシャーに設けられた円形の穴の内壁面を言い、雄ねじの周囲を間隔を隔てて取り囲み、弾性材料からなるシールをシールの外周面において加圧するものである。
【0011】
【発明の実施の形態】
本発明の電解液内蔵電池の実施の形態として、比較的容量の大きいリチウムイオン二次電池を例にとって、図を参照しつつ、説明する。なお比較的容量の大きいものを実施形態として採用したのは、本発明の目的の一つが電池の大型化にも対応することだからである。但し大型電池に限定されるものではなく、小型電池であってもよい。また本発明の電解液内蔵電池はリチウムイオン二次電池に限られない。即ち正極及び負極と、電解液と、該電解液を注入するための注入口と該注入口を封止する封止手段とを有し、該正極、該負極及び該電解液を収納保持する電池ケースを有する電解液内蔵電池であればよい。電解液注入口を封止する手段を必要とするからである。例えばニッケル水素電池、ニッケルカドミウム電池等の他の種類の電池であってもよい。更に本発明の電解液内蔵電池の封止手段は、活性炭を活物質として含む電極合材を集電体の表面に層状に形成させた電極を有する電気二重層キャパシタにも適用できる。従って本発明の電解液内蔵電池には、「キャパシタ」をも含むことを意味する。
【0012】
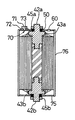
本実施の形態のリチウムイオン二次電池は、正極及び負極と、電解液と、該電解液を注入するための注入口と該注入口を封止する封止手段とを有し、該正極、該負極及び該電解液を収納保持する電池ケースを有する。本リチウムイオン二次電池の断面の模式図を図1に示す。
【0013】
図2において捲芯を中心にして捲回された電極体の模式図を、図3に正極、負極、セパレータ等を展開した図を示す。本リチウムイオン二次電池においては、シート状の正極10a、シート状の負極10bが、セパレータ30を介し、捲芯40を中心に捲回されている。捲芯40、正極シート10a、負極シート10b、セパレータ30、正極シート10a及び正極集電端子部41aをつなぐ正極リード20a、負極シート10a及び負極集電端子部41bをつなぐ負極リード20bとから電極体が構成されている。かかる電極体は、円筒型電池ケースに挿設され、電池ケースには電解液が内蔵される。捲芯40は正極集電端子部41aと負極集電端子部41bと絶縁部44からなる。
【0014】
なお本リチウムイオン二次電池では、電極体の捲回端面(正極シート10a及び負極シート10bが捲回されて層状構造をなしている部分の端面)より捲芯40の先端である集電端子部41a、41bが突出している。またこの捲芯40はその両端にある集電端子部41a、41bの先端部が、電池ケースの蓋体75を外部へ挿通することにより、その集電端子部41a、41bの先端部が外部端子部42a、42bを兼用する態様のものとなっている。更に本リチウムイオン二次電池においては電極体を電池ケースに保持するため外部端子部42a、42bにそれぞれナット45a、45bが締結されている。
【0015】
正極シート10aは、帯状金属箔製の正極集電体11aとその両面に塗工される正極活物質を含む正極合材とから構成され、正極合材が塗工された正極合材塗工部12aと正極集電体11aの幅方向の一端部にある正極合材未塗工部13aを有している。負極シート10bは帯状金属箔製の負極集電体11bとその両面に塗工される負極活物質を含む負極合材とから構成され、負極合材が塗工された負極合材塗工部12bと負極集電体11bの幅方向の一端部にある負極合材未塗工部13bを有している。正極合材未塗工部13aおよび負極合材未塗工部13bは、正極シート10a及び負極シート10bの幅方向の一端部に所定幅で全長にわたって、それぞれ設けられている。
【0016】
正極集電体11aは、アルミニウム等の金属箔を用いればよい。幅及び長さは電池の容量に応じて任意のものとすることができる。正極合材は、リチウム複合酸化物粉末等からなる正極活物質に黒鉛等の導電材、ポリフッ化ビニリデン等の結着剤を混合し、n−メチルピロリドン等の溶剤を適量加えたもので、塗工前はペースト状となっているものを用いればよい。負極集電体11bは、銅等の金属箔を用いればよい。幅及び長さは電池の容量に応じて任意のものにすることができるのは、正極集電体11aの場合と同様である。負極合材は、黒鉛等の炭素材料粉末からなる負極活物質に、ポリフッ化ビニリデン等の結着剤を混合し、n−メチルピロリドン等の溶剤を適量加えたもので、塗工前はペースト状となっているものを用いればよい。
【0017】
正極シート10a、負極シート10bに電極合材塗工部12a、12bを形成させる工程、つまり集電体11a、11bの表面に電極合材を塗工する工程は、種々の方法によって行うことができるが、連続的に塗布、乾燥が行えるコータと呼ばれる塗工機を用いて行うのが好ましい。この場合集電体11a、11bの幅方向の一端部に未塗工部13a、13bを設ければよい。
【0018】
集電のための正極リード20a及び負極リード20bは、通常、集電体11a、11bと同種類の金属を用いるのがよく、従って正極ではアルミニウム等、負極では銅等を用いればよい。その形態は短冊状にすればよい。リード20a、20bは、正極シート10a、負極シート10bの電極合材未塗工部13a、13bに接合される。接合方法は、超音波接合、抵抗溶接、かしめ等いずれの方法も可能である。但し未塗工部13a、13bを幅広くして、プレス、レーザー切断等の手段を用いて切り欠くことにより、集電体と一体に形成されるものであってもよい。リード14a、14bの長さは外部端子部41a、41bまでの集電処理方式に応じて適切な長さとすればよい。なお本リチウムイオン二次電池では、リード14a、14bは集電端子部41a、41bのフランジ部の外周面に43a、43bに接続されている。
【0019】
捲芯40は、上述したように正極集電端子部41aと、負極集電端子部41bと、この正極集電端子部41aと負極集電端子部41bとの間に介在し両集電端子部を電気的に絶縁する絶縁部44とからなる。本リチウムイオン二次電池の場合、捲芯40は円柱棒状の形状である。
【0020】
本リチウムイオン二次電池の場合、正極集電端子部41aおよび負極集電端子部41bの絶縁部を介し背向する先端部が、電極体を収納する電池ケースよりも突出している。この電池ケースから突出する先端部が、正極および負極の外部端子42a、42bの役割を果たしている。
【0021】
正極集電端子部41a及び負極集電端子部41bと、絶縁部44との連結は絶縁部44の連結端部に雌ねじを形成し、正極集電端子部41a、負極集電端子部41bの連結端部に雄ねじを形成し、この雄ねじと雌ねじを螺合することにより行われている。
【0022】
正極集電端子部41aおよび負極集電端子部41bは、正極リード20aおよび負極リード20bの良好な接合及び各極における電気化学的安定性を考慮し、正極集電端子部41aにはアルミニウム等を、また負極集電端子部41bには銅、ニッケルメッキされたステンレス等を用いるのがよい。
【0023】
絶縁部44の材質については、特に限定するものでない。電気的な絶縁を確保でき、電解液に対して腐食、溶解等しない化学的に安定なものであればよい。電池の軽量化を考えれば、例えば、ポリプロピレンあるいはテフロン系等の樹脂から形成するのが望ましい。
【0024】
このように形成された正極シート10a、負極シート10bを、正極リード20a、負極リード20bがそれぞれ背向するようにし、2枚のセパレータ30を介して積重し、これらを一体として捲芯40に渦巻状に捲回する。セパレータ30は、正極シート10aおよび負極シート10bを物理的に隔離し、電解液を保持する役割を果たすもので、厚さ20〜40μm程度のポリエチレン等の微多孔質膜を用いるのがよい。
【0025】
本リチウムイオン二次電池においては、正極集電端子部41aのフランジ42aには正極リード20aが、負極集電端子部41bのフランジ42bには負極リード20bがそれぞれ接合される。接合は超音波接合等により行うことができる。 集電処理が完了した電極体は、電池ケースに挿設されて組付けに供され、電池ケースには電極体と電解液が収納保持される。
【0026】
本リチウムイオン二次電池においては、電池ケースは中空円筒状ケースのパイプ部76と、該パイプ部76の両端を閉塞する2つの蓋体75からなる。蓋体75の中央部には、端子用孔が設けられており、この端子用孔に、外部端子42a、42bが挿入される。電池ケースの蓋体75とパイプ部分76との接合は溶接等によって行えばよい。また電池ケースの蓋体75の端子用孔の部分と捲芯40との間には、電池の密閉を確保し電極間の絶縁を確保するためのシール材(ガスケット50)を介在させ、雄ねじが形成されている外部端子部42a、42bにナット45a、45bを締め付けている。
【0027】
電解液は、電極体が電池ケースに挿設された後、電解液注入口70より注入し、正極シート10a、負極シート10b、セパレータ30に含浸させる。
【0028】
本リチウムイオン二次電池の場合、電解液には、エチレンカーボネート(EC)、プロピレンカーボネート(PC)、γ−ブチロラクトン(γ−BL)、ジメチルスルホキシド(DMSO)、ジエチルカーボネート(DEC)、ジメチルカーボネード(DMC)、ジメトキシエタン(DMC)等の一種又は二種以上を混合したものを溶媒として用い、四フッ化ホウ酸リチウム(LiBF4)、六フッ化リン酸リチウム(LiPF6)、過塩素酸リチウム(LiClO4)、六フッ化ヒ酸リチウム(LiAsF6)等を支持電解質として用いることができる。
【0029】
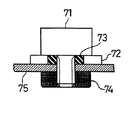
なお一般に電解液内蔵電池においては、過充電等の場合のガス発生による内部圧の異常上昇を考慮し、電池ケースの一部(一般には平面を有することで蓋体)にガス抜きのための安全弁を設けている。本リチウムイオン二次電池においても、電池ケースにはガス抜き穴にニッケル箔を溶接して安全弁60が設けられている。 本リチウムイオン二次電池においては、電解液注入口70より電解液を注入した後該電解液注入口70を封止する電解液注入口封止手段を有している。電解液を注入するための注入口70は、本リチウムイオン二次電池においては電池ケースの蓋体75に穿設されている。図4に輪状の隔壁部を有する金属製ワッシャー72と弾性材料からなるシール(以下「弾性体シール」という)73とを、また該ワッシャー72と該弾性体シール73とが栓ボルト71頭部と蓋体75の表面に狭持された状態を示す。
【0030】
本リチウムイオン二次電池では、栓ボルト71が輪状の隔壁部を有する金属製ワッシャー72と弾性体シール73を介して、電解液注入口70に挿着されている。栓ボルト71の頭部と電解液注入口70を区画する電池ケースの表面部分との間に、隔壁部を有する金属製ワッシャー72と当該隔壁部73に内接した弾性体シール73が設置されており、栓ボルト72の頭部と電池ケースの蓋体75の表面部分が金属製ワッシャー72と弾性体シール73を狭持し、その結果金属製ワッシャー72の隔壁部と栓ボルト71の頭部と栓ボルト71の雄ねじ部の外周面と電池ケースの表面部分とで区画された空間に、弾性体シール73が加圧され、封入されることによって、密閉性が確保されるようになっている。
【0031】
また取り扱いの容易性の点からは、ワッシャー72と弾性体シール73が一体的に結合されているのが好ましい。結合方法は、例えば焼付成形による方式或いは接着剤等による方式により結合すればよい。更に密閉性の点で非加圧状態で弾性体シール73の肉厚が隔壁部を有するワッシャー72の肉厚より厚いのが好ましい。
【0032】
なお電解液注入口の封止手段については、以下に挙げるような別の態様とすることもできる。
【0033】
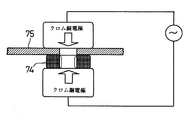
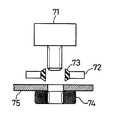
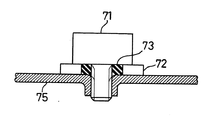
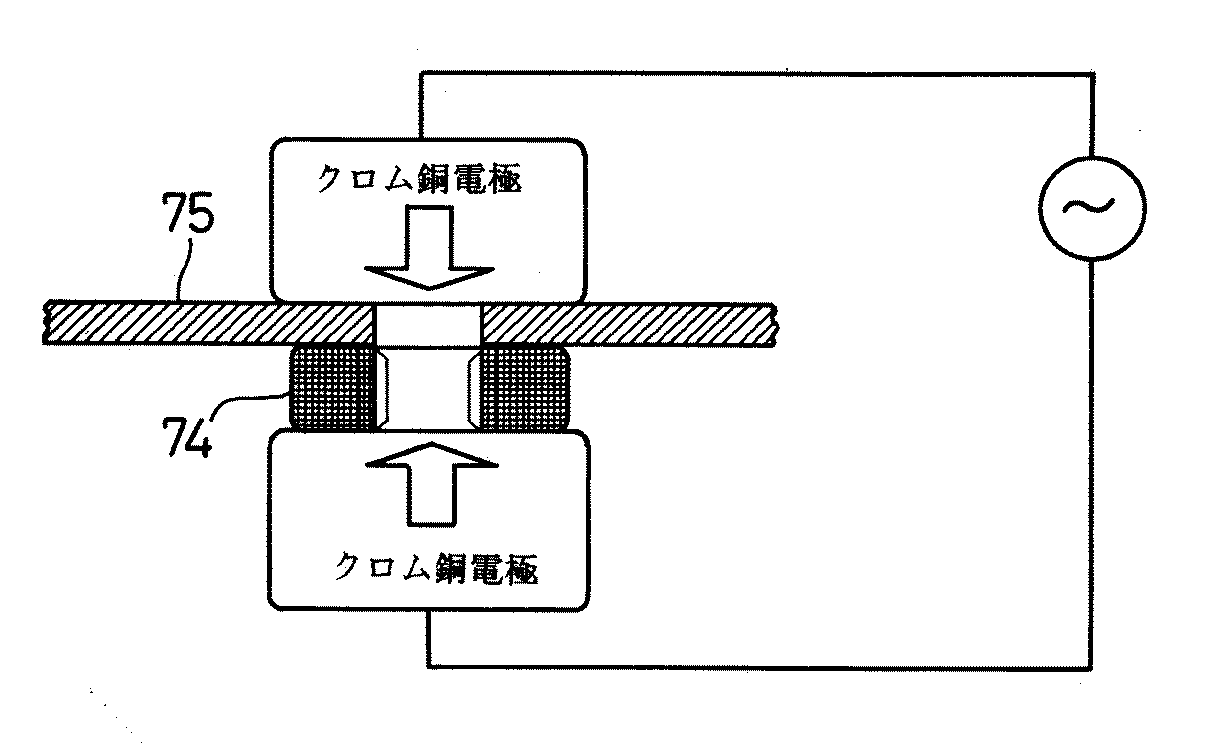
図5にナットの抵抗溶接の概要を表した図、図6に栓ボルト71とナット74の締め付け前の概要を表した図、そして図7に栓ボルト71とナット74による締め付けの概要を表した図を示すが、栓ボルト71の挿着強度の点からは、電解液注入口70が位置する蓋体75の裏にナット74を予め溶接しておき、ナット74と栓ボルト71の頭部によって、電池ケースの蓋体75及び金属製ワッシャー72と弾性体シール73を狭持するのが好ましい。電池ケースの蓋体76の裏面にナット75を抵抗溶接機によって加圧通電を行って、蓋体75とナット74を溶接すればよい。例えばクロム銅電極を用いて、抵抗溶接すればよい。電解液を注入した後、金属製ワッシャー72と弾性体シール73を介して栓ボルト71とナット74の締め付けを行って封止する。ナット74を蓋体75の裏側に溶接して用いることにより、ねじを蓋体に形成しなくても良く、板厚のより薄い蓋体75を使用することができ、電池重量の軽量化に資することになる。更に栓ボルト71とナット74を用いているので締め付けがそれだけ確実になっている。
【0034】
なおナット74を抵抗溶接した際に電池ケースの蓋体75に若干のゆがみ・変形が生じることもあるが、弾性体シール73の変形により歪みを吸収することができる。それ故に密閉性を充分に確保することが可能である。更に注液口を安価な貫通穴方式とし、雌ネジには安価な市販ナットを用いて高速処理可能な抵抗溶接をすることにより電解液注入口を封止することができるので、コストを下げることも可能となる。
【0035】
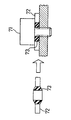
また別の態様も可能である。図8に電解液注入口70にバーリング加工を施した図を示すが、栓ボルト71の挿着強度の点からは、電解液注入口70にバーリング加工を施して、蓋体75の内側に曲げられた部分に雌ねじを形成して、金属製薄板72と弾性体シール73を介して栓ボルト71を挿着することにより、電解液注入口70を封止するのも好ましい。バーリング加工を施して、内側に曲げられた蓋体75の部分に雌ねじを形成しているので、栓ボルト71の締め付けが確実になっている。またバーリング加工を施して、蓋体の内側に曲げられた部分に雌ねじを形成しているので、蓋体75の厚さを薄くすることができ、ナットがないことにより更に電池の軽量化を図ることができる。
【0036】
更に別の態様も可能である。取り扱いの容易性の点から、金属製薄板72は栓ボルト71の頭部の雄ねじが突き出ている側の面に予め接着しておくのが好ましい。このようにすれば栓ボルト71の雄ねじ部分を弾性体シール73の穴に差し込んで栓ボルト71を電解液注入口70に螺着すればよいからである。
【0037】
また図9に隔壁部72と栓ボルト71の頭部が一体的に形成されたものによって電解液注入口70を封止した図を示すが、取り扱いの容易性及び密閉性の点からは、輪状の隔壁部を有する金属製ワッシャー72を栓ボルト71の頭部に一体的に形成しておくのも好ましい。金属製ワッシャー72と栓ボルト71の頭部とが予め一体的に形成されているので、弾性体シールが加圧されるときに金属製ワッシャー72の表面と栓ボルト71の頭部の間に弾性体シールの一部が挟まれることがなくなり、その分だけ密閉性が確実になる。また上述したように栓ボルト71の雄ねじ部分を弾性体シール73の穴に差し込んで栓ボルト71を電解液注入口70に螺着すればよいので、取り扱いが容易になる。
【0038】
なおここではリチウムイオン二次電池を例にして、実施の形態を示したが、上述したように、電解液を内蔵し、電解液封止手段を必要とする電池であれば他の種類の電池であってもよい。例えばニッケル水素電池、ニッケルカドニウム電池等であってもよい。なお電解液は、ニッケル水素電池の場合には、主として水酸化カリウムを主成分とする水溶液が用いられ、ニッケルカドニウム電池の場合には、水酸化カリウム、水酸化ナトリウム、水酸化リチウム等が用いられる。また正極シート、負極シート、セパレータ等の材質も電池の種類に応じて異なる。
【0039】
またリチウムイオン二次電池においても、電池の形状は必ずしも円筒型である必要はない。他の形状であってもよい。例えば断面が楕円形、多角形を有する筒型電池であってもよい。
【0040】
更に本リチウムイオン二次電池においては、正極シートと負極シートをセパレータを介して、捲芯を中心に捲回した電極体を用いたが、必ずしも捲回した電極体でなくても、他の形態、例えば複数の正極シートと負極シートを平行に並べたものであってもよい。
【0041】
また集電処理方式、電極体、捲芯及び外部端子部等の構造、形態等はここで示したものに限定されない。
【0042】
更に電解液注入口はここでは蓋体に設けられた形態を示したが、必ずしも蓋体に設けられなければならないというわけではなく、電池ケースのパイプ部分であっても良い。
【0043】
要するに正極及び負極と、該正極と該負極の電気化学的反応を媒介する電解液と、該電解液を注入するための注入口と該注入口を封止する封止手段とを有し、該正極、該負極及び該電解液を収納保持する電池ケースを有する電解液内蔵電池であれば、その構造、形態、材質はここで示したものに限定されない。
【0044】
なお隔壁部を有するワッシャー72は、強度の点からは金属製が好ましく、さらに耐食性の点ではステンレス製が好ましい。また電池ケースの軽量化の点からはアルミニウム製が好ましい。ワッシャー自体の形状は特に輪状でなくてもよく、隔壁部が輪状であればよい。弾性体シール73の材質は弾性を有するものであればよいが、リチウムイオン二次電池の電解液を考慮すると、エチレンプロピレン等のゴム製シールが好ましい。更にゴム製シールを使用することにより、部品の表面粗さ及び部品洗浄などで生ずる傷について許容できる範囲を拡大でき、その結果部品コストの低下、生産性の向上を図ることができるという効果を有する。
【0045】
【実施例】
リチウムイオン二次電池の電解液注入口の封止手段の密閉性を確認するために、円筒型リチウムイオン二次電池を製造して、試験を行った。
【0046】
(円筒型リチウムイオン二次電池の製造)
円筒型リチウム二次電池を製造した。製造方法は、実施の形態で示したとおりである。即ち正極シート10a、負極シート10b、セパレータ30を製造し、正極シート10a、負極シート10b、セパレータ30を捲芯40に捲回させて、電極体を作成する。正極シート、負極シートに接合された正極リード20a、負極リード20bはそれぞれ集電端子部41a、41bのフランジ43a、43bに接合される。構成された電極体を電池ケースに挿着した後、電解液注入口70より非水電解液を注入する。非水電解液を電解液注液口70より注入した後、金属製薄板72とゴム製シール73を配設し、金属製薄板72とゴム製シール73を介して栓ボルト71を電解液注入口70に挿着した。栓ボルト71の締め付けトルクは30kgf・cmとした。
【0047】
電池ケースはステンレス(SUS304(JISG4311))で作製した。ケースの蓋体75の肉厚が1.5mm、パイプ部分76の肉厚が0.3mmであった。蓋体75の表面粗さは十点平均粗さ(JISB0601)で25μmRzであった。蓋体75に取り付けた電解液注入口70にはM4の雌ねじを0.7mmピッチで形成した。電子ケースの形状は直径30mm、長さ180mmの円筒型である。
【0048】
隔壁部を有する金属製ワッシャー72及びゴム製シール73の形状は、図4で示す。金属製ワッシャーはSUS304で作製した。ゴム製シール73はエチレンプロピレンゴムにより作成した。金属製ワッシャー72の外径は7.4mm、内径は5.3mm、厚さは1.0mmであった。ゴム製シール73の内径は4.3mmであった。栓ボルト72はM4の六角ボルトで、SUS304で作製した。栓ボルト71のシール面外径は6.7mmであった。
【0049】
(試験1・シール耐圧試験)
実施例で製造された円筒型リチウムイオン二次電池について、密閉性を確認すべき、シール耐圧試験を行った。試験方法の概要は図10で示す。試験条件は表1で示す。但し本試験では電池ケースに電解液を注入しなかった。また本試験の電池ケースには電池ケースの中の空気を加圧するためにエアー注入ポートを設けた。
【0050】
【表1】
電池ケースに取り付けたエアーポートを通してエアーを注入し、電解液注入口からのエアー漏れを調べた。安全弁の開放圧力設計値2MPaより大きい2.4MPaの圧力で1分間加圧した。試験は10個で行った。10個について、気泡の有無を目視で行った。サンプル10個とも漏れはなかった。
【0052】
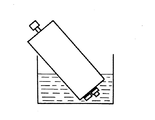
(試験2・電解液浸漬後のシール耐圧試験)
実施例で製造された円筒型リチウムイオン二次電池について電解液浸漬後のシール耐圧試験を行った。電解液に浸漬された後でも密閉性が確保されているかどうかを試験した。試験方法の概要は図11で示す。試験条件は表2で示す。但し本試験では試験1と同様に、電池ケースに電解液を注入せず、また電池ケースにはエアー注入ポートを設けた。
【0053】
【表2】
電解液中への浸漬放置を行った。その後再度試験1・シール耐圧試験を実施した。サンプル10個とも漏れはなかった。従って封止に使用した各部品の劣化はなく、本発明構造の耐電解液性が良好であることが確認できた。
【0055】
(試験3・電池振動試験)
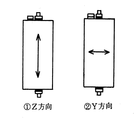
実施例で製造された円筒型リチウム二次電池について、電池振動試験を行った。振動によって密閉性が失われるか否かを調べるためである。試験方法の概要は図12で示す。試験条件は表3で示す。但し本試験では電池ケースに電解液を注入しなかった。
【0056】
【表3】
まず予備実験として、30kgf・cmで締め付けた栓ボルトの戻しトルクを調べた。電池10個について戻しトルクを調べた結果、若干ばらつきがあるものの全て21〜23kgf・cmの範囲内であった。
【0058】
振動試験はZ方向とY方向について各1個行った。振動試験後戻りトルクを調べた。その結果Z方向では22.0kgf・cmであった。Y方向では21.5kgf・cmとなった。いずれも初期状態での戻りトルクの範囲内であった。従って、振動によって封止部の弛み等が生じることはなく、本発明構造の耐震動性は良好であることが確認できた。
【0059】
【発明の効果】
即ち本発明の電解液内蔵電池は、電解液注入口を密閉するために電解液注入口に螺着されるボルトの締め付けトルクの低減を可能とするという効果を有する。
【0060】
また締め付けトルクの低減によって、電池ケースの板厚を薄くすることができ、電池重量の軽量化に資することができるという効果を有する。
【図面の簡単な説明】
【図1】 本発明の電解液内蔵電池の一実施形態であるリチウムイオン二次電池の断面の模式を表す図である。
【図2】 本実施形態のリチウムイオン二次電池の正極シート、負極シート及びセパレータを捲芯を中心に捲回した電極体の模式図である。
【図3】 本実施形態のリチウムイオン二次電池の正極シート、負極シート及びセパレータを展開した図である。
【図4】 隔壁部を有する金属製ワッシャーと弾性体シールを表した図及び栓ボルトによって狭持された状態を表した図である。
【図5】 ナットの抵抗溶接の概要を表した図である。
【図6】 金属製ワッシャーと弾性体シールを栓ボルトとナットによる締め付け前の概要を表した図である。
【図7】 金属製ワッシャーと弾性体シールを栓ボルトとナットにより締め付けて、封止した状態を表した図である。
【図8】 バーリング加工を施して、金属製ワッシャーと弾性体シールを栓ボルトにより締め付けて、封止した状態を表した図である。
【図9】 金属製ワッシャーと栓ボルトが一体的に形成されたもので弾性体シールを締め付けた状態を表した図である。
【図10】 シール耐圧試験の概要を表した図である。
【図11】 電解液浸漬後のシール耐圧試験の概要を表した図である。
【図12】 電池振動試験の概要を表した図である。
【符号の説明】
10a:正極シート(正極) 10b: 負極シート(負極)
11a:正極集電体 11b:負極集電体
12a:正極合材塗工部 12b:負極合材塗工部
13a:正極合材未塗工部 13b:負極合材未塗工部
20a:正極リード 20b:負極リード
30:セパレータ
40:捲芯
41a:正極集電端子部 41b:負極集電端子部
42a:正極外部端子部 42b:負極外部端子部
43a:正極フランジ部 43b:負極フランジ部
44:絶縁部 45a:ナット 45b:ナット
50:ガスケット
60:安全弁
70:電解液注入口
71:栓ボルト
72:金属製ワッシャー
73:弾性体シール
74:ナット
75:蓋体
76:パイプ部分
Claims (3)
- 正極及び負極と、該正極と該負極の電気化学的反応を媒介する電解液と、該電解液を注入するための注入口と該注入口を封止する封止手段とを有し、該正極、該負極及び該電解液を収納保持する電池ケースとを有する電解液内蔵電池において、
前記封止手段は、前記注入口に挿着される雄ねじ部と、該雄ねじ部と一体的に形成され、該注入口及びその周囲を覆う頭部とを有するボルトと、
該ボルトの該雄ねじ部の周囲を間隔を隔てて取り囲み、該ボルトの該頭部と該注入口を区画する前記電池ケースの表面部分との間に狭持された輪状の隔壁部と、
該雄ねじ部の外周面と該隔壁部及び該ボルトの該頭部と該電池ケースの該表面部分とで区画される空間に加圧状態で封入された弾性材料よりなるシールとからなることを特徴とする電解液内蔵電池。 - 前記シールは、前記隔壁部に一体的に結合され、非加圧状態で該シールの加圧される方向の肉厚は該隔壁部の肉厚より厚い請求項1記載の電解液内蔵電池。
- 前記隔壁部は、前記ボルトの前記頭部に一体的に形成されている請求項1または請求項2記載の電解液内蔵電池。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP19181299A JP3675673B2 (ja) | 1999-07-06 | 1999-07-06 | 電解液内蔵電池 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP19181299A JP3675673B2 (ja) | 1999-07-06 | 1999-07-06 | 電解液内蔵電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001023586A JP2001023586A (ja) | 2001-01-26 |
| JP3675673B2 true JP3675673B2 (ja) | 2005-07-27 |
Family
ID=16280944
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP19181299A Expired - Lifetime JP3675673B2 (ja) | 1999-07-06 | 1999-07-06 | 電解液内蔵電池 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3675673B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100514709C (zh) * | 2005-06-17 | 2009-07-15 | 常州高博能源材料有限公司 | 锂离子电池盖板组件、电池壳及电池 |
| JP2008165989A (ja) * | 2006-12-27 | 2008-07-17 | Calsonic Kansei Corp | 車両用バッテリ冷却システム |
| JP5437007B2 (ja) * | 2009-09-30 | 2014-03-12 | 三洋電機株式会社 | 密閉電池の製造方法 |
| JP6087599B2 (ja) * | 2012-11-29 | 2017-03-01 | 株式会社東芝 | リチウムイオン電池 |
| DE102012222203B4 (de) | 2012-12-04 | 2021-09-23 | Robert Bosch Gmbh | Batteriezelle mit verbessertem Verschluss einer Befüllungsöffnung |
| JP6436479B2 (ja) * | 2014-10-21 | 2018-12-12 | 古河電池株式会社 | リチウムイオン電池用注液部の密閉方法 |
| JP7503037B2 (ja) | 2021-10-14 | 2024-06-19 | プライムプラネットエナジー&ソリューションズ株式会社 | 二次電池 |
-
1999
- 1999-07-06 JP JP19181299A patent/JP3675673B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001023586A (ja) | 2001-01-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2713186C (en) | Sealed type cell manufacturing method | |
| US8986877B2 (en) | Battery having flat terminals | |
| JP5368345B2 (ja) | 非水電解液円筒型電池 | |
| JP3470470B2 (ja) | 円筒形二次電池 | |
| US8936861B2 (en) | Sealed battery | |
| CN103597630B (zh) | 方形蓄电池 | |
| JPWO2001024206A1 (ja) | 蓄電素子 | |
| US10026933B2 (en) | Nonaqueous electrolyte battery and manufacturing method thereof | |
| JP4020544B2 (ja) | 非水電解液二次電池 | |
| JPH0992335A (ja) | 円筒形二次電池 | |
| JP4538694B2 (ja) | 電極捲回型電池 | |
| JP2001135358A (ja) | 密閉二次電池 | |
| JP2009048968A (ja) | 密閉型電池 | |
| JP2009037817A (ja) | 電池 | |
| JP2009252395A (ja) | 密閉型電池およびその利用 | |
| JP2007134233A (ja) | 電池端子構造 | |
| JP2001167744A (ja) | リチウム二次電池及びその製造方法 | |
| JP3675673B2 (ja) | 電解液内蔵電池 | |
| JP3707945B2 (ja) | 筒型電池 | |
| JP2001102025A (ja) | 密閉型電池 | |
| JP2010170920A (ja) | 電池 | |
| JP3629171B2 (ja) | 電極捲回型電池 | |
| EP4117065B1 (en) | Secondary battery | |
| US20230137433A1 (en) | Electrical storage module | |
| JP6802980B2 (ja) | 非水電解液二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050323 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050422 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050426 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 3675673 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080513 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090513 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100513 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100513 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110513 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313532 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130513 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140513 Year of fee payment: 9 |
|
| EXPY | Cancellation because of completion of term |