JP3664553B2 - 拭き取りシート - Google Patents
拭き取りシート Download PDFInfo
- Publication number
- JP3664553B2 JP3664553B2 JP25704296A JP25704296A JP3664553B2 JP 3664553 B2 JP3664553 B2 JP 3664553B2 JP 25704296 A JP25704296 A JP 25704296A JP 25704296 A JP25704296 A JP 25704296A JP 3664553 B2 JP3664553 B2 JP 3664553B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- wiping
- crepe
- amount
- sheets
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Landscapes
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
- Apparatus For Disinfection Or Sterilisation (AREA)
- Laminated Bodies (AREA)
Description
【発明の属する技術分野】
本発明は、水洗トイレットの清掃用または除菌または殺菌用、あるいは人体のおしり拭き用などとして使用され、使用後にトイレなどに捨てることが可能な拭き取りシートに係り、特に両面にて充分なまたは多様な拭き取り効果を得ることができ、また水洗トイレット内の溜り水や浄化槽内で浮きにくくした拭き取りシートに関する。
【0002】
【従来の技術】
トイレットや室内の清掃用、あるいはおしめを替えるときのおしり拭き用などとして、水洗トイレットに捨てることができる水解性のウエットシートが使用される。このウエットシートは、木材パルプ繊維などの繊維と、水溶性または水により膨潤するバインダーとで形成された水解性シートに、清浄薬液が含浸されたものである。清浄薬液は水とアルコールに界面活性剤、清浄成分や防腐剤、香料等などが含まれ、さらに前記バインダーの溶解を抑制するために金属イオンなどが含まれる。このウエットシートは前記金属イオンを含む清浄薬液が含浸された状態では分解せずにシートの強度を保つことができ、水洗トイレット内に流すと、多量の水により清浄薬液の金属イオンが希釈化され、水洗トイレット内または浄化槽内で分解される。
【0003】
【発明が解決しようとする課題】
しかし、従来のウエットシートは、平坦な水解性シートが1枚で使用され、あるいは2、3枚が重ねられて使用されるものであるため、シートそのものの嵩が低く薄いものであった。したがって、手でシートを押さえ清掃場所を拭く際に、シートを手で保持する感触を得ることができず、例えば手とシートとが滑りやすく、使用感触の悪いものであった。
【0004】
また、清掃の際に拭き取り面となるウエットシートの表面および裏面が平滑であり、またはきわめて浅いエンボス加工が施されている程度であるため、表面と裏面の双方での汚れの拭き取り効果が充分ではなかった。
また、嵩高感の実現のみに着目した場合には、不織布などの嵩の高いシートを重ねてシート全体を嵩高とすることも考えられる。しかし、この場合もシートの表裏両面での拭き取り効果を高めることはできない。また単に嵩高にしたシートでは、重ねられたシート間に多くの空気を含み、シート全体の浮力が大きくなる。その結果、水洗トイレット内の溜り水内で浮いて流れにくくなったり、または浄化槽内で沈みにくくなるなどの問題が生じる。
【0005】
本発明は上記従来の課題を解決するものであり、汚れを拭き取った後にトイレットなどに流して捨てることが可能な拭き取りシートにおいて、シートを嵩高にして手で保持しやすくするとともに、シートの表裏両面での汚れの拭き取り効果を高くし、またシート表面と裏面での膨らみ量に差を持たせて、表面と裏面を選択して拭き取りに使用できるようにして拭き取り効果の多様化を実現できるようにした拭き取りシートを提供することを目的としている。
【0006】
また、本発明は、シートを嵩高にするとともに、一方の面に拭き取りに効果を発揮する膨らみを形成した場合に、他方の面での膨らみを少なめにして全体とし含まれる空気量を可能な限り削減し水洗トイレットの溜り水や浄化槽内で沈みやすくした拭き取りシートを提供することを目的としている。
【0008】
【課題を解決するための手段】
本発明の拭き取りシートは、それぞれが水で分解可能である、低クレープ率のまたはクレープを有しない第1のシートと、前記第1のシートよりも高クレープ率の第2のシート、および前記第1のシートよりも高クレープ率で前記第2のシートよりも低クレープ率の第3のシートから成り、
第1のシートの一方の面に第2のシートが重ねられ、第1のシートの他方の面に第3のシートが重ねられて、3枚のシートが複数の接合部において部分的に接合され、前記接合部が間隔を開けて並んで列を成し、前記列が、前記列での前記接合部の配列間隔よりも広い間隔を空けて複数列形成されており、
両シートが接合された後の各シートのクレープの復元による伸び率の違いによって、第2のシートと第3のシートに膨らみが形成されるとともに、隣り合う前記列の間の領域に位置する前記第2のシートおよび第3のシートに、前記列での前記接合部の配列ピッチとほぼ同一ピッチで凹凸を繰り返す皺が形成されており、
前記第2のシートと第3のシートとのクレープ率の差により、第2のシートの膨らみ量よりも第3のシートの膨らみ量が小さくされていることを特徴とするものである。
【0009】
また、第2のシートの凹凸皺での山部の膨らみ量よりも、第3のシートの凹凸皺の山部の膨らみ量が小さく形成されているものとなる。
【0011】
本発明の拭き取りシートは、例えばトイレットの清掃やおしり拭きなどに使用され、使用後そのままの状態でトイレットに捨てられ、水洗トイレットの溜まり水または浄化槽内で分解可能とされたものである。
【0012】
本発明の拭き取りシートは、第1のシートの表裏両面に第2のシートと第3のシートが重ねられ部分的に接合された3枚構成であり、さらに第2のシートと第3のシートには接合部と接合部の間で膨らみが形成されて全体が嵩高となっている。したがって、手で持ったときの感触が布雑巾に近く、手で保持しやすい。また表面のシートの膨らみにより、汚れを拭き取る効果も高くなる。特に、図3に示すように、シートを接合する接着接合部において、短接合部を一定のピッチで形成して、第2のシートと第3のシートに短接合部のピッチまたは間隔に応じて山部と谷部とが繰り返して連続する凹凸皺を形成しておくことにより、清掃時の拭き取り効果をさらに高くできる。
【0013】
本発明の拭き取りシートはこのように嵩高であるが、シートの一方の面に現われる第2のシートの膨らみ量よりも、他方の面に現われる第3のシートの膨らみ量を小さくしている。また、図3に示すように、第2のシートと第3のシートに凹凸皺が形成されるものでは、凹凸皺の山部の膨らみ量が、第2のシート側で大きく第3のシート側で小さくなる。したがって、第2のシート側を拭き取り面として使用しても、また第3のシート側を拭き取り面として使用しても、いずれも十分な拭き取り効果を発揮できるが、特に表裏両面でのシートの膨らみ量に差が設けられているため、第2のシート側を使用したときと第3のシート側を使用したときとで拭き取り効果を相違させることができる。例えば、膨らみの大きい第2のシート側を拭き取り面として使用すると、比較的凹凸のある面に付着した汚れの除去に効果を発揮し、膨らみの小さい第3のシート側を拭き取り面として使用すると、比較的平滑な面に付着した汚れの除去に効果を発揮する。
【0014】
また、第2のシートの膨らみ量または凹凸皺の山部の膨らみ量を、汚れの除去に最適なものに設定した場合に、第3のシートの膨らみ量が、第2のシートよりも小さくなるため、第2のシート側で十分な汚れの拭き取り効果を発揮でき、しかも3枚構成のシート全体におけるシート間の空隙の容量をなるべく小さくでき、シート全体が含む空気量が過大になるのを防止できる。よって、水洗トイレットの溜り水内や浄化槽内での浮力の増大を抑制でき、前記溜り水内や浄化槽内で沈みやすくなる。
【0015】
すなわち、本発明の拭き取りシートは、表裏両面の第2のシートと第3のシートの双方に膨らみを形成し、または図3に示すように膨らみによる山部と谷部が繰り返す凹凸皺を形成して、全体として嵩高感を与え、清掃時には表面側となる第2のシートを拭き取り側に向けて使用するだけでなく、裏面側となる第3のシートを拭き取り側に向けて使用できるようにし、さらに、主に表面側として使用される第2のシートの膨らみ量を最適な拭き取り効果を発揮できるように設定したときに、裏面側となる第3のシートの膨らみ量を削減して、全体に含まれる空気量を可能な限り少なくし、シート全体としての浮力の低下を実現できるようにしている。
【0016】
第2のシートと第3のシートに膨らみを形成する方法としては、例えば低い伸び率のクレープ皺を有するかまたはクレープを有しない第1のシートと、この第1のシートよりも高い伸び率のクレープを有する第2のシートおよび第3のシートとが重ねられて部分的に接合される。接合後に清浄薬液などが含浸されると、前記第2のシートと第3のシートはクレープの復元により伸び、第2のシートおよび第3のシートと、第1のシートとの伸び率の差により、第2のシートと第3のシートに接合部間で膨らみが発生する。このとき、第2のシートのクレープ率よりも第3のシートのクレープ率の方が低く設定されることにより、第2のシートの膨らみ量よりも第3のシートの膨らみ量の方が小さくなる。
【0017】
第2のシートと第3のシートの双方に膨らみを形成でき、また第2のシートの膨らみ量よりも第3のシートの膨らみ量を小さくするためには、第1のシートと第2のシートとのクレープの復元による伸び率の差が20から80%の範囲で、第1のシートと第3のシートとのクレープの復元による伸び率の差が10から50%の範囲とすることが好ましい。さらに第2のシートと第3のシートのクレープの復元による伸び率の差を10%以上さらには20%以上とすることが好ましい。
【0018】
本発明での各シートは、例えば天然パルプ繊維、またはレーヨンなどの化学繊維を含む紙、あるいは不織布であり、水で分解可能に形成されている。例えば、シートは、天然パルプなどの繊維と、これらの繊維どうしを結合させるための、カルボキシルメチル化パルプまたはカルボキシメチルセルロースなどの水溶性または水膨潤性のバインダーとから構成される。また、複数のシートは、例えば水溶性のカルボキシメチルセルロースなどの水溶性接着剤などで互いに接合されている。またシートは水で分解可能であれば、上記のものに限定されるものではない。
【0019】
さらに、少なくとも第2と第3のシートにシート間の空隙内の空気を逃がすために多数の孔を形成すると、シート間の空気が外部に逃げやすくなり、浮力が低下し、水洗トイレット内の溜まり水や浄化槽内で沈みやすくなる。この場合も、第3のシートの膨らみ量を第2のシートの膨らみ量よりも小さく設定し、シート全体に含まれる空気量を少なくしておくと、前記多数の孔から空気が逃げやすくなり、浄化槽などで早く沈むようになる。
【0020】
シートに多数の孔を形成する方法の一例としては、湿式抄紙工程の抄紙漕(ワイヤーパート)に設けられた抄紙用のシリンダーの表面に多数の凹凸を付け、このシリンダーで天然パルプ繊維などを抄紙して、前記凹凸に対応した多数の孔を有する紙層(または繊維ウエッブ)を形成し、この紙層(または繊維ウエッブ)を乾燥ドラムで巻き取って乾燥し、多数の孔を有する原紙(シート)を製造する。さらにシート(原紙)にクレープ加工を施す場合には、前記乾燥ロールにドクターブレードを当て、乾燥ロールと巻取りロールとの間に回転速度差を与える。
【0021】
前記抄紙工程で製造されるシート(原紙)の孔の大きさは、例えば平均直径が1.0〜5.0mm程度が好ましい。本発明のシートでの孔は、シート間の空隙の空気が外部へ抜け出ればよく、目に見える程度の大きさの孔であってもよいし、あるいは非常に微細な孔であって、シートとして使用される原紙または不織布の繊維密度の高い部分と低い部分が一定のピッチで繰り返され、前記繊維密度の低い部分(粗の部分)が空気を逃がすための孔として機能するものであってもよい。
【0022】
またシートに多数の孔を形成する工程としては、多孔質のベルト上に繊維ウエッブを形成し、このウエッブにエアーシャワーを与えて、前記ベルトの孔に対応した多数の孔を形成したものでもよく、または針などでシートの全面に穴を開けたものであってもよい。
【0023】
【発明の実施の形態】
以下、本発明の実施の形態を図面を参照して説明する。
図1は、本発明の拭き取りシートの構造を示す斜視図であり、図2(A)(B)(C)は、シートの接合方法を示す断面図、図3は接合部と膨らみ皺の形成状態を示す拭き取りシートの部分拡大平面図、図4は多孔質のシートを形成する製造方法の一例を示す説明図、図5は図4の抄紙用のシリンダーの部分拡大図である。
【0024】
図1に示す拭き取りシート1は、例えばトイレットの清掃、またはおしり拭き用などとして使用されるものであり、使用後に水洗トイレットに捨てられ、水洗トイレットの溜り水または浄化槽の水で分解可能なものである。
この拭き取りシート1は、第1のシートS1と、この第1のシートS1の表裏両側にて接着接合部Aにより部分的に接着接合された第2のシートS2および第3のシートS3との3層のサンドイッチ構造であり、接着接合部Aと接着接合部Aとの間の領域で、第2のシートS2と第3のシートS3に膨らみが形成されて嵩高とされている。ただし、図1および図2(C)に示すように、第2のシートS2の膨らみ量が、第3のシートS3の膨らみ量よりも大きく、第1のシートS1と第2のシートS2との間の膨らみによる空隙C1の容積と、第1のシートS1と第3のシートS3との間の膨らみによる空隙C2の容積とでは、空隙C1の方が空隙C2よりも大きくなっている。
【0025】
前記第1のシートS1、第2のシートS2、および第3のシートS3は、天然パルプ繊維などの原料繊維に、水溶性または水膨潤性のバインダーとしてカルボキシルメチル化パルプまたはカルボキシメチルセルロース、あるいはポリビニルアルコール、デンプン、カラギーナン、ガラクトマンナン、アクリル酸エステルなどが含まれて、水により分解可能とされている。
本発明の好ましい例としては、各シートS1、S2およびS3または少なくともシートS2とS3に、多数の微細な小孔3が形成されている。例えばこの微細な小孔は、湿式抄紙工程にて付与される。
【0026】
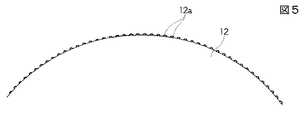
図4は湿式抄紙工程を説明するものである。天然パルプ繊維などの原料繊維と例えばカルボキシルメチル化パルプなどは、ポーチャー10内で水とともに撹拌され、抄紙槽11(ワイヤーパート)に送られる。抄紙槽11(ワイヤーパート)ではポンプ13による循環圧力で原料繊維がシリンダー12の外周に付着させられ紙層(繊維ウエッブ)Wが形成される。紙層(繊維ウエッブ)Wはウエットフェルト14に転写され、さらにトップフェルト15から乾燥ドラム16に転写され、乾燥ドラム16の表面で乾燥される。図5に示すように、前記抄紙用のシリンダー12の表面には微細な凸部12aが形成されており、この凸部12aを有する凹凸部に当たる紙層(繊維ウエッブ)Wに小孔が貫通し、または繊維の密度が低くなって空気が通過しやすい小孔が形成される。
【0027】
乾燥ドラム16により乾燥されたシートS2(またはS3、あるいはS1)は巻取りドラム18、19により巻き取られるが、乾燥ドラム16の表面にはドクターブレード17が当てられ、乾燥ドラム16の周速よりも巻取りドラム18、19の周速が遅く設定され、シートS2にクレープ加工が施される。シートS1とS2とS3とでは、乾燥ドラム16と巻取りドラム18、19との周速差が相違し、この周速差の大小によりクレープ率が調節される。本発明では、シートS1は低クレープ率(またはクレープが形成されない)に設定され、シートS2はシートS1に対し相対的に高クレープ率となる。また第3のシートS3は、シートS1よりも高いクレープ率で、第2のシートS2よりも低いクレープ率となるように、クレープ加工が施される。
【0028】
前記シートS1とS2とS3は、図2(A)に示すように重ねられる。図2(A)では、第1のシートS1の表裏両面に接着剤2が塗布され、第2のシートS2が第1のシートS1の表面に、第3のシートS3が第1のシートS1の裏面に重ねられる。接着剤2は、例えば図3に示す接合パターンとなるように塗布されるが、この接着剤2は、例えば水溶性のカルボキシメチルセルロースなどである。
第1のシートS1と第2のシートS2および第3のシートS3が重ねられた状態で、加湿されながら加熱板4および5により挟圧される。加熱板5には接着接合部Aのパターンに合わせたエンボス5aが設けられており、このエンボス5aによりシートが加圧・加熱されて、第1のシートS1と第2のシートS2および第1のシートS1と第3のシートS3が接着接合部Aにて互いに接着接合される。接合されたものを図2(B)に示す。
【0029】
このように接着接合されたシートS1とS2およびS3に、水とアルコール、界面活性剤、防腐剤および消臭剤や芳香剤、さらにシートの水解を抑制する金属イオンなどを含む清浄薬液が含浸される。清浄薬液が含浸されると、シートのクレープ皺が復元して伸びを生じる。ただし第2のシートS2が第1のシートS1よりもクレープ率が高く、第2のシートS2のクレープ復元時の伸びが第1のシートS1よりも大きいため、図2(C)に示すように、接着接合部Aと接着接合部Aとの間の領域で、第2のシートS2に膨らみが発生する。同様に、第3のシートS3と第1のシートS1とのクレープの復元による伸び率の相違により、接着接合部Aと接着接合部Aとの間で第3のシートS3にも膨らみが生じて、嵩高の拭き取りシート1となる。
【0030】
ただし、第3のシートS3のクレープ率は、第2のシートS2のクレープ率よりも低く、クレープの復元による伸び率は、第2のシートS2よりも第3のシートS3の方が小さい。そのため、第2のシートS2の膨らみ量よりも第3のシートS3の膨らみ量の方が小さくなり、第1のシートS1と第2のシートS2との間の空隙C1の容積よりも、第1のシートS1と第3のシートS3との間の空隙C2の容積の方が小さくなる。
なお、シートに含浸される清浄薬液は前記のようにカルシウムやストロンチュームなどの金属イオンを含むため、第1、第2および第3のシートに含まれているカルボキシルメチル化パルプや、シートどうしを接着する水溶性のカルボキシメチルセルロースなどの接着剤と架橋コンプレックスを生じ、バインダーおよび接合部の分解が抑制される。したがって、拭き取り時にはシートの強度が十分に維持される。また使用後に水洗トイレットに捨てられると、清浄薬液が多量の水で希釈され、シートおよび接着接合部が水にて分解可能となる。
【0031】
図3は接着接合部Aの接着パターンの一例を示している。
図3では、第1と第2のシート、および第1と第3のシートが、▲1▼で示す短い直線状の短接合部aにより部分的に接着接合されている。この短接合部aは一定の間隔を開けてY方向へ列を成して配列されており、このY方向へ延びる列が図1に示す接着接合部Aとなっている。前記短接合部aはシートのクレープ皺bの延びる方向(X方向)および短接合部aのピッチの方向(Y方向)に角度を有して斜めに設けられており、さらに短接合部aの並ぶ列(接着接合部A)は、X方向へ所定の間隔を開けて形成されている。
【0032】
各シートS1、S2、S3に清浄薬液が含浸されると、クレープ加工による微細な皺bがY方向へ膨らもうとする。このとき第1のシートS1と第2のシートS2および第3のシートS3は短接合部aの部分▲1▼で接着されているため、この▲1▼の部分では第2のシートS2および第3のシートS3にY方向への伸びが発生しにくい。これに対し短接合部aと短接合部aで挟まれた部分▲2▼では、第2のシートS2および第3のシートS3がY方向へ伸びやすく、このY方向への伸び(イ)により▲2▼の部分では弛みが発生しやすい。その結果、Y方向に配列された接着接合部Aと接着接合部Aとで挟まれた領域では、第2と第3のシートに、両側の短接合部aの部分を結ぶ谷部▲3▼が形成され、また第2と第3のシートに、両側の部分▲2▼を結ぶ膨らみにより山部▲4▼が現れる。よって、接着接合部Aに挟まれた領域では、第2のシートS2と第3のシートS3に、短接合部aの配列ピッチとほぼ一致した凹凸の皺Bが現れ、凸部(山部)が膨らみを生じる。この皺Bを形成することにより、拭き取り効果を高めることができる。
【0033】
上記の凹凸皺Bは、拭き取りシート1の表裏両面、すなわち第2のシートS2と第3のシートS3の双方に形成されるが、前記のように、第3のシートS3の伸び率が第2のシートS2の伸び率よりも小さいため、第1のシートS1と第2のシートS2との間の凹凸皺Bの山部▲4▼内の前記空隙C1の容積よりも、第1のシートS1と第3のシートS3との間の凹凸皺Bの山部▲4▼内の前記空隙C2の容積の方が小さくなる。
【0034】
この拭き取りシート1は、膨らみ量の大きい第2のシートS2を清掃時の拭き取り側に向けて使用することもできるし、または第3のシートS3を拭き取り側に向けて使用することもできる。ただし、この種の拭き取りシート1は4つ折りあるいは8つ折りの状態で容器に収納され、使用時には主に4つ折りまたは8つ折りの状態で使用されるようにその大きさが設定されている。前記容器に収納される際に、第2のシートS2が折った状態での表面側に出るように、すなわち第2のシートS2が山折りの外側に現れるように折り畳まれることにより、使用者が4つ折りや8つ折りの状態で清掃を行なうとき、第2のシートS2を拭き取り側に向けて使用される頻度が高くなる。第2のシートS2は、膨らみ量が大きく、図3に示す凹凸皺Bの山部▲4▼が高くなっているため、拭き取り効果を有効に発揮でき、特に凹凸のある面に付着した汚れの拭き取りに効果がある。
【0035】
また、この拭き取りシートは裏返して使用することも可能であり、裏返して使用した場合にも拭き取り効果を発揮することが可能である。すなわち、第3のシートS3が拭き取り側に向けられて使用された場合においても、この第3のシートS3に、図3に示す山部▲4▼と谷部▲3▼とが繰り返される凹凸皺Bが形成されているため、この第3のシートS3の表面でも、拭き取り効果を発揮することができる。ただし、第3のシートS3の膨らみ量は第2のシートS2の膨らみ量よりも小さいため、第3のシートS3で拭き取るときには、比較的平滑な面に付着した汚れの拭き取りに効果を発揮できる。このように、本発明の拭き取りシートでは、第2のシートS2側を使用するか、第3のシートS3側を拭き取りで使用するかで、異なる清掃効果を期待できる。
【0036】
また、本発明の拭き取りシート1は両面に膨らみ(図3に示す凹凸皺B)が形成されているために全体として嵩高で、手で保持しやすいものとなっている。ただし、裏面側となる第3のシートS3の膨らみ量をやや抑え、空隙C2の容積を空隙C1の容積よりも小さくしているため、拭き取りシート1全体に含まれる空気の量が極力少なくなっている。よって、水洗トイレットの溜り水内や浄化槽内で拭き取りシート1が過剰な浮力を有することがなく、沈みやすいものとなる。すなわち、第2のシートS2の膨らみ量を汚れの拭き取りに適正なものに設定したときでも、シート全体に含まれる空気量を極力低下できるようになり、浮力が過剰になるのを防止できる。
特に図示している拭き取りシート1では、シートに多数の小孔3が形成されているため、水洗トイレットの溜まり水や浄化槽内で空隙C1およびC2内の空気が小孔3から外部へ逃げやすくなり、さらに水の中に沈みやすくなる。
【0037】
上記のように、第2のシートS2と第3のシートS3の双方に、図3に示す凹凸皺Bを適度な空隙C1とC2を有して形成でき、また第2のシートの膨らみを第3のシートよりも大きくするためには、第1のシートS1と第2のシートS2とのクレープの復元による伸び率の差が20から80%の範囲で、第1のシートS1と第3のシートS3とのクレープの復元による伸び率の差が10から50%の範囲とすることが好ましい。さらに第2のシートと第3のシートのクレープの復元による伸び率の差を10%以上さらには20%以上とすることが好ましい。
ただし、本明細書でのシートの伸び率は、シートの元の長さをx、液にシートを浮かべてクレープ皺が復元されて伸びた後のシートの長さをΔxとしたときに、{(Δx−x)/x}×100(%)で表される。
【0038】
なお、図示の例では、少なくとも第2のシートと第3のシートの双方に多数の小孔3が形成されたものとなっているが、空隙C1の容積の大きい第2のシートのみに多数の小孔3を形成してもよい。また全体が小孔3を有しないシートにより構成されたものであっても、空隙C2の容積を小さくしているために、シート全体の浮力を抑制できる効果を発揮できる。
上記の例では、拭き取りシート1は、清浄薬液が含浸されたウエットな状態でプラスチックの容器などに入れられて使用される。あるいは、ドライな状態で容器に収納され、使用するときに清浄薬液が含浸されまたは含浸されないものでもよい。
【0039】
【発明の効果】
以上のように本発明の拭き取りシートは、一方の面に現われる第2のシートの膨らみ量を大きくし、他方の面に現われる第3のシートの膨らみ量をこれよりも小さくしているため、拭き取りシートのそれぞれの面で異なる拭き取り効果を期待できる。また、第1のシートと第3のシートとの間に、第1のシートと第2のシートの間に形成される空隙よりも小さい容積を有する空隙が形成されているため、シートを嵩高にでき、第2のシート側で十分な拭き取り効果を発揮でき、しかも水に対するシートの浮力を小さくすることができる。よって、シートを手で保持しやすく、また多様な清掃効果を発揮でき、且つトイレットに流したときに沈みやすいものとなる。
【図面の簡単な説明】
【図1】本発明の拭き取りシートの全体の構造を示す斜視図、
【図2】(A)(B)(C)は拭き取りシートの接合工程を示す断面図、
【図3】前記拭き取りシートの接着パターンの一例を示す部分平面図、
【図4】湿式の抄紙工程を説明する説明図、
【図5】図4に示す抄紙用のシリンダーの部分拡大図、
【符号の説明】
1 拭き取りシート
2 接着剤
3 小孔
12 抄紙用のシリンダー
12a 微小な凸部
S1 第1のシート
S2 第2のシート
S3 第3のシート
A 接着接合部
B 皺
C1、C2 空隙
W 紙層(または繊維ウエッブ)
a 短接合部
b クレープ皺
Claims (3)
- それぞれが水で分解可能である、低クレープ率のまたはクレープを有しない第1のシートと、前記第1のシートよりも高クレープ率の第2のシート、および前記第1のシートよりも高クレープ率で前記第2のシートよりも低クレープ率の第3のシートから成り、
第1のシートの一方の面に第2のシートが重ねられ、第1のシートの他方の面に第3のシートが重ねられて、3枚のシートが複数の接合部において部分的に接合され、前記接合部が間隔を開けて並んで列を成し、前記列が、前記列での前記接合部の配列間隔よりも広い間隔を空けて複数列形成されており、
両シートが接合された後の各シートのクレープの復元による伸び率の違いによって、第2のシートと第3のシートに膨らみが形成されるとともに、隣り合う前記列の間の領域に位置する前記第2のシートおよび第3のシートに、前記列での前記接合部の配列ピッチとほぼ同一ピッチで凹凸を繰り返す皺が形成されており、
前記第2のシートと第3のシートとのクレープ率の差により、第2のシートの膨らみ量よりも第3のシートの膨らみ量が小さくされていることを特徴とする拭き取りシート。 - 第2のシートの凹凸皺での山部の膨らみ量よりも、第3のシートの凹凸皺の山部の膨らみ量が小さく形成されている請求項1記載の拭き取りシート。
- 第2のシートと第3のシートのクレープの復元による伸び率の差が10%以上である請求項1または2記載の拭き取りシート。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP25704296A JP3664553B2 (ja) | 1996-09-27 | 1996-09-27 | 拭き取りシート |
| SG1997003048A SG64435A1 (en) | 1996-09-27 | 1997-08-26 | Disposable wiper sheet and method for producing the same |
| MYPI97004076A MY121271A (en) | 1996-09-27 | 1997-09-04 | Disposable wiper sheet and method for producing the same |
| TW090217032U TW530633U (en) | 1996-09-27 | 1997-09-09 | Disposable wiping paper |
| TW086113061A TW518280B (en) | 1996-09-27 | 1997-09-09 | Method for producing disposable wiping sheet |
| IDP973273A ID18489A (id) | 1996-09-27 | 1997-09-24 | Lembaran penyeka sekali-pakai dan metode pembuatannya |
| KR1019970048643A KR100559111B1 (ko) | 1996-09-27 | 1997-09-25 | 와이퍼시이트및이의제조방법 |
| CN97119681A CN1087220C (zh) | 1996-09-27 | 1997-09-26 | 擦拭片及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP25704296A JP3664553B2 (ja) | 1996-09-27 | 1996-09-27 | 拭き取りシート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH1099249A JPH1099249A (ja) | 1998-04-21 |
| JP3664553B2 true JP3664553B2 (ja) | 2005-06-29 |
Family
ID=17300939
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP25704296A Expired - Lifetime JP3664553B2 (ja) | 1996-09-27 | 1996-09-27 | 拭き取りシート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3664553B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6670521B2 (en) | 2000-04-20 | 2003-12-30 | The Procter & Gamble Company | Dispersible absorbent products and methods of manufacture and use |
| CA2444453A1 (en) | 2001-04-20 | 2002-10-31 | The Procter & Gamble Company | Dispersible absorbent products having a multi-layered structure and methods of manufacture and use |
| RU196143U1 (ru) * | 2019-05-27 | 2020-02-18 | Общество с ограниченной ответственностью «Абразивные технологии» | Устройство для очистки |
-
1996
- 1996-09-27 JP JP25704296A patent/JP3664553B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH1099249A (ja) | 1998-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100491804B1 (ko) | 닦아내기시트 | |
| KR100524501B1 (ko) | 와이프시이트및그제조방법 | |
| KR100543840B1 (ko) | 자체 텍스쳐링 흡수 구조물 및 그로부터 제조된 흡수용품 | |
| JP3938290B2 (ja) | 水解性シートおよびその製造方法 | |
| CN1122599C (zh) | 多层擦拭用品 | |
| US4600620A (en) | Article suitable for wiping surfaces | |
| KR101600130B1 (ko) | 표면 요철 구조를 가지는 부직포 및 이를 이용한 제품 | |
| TWI296514B (ja) | ||
| EP0959164A1 (en) | Wiping sheet of raised non-woven fabric and production thereof | |
| JPH0860509A (ja) | 不織布製ワイパー | |
| JP4979862B2 (ja) | ペーパー層と繊維ウェブ層の複合体シート及びその製造方法、多機能トップシート、吸収体製品及びその製造方法、吸収性複合体シート及びその製造方法 | |
| JP2003039585A (ja) | 積層シート | |
| CN102573736A (zh) | 层合型吸收性片材 | |
| SK285887B6 (sk) | Perforované rúno, spôsob jeho výroby a jeho použitie | |
| JPH09228214A (ja) | 水崩壊性不織布及びその製造方法 | |
| JP2008264077A (ja) | 吸収性物品及び該吸収性物品の製造方法 | |
| JPH1028700A (ja) | 吸収性物品の表面シート | |
| JP3594738B2 (ja) | 水解性ウエットシート | |
| KR20010108184A (ko) | 티슈 종이 | |
| JP3664553B2 (ja) | 拭き取りシート | |
| JP3664552B2 (ja) | 拭き取りシート | |
| JP4315893B2 (ja) | 嵩高水解性清掃物品 | |
| CN103124813A (zh) | 无纺布、包含该无纺布的吸收性制品以及形成该无纺布的方法 | |
| JP3419644B2 (ja) | 拭き取りシートおよびその製造方法 | |
| JP2008137241A (ja) | キッチンペーパー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040604 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040622 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040820 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050329 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050329 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090408 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090408 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100408 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110408 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120408 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130408 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130408 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140408 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |