JP3662912B2 - 管状樹脂フィルムの製造装置 - Google Patents
管状樹脂フィルムの製造装置 Download PDFInfo
- Publication number
- JP3662912B2 JP3662912B2 JP2003331555A JP2003331555A JP3662912B2 JP 3662912 B2 JP3662912 B2 JP 3662912B2 JP 2003331555 A JP2003331555 A JP 2003331555A JP 2003331555 A JP2003331555 A JP 2003331555A JP 3662912 B2 JP3662912 B2 JP 3662912B2
- Authority
- JP
- Japan
- Prior art keywords
- resin film
- film
- tubular resin
- stretching
- tubular
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/22—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of tubes
- B29C55/24—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of tubes radial
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/22—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/10—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels flexible, e.g. blown foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/90—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article
- B29C48/901—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article of hollow bodies
- B29C48/902—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article of hollow bodies internally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/90—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article
- B29C48/908—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article characterised by calibrator surface, e.g. structure or holes for lubrication, cooling or venting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/22—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of tubes
- B29C55/26—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of tubes biaxial
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/009—Shaping techniques involving a cutting or machining operation after shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92114—Dimensions
- B29C2948/92152—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92514—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92609—Dimensions
- B29C2948/92638—Length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92609—Dimensions
- B29C2948/92647—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92704—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92923—Calibration, after-treatment or cooling zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0018—Combinations of extrusion moulding with other shaping operations combined with shaping by orienting, stretching or shrinking, e.g. film blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0019—Combinations of extrusion moulding with other shaping operations combined with shaping by flattening, folding or bending
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/914—Cooling drums
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
t<d<20t (1)
を満たすように設計されることが好ましい。このような条件を満たすことにより、フィルムの周期的厚みムラ(ドローレゾナンス)を防止する事が出来る。
安立計器社製のK熱電対(AM−7002)を使用した。K熱電対を管状樹脂フィルム製造装置の所定の部位に貼り付けて測定を行った。
(2)ガス滲出量
STEC INC製のFLOLINE SEF−52を使用して測定した。
(3)フィルム温度
レイテック・ジャパン社製のTHERMLET T3Pを使用し、連続的に流れるフィルムのフィルム温度を測定した。
(4)フィルム厚さ
ティーイーエス社製のフィルムインスペクタ(TS−0600AS2)を使用した。まず、TD方向において、1mm間隔でフィルム全幅についてフィルム厚さの測定を行い、次いでこの測定をMD方向に200回繰り返した。全データから平均を算出し、それに対する厚みムラを%で表示した。
(5)フィルムの位相差および遅相軸
王子計測機器社製のKOBRA−21ADHを使用した。まず、TD方向において、20mm間隔でフィルム全幅についてフィルムの位相差および遅相軸の測定を行い、次いでこの測定をMD方向に50回繰り返した。全データから平均を算出し、それに対する位相差ムラを%で表示した。遅相軸ムラについては全データばらつきの範囲を求め°(度)で表示した。
メッシュタイプのフィルタ(メッシュサイズ10μm)を備えたスパイラル方式の加熱押出機を使用した。
・バレル径:50mm
・スクリュー形状:フルフライト単軸タイプ
・L/D:25
[口金]
平行ノズルを有する口金を使用した。
・口径:300mm
・コーナー半径:10μm
・材質:超硬材料(ロックウェルA硬度=91)
・温度:230℃
[安定化手段]
樹脂の管内側に金属製円柱を設けて安定化手段とした。
・離間距離:20mm
[芯部材]
35μmの平均孔径を有する金属性多孔質材料を使用した。
・芯部材の長さ:50mm
・芯部材の外径:296mm
・ガス滲出量:7L/分
[予熱部]
多孔質材料からなる予熱部を、管状樹脂フィルムの内側および外側に設けた。
・予熱部温度:155℃(内側および外側)
・予熱部における最終フィルム温度:155℃
・ガス滲出量:フィルムを傷付けない程度に調整
・予熱部の長さ:上記最終フィルム温度を維持可能な長さに調整
[延伸部]
上下の径比が1:1.4である多孔質材料からなる径拡張マンドレル、および上下の速度比が1:1.2である多点式延伸ローラを使用した。なお、延伸の際は、フィルムの内側および外側から温度調節をしながら、MD延伸およびTD延伸を同時に行った。
・延伸部温度:155℃(内側および外側)
・ガス滲出量:フィルムを傷付けない程度に調整
・延伸部の長さ:フィルム温度が155℃を維持可能な長さに調整
[保持部]
上記径拡張マンドレルの下径と同一の径を有する多孔質材料からなる保持部を、管状樹脂フィルムの内側に設けた。
・保持部温度:100℃(外側は常温)
・ガス滲出量:フィルムを傷付けない程度に調整
・保持部の長さ:フィルム温度が原料樹脂のTg以下まで下がる長さに調整
[通気手段]
図11に示すような、予熱部、延伸部を構成する径拡張マンドレル、および保持部を貫通する通気手段15を設けて構成した。
例えば、図11に示すのと同様の装置を使用し、本発明に従って、延伸した管状樹脂フィルムを作製した。本実施例では、フィルム原料として、Topas6013(Tg=130℃;Ticona社製)に滑剤としてアーモワックスEBS(ライオン・アクゾ社製)を0.2重量%配合したものを用いた。
〔安定化手段〕
樹脂の管内側に多孔質材料からなる第2芯部材を設けた。
[予熱部]
予熱部温度および予熱部における最終フィルム温度は、150℃とした。
[延伸部]
フィルムの内側および外側から温度調節をしながら、MD延伸およびTD延伸を別々に行った。
延伸部温度は、内側および外側とも、150℃とし、延伸部の長さは、フィルム温度が150℃を維持可能な長さに調整した。
〔保持部〕
上記径拡張マンドレルの下径−2(mm)の径を有する多孔質材料からなる部材を管状樹脂フィルムの内側に設けた。
[通気手段]
図11に示すような、口金3から加熱押出機1にかけて設けられた通気手段14と予熱部、延伸部を構成する径拡張マンドレル、および保持部を貫通する通気手段15を設けた。
ここでは、例えば図4の装置と同様の装置を使用し、本発明に従って、延伸した管状樹脂フィルムを作製した。本実施例では、フィルム原料として、アペル6013T(Tg=125℃;三井化学社製)に酸化防止剤としてイルガノックス1010(チバスペシャルティケミカルズ社製)を0.5重量%配合したものを用いた。
本実施例のフィルム作製条件も、以下の点を除いて、上記実施例1の条件と同じである。
樹脂の管内側および管外側に温度調節ヒーターを設けて安定化手段とした。この温度調節ヒーターは、管状に押出された熱可塑性樹脂に厚みムラを生じない程度に温度調節されている。
[予熱部]
・予熱部温度:145℃(内側および外側)
・予熱部における最終フィルム温度:145℃
[延伸部]
なお、延伸の際は、フィルムの内側および外側から温度調節をしながら、MD延伸およびTD延伸を別々に行った。
・延伸部温度:145℃(内側および外側)
・延伸部の長さ:フィルム温度が145℃を維持可能な長さに調整
[通気手段]
図11に示すような、口金3から加熱押出機1にかけて設けられた通気手段14を設けて構成した。通気手段14からは予熱部上部まで配管を延ばした構造にし、予熱部、延伸部、保持部などから滲出するガスが安定化手段4の領域に影響ぜず直接通気手段14を介して抜けるような構造とした。
本実施例では、実施例1と同様にフィルム原料としてゼオノア1420R(Tg=136℃;日本ゼオン社製)を用いた。本実施例のフィルム作製条件も、以下の点を除いて上記実施例1の条件と同じである。
[延伸部]
図10に示すような、上下の径比が1:1.4である多孔質材料からなる分割型径拡張マンドレル、および上下の速度比が1:1.2である多点式延伸ローラを使用した。分割型径拡張マンドレルは径方向の延伸倍率が1.5倍になるように分割拡張した。なお、延伸の際は、フィルムの内側および外側から温度調節をしながら、MD延伸およびTD延伸を同時に行った。
[保持部]
上記径拡張マンドレルの下径と同一の径を有する多孔質材料からなる保持部を、管状樹脂フィルムの内側に設けた。又、外側にも異種の多孔質材料からなる保持部を設けた。
熱可塑性樹脂としてTg=163℃である環状ポリオレフィン(ゼオノア1600:日本ゼオン製)を、押出機(バレル径50mm、スクリュー形状:フルフライト単軸・L/D=25)により樹脂温度240℃で溶融押出し、口金口径300mm、口金間隙1.0mmのリング状口金を有する金型に導入し、口金巾方向の樹脂吐出量が一定になるように、押出機回転数・金型口金間隙を調整した。
得られた面状フィルムは巾が巻取機の600mmの紙管に巻き取られ、厚みが0.1mmの2本の面状フィルムが得られた。
本実施例では、上記実施例5の作製条件と比較して、延伸手法が異なる。
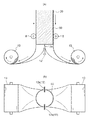
具体的には、上記実施例5における4点支持式第1引取装置と同様の引取装置に引き取られた円筒フィルムは、雰囲気温度を175℃に調節した加熱炉(予熱部)の中で再加熱した後、図10に示すように、フィルム内部に設けられた円周方向に4分割され、その外壁に空気の流出口を持つインナーマンドレルに導かれ、175℃の温風を内部から吹き付けることとマンドレル本体が半径方向に1.3倍機械的に拡大することにより円周方向に延伸される。このときフィルムは切断機の後に設けられた第2引取装置により5m/分の速度で引き取られている。
具体的には、上記実施例5における4点支持式第1引取装置と同様の引取装置に引き取られた円筒フィルムは、雰囲気温度を175℃に調節した加熱炉(予熱部)の中で再加熱した後、フィルム内部に設けられた円周方向に4分割され、その外壁に空気の流出口を持つインナーマンドレルに導かれ、175℃の温風を内部から吹き付けることとマンドレル本体が半径方向に1.3倍機械的に拡大することにより円周方向に延伸される。
また円筒フィルムは第1引取装置と同機能を有する第2引取装置によりその速度差が1.3倍になるように引き取られ長手方向にも1.3倍延伸される。
得られたフィルムの厚みを巾方向で10mm毎にマイクロメーターで測定したところその巾方向の厚み精度は±2μmと良好な結果が得られた。また位相差を測定したところ、面内位相差・厚み位相差共に100nmの値を示す位相差フィルムが得られた。さらにフィルムインスペクタ等を用いて詳細に測定したところ、厚みムラ、位相差ムラはいずれも±2%以下であり。遅相軸ムラは±2°以下であった。
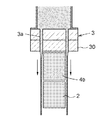
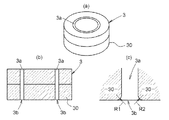
2 芯部材
3 口金
4 安定化手段
5 外側部材
6 延伸部
7 保持部
8 延伸ローラ
9 径拡張マンドレル
10 円筒形マンドレル
11 予熱部
12 切断手段
13 巻取り手段
14 通気手段
15 通気手段
16 通気手段
20 管状樹脂フィルム
100 管状樹脂フィルム製造装置
Claims (8)
- 管状樹脂フィルムを延伸すべく、多孔質材料からなり内部から前記管状樹脂フィルム面側にガスを滲出可能なマンドレルを備えた延伸部と、
延伸された前記管状樹脂フィルムの形状を保持する保持部と
を備える管状樹脂フィルム製造装置。 - 前記延伸部が、前記管状樹脂フィルムを長手方向に延伸する延伸力を、前記管状樹脂フィルムに付与可能に構成してある請求項1に記載の管状樹脂フィルム製造装置。
- 前記延伸部が、前記管状樹脂フィルムを円周方向に延伸する延伸力を、前記管状樹脂フィルムに付与可能に構成してある請求項1または2に記載の管状樹脂フィルム製造装置。
- 前記延伸部は、複数の部分に分割可能であり、前記複数の部分のそれぞれが径方向に移動可能に構成された分割型径拡張マンドレルである請求項1〜3のいずれか1項に記載の管状樹脂フィルム製造装置。
- 前記保持部が、多孔質材料を用いている請求項1〜4のいずれか1項に記載の管状樹脂フィルム製造装置。
- 前記保持部において、管状樹脂フィルムが冷却されるように構成してある請求項1〜5のいずれか1項に記載の管状樹脂フィルム製造装置。
- 前記管状樹脂フィルムの管内圧力の上昇を防止するための通気手段を含む請求項1〜6のいずれか1項に記載の管状樹脂フィルム製造装置。
- 延伸前の前記管状樹脂フィルムを予熱する予熱部を備える請求項1〜7のいずれか1項に記載の管状樹脂フィルム製造装置
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003331555A JP3662912B2 (ja) | 2003-01-31 | 2003-09-24 | 管状樹脂フィルムの製造装置 |
| KR1020057014071A KR101006419B1 (ko) | 2003-01-31 | 2003-12-24 | 튜브형 수지 필름의 제조 장치 |
| EP03786257A EP1595686B1 (en) | 2003-01-31 | 2003-12-24 | Unit for production of tubular resin film |
| PCT/JP2003/016534 WO2004067266A1 (ja) | 2003-01-31 | 2003-12-24 | 管状樹脂フィルムの製造装置 |
| CA2514919A CA2514919C (en) | 2003-01-31 | 2003-12-24 | Manufacturing apparatus for tubular resin film |
| US10/543,612 US7625194B2 (en) | 2003-01-31 | 2003-12-24 | Unit for production of tubular resin film |
| AU2003296075A AU2003296075A1 (en) | 2003-01-31 | 2003-12-24 | Unit for production of tubular resin film |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003024899 | 2003-01-31 | ||
| JP2003023208 | 2003-01-31 | ||
| JP2003050815 | 2003-02-27 | ||
| JP2003090375 | 2003-03-28 | ||
| JP2003331555A JP3662912B2 (ja) | 2003-01-31 | 2003-09-24 | 管状樹脂フィルムの製造装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004314589A JP2004314589A (ja) | 2004-11-11 |
| JP3662912B2 true JP3662912B2 (ja) | 2005-06-22 |
| JP2004314589A5 JP2004314589A5 (ja) | 2005-07-28 |
Family
ID=32831157
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003331555A Expired - Fee Related JP3662912B2 (ja) | 2003-01-31 | 2003-09-24 | 管状樹脂フィルムの製造装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7625194B2 (ja) |
| EP (1) | EP1595686B1 (ja) |
| JP (1) | JP3662912B2 (ja) |
| KR (1) | KR101006419B1 (ja) |
| AU (1) | AU2003296075A1 (ja) |
| CA (1) | CA2514919C (ja) |
| WO (1) | WO2004067266A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3710800B2 (ja) * | 2003-01-31 | 2005-10-26 | 住友ベークライト株式会社 | 管状樹脂フィルムの製造装置および製造方法 |
| CN101107115B (zh) * | 2005-01-18 | 2011-09-14 | 住友电木株式会社 | 心轴,采用心轴的树脂膜制造装置及制造方法 |
| JP4008023B2 (ja) | 2005-09-05 | 2007-11-14 | 住友ベークライト株式会社 | 管状樹脂フィルムの切断巻取り装置および切断巻取り方法 |
| DE102005060979A1 (de) * | 2005-12-20 | 2007-06-28 | Kiefel Extrusion Gmbh | Verfahren und Vorrichtung zum Herstellen von Blasfolien aus thermoplastischen Kunststoffen |
| US8282384B1 (en) | 2011-04-15 | 2012-10-09 | Thomas Michael R | Continuous curing and post curing apparatus |
| JP7336229B2 (ja) * | 2019-03-27 | 2023-08-31 | 住友重機械工業株式会社 | インフレーション成形装置 |
| US10870393B1 (en) * | 2019-10-04 | 2020-12-22 | Ford Global Technologies, Llc | Headliner for a vehicle |
| KR102339540B1 (ko) * | 2020-01-03 | 2021-12-16 | (주)믿음을 주는 나무 | 비닐봉투 제조장치 및 제조방법 |
| CN114873186A (zh) * | 2022-03-31 | 2022-08-09 | 江苏迪迈新材料有限公司 | 一种pc复合板生产系统 |
| US11680664B1 (en) | 2022-04-15 | 2023-06-20 | Zeus Company Inc. | Thin-walled heat shrink tubing |
| EP4623943A1 (en) | 2024-03-28 | 2025-10-01 | Zeus Company LLC | Non-crosslinked heat shrink tubing |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB868388A (en) * | 1957-06-11 | 1961-05-17 | Du Pont | Process for stretching thermoplastic tubing |
| US2987765A (en) * | 1960-07-07 | 1961-06-13 | Du Pont | Process and apparatus for forming tubes |
| US3246061A (en) * | 1962-08-17 | 1966-04-12 | Du Pont | Process for preparing biaxially oriented polypropylene film |
| US3412189A (en) * | 1962-10-31 | 1968-11-19 | Du Pont | Apparatus and process for use in the expansion of tubular film |
| GB1282062A (en) * | 1969-03-08 | 1972-07-19 | Showa Denko Kk | A method and apparatus for manufacturing a biaxially oriented cylindrical film |
| JPS4829542B1 (ja) * | 1969-06-21 | 1973-09-11 | ||
| US3742105A (en) * | 1970-05-05 | 1973-06-26 | S Kuroda | Method for producing a seamless tubing |
| US3716320A (en) * | 1970-11-23 | 1973-02-13 | Du Pont | Apparatus for producing flat film from thermoplastic material |
| US3976733A (en) * | 1972-10-02 | 1976-08-24 | The Dow Chemical Company | Method for the preparation of plastic articles by extrusion and cooling by gas bearing |
| JPS5056453A (ja) * | 1973-09-19 | 1975-05-17 | ||
| US3936265A (en) * | 1974-08-15 | 1976-02-03 | Continental Can Company, Inc. | Manufacturing clear plastic lids |
| US4251197A (en) * | 1979-09-12 | 1981-02-17 | Michio Sudo | Stretching apparatus of a flattened cylindrical film |
| JPS5979753A (ja) * | 1982-10-29 | 1984-05-09 | 呉羽化学工業株式会社 | 熱収縮性複合フイルム及びその製造方法 |
| JPH028583A (ja) | 1988-06-27 | 1990-01-12 | Nippon Carbide Ind Co Inc | 軟質ホース |
| DE4003696C1 (ja) * | 1990-02-07 | 1990-12-13 | Petzetakis, George Aristovoulos, Piraeus, Gr | |
| NL9400453A (nl) * | 1994-03-22 | 1995-11-01 | Wavin Bv | Werkwijze en inrichting voor het vervaardigen van biaxiaal georiënteerde buis uit thermoplastisch kunststofmateriaal. |
| NL9400738A (nl) * | 1994-05-04 | 1995-12-01 | Wavin Bv | Werkwijze en inrichting voor het vervaardigen van biaxiaal georiënteerde buis uit thermoplastisch kunststofmateriaal. |
| NL1001259C2 (nl) * | 1995-05-03 | 1996-11-05 | Wavin Bv | Werkwijze voor het behandelen van een geëxtrudeerd kunststof profiel en extrusie-installatie daarvoor. |
| NL1005282C2 (nl) * | 1997-02-14 | 1998-08-18 | Wavin Bv | Inrichting en werkwijze voor het vervaardigen van een hol kunststof profiel. |
| JPH1110713A (ja) * | 1997-06-19 | 1999-01-19 | Sekisui Chem Co Ltd | 熱可塑性樹脂管の製造方法及び製造装置 |
| JP2000263629A (ja) * | 1999-03-18 | 2000-09-26 | Sekisui Chem Co Ltd | 合成樹脂管の押出成形方法 |
| JP2001096607A (ja) | 1999-09-30 | 2001-04-10 | Suzuki Kanshi Kk | 薄肉チューブの押出成形方法および装置 |
| CN101107115B (zh) * | 2005-01-18 | 2011-09-14 | 住友电木株式会社 | 心轴,采用心轴的树脂膜制造装置及制造方法 |
-
2003
- 2003-09-24 JP JP2003331555A patent/JP3662912B2/ja not_active Expired - Fee Related
- 2003-12-24 WO PCT/JP2003/016534 patent/WO2004067266A1/ja not_active Ceased
- 2003-12-24 US US10/543,612 patent/US7625194B2/en not_active Expired - Fee Related
- 2003-12-24 CA CA2514919A patent/CA2514919C/en not_active Expired - Fee Related
- 2003-12-24 EP EP03786257A patent/EP1595686B1/en not_active Expired - Lifetime
- 2003-12-24 AU AU2003296075A patent/AU2003296075A1/en not_active Abandoned
- 2003-12-24 KR KR1020057014071A patent/KR101006419B1/ko not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| AU2003296075A1 (en) | 2004-08-23 |
| US20060269642A1 (en) | 2006-11-30 |
| EP1595686A1 (en) | 2005-11-16 |
| WO2004067266A1 (ja) | 2004-08-12 |
| CA2514919C (en) | 2011-10-25 |
| CA2514919A1 (en) | 2004-08-12 |
| JP2004314589A (ja) | 2004-11-11 |
| EP1595686A4 (en) | 2010-12-08 |
| KR20050106406A (ko) | 2005-11-09 |
| US7625194B2 (en) | 2009-12-01 |
| KR101006419B1 (ko) | 2011-01-06 |
| EP1595686B1 (en) | 2012-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3710800B2 (ja) | 管状樹脂フィルムの製造装置および製造方法 | |
| US7749412B2 (en) | Wide optical film and method for producing the same | |
| JP3662912B2 (ja) | 管状樹脂フィルムの製造装置 | |
| JPWO2012102178A1 (ja) | 樹脂フィルムの製造方法及び製造装置 | |
| JP3846566B2 (ja) | 熱可塑性樹脂シートの製造方法 | |
| CN100475488C (zh) | 管状树脂薄膜的制造装置和制造方法 | |
| JP3948740B2 (ja) | マンドレル、マンドレルを用いた樹脂フィルムの製造装置及び製造方法 | |
| KR101645760B1 (ko) | 광학 필름의 제조 방법, 광학 필름 및 광학 필름의 제조 장치 | |
| JP5029145B2 (ja) | 光学フィルムの製造方法 | |
| JP2008170716A (ja) | 位相差フィルムの製造方法 | |
| JP2022077687A (ja) | 熱収縮性フィルム | |
| KR20230035894A (ko) | 폴리메틸메타크릴레이트(pmma) 블로운 필름 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050216 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20050216 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20050304 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050317 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050324 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090401 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100401 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110401 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120401 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130401 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140401 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |