JP3661081B2 - チップインダクタ及びその製造方法 - Google Patents
チップインダクタ及びその製造方法 Download PDFInfo
- Publication number
- JP3661081B2 JP3661081B2 JP34141699A JP34141699A JP3661081B2 JP 3661081 B2 JP3661081 B2 JP 3661081B2 JP 34141699 A JP34141699 A JP 34141699A JP 34141699 A JP34141699 A JP 34141699A JP 3661081 B2 JP3661081 B2 JP 3661081B2
- Authority
- JP
- Japan
- Prior art keywords
- core
- pot
- terminal
- leg
- lid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Description
【発明の属する技術分野】
本発明は、ポット型コアを用いたチップインダクタ、及び該チップインダクタを製造する方法に関する。
【0002】
【従来の技術】
図12は、特開昭60−189915号公報に開示されたチップインダクタの製造方法を説明する説明図であり、図中、100 は矩形のポット型コアである。図12(a)に示した如く、ポット型コア100 は、直方体の一面に長方形環状の溝104 を直方体の中心と同心状に設けることによって中央脚101 及び周囲脚102 を有する形状に磁性材料を焼結してなり、前記溝104 内に空心コイル115 を装入する。空心コイル115 は長方形筒状をしており、空心コイル115 の中心軸の軸長方向の寸法は、前述した溝104 の深さと略同じである。そして、空心コイル115 の一端は他端と同じ高さ位置にしてあり、空心コイル115 の両端は、開口の長手方向へ互いに逆向きに延出させてある。このような空心コイル115 をポット型コア100 の溝104 内へ装入した場合、空心コイル115 の両端はポット型コア100 の周囲脚102 の上面に当接した様態で、ポット型コア100 の長手方向へ互いに逆向きに延出する。
【0003】
溝104 内に空心コイル115 を装入したポット型コア100 の中央脚101 及び周囲脚102 に磁性ペーストをそれぞれ塗布し、ポット型コア100 の外法と同じ寸法の短冊状に磁性材料を焼結した蓋状コア120 をポット型コア100 に接合させる。そして、空心コイル115 の両端のポット型コア100 から延出した部分を切断する。
【0004】
図12(b)に示した如く、ポット型コア100 及び蓋状コア120 の長手方向の中間部をマスキングして、長手方向の両端部に銀ペーストを塗布した後、これら全体を800〜900℃の温度で加熱処理することによって、前述した磁性ペーストを焼結してスペース層160 を形成してポット型コア100 と蓋状コア120 とを結合させると共に、銀ペーストを焼き付けて端子部130 ,130 を形成する。
【0005】
【発明が解決しようとする課題】
このようなチップインダクタは、100kHz〜1MHzの高周波に直流電流を重畳した直流重畳電流が0.5〜1.0A程度の環境で使用されるが、空心コイル115 からの熱放射がポット型コア100 及び蓋状コア120 によって遮られる一方、ポット型コア100 及び蓋状コア120 の熱伝導は低いので、直流重畳電流の値が大きくなるにつれて、蓄熱により空心コイル115 の温度が上昇して特性が低下する。そのため、放熱効率が高いチップインダクタが要求されている。
【0006】
しかし、特開昭60−189915号公報に開示されたチップインダクタにあっては、端子部130 ,130 の厚さが薄いため、熱容量が小さく、従って放熱効率が低い。更に、空心コイル115 の両端部と銀ペーストを焼き付けて形成した端子部130 ,130 とは、それぞれ一点で接触しているため、空心コイル115 の両端部から端子部130 ,130 へ単位時間に伝導する熱量が少なく、従って放熱効率が低い。そのため、前述した要求を満足することができないという問題があった。
【0007】
一方、特開昭60−189915号公報に開示されたチップインダクタでは、ポット型コア100 及び蓋状コア120 の長手方向の中間部をマスキングして、長手方向の両端部に銀ペーストを塗布することによって端子部130 ,130 を形成しているため、端子部130 ,130 の形成に多くの手間を要し、単位時間に製造し得るチップインダクタの個数が少ないという問題もあった。
【0008】
本発明はかかる事情に鑑みてなされたものであって、導電性金属板に凸部を設けてなる端子を採用し、この端子をポット型コアの一面に蓋状コアと面一をなして接着固定し、このように固定された端子のポット型コアの縁部から突出する凸部にポット型コア内に装入したコイルの両端部を各別に巻回してある構成とすることによって、放熱効率が高く、また端子形成に要する手間を低減し得るチップインダクタを提供し、またこのチップインダクタを高い生産性の下にて製造する方法を提供することを目的とする。
【0009】
【課題を解決するための手段】
本発明に係るチップインダクタは、中央脚及び該中央脚を囲む周囲脚が設けてあるポット型コアと、前記中央脚に嵌合したコイルと、前記ポット型コアの中央脚と周囲脚との間の開口を塞ぐ蓋状コアと、前記コイルの両端部と各別に接続する2つの端子とを備えるチップインダクタにおいて、前記蓋状コアは板状をなしており、前記2つの端子は、導電性金属板に凸部を設けてなり、夫々の凸部がポット型コアの縁部から突出する様態で、該ポット型コアの周囲脚の上に、前記蓋状コアと面一をなして接着固定してあり、前記コイルの両端部は、両端子の凸部に各別に巻回してあることを特徴とする。
【0010】
本発明に係るチップインダクタの製造方法は、中央脚及び該中央脚を囲む周囲脚が設けてある複数のポット型コアを、複数のピンを立設してなる位置決め用治具上の所定位置に配置する工程と、各ポット型コアにコイルを、夫々の中央脚に外嵌せしめて装入する工程と、導電性金属板に凸部を設けてなる端子の前駆体である複数対の端子前駆体部及び位置決め部が設けてある端子用プレートを、前記位置決め部を前記位置決め用治具のピンにより位置合わせして配置し、該端子用プレートの各対の端子前駆体部を、対応するポット型コアの周囲脚の上の一部に接着する工程と、各ポット型コアにそれぞれ装入してあるコイルの両端部を対応する端子前駆体部の凸部に巻回する工程と、各ポット型コアの中央脚と周囲脚との間の開口を塞ぐべく、前記端子用プレートの各端子前駆体部に対して位置決めして蓋状コアを載置し、接着する工程と、該蓋状コアの余剰部と共に前記端子用プレートを切断して各端子前駆体部を端子にする工程とを有することを特徴とする。
【0011】
本発明では、導電性金属板に凸部を設けてなる2つの端子が、夫々の凸部をポット型コアの縁部から突出させた様態で、ポット型コアの上面に、該上面を塞ぐ蓋状コアと面一をなして接着固定してある。これによって、チップインダクタの背高を高くすることなく、端子を確実に取り付けることができる。
【0012】
このような端子は、導電性金属を塗布して設けた端子部の厚さより厚いため、熱容量が大きく、従って放熱効率が高い。また、端子に設けた凸部にコイルの両端部を巻回するため、コイルの両端部と端子の凸部との接触面積が広く、単位時間に伝導する熱量が多い。従って、放熱効率が更に向上する。
【0013】
このようなチップインダクタは、本発明に係る製造方法により、ポット型コアの上面に蓋状コア及び端子を夫々位置決めして接着固定する手順により製造でき、マスキング等の前処理が不要であり、少ない手間で固定作業をすることができ、単位時間に製造し得るチップインダクタの個数が多い。
【0014】
この製造は、位置決め用治具上の所定位置に配置された複数のポット型コアに対し、複数対の端子前駆体部が設けてある端子用プレートを接着固定し、各端子前駆体部に対して位置決めして蓋状コアを接着固定した後、夫々の端子前駆体部単位にて切断する手順により、複数個単位にて高能率にて実施することができる。
【0015】
【発明の実施の形態】
以下、本発明の実施の形態を図面に基づいて具体的に説明する。図1は、本発明に係るチップインダクタを示す平面図であり、図中、1はポット型コアである。また、図2は図1に示したチップインダクタのII−II線による断面図であり、図3及び図4は、図1に示したポット型コア1の背面図及び側面図である。ポット型コア1は、円柱の一端面に円形環状の溝14が円柱の中心軸と同心円状に設けた形状をしており、外周面には前記溝14に達し、側面視が長方形状の2つの切り欠き13,13が直径方向に互いに対向するように設けてある。このポット型コア1は、NiZn系フェライト等の軟磁性材料を焼結することによって形成してある。
【0016】
ポット型コア1の溝14内には、銅線を円筒状に巻回した空心コイル5が嵌合してあり、空心コイル5の両端部は、切り欠き13,13から各別にポット型コア1外へ延出させてある。溝14が設けてある端面を底にしたポット型コア1の下方には、長辺はポット型コア1の直径と同じ寸法であり、短辺はそれより所定寸法だけ短い寸法である長方形状の蓋状コア2が、該蓋状コア2の長辺が両切り欠き13,13を結ぶ線分と直交し、蓋状コア2の中心とポット型コア1の中心とが一致するように配置してある。この蓋状コア2もポット型コア1と同様の軟磁性材料を焼結することによって形成してある。
【0017】
蓋状コア2の長辺側の両側には、蓋状コア2の長辺と同じ寸法の帯状の端子3,3が蓋状コア2の長辺と平行に配置してあり、両端子3,3の幅寸法及び蓋状コア2の短辺寸法の総寸法は、ポット型コア1の直径と同じ寸法である。両端子3,3及び蓋状コア2とポット型コア1の中央脚11の底面との間、並びに両端子3,3及び蓋状コア2とポット型コア1の前記中央脚11を取り囲む周囲脚12の底面との間には、非磁性のスペース層6が形成してあり、該スペース層6によって両端子3,3及び蓋状コア2とポット型コア1とが所要のギャップを隔てて接合してある。
【0018】
スペース層6は、エポキシ樹脂系等の非磁性接着剤に、ガラス又はセラミックス等の非磁性材料を前記ギャップの寸法と同じ直径にした球状微粒子からなるフィラーを10〜50重量%混合した混合物をポット型コア1の周囲脚12の底面及び中央脚11の底面に塗布し、蓋状コア2及び端子3,3を位置合わせしてポット型コア1に圧接させた後、熱処理して非磁性接着剤を熱硬化させることによって形成してある。
【0019】
また、所要厚さの絶縁性シートをポット型コア1と両端子3,3及び蓋状コア2との間に介装させ、ポット型コア1と絶縁性シートとを非磁性接着剤で接着固定し、両端子3,3及び蓋状コア2と絶縁性シートとを非磁性接着剤で接着固定することによって、スペース層6を形成してもよい。
【0020】
両端子3,3の長手方向に平行な外側縁部であって、ポット型コア1の切り欠き13,13に対応する部分には、T字状の凸部4,4がそれぞれ設けてあり、両凸部4,4はその基端部に空心コイル5の両端部を巻回した様態で起立させてある。なお両凸部4,4への空心コイル5の両端の巻回部7,7は、接続を強固にすると共に、熱伝導を向上させるために半田付けするのが好ましい。
【0021】
このように、端子3,3に設けた凸部4,4に空心コイル5の両端部を巻回してあるため、熱容量が大きい両端子3,3からの放熱量が多く、また、両端子3,3と空心コイル5の両端部との接触面積が広いので、空心コイル5から端子3,3へ伝導する熱量が多い。従って、従来のチップインダクタに比べて放熱効率が高い。更に、両凸部4,4の空心コイル5の両端部が巻回してある部分は半田付けしてあるため、空心コイル5の両端部の全周から両端子3,3へ熱を伝導させることができる。これによって、チップインダクタの放熱効率を更に向上させることができる。また、端子3,3をポット型コア1に接着固定してあるため、端子3,3のポット型コア1への取り付け作業に要する手間が可及的に少ない。
【0022】
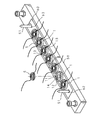
図5〜図10は、図1に示したチップインダクタの製造手順を説明する説明図であり、各図中、50はチップインダクタの製造に用いる治具の基台である。図5に示した如く、基台50は、帯状金属片の両端近傍に、先尖円柱状のピン51,51がそれぞれ立設してあり、該基台50上に、複数のポット型コアの配置位置を決めるためのコア用プレート60を配置する。コア用プレート60は、金属製の帯体に前述したポット型コアの外周縁と同じ形状の複数のコア位置決め孔61,61,…が、帯体の長手方向へ適宜の距離を隔てて開設してあり、帯体の一端近傍に丸孔62が、また他端近傍に長孔63が開設してある。そして、コア用プレート60は、丸孔62及び長孔63内を基台50のピン51,51が貫通する様態で、基台50上に載置する。
【0023】
図6に示した如く、コア用プレート60に設けてある各コア位置決め孔61,61,…内にポット型コア1,1,…を、各ポット型コア1,1,…の溝14,14,…を上にしてそれぞれ嵌合した後、図7に示した如く、各ポット型コア1,1,…の溝14,14,…に空心コイル5,5,…を内嵌し、空心コイル5,5,…の両端部を、ポット型コア1,1,…の両切り欠き13,13,…からそれぞれ延出させる。
【0024】
なお、嵌合するポット型コア1,1,…の厚さに応じて複数枚のコア用プレート60を基台50上に載置しておいてもよい。また、基台50の表面に、コア位置決め孔61,61,…に対向する部分を結ぶ溝を予め設けておき、コア用プレート60の各コア位置決め孔61,61,…内に嵌合したポット型コア1,1,…の底部を前記溝内に挿入させるようにしてもよい。更に、前記溝のコア位置決め孔61,61,…の中央に対向する部分に吸引用孔をそれぞれ開設しておき、各吸引用孔から吸引するようになしてもよい。これによって、コア位置決め孔61,61,…へのポット型コア1,1,…の嵌合操作が容易になる。
【0025】
また、溝14,14,…に空心コイル5,5,…を内嵌したポット型コア1,1,…をコア用プレート60の各コア位置決め孔61,61,…内に嵌合するようにしてもよい。更に、基台50の長手方向の中央線上に磁石を埋設しておいてもよい。これによって、各ポット型コア1,1,…の溝14,14,…へ空心コイル5,5,…を嵌合させる作業が容易になる。
【0026】
前述した如く非磁性接着剤にフィラーを混合した混合物を各ポット型コア1,1,…の周囲脚12,12,…の底面及び中央脚11,11,…の底面に塗布した後、図8に示した如く、各ポット型コア1,1,…の上に端子用プレート70を載置する。
【0027】
端子用プレート70は、リン青銅等の導電性金属製の帯体に長方形状の複数の孔を長手方向へ所定の間隔で開設した梯子状をしており、相隣る梯子段の両端の間を結ぶ端子前駆体部75,75,…が前述した両端子3,3(図1参照)になり、端子用プレート70の端子前駆体部75,75,…に、前述した凸部4,4,…がそれぞれ設けてある。なお、端子用プレート70の幅はポット型コア1の直径と同じ寸法であり、端子用プレート70に設けた孔74,74,…の長手方向の寸法は、ポット型コア1の直径より大きい。端子用プレート70の一端近傍に丸孔72が、また他端近傍に長孔73が開設してあり、端子用プレート70は、丸孔72及び長孔73内を基台50のピン51,51が貫通する様態で、各ポット型コア1,1,…上に載置する。このとき、端子用プレート70の端子前駆体部75,75,…のみが、各ポット型コア1,1,…の周囲脚12,12,…に当接するようになっている。
【0028】
図9に示した如く、端子用プレート70の上に蓋用プレート80を積層する。蓋用プレート80は、金属製の帯体に、長方形の両長辺中央及び両短辺中央に矩形の凹部をそれぞれ設けた形状の複数の孔を長手方向へ所定の間隔で開設した形状をしており、これによって各孔内へ十字状に突出する位置決め凸部85,85,…が形成されている。蓋用プレート80の一端近傍に丸孔82が、また他端近傍に長孔83が開設してあり、蓋用プレート80を、丸孔82及び長孔83内を基台50のピン51,51が貫通する様態で、端子用プレート70の上に積層する。このとき、各位置決め凸部85,85,…は、ポット型コア1,1,…に接触しない。そして、十字状に突出する位置決め凸部85,85,…で囲まれる領域内に、長方形状の蓋状コア2,2,…を嵌合させることによって、端子用プレート70の端子前駆体部75,75,…の間であって、各ポット型コア1,1,…の周囲脚12,12,…及び中央脚11,11,…上に蓋状コア2,2,…を載置する。
【0029】
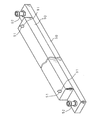
図10に示した如く、四角柱の両端近傍に円形の孔91,91を開設してなる押さえバー90を、蓋用プレート及び該蓋用プレートに嵌合した各蓋状コア上に、両孔91,91内をピン51,51を貫通させることによって載置し、蓋状コア及び端子用プレートの端子前駆体部に、ポット型コアへの押し力を加える。これによって、蓋状コア及び端子用プレートとポット型コアとの間に、非磁性接着剤に混合したフィラーの直径寸法のギャップが形成される。
【0030】
前述した基台50のピン51,51より端部側の位置には円柱状のポール52,52が立設してあり、両ポール52,52に耐熱性のバンドを掛け廻すことによって押さえバー90を押さえた後、略130℃で60分間程度の熱処理を施して非磁性接着剤を硬化させることによって、蓋状コア2,2,…及び端子用プレート70の端子前駆体部75,75,…とポット型コア1,1,…との間にスペース層を形成すると共に、蓋状コア2,2,…及び端子前駆体部75,75,…とポット型コア1,1,…とを接着固定する。
【0031】
このようにして、蓋状コア2,2,…及び端子前駆体部75,75,…が接着固定されたポット型コア1,1,…を治具から取り外し、空心コイル5,5,…の両端を、対応する凸部4,4,…に巻回し、両端部の余分な部分を切除する。各ポット型コア1,1,…の外周縁部と端子3,3,…との接合部の周囲に非磁性接着剤を塗布した後、前同様の熱処理を施すことによって、前記接合部を補強接着する。そして、各凸部4,4,…の空心コイル5,5,…の両端部を巻回した部分を半田付けした後、端子用プレート70を所定位置で切断して、図1に示した如き一対の端子3,3をそれぞれ設けた複数のチップインダクタを得る。
【0032】
なお、上述したコア用プレート60、端子用プレート70、蓋用プレート80はエッチング又はプレス加工によって形成してあり、コア用プレート60及び蓋用プレート80にはテフロン及びシリコンオイル等がコーティングしてあり、ワークから容易に取り外し得るようになしてある。
【0033】
次に比較試験を行った結果について説明する。
図11は比較試験を行った結果を示すグラフであり、図中、縦軸は室温から上昇した上昇温度を、横軸は直流重畳電流をそれぞれ示している。図中の○印は、本発明に係るチップインダクタの特性を表し、●印は、端子3,3を設けていないこと以外は図1に示したチップインダクタと同じ構成の比較用チップインダクタの特性を表している。
【0034】
そして、本発明に係るチップインダクタは両端子をプリント基板に半田付けし、比較用チップインダクタは空心コイルの両端部をプリント基板に半田付けし、両チップインダクタに異なる電流値の直流重畳電流を通流し、プリント基板の半田付けした部分の上昇温度をそれぞれ測定した。
【0035】
その結果、図11から明らかな如く、本発明に係るチップインダクタは端子からの放熱効率が高いため、比較用チップインダクタに比べて何れの場合も上昇温度が低かった。
【0036】
【発明の効果】
以上詳述した如く、本発明に係るチップインダクタにおいては、導電性金属板に凸部を設けてなる端子部を採用したから、熱容量が大きく、放熱効率の向上を図ることができ、また、端子に設けた凸部にコイルの両端部を巻回するため、コイルの両端部と端子の凸部との接触面積が広く、単位時間に伝導する熱量が多く、更なる放熱効率の向上を図ることができ、更に、蓋状コアの固定によるポット型コアの上の余剰部分に、前記蓋状コアと面一をなして端子を接着固定するから、チップインダクタの背高を高くすることなく、端子を確実に取り付けることができ、放熱効率が高く、蓄熱による特性悪化を抑制し得るチップインダクタを、実装性を阻害することなく実現することが可能となる。
【0037】
また本発明に係るチップインダクタの製造方法においては、簡易な手順による複数個単位での製造が可能であり、単位時間当たりの製造個数を増大を図り、良好な生産性を実現することができる等、本発明は優れた効果を奏する。
【図面の簡単な説明】
【図1】 本発明に係るチップインダクタを示す平面図である。
【図2】 図1に示したチップインダクタのII−II線による断面図である。
【図3】 図1に示したポット型コアの背面図である。
【図4】 図1に示したポット型コアの側面図である。
【図5】 図1に示したチップインダクタの製造手順を説明する説明図である。
【図6】 図1に示したチップインダクタの製造手順を説明する説明図である。
【図7】 図1に示したチップインダクタの製造手順を説明する説明図である。
【図8】 図1に示したチップインダクタの製造手順を説明する説明図である。
【図9】 図1に示したチップインダクタの製造手順を説明する説明図である。
【図10】 図1に示したチップインダクタの製造手順を説明する説明図である。
【図11】 比較試験を行った結果を示すグラフである。
【図12】 特開昭60−189915号公報に開示されたチップインダクタの製造方法を説明する説明図である。
【符号の説明】
1 ポット型コア
2 蓋状コア
3 端子
4 凸部
5 空心コイル
6 スペース層
7 巻回部
11 中央脚
12 周囲脚
13 切り欠き
14 溝
50 基台
51 ピン
60 コア用プレート
70 端子用プレート
80 蓋用プレート
Claims (2)
- 中央脚及び該中央脚を囲む周囲脚が設けてあるポット型コアと、前記中央脚に嵌合したコイルと、前記ポット型コアの中央脚と周囲脚との間の開口を塞ぐ蓋状コアと、前記コイルの両端部と各別に接続する2つの端子とを備えるチップインダクタにおいて、
前記蓋状コアは板状をなしており、
前記2つの端子は、導電性金属板に凸部を設けてなり、夫々の凸部がポット型コアの縁部から突出する様態で、該ポット型コアの周囲脚の上に、前記蓋状コアと面一をなして接着固定してあり、前記コイルの両端部は、両端子の凸部に各別に巻回してあることを特徴とするチップインダクタ。 - 中央脚及び該中央脚を囲む周囲脚が設けてある複数のポット型コアを、複数のピンを立設してなる位置決め用治具上の所定位置に配置する工程と、
各ポット型コアにコイルを、夫々の中央脚に外嵌せしめて装入する工程と、
導電性金属板に凸部を設けてなる端子の前駆体である複数対の端子前駆体部及び位置決め部が設けてある端子用プレートを、前記位置決め部を前記位置決め用治具のピンにより位置合わせして配置し、該端子用プレートの各対の端子前駆体部を、対応するポット型コアの周囲脚の上の一部に接着する工程と、
各ポット型コアにそれぞれ装入してあるコイルの両端部を対応する端子前駆体部の凸部に巻回する工程と、
各ポット型コアの中央脚と周囲脚との間の開口を塞ぐべく、前記端子用プレートの各端子前駆体部に対して位置決めして蓋状コアを載置し、接着する工程と、
該蓋状コアに合わせて前記端子用プレートを切断し、各端子前駆体部を端子にする工程と
を有することを特徴とするチップインダクタの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP34141699A JP3661081B2 (ja) | 1999-11-30 | 1999-11-30 | チップインダクタ及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP34141699A JP3661081B2 (ja) | 1999-11-30 | 1999-11-30 | チップインダクタ及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001160514A JP2001160514A (ja) | 2001-06-12 |
| JP3661081B2 true JP3661081B2 (ja) | 2005-06-15 |
Family
ID=18345910
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP34141699A Expired - Fee Related JP3661081B2 (ja) | 1999-11-30 | 1999-11-30 | チップインダクタ及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3661081B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4853372B2 (ja) * | 2007-04-26 | 2012-01-11 | Tdk株式会社 | コイル部品 |
| CN107546020B (zh) * | 2017-08-07 | 2024-01-19 | 河南森源电气股份有限公司 | 一种电流互感器成型模具及其侧板组件 |
-
1999
- 1999-11-30 JP JP34141699A patent/JP3661081B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001160514A (ja) | 2001-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100809565B1 (ko) | 자성 소자 및 자성 소자의 제조 방법 | |
| TWI452581B (zh) | 高電流磁性元件及其製造方法 | |
| US7567163B2 (en) | Precision inductive devices and methods | |
| TWI297505B (ja) | ||
| TWI275109B (en) | Improved inductive devices and methods | |
| TW200952006A (en) | Miniature shielded magnetic component | |
| EP2104114A1 (en) | Multi-core inductive device and method of manufacturing | |
| JP2005340812A (ja) | コイル構造及びその製造方法 | |
| TW201351453A (zh) | 扁平線圈平面變壓器及方法 | |
| TW201212063A (en) | Coil encapsulation green compact magnetic core and manufacturing method thereof | |
| TW201419323A (zh) | 電感器及其製造方法 | |
| TW201530575A (zh) | 絶緣平面化電感性裝置及其製造與使用方法 | |
| JPH08153623A (ja) | コイル部品 | |
| JP3661081B2 (ja) | チップインダクタ及びその製造方法 | |
| JPH11176660A (ja) | コイルを含む電気回路装置 | |
| US11443888B2 (en) | Coil component and coil device | |
| JP2010258314A (ja) | 巻線型インダクタ | |
| US6486763B1 (en) | Inductive component and method for making same | |
| JP2003257744A (ja) | 磁性素子及びその製造方法並びにそれを用いた電源モジュール | |
| JPH06290975A (ja) | コイル部品並びにその製造方法 | |
| CN108962560B (zh) | 片式绕线变压器及其制造方法和包含该变压器的微功率模块电源 | |
| CN110600241A (zh) | 多路开关电源变压器及其制备方法 | |
| JP3707461B2 (ja) | コイル部品の製造方法 | |
| JP2001044044A (ja) | 表面実装型インダクタ。 | |
| CN210575373U (zh) | 贴片式电子元器件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041027 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041102 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050308 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050308 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080401 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090401 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100401 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110401 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120401 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120401 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130401 Year of fee payment: 8 |
|
| LAPS | Cancellation because of no payment of annual fees |