JP3650490B2 - 中空糸膜樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 - Google Patents
中空糸膜樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 Download PDFInfo
- Publication number
- JP3650490B2 JP3650490B2 JP26202796A JP26202796A JP3650490B2 JP 3650490 B2 JP3650490 B2 JP 3650490B2 JP 26202796 A JP26202796 A JP 26202796A JP 26202796 A JP26202796 A JP 26202796A JP 3650490 B2 JP3650490 B2 JP 3650490B2
- Authority
- JP
- Japan
- Prior art keywords
- rotary blade
- hollow fiber
- fiber membrane
- cutting
- resin fixing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Landscapes
- Separation Using Semi-Permeable Membranes (AREA)
- Nonmetal Cutting Devices (AREA)
Description
【発明の属する技術分野】
本発明は、複数本の束ねられた中空糸膜束が、筒状ケース内部の一端部において樹脂固定された筒状ケースの中空糸膜樹脂固定部を、中空糸膜がその切断端面で開口状態となるよう切断するための、中空糸膜樹脂固定部の切断装置及びその切断方法に関するものである。
【0002】
【従来の技術】
近年、中空糸膜を用いた中空糸膜モジュールは、医療用や浄水器、清水器、気体分離用など、多くの分野で用いられている。
このような中空糸膜モジュールの形態としては、中空糸膜の両端を別々に筒状ケース内に樹脂固定して開口状態としたものや、中空糸膜をU字状に束ね、その端部を筒状ケース内に樹脂固定して開口状態としたもの、或いは中空糸膜の一端を封止し、他端を樹脂固定して開口状態としたものなどが一般的である。
中空糸膜を前述したモジュールの形態とするには、中空糸膜束を筒状ケース内に充填したのちに、液状の固定用樹脂を注入、固化させた後、筒状ケースの中空糸膜樹脂固定部をギロチンカッターで切断する方法が用いられている。
【0003】
【発明が解決しようとする課題】
しかしながら、前述した切断方法に於いては、例えば濾過、分離能力を大きくするためにその外径を大きくした筒状ケース内に充填した中空糸膜の樹脂固定部を切断する際、その切断長が、通常の筒状ケースに比較して長い為、ギロチンカッター先端部に大きな応力が長時間印加され、刃こぼれが発生しやすいといった不都合があった。
【0004】
また、特開昭63−221806号には、ギロチンカッターに変えて回転軸に装着した回転刃により筒状ケースの中空糸膜樹脂固定部の切断を行う切断装置が記載されているが、この場合においても、回転刃が筒状ケースに当たった際、回転等の刃こぼれが発生しやすいといった不都合があった。
【0005】
【課題を解決するための手段】
本発明はこのような問題点を解決する為になされたもので、筒状ケース、特に大口径を有する筒状ケースの中空糸膜樹脂固定部の切断を行うに当たって、切断を行う回転刃が刃こぼれを引き起こしにくい中空糸膜樹脂固定部の切断装置及びその切断方法を提供することを目的とするものである。
【0006】
即ち、本発明は、筒状ケースの端部に中空糸膜束が樹脂固定された中空糸膜樹脂固定部の切断装置であって、エンドミル型回転刃と、円盤状回転刃とを有する切断装置を要旨とするものである。
また、更に本発明は、筒状ケースの端部に中空糸膜束が樹脂固定された中空糸膜樹脂固定部を、エンドミル型回転刃で一部切削した後、円盤状回転刃で切断する中空糸膜モジュールの製造方法を要旨とするものである。
【0007】
【発明の実施の形態】
以下、図面を参照して、本発明の中空糸膜樹脂固定部の切断装置及びそれを用いた切断方法を更に詳細に説明する。
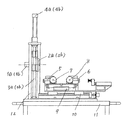
図1は本発明の中空糸膜樹脂固定部の切断装置の一形態例を示す平面図である。
なお、図1において、それぞれ1aと1b、2aと2b、3aと3b、4aと4bとは、前後方向に重なって配設されており、aが付された番号の部材が図面向かって手前側に、bが付された番号の部材が向かって後ろ側に配設されている。
【0008】
回転刃回転モータ1aは、複合回転刃2aを回転させる回転軸を有するモータであり、回転数可変型のインバータ制御のACサーボモータ等を用いることができる。
切断部を構成する複合回転刃2aは、図2に示す如く、荒切り用回転刃2a1及び同軸上に設けられた荒切り用回転刃よりもその径が小さい仕上げ用回転刃2a2よりなる。
【0009】
荒切り用回転刃2a1は、中空糸膜樹脂固定部を荒切りするための回転刃であり、図3に示すような、その外周部に鋸歯状の複数のチップが配設された超硬チップソー等を用いることができる。
また、仕上げ用回転刃2a2は、荒切りを行った中空糸膜樹脂固定部を更に切断し、その端面を平滑化するための回転刃であり、その外周部にはチップ等が配設されておらず、円盤外周部に形成された歯が連続的に中空糸膜樹脂固定部に接触することにより、中空糸膜樹脂固定部を切断するものである。この様な仕上げ用回転刃としては、スリッター、サーキュラーナイフ、高速度鋼円形状切り出し刃等を用いることができる。
1軸ステージ3aは複合回転刃2aを上下方向に移動させるためのステージであり、油圧シリンダ4aにより駆動させる。
【0010】
エンドミル回転モータ1bは、筒状ケースの中空糸膜樹脂固定部を部分開口させるエンドミル型回転刃を回転させるモータであり、回転数可変型のインバータ制御のACサーボモータ等を用いることができる。
エンドミル型回転刃2bは中空糸膜樹脂固定分の部分開口を行うための回転刃であり、その外形が10〜50mmで外表面に溝部を有するものを用いることが好ましい。本実施例ではその外径が20mm、刃数3枚のフライス用エンドミル回転刃を使用している。
1軸ステージ3bは、エンドミル型回転刃を上下方向に移動させるためのステージであり、油圧シリンダにより駆動させる。
【0011】
筒状ケース5、6は、筒状ケース内部の一端部において中空糸膜が樹脂固定されており、インデックステーブル9上に、それぞれ180度毎に配置されている。
インデックステーブル9は、筒状ケースを180度ずつ回転させるためのものであり、図中6の位置で装着した筒状ケースをインデックステーブルにより回転させ、筒状ケース5の位置で中空糸膜樹脂固定部の部分開口及び切断を行う。
インデックステーブルとしては油圧式のもの等を用いることができる。
【0012】
クランパ7、8は、それぞれインデックステーブル9上の筒状ケース5、6を固定するものであり、中空糸膜樹脂固定部の切断を行う際に位置ずれなどを起こさぬよう、筒状ケースの上面と側面からサポートするよう設計されている。
1軸ステージ10はインデックステーブル9を図中向かって左右方向に移動させるものであり、パルスモータにより駆動する。
装置架台11は装置を固定する架台であり、枠12は、回転刃回転用モータ1a、複合回転刃2a、1軸ステージ3a、油圧シリンダ4a及びエンドミル型回転刃回転用モータ1b、エンドミル型回転刃2b、1軸ステージ3b、油圧シリンダ4bを固定するものである。
【0013】
次に図1により、本発明の中空糸束樹脂固定部の切断装置の動作を、装置動作開始初期状態から説明する。
まず図示していない装置全体の動作開始スイッチを押すと、回転刃回転用モータ1a及びエンドミル型回転刃回転モータ1b及が予め設定された回転数で回転を開始する。
その後筒状ケース6を、インデックステーブル9上のクランパ8に載せ、図示していないクランプ&インデックス回転ONスイッチを押すと、筒状ケースはクランパ8により固定されるとともに、インデックステーブル9が180度回転し、筒状ケース5の位置に移動する。その後1軸ステージ10が図中左方向に移動することにより、筒状ケースの中空糸膜樹脂固定部が複合回転刃2aの下方に移動する。
【0014】
その後エンドミル型回転刃2bが、図示していない1軸ステージにより図面手前の複合回転刃方向に移動し、更に1軸ステージ3bによりエンドミル型回転刃が下方に移動する。
下降したエンドミル型回転刃により、中空糸膜樹脂固定部の上方の部分開口が行われる。
【0015】
図3は、エンドミル型回転刃により中空糸膜樹脂固定部の部分開口が行われた際の概要を示す説明図である。
この際、エンドミル型回転刃による中空糸膜樹脂固定部の部分開口は、筒状ケース内部の中空糸膜樹脂固定部がその高さで10mm程度露出するよう開口させることが好ましい。
中空糸膜樹脂固定部の上方を部分開口した後、エンドミル型回転刃は、1軸ステージ3bにより上方に移動するとともに、図示していない1軸ステージにより、元の位置へと復帰する。
【0016】
その後複合回転刃2aを上下方向に移動させる1軸ステージ3aが下方へ移動し複合回転刃2aの荒切り用回転刃2a1により筒状ケース5の中空糸膜樹脂固定部の荒切りが行われる。
この際、荒切り用回転刃2a1は、部分開口が行われた中空糸樹脂固定部に最初に接触するため、荒切り回転刃の刃こぼれ等が発生しにくくなる。
【0017】
1軸ステージが更に下方へ移動すると、複合回転刃2aの仕上げ用回転刃2a2が、荒切りが行われた切断端面を更に切断し始める。
荒切り用回転刃による切断と同様、仕上げ用回転刃2a2による切断も、仕上げ用回転刃がまず部分開口が行われた中空糸膜樹脂固定部に接触するので、仕上げ用回転刃の刃こぼれが発生しにくくなる。
【0018】
図4は、本発明の切断装置により筒状ケースの切断を行う際の、切断位置の関係を示す平面図であるが、複合回転刃2aは、仕上げ用回転刃2a2が、荒切り用回転刃2a1により切断を行った中空糸膜樹脂固定部の端面から0.5〜1mm内側の所を切断できるよう設計されたものを用いることが好ましい。
また、複合回転刃の位置設定は、エンドミル型回転刃により切断が行われた端面と、仕上げ用回転刃による切断端面とがほぼ揃うよう配設しておくことが好ましい。
荒切り用回転刃及び仕上げ用回転刃による樹脂固定部の切断(全面開口)終了後、1軸ステージ3aは上方に移動し、複合回転刃2aがもとの位置に復帰する。
【0019】
これらの動作終了後、次に切断を行う筒状ケースを、インデックステーブル9上のクランパ7bに載せ、再度図示していないクランプ&インデックス回転ONスイッチを押す。すると6の位置にある筒状ケースは、クランパ8により固定され、インデックステーブル9にて180度回転し、前述した切断動作を繰り返す。
前回中空糸膜樹脂固定部の切断が終了した筒状ケースは、筒状ケース5の位置から筒状ケース6の位置に移動するので、この時次に切断する筒状ケースの交換装着を行う。
【0020】
本実施例においては、複合回転刃により荒切り用回転刃と仕上げ用回転刃を同軸上に設けて、部分開口した中空糸膜樹脂固定部の切断を行う構成としたが、荒切り用回転刃と仕上げ用回転刃とを別々の回転軸に設け、荒切り回転刃による中空糸膜樹脂固定部の全面開口を行った後に仕上げ用回転刃による端面の切断を行う構成としてもよい。
【0021】
また、回転刃及び/又は中空糸膜樹脂固定部に対し、圧力印加した気体を噴射しながら切断を行う構成とすると、切断時のバリ、切粉の除去効率を更に向上させることができる。
この際の気体噴射は、例えば4kgf/cm2の常温圧縮空気をデューティー比50%(1秒ON,1秒OFF)印加とした条件下で実施することができるが、噴出気体の種類、圧力、印加デューティー比などは切断条件に合わせて適宜設定することが好ましい。
【0022】
また、本発明の中空糸膜樹脂固定部の切断装置及びその切断方法においては、万一誤操作を行っても本質的に安全であるフェールセーフ機構や、樹脂切粉の飛散を防ぐ樹脂切粉集塵機構、刃温上昇によるバリ発生を低減する刃冷却機構、自動化を進める為の筒状ケース自動脱着機構などを装備してもよい。
図示していない本装置部分の内、制御機器については、制御盤内にプログラマブルコントローラを実装し、上記シーケンスを実行することで、本発明の動作を実現しているが、ファクトリーコンピュータを含むパーソナルコンピュータやハードウエアシーケンサーなど、同様の効果を得ることが可能な機器に変更することもできる。
【0023】
【発明の効果】
本発明の中空糸膜樹脂固定部の切断装置及びその切断方法においては、筒状ケース内部の一端部において中空糸膜束が樹脂固定された筒状ケースの中空糸膜樹脂固定部を、エンドミル型回転刃により部分開口した開口部を回転刃により切断するため、回転刃が最初に筒状ケースに接触せず、中空糸膜樹脂固定部に接触することとなり、切断用の回転刃の刃こぼれを防止することができる。
また、エンドミル型回転刃により部分開口した開口部を、荒切り用回転刃により切断し、その端面を更に仕上げ用回転刃により切断する構成とすると、切断端面の平滑性の高い筒状ケースを得ることができる。
【図面の簡単な説明】
【図1】図1は、本発明の中空糸膜樹脂固定部の切断装置の一形態例を示す平面図である。
【図2】図2は、本発明に用いる複合回転刃の一形態例を示す模式図である。
【図3】図3は、エンドミル型回転刃により中空糸膜樹脂固定部の部分開口が行われた際の概要を示す説明図である。
【図4】図4は、本発明の切断装置の切断位置の関係を示す断面図である。
【符号の説明】
1a 複合回転刃回転刃回転用モータ
1b エンドミル型回転刃回転用モータ
2a 複合回転刃
2a1 荒切り回転刃
2a2 仕上げ用回転刃
2b エンドミル型回転刃
3a 1軸ステージ
3b 1軸ステージ
4a 油圧シリンダ
4b 油圧シリンダ
5、6 筒状ケース
7、8 クランパ
9 インデックステーブル
10 1軸ステージ
11 装置架台
12 枠
13 筒状ケース
14 中空糸膜樹脂固定部
15 中空糸膜
Claims (9)
- 筒状ケースの端部に中空糸膜束が樹脂固定された中空糸膜樹脂固定部の切断装置であって、エンドミル型回転刃と、円盤状回転刃とを有する切断装置。
- 前記円盤状回転刃が、荒切り用回転刃と仕上げ用回転刃とからなる請求項1に記載の切断装置。
- 前記荒切り用回転刃は外周部にチップを有する請求項2に記載の切断装置。
- 前記仕上げ用回転刃は外周部が滑らかな円形である請求項2又は3に記載の切断装置。
- 筒状ケースの端部に中空糸膜束が樹脂固定された中空糸膜樹脂固定部を、エンドミル型回転刃で一部切削した後、円盤状回転刃で切断する中空糸膜モジュールの製造方法。
- 前記円盤状回転刃が、荒切り用回転刃と仕上げ用回転刃とからなり、該荒切り用の回転刃で切断した後に、その端面を該仕上げ用回転刃により更に切断して平滑化する請求項5に記載の製造方法。
- 前記荒切り用回転刃は外周部にチップを有する請求項6に記載の製造方法。
- 前記仕上げ用回転刃は外周部が滑らかな円形である請求項6又は7に記載の製造方法。
- 切断中に中空糸膜樹脂固定部に気体を噴射する請求項5〜8のいずれか一項に記載の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP26202796A JP3650490B2 (ja) | 1996-10-02 | 1996-10-02 | 中空糸膜樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP26202796A JP3650490B2 (ja) | 1996-10-02 | 1996-10-02 | 中空糸膜樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPH1099655A JPH1099655A (ja) | 1998-04-21 |
| JPH1099655A5 JPH1099655A5 (ja) | 2004-09-16 |
| JP3650490B2 true JP3650490B2 (ja) | 2005-05-18 |
Family
ID=17370014
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP26202796A Expired - Lifetime JP3650490B2 (ja) | 1996-10-02 | 1996-10-02 | 中空糸膜樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3650490B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002052315A (ja) * | 2000-08-10 | 2002-02-19 | Yuasa Corp | 管状膜エレメントとこれを用いた浸漬型濾過システム |
| JP2002052317A (ja) * | 2000-08-10 | 2002-02-19 | Yuasa Corp | 管状膜エレメントとこれを用いた浸漬型濾過システム |
| JP2002052318A (ja) * | 2000-08-10 | 2002-02-19 | Yuasa Corp | 管状膜エレメントとこれを用いた浸漬型濾過システム |
| JP2002066267A (ja) * | 2000-08-25 | 2002-03-05 | Yuasa Corp | 管状膜エレメントとこれを用いた浸漬型濾過システム |
| JP2002052316A (ja) * | 2000-08-10 | 2002-02-19 | Yuasa Corp | 管状膜エレメントとこれを用いた浸漬型濾過システム |
| JP2002066266A (ja) * | 2000-08-25 | 2002-03-05 | Yuasa Corp | 管状膜エレメントとこれを用いた浸漬型濾過システム |
| JP6217371B2 (ja) * | 2013-12-11 | 2017-10-25 | 宇部興産株式会社 | 分離膜モジュールの製造方法及び装置 |
| CN114950138B (zh) * | 2022-05-18 | 2023-10-27 | 合肥檀泰环保科技有限公司 | 一种中空纤维膜的套管装配结构 |
-
1996
- 1996-10-02 JP JP26202796A patent/JP3650490B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH1099655A (ja) | 1998-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3650490B2 (ja) | 中空糸膜樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 | |
| JP2941191B2 (ja) | 廃棄NaS 電池の外筒剥がし方法及び装置 | |
| JP3650488B2 (ja) | 中空糸膜樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 | |
| JP4180835B2 (ja) | 管端の加工装置 | |
| JP3650489B2 (ja) | 中空糸膜樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 | |
| JP3648025B2 (ja) | 中空糸膜束樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 | |
| JPH11274111A (ja) | 接着テープの切断装置 | |
| JPH01209909A (ja) | ケーブルの多層被覆の選択的切断装置と方法 | |
| CN106955951A (zh) | 一种电缆自动切割装置 | |
| CN219041585U (zh) | 刮槽胶机 | |
| CN215849209U (zh) | 一种用于塑胶圆盘加工中的塑料板去毛刺设备 | |
| CN220161764U (zh) | 一种锅具自动切边设备 | |
| CN222571377U (zh) | 一种方向盘毛边去除装置 | |
| CN116787157B (zh) | 一种锅具自动切边设备及其使用方法 | |
| CN217102397U (zh) | 一种圆织布热切装置 | |
| CN217096035U (zh) | 一种便于清理的线切割机床 | |
| CN217095466U (zh) | 保险丝焊锡品线材切割装置 | |
| CN218110882U (zh) | 一种防废蜡屑的石蜡切片机 | |
| JPH07299845A (ja) | ゲートカット装置 | |
| CN213410646U (zh) | 一种安全带转轴的表面去毛刺工装 | |
| CN220840361U (zh) | 一种用于橡胶管加工的橡胶管切割装置 | |
| CN222891597U (zh) | 一种角度可调的加热剪切装置 | |
| CN205985985U (zh) | 一种在线剥皮装置 | |
| CN221159356U (zh) | 一种自动切断装置 | |
| JPS61102226A (ja) | 成形品取出し装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050117 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050215 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050218 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080225 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090225 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100225 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100225 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110225 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110225 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120225 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120225 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120225 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130225 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130225 Year of fee payment: 8 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130225 Year of fee payment: 8 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130225 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140225 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |