JP3648025B2 - 中空糸膜束樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 - Google Patents
中空糸膜束樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 Download PDFInfo
- Publication number
- JP3648025B2 JP3648025B2 JP27314597A JP27314597A JP3648025B2 JP 3648025 B2 JP3648025 B2 JP 3648025B2 JP 27314597 A JP27314597 A JP 27314597A JP 27314597 A JP27314597 A JP 27314597A JP 3648025 B2 JP3648025 B2 JP 3648025B2
- Authority
- JP
- Japan
- Prior art keywords
- hollow fiber
- fiber membrane
- membrane bundle
- rotary blade
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Separation Using Semi-Permeable Membranes (AREA)
Description
【発明の属する技術分野】
本発明は、複数本の中空糸膜を束ねた中空糸膜束の端部をケース内に収納し、該ケース内に注入した樹脂を硬化させて前記端部を該ケース内に固定した中空糸膜束樹脂固定部の切断方法及び中空糸膜モジュールに関するものである。
【0002】
【従来の技術】
近年、中空糸膜モジュールが、浄水器、清水器等をはじめ、医療用や気体分離用等、様々な分野において用いられている。
この中空糸膜モジュールとしては、様々な形態のものが知られている。例えば、複数本の中空糸膜を束ねた中空糸膜束の両端部を別々に有底筒状のケース内に収納し、これら両端部を樹脂によりそれぞれのケース内に固定し、前記中空糸膜束のそれぞれの端部が開口状態となるように切断したものがある。
【0003】
また、複数本の中空糸膜をU字状に束ね、その端部を有底筒状のケース内に収納し、樹脂を注入し硬化させてその端部を該ケース内に固定し、該端部が開口状態となるように切断したものもある。さらに、中空糸膜の一端部を封止し、他端部を樹脂固定し、該他端部が開口状態となるように切断したものもある。
【0004】
これらの中空糸膜モジュールを作製するには、複数本の中空糸膜を束ねた中空糸膜束の端部を有底筒状のケース内に収納し、該ケース内に樹脂を注入し硬化させて前記端部を該ケース内に固定して中空糸膜束樹脂固定部とし、該中空糸膜束樹脂固定部を、ギロチンカッターを用いてその中空糸膜束の端部が開口状態となるように切断する方法が用いられている。
【0005】
【発明が解決しようとする課題】
ところで、従来の中空糸膜モジュールでは、ギロチンカッターにより中空糸膜束樹脂固定部の所定箇所に傷を付け、該ギロチンカッターの進行と共にこの傷口部分に発生した応力集中を他の部分に順次広げて行くことにより、その中空糸膜束の端部が開口状態となるように切断しているために、樹脂固定部の切断面にひび割れが生じ易く、また、ケースや中空糸膜束の端部に切断バリが生じ易いという問題点があった。
【0006】
また、このギロチンカッターの替わりに、回転軸に装着した回転刃により、その中空糸膜束の端部が開口状態となるように中空糸膜束樹脂固定部の所定箇所を切断する方法も用いられているが、1枚の回転刃により樹脂固定部を切断するために多量のバリが発生し、切断面の平滑性が低下した中空糸膜モジュールしか得られず、また、切断時に樹脂の切粉が中空糸膜中に侵入し目詰まりを生じる虞があるという問題点があった。さらに、切断中に回転刃の先端部に大きな応力が加わるために、この先端部に刃こぼれが生じる虞があるという問題点もあった。
【0007】
本発明は上記の事情に鑑みてなされたものであって、切断端面の平滑性に優れ、しかも、中空糸膜の目詰まり等の少ない、中空糸膜束樹脂固定部の切断方法及び中空糸膜モジュールを提供することを目的とする。
【0008】
【課題を解決するための手段】
上記課題を解決するために、本発明は次の様な中空糸膜束樹脂固定部の切断装置及び中空糸膜モジュールの製造方法を採用した。
すなわち、本発明の請求項1記載の中空糸膜樹脂固定部の切断装置は、筒状ケースの端部に中空糸膜束が樹脂固定された中空糸膜束樹脂固定部の切断装置であって、荒切り用回転刃と、仕上げ用フライス型回転刃とを有する切断装置である。
【0009】
請求項4記載の中空糸膜モジュールの製造方法は、筒状ケースの端部に中空糸膜束が樹脂固定された中空糸膜束樹脂固定部を、荒切り用の回転刃で切断した後に、その端面を仕上げ用フライス型回転刃により更に研削して平滑化する製造方法である。
【0010】
本発明の中空糸膜束樹脂固定部の切断方法では、中空糸膜束樹脂固定部を、その中空糸膜束の端部が開口状態となるように荒切り用回転刃により切断し、該切断端面をフライス型回転刃により研削し平滑化することにより、荒切り用回転刃による切断時に樹脂の切断端面に生じたひび割れやバリ及びケースや中空糸膜束の端部に生じた切断バリをフライス型回転刃により研削して除去し、樹脂、ケース及び中空糸膜束の切粉等が中空糸膜に侵入するのを防止する。これにより、切断端面の平滑性が向上し、しかも、中空糸膜の目詰まり等の少ない中空糸膜モジュールを作製することが可能になる。
【0011】
本発明の中空糸膜モジュールでは、中空糸膜束樹脂固定部の中空糸膜束の端部が開口状態となるように荒切り用回転刃により切断され、さらに、該切断端面がフライス型回転刃により研削されて平滑化されたことにより、切断端面の平滑性に優れ、しかも、中空糸膜の目詰まり等の少ない中空糸膜モジュールを提供することが可能になる。
【0012】
【発明の実施の形態】
以下、本発明の中空糸膜束樹脂固定部の切断方法及び中空糸膜モジュールの一実施形態について図面に基づき説明する。
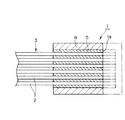
図1は本発明の一実施形態の中空糸膜モジュールを示す断面図であり、図において、1はこの中空糸膜モジュールの中空糸膜束樹脂固定部で、複数本の中空糸膜2を束ねた中空糸膜束3と、中空糸膜束3の端部が収納されかつ底部が該中空糸膜束3の端部と共に切断された筒状のケース4と、ケース4内に注入された後に硬化され、その端部が前記中空糸膜束3の端部及び該ケース4の底部と共に切断された硬化型樹脂5とから構成されている。
【0013】
この硬化型樹脂5は、液状の樹脂を加熱して硬化させる熱硬化型樹脂、あるいは液状の樹脂に紫外線を照射して硬化させる紫外線照射硬化型樹脂等が用いられる。なお、場合によっては液状の樹脂を粉体状の樹脂に替えてもよい。
この中空糸膜束樹脂固定部1の切断端面1aは、中空糸膜束3の端部が開口状態となるようにチップソー(荒切り用回転刃)により切断され、さらに、フライス刃(フライス型回転刃)により研削されて平滑化されている。
この中空糸膜モジュールは、中空糸膜束樹脂固定部1の切断端面1aの平滑性が極めて優れており、しかも、中空糸膜2の目詰まり等が非常に少ない。
【0014】
次に、この中空糸膜束樹脂固定部の切断方法について図2〜図6に基づき説明する。
まず、この切断方法を実施する樹脂切断装置について説明する。
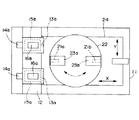
図2は樹脂切断装置の正面図、図3は同平面図である。なお、図2中の13〜16は、構成要素が前後方向に重なっているために、手前側のものに符号aを、後ろ側に符号bをそれぞれ付記し区別する。
【0015】
図において、11は架台、12は架台11上の一端部に立設された枠、13aは超硬チップソー(荒切り用回転刃)、14aは超硬チップソー13aを水平方向の軸の回りに回転させる回転用モータ、15aは枠12に固定され超硬チップソー13a及び回転用モータ14aを上下方向に移動自在に保持する1軸ステージ、16aは1軸ステージ15aを駆動させる油圧シリンダである。
【0016】
13bは呼び60、刃長80のフライス刃(フライス型回転刃)、14bはフライス刃13bを水平方向の軸の回りに回転させる回転用モータ、15bは枠12に固定されフライス刃13b及び回転用モータ14bを上下方向に移動自在に保持する1軸ステージ、16bは1軸ステージ15bを駆動させる油圧シリンダである。
【0017】
なお、回転用モータ14a、14bは、回転数可変型のインバータ制御のACサーボモータが用いられる。ここでは、回転用モータ14a、14bの設定回転数をそれぞれ3300rpm、200rpmに設定している。
超硬チップソー13aは、図4に示すように、円盤状のブレード17の中心に軸に固定するための穴17aが形成されるとともに、該ブレード17の外周に鋸状の刃18が複数個形成されたものである。
フライス刃13bは、図5に示すように、長尺の棒状体の一端部が切刃19とされその外周面に螺旋状の溝20が形成されたものである。
【0018】
21a及び21bは中空糸膜モジュールの中空糸膜束樹脂固定部、22は上面が円形の搭載面とされその中心の垂直軸の回りに回転自在とされた油圧式のインデックステーブル、23a及び23bは中空糸膜束樹脂固定部21a及び21bをインデックステーブル22上に固定するクランパである。クランパ23a及び23bは、中空糸膜束樹脂固定部21a及び21bの各端部が樹脂切断時に位置ずれ等起こさないようにこれら中空糸膜束樹脂固定部21a及び21bを上面と側面からサポートしている。
【0019】
24はインデックステーブル22を図3中X軸方向及びY軸方向の2方向に移動自在かつ任意の位置に固定可能な2軸ステージであり、右側に取り付けたパルスモータ25によりX軸方向に移動自在とされ、図示しないパルスモータによりY軸方向に移動自在とされている。
【0020】
中空糸膜束樹脂固定部21a及び21bは、インデックステーブル22上に中心軸を挟んで対向配置されており、インデックステーブル22を180度回転させる度毎に同位置に来るように構成されている。そして、中空糸膜束樹脂固定部21a及び21bを180度回転させることにより、図2中右側の中空糸膜束樹脂固定部21bの位置で中空糸膜モジュールの中空糸膜束樹脂固定部の着脱を行い、左側の中空糸膜束樹脂固定部21aの位置で中空糸膜モジュールの中空糸膜束樹脂固定部を、その中空糸膜束の端部が開口状態となるように切断し研削している。
【0021】
この樹脂切断装置は、図示しない制御部内にプログラマブルコントローラを実装しており、このプログラマブルコントローラに所定のシーケンスを実行するプログラムを組み込むことにより、各部の動作が制御される。
【0022】
次に、この樹脂切断装置を用いて中空糸膜モジュールの中空糸膜束樹脂固定部21aを切断する方法について図2〜図6に基づき説明する。
まず、図6(a)に示すように、複数本の中空糸膜2を束ねた中空糸膜束3の端部を有底筒状のケース31内に収納し、その後ケース31内に液状の樹脂32を注入し、加熱あるいは紫外線照射等により樹脂32を硬化させて硬化型樹脂5とし、中空糸膜束3の端部をケース31内に固定する。このようにして、中空糸膜束樹脂固定部21aを有する中空糸膜モジュールが得られる。
【0023】
次に、図2及び図3に示すように、図示しない装置全体の動作開始スイッチを作動させることにより、回転用モータ14a、14bを予め設定された回転数で回転させ、超硬チップソー13a及びフライス刃13bを水平方向の軸の回りに回転させる。
その後、装置右方から中空糸膜束樹脂固定部21bの位置で、上記により作製した中空糸膜モジュールの中空糸膜束樹脂固定部21aをインデックステーブル22上のクランパ23aに載せ、図示しないクランプ及びインデックステーブル回転開始スイッチを作動させる。
【0024】
この時、中空糸膜束樹脂固定部21aはクランパ23aに固定され、インデックステーブル22が180度回転することにより中空糸膜束樹脂固定部21aの位置に移動され、さらに、2軸ステージ24がX軸方向及びY軸方向に移動することにより超硬チップソー13aの真下に移動される。
【0025】
その後、1軸ステージ15aを図2中下方に移動させ、図6(b)に示すように、超硬チップソー13aを中空糸膜束樹脂固定部21aの側面、即ちケース31の外周面の所定位置に当て、該超硬チップソー13aを回転しつつ下方に移動させることにより、中空糸膜束樹脂固定部21aの端部が開口状態となるように切断し、中空糸膜束樹脂固定部33とする。ここでは、中空糸膜束樹脂固定部21aの端部を切断したことにより、ケース31の底部、中空糸膜束3の端部及び硬化型樹脂5の端部が面一に切断される。
【0026】
この際に、超硬チップソー13aおよび/または中空糸膜束樹脂固定部21aの側面に加圧した気体を噴射しながら切断を施すと、切断時のバリや切粉の除去効率をさらに向上させることができる。
この場合の気体噴射は、例えば、4kgf/cm2の常温圧縮空気をデューティー比50%(1秒ON、1秒OFF)で噴射する条件の下で行なうことができるが、用いる気体の種類、圧力の大きさ、デューティー比等は切断条件に合わせて適宜設定するのが好ましい。
【0027】
切断終了後、1軸ステージ15aを図2中上方に移動させて元の位置に戻すことにより、超硬チップソー13aを中空糸膜束樹脂固定部33から離す。
次に、2軸ステージ24をY軸方向に移動することにより、中空糸膜束樹脂固定部33をフライス刃13bの真下に移動させる。
【0028】
その後、1軸ステージ15bを図2中下方に移動させ、図5及び図6(c)に示すように、フライス刃13bの切刃19部分を中空糸膜束樹脂固定部33の端面33aに当て、2軸ステージ24をY軸方向に所定の速度で往復移動させて中空糸膜束樹脂固定部33を水平方向に往復移動させるとともに、フライス刃13bを軸の回りに回転させつつ下方に移動させ、中空糸膜束樹脂固定部33の端面33aを研削し平滑化し、図6(d)に示す端面1aが平滑化された中空糸膜束樹脂固定部1とする。
【0029】
研削終了後、1軸ステージ15bを図2中上方に移動させて元の位置に戻すことにより、フライス刃13bを中空糸膜束樹脂固定部1から離す。
その後、装置右方から中空糸膜束樹脂固定部21bの位置で、次に切断・研削を行なう中空糸膜モジュールの中空糸膜束樹脂固定部21bをインデックステーブル22上のクランパ23bに載せ、図示しないクランプ及びインデックステーブル回転開始スイッチを作動させる。
【0030】
この時、中空糸膜束樹脂固定部21bはクランパ23bに固定され、インデックステーブル22が180度回転することにより中空糸膜束樹脂固定部21aの位置に移動され、さらに、2軸ステージ24がX軸方向及びY軸方向に移動することにより超硬チップソー13aの真下に移動され、以下、前記中空糸膜束樹脂固定部21aと同様に切断・研削が施される。
一方、既に切断・研削が施された中空糸膜束樹脂固定部1は、インデックステーブル22が180度回転することにより元の中空糸膜束樹脂固定部21bの位置に移動した際にクランパ23aから取り外す。
【0031】
本実施形態の切断方法によれば、中空糸膜束樹脂固定部21aの端部が開口状態となるように超硬チップソー13aにより切断し、その切断端面33aをフライス刃13bにより研削し平滑化したので、超硬チップソー13aによる切断時に切断端面33aに生じたひび割れや切断バリをフライス刃13bにより研削して除去することにより、切粉等が中空糸膜2に侵入するのを防止することができる。したがって、切断端面33aの平滑性を向上させることができ、しかも、中空糸膜2の目詰まり等の少ない中空糸膜モジュールを作製することができる。
【0032】
本実施形態の中空糸膜モジュールによれば、中空糸膜束樹脂固定部21aの端部が開口状態となるように超硬チップソー13aにより切断され、その切断端面33aがフライス刃13bにより研削されて平滑化されているので、切断端面1aの平滑性に優れ、しかも、中空糸膜2の目詰まり等の少ない中空糸膜モジュールを提供することができる。
【0033】
なお、本発明の具体的な構成は、本実施形態の構成に限定されることなく、様々な変形や機構の付加が可能である。例えば、万一誤動作した場合に安全性を確保するフェールセーフ機構、切断や研削の際に切粉が飛散するのを防ぐ切粉集塵機構、超硬チップソー13aやフライス刃13bが温度上昇するのを防ぐ冷却機構、中空糸膜束樹脂固定部21aをクランパ23aに自動的に着脱させる自動着脱機構等を装着してもよい。
【0034】
また、上述した樹脂切断装置は、プログラマブルコントローラに所定のシーケンスを実行するプログラムを組み込むことにより、各部の動作を制御しているが、ファクトリーコンピュータを含むパーソナルコンピュータ、ハードウエアシーケンサ等、前記プログラマブルコントローラと同様の制御機能を有する機器に変更することもできる。
【0035】
【発明の効果】
以上説明した様に、本発明の中空糸膜束樹脂固定部の切断装置及び中空糸膜モジュールの製造方法によれば、中空糸膜束樹脂固定部を、その中空糸膜束の端部が開口状態となるように荒切り用回転刃により切断し、該切断端面をフライス型回転刃により研削し平滑化するので、荒切り用回転刃による切断時に樹脂の切断端面に生じたひび割れやバリ及びケースや中空糸膜束の端部に生じた切断バリをフライス型回転刃により研削して除去することにより、樹脂、ケース及び中空糸膜束の切粉等が中空糸膜に侵入するのを防止することができる。したがって、切断端面の平滑性を向上させることができ、しかも、中空糸膜の目詰まり等の少ない中空糸膜モジュールを作製することができる。
【図面の簡単な説明】
【図1】 本発明の一実施形態の中空糸膜モジュールを示す断面図である。
【図2】 本発明の一実施形態に用いられる樹脂切断装置を示す正面図である。
【図3】 本発明の一実施形態に用いられる樹脂切断装置を示す平面図である。
【図4】 本発明の一実施形態に用いられる樹脂切断装置の超硬チップソーを示す正面図である。
【図5】 本発明の一実施形態に用いられる樹脂切断装置のフライス刃を示す斜視図である。
【図6】 本発明の一実施形態の中空糸膜モジュールの中空糸膜束樹脂固定部の切断方法を示す過程図である。
【符号の説明】
1 中空糸膜モジュールの中空糸膜束樹脂固定部
1a 切断端面
2 中空糸膜
3 中空糸膜束
4 ケース
5 硬化型樹脂
11 架台
12 枠
13a 超硬チップソー(荒切り用回転刃)
13b フライス刃(フライス型回転刃)
14a、14b 回転用モータ
15a、15b 1軸ステージ
16a、16b 油圧シリンダ
17 ブレード
17a 穴
18 鋸状の刃
19 切刃
20 螺旋状の溝
21a、21b 中空糸膜モジュールの中空糸膜束樹脂固定部
22 インデックステーブル
23a、23b クランパ
24 2軸ステージ
25 パルスモータ
31 有底筒状のケース
32 液状の樹脂
33 中空糸膜束樹脂固定部
33a 端面
Claims (7)
- 筒状ケースの端部に中空糸膜束が樹脂固定された中空糸膜束樹脂固定部の切断装置であって、荒切り用回転刃と、仕上げ用フライス型回転刃とを有する切断装置。
- 前記荒切り用回転刃は円盤形状であって、外周部にチップを有する請求項1に記載の切断装置。
- 前記仕上げ用フライス型回転刃の回転軸が、前記筒状ケースの中心軸と平行方向に配された請求項1又は2に記載の切断装置。
- 筒状ケースの端部に中空糸膜束が樹脂固定された中空糸膜束樹脂固定部を、荒切り用の回転刃で切断した後に、その端面を仕上げ用フライス型回転刃により更に研削して平滑化する中空糸膜モジュールの製造方法。
- 前記荒切り用回転刃は外周部にチップを有する請求項4に記載の製造方法。
- 前記仕上げ用フライス型回転刃の回転軸を、前記筒状ケースの中心軸と平行方向として、前記仕上げ用フライス型回転刃の先端部で中空糸膜束樹脂固定部の端面を研削する請求項4又は5に記載の製造方法。
- 前記荒切り用回転刃及び/又は前記仕上げ用フライス型回転刃の動作中に、中空糸膜束樹脂固定部に気体を噴射する請求項4〜6のいずれか一項に記載の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP27314597A JP3648025B2 (ja) | 1997-10-06 | 1997-10-06 | 中空糸膜束樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP27314597A JP3648025B2 (ja) | 1997-10-06 | 1997-10-06 | 中空糸膜束樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11104467A JPH11104467A (ja) | 1999-04-20 |
| JP3648025B2 true JP3648025B2 (ja) | 2005-05-18 |
Family
ID=17523751
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP27314597A Expired - Fee Related JP3648025B2 (ja) | 1997-10-06 | 1997-10-06 | 中空糸膜束樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3648025B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013158692A (ja) * | 2012-02-03 | 2013-08-19 | Mitsubishi Rayon Cleansui Co Ltd | 中空糸膜モジュールの製造方法および製造装置 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5369236B2 (ja) * | 2011-04-28 | 2013-12-18 | 三菱レイヨン株式会社 | 中空糸膜モジュールの製造方法 |
| JP6217371B2 (ja) * | 2013-12-11 | 2017-10-25 | 宇部興産株式会社 | 分離膜モジュールの製造方法及び装置 |
-
1997
- 1997-10-06 JP JP27314597A patent/JP3648025B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013158692A (ja) * | 2012-02-03 | 2013-08-19 | Mitsubishi Rayon Cleansui Co Ltd | 中空糸膜モジュールの製造方法および製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11104467A (ja) | 1999-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104736284B (zh) | 电火花加工方法 | |
| JP4787347B2 (ja) | インペラ加工機 | |
| JPH0622786B2 (ja) | プログラム制御の研削装置 | |
| CN101015871A (zh) | 滚齿机的去毛刺设备 | |
| JP3648025B2 (ja) | 中空糸膜束樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 | |
| JP3650490B2 (ja) | 中空糸膜樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 | |
| JPS60155310A (ja) | 切削加工方法およびその装置 | |
| JP3650488B2 (ja) | 中空糸膜樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 | |
| CN103085202A (zh) | 多边形塑料花盆修边机 | |
| JP3650489B2 (ja) | 中空糸膜樹脂固定部の切断装置及び中空糸膜モジュールの製造方法 | |
| CN111054906A (zh) | 一种副车架去浇口装置 | |
| CN101758291B (zh) | 切割机 | |
| CN208557931U (zh) | 石材切磨机 | |
| CN206534015U (zh) | 一种牦牛角切割器 | |
| CN103286870B (zh) | 光学芯片切割夹具、芯片切割装置以及光学芯片切割方法 | |
| CN210679204U (zh) | 一种用于切割玻璃的机械手 | |
| CN210820506U (zh) | 一种童车橡胶轮胎自动刮毛装置 | |
| CN216680437U (zh) | 用于数控机床加工的切削成型刀 | |
| CN106312183A (zh) | 一种产品表面处理装置 | |
| CN213055663U (zh) | 一种改进型的注塑件毛边切除装置 | |
| CN213794313U (zh) | 一种机械设备数控加工治具 | |
| CN115301995B (zh) | 一种风机发电叶片内衬结构芯材倒角装置 | |
| CN210996823U (zh) | 一种高频焊接钢管废料截断处理装置 | |
| CN115056294B (zh) | 一种eps泡沫板打孔装置 | |
| JPH06143112A (ja) | 平面研削盤の研削方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050117 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050210 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080218 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090218 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100218 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100218 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110218 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110218 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120218 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120218 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120218 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130218 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130218 Year of fee payment: 8 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130218 Year of fee payment: 8 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130218 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130218 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140218 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |