JP3610945B2 - 整合部材の製造方法 - Google Patents
整合部材の製造方法 Download PDFInfo
- Publication number
- JP3610945B2 JP3610945B2 JP2001365842A JP2001365842A JP3610945B2 JP 3610945 B2 JP3610945 B2 JP 3610945B2 JP 2001365842 A JP2001365842 A JP 2001365842A JP 2001365842 A JP2001365842 A JP 2001365842A JP 3610945 B2 JP3610945 B2 JP 3610945B2
- Authority
- JP
- Japan
- Prior art keywords
- alignment member
- matching layer
- epoxy resin
- hollow
- jig
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Measuring Volume Flow (AREA)
Description
【本発明の属する技術分野】
本発明は、超音波を利用して気体や液体の流量測定、流速測定する超音波流量計の整合部材及びその製造方法に関するものである。
【0002】
【従来の技術】
超音波流量計に用いる超音波振動子は、例えば、特開平11−118550号公報に開示されている。図5に超音波振動子の外観図を示し、1は超音波振動子、2はケース、3はケース2の天部、4は天部3に固定された整合層である。
【0003】
図6に超音波振動子の断面図を示す。5は天部3の内壁面に配置された圧電体、6はケース2を固定するための支持部である。7は導電体、8は支持部6に固定された端子板、9a、9bは端子板8に固定された端子、10は端子9aと端子9bを絶縁するための絶縁部である。11は圧電体5に設けられた溝である。
【0004】
端子9a、9bから導電体7を介して、圧電体5に電圧が加わると、圧電体5は圧電現象により振動する。
【0005】
図7に、特にケース2の天部3と天部3に固定された整合層4の拡大図を示す。12はケース2の天部3と整合層4を接着固定するためのエポキシ系接着剤である。図6の圧電体5は約500KHzで振動し、その振動はケース2に伝わり、さらに図7に示すエポキシ系接着剤12を介して整合層4に伝わる。整合層4の振動は気体に音波として伝搬する。
【0006】
図8に整合層4の切削概略行程を示す。13は必要大きさに側壁を切削研磨した整合部材である。図8に示すように、この整合層4は、一般に必要寸法よりも大きい体積を有する整合部材13をあらかじめ作成し、必要な寸法を考慮して整合部材13の側壁を研磨した後、必要な厚みに切削して整合層4を得る。
【0007】
また、この整合層4は、中空状を有する微小中空球体とその微小中空球体を包囲する材料の混合物から構成される。整合層は、例えば特公平2559144号公報に、整合層内部に微少ガラス中空球体と複数の空隙(気孔)を有するようにガラス発泡体材料を用いる構造が公開されている。
【0008】
【発明が解決しようとする課題】
しかしながら、上記従来の整合層4では、整合部材13の側壁を研磨装置等により切削、研磨した後、必要な厚みに切削して整合層を得るために、側壁表面にガラス中空球体の割れの一部が露出する。これにより、整合層4の壁面は、微小な凹凸状を形成した多孔性を有する。このようにして作成した整合層4は、ケース2の天部3の外壁接着面にエポキシ系接着剤12を介して固定される。そしてエポキシ系接着剤12を固化させるために加熱させると、エポキシ系接着剤12が整合層4の側壁壁面に染みだして伝わり、ついには整合層4の天面にまで達する状態になる。これは、整合層4の壁面微小な多孔性を有するために、毛細管現象によりエポキシ系接着剤が壁面を伝って上昇するからである。
【0009】
通常、整合層4をケース天部3に接着する組み立て工程では、整合層4を固定する固定治具を用いて整合層4をケース天部3に接着する。しかし、エポキシ系接着剤12が整合層壁面をせり上がってくるため、ついには整合層4と固定治具が固着してしまい、固定治具が整合層から離れなくなる事態になり、固定治具を離そうとして整合層を破壊してしまう課題が生じる。また、整合層4は一般に中空球体が微小な中空ガラスとエポキシ系樹脂の混合体からなる。このとき、整合層4は微小中空ガラスの間に気泡が残存するため、整合層4の間を通過する振動のばらつきが大きくなり、整合層の振動による音波の伝搬強さのばらつきが大きくなり、気体流量測定時のノイズ原因になる。
【0010】
本発明は前記従来の課題を解決するもので、整合層壁面の研磨などの後加工が不要で、且つ、接着剤加熱硬化の際の整合層壁面への接着剤の染みだしを防止する整合部材の製造方法を提供することを目的とする。
【0011】
【課題を解決するための手段】
前記の従来の課題を解決するために、本発明の整合部材の製造方法は、中空球体と結合材料を整合部材作成治具の貫通孔に充填し、その後前記中空球体と前記結合材料を硬化させて、側壁、もしくは前記側壁に臨む前記中空球体表面が前記結合材料で被覆された整合部材を形成し、かつ前記貫通孔は、整合部材の側壁の後加工を不要とするため所定寸法に設定したものである。
【0012】
したがって、整合部材は、その表面が結合材料で被覆され、研磨などの後加工が不要であるので、ケース天部に接着固定する際に接着剤等がせりあがってこない。
【0013】
【発明の実施の形態】
本発明の実施の形態は、中空球体と結合材料を整合部材作成治具の貫通孔に充填し、その後前記中空球体と前記結合材料を硬化させて、側壁、もしくは前記側壁に臨む前記中空球体表面が前記結合材料で被覆された整合部材を形成し、かつ前記貫通孔は、整合部材の側壁の後加工を不要とするため所定寸法に設定したもので、接着剤を加熱硬化させて整合層を固定させる際に、接着剤が加温により流動して整合層の側壁に染み出すことを防止できる。
【0014】
具体的には、整合部材作成治具に中空球体を充填した後、結合材料は真空吸引しながら前記中空球体間に充填させると、整合部材中に気泡などの空気層がなくなり、中空球体間が結合材料を介してより密着する。
【0015】
結合材料に低粘度度高分子材料を用いれば、真空吸引しながら結合材料を充填する際に中空球体間の結合材料の流動性が向上する。そのため、より少ない結合材料の量で中空球体間が密接に密着することとなる。
【0016】
整合部材作成治具は、結合材料を吸引するための吸引用ブロックと、中空球体と前記結 合材料を充填した硬化用ブロックからなり、吸引用ブロックを取り外して、中空球体と結合材料が充填された硬化ブロックをそのまま加温して結合材料を硬化できるようにすれば、整合部材がとりだしやすくなる。
【0017】
そして、貫通孔を複数設けておけば、複数の整合部材を同時につくることができる。
【0018】
【実施例】
以下、本発明の実施例について図を用いて説明する。
【0019】
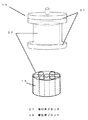
(実施例1)
図1において、14は整合部材作成治具、15は整合部材作成治具14に設けられた貫通孔である。整合部材作成治具14の貫通孔15内に、中空球体と結合材料の混合体を作成して、本発明整合部材を製造する。17は中空球体である中空構造を有する中空ガラスである。中空ガラス17はそれぞれ10から100umの粒径を有し、平均粒径は約60umである。
【0020】
次に製造工程順に説明していく。まず整合部材作成治具14の貫通孔15の下部にフィルター19を設置して中空ガラス17を貫通孔15内に投入し、貫通孔15内を中空ガラスで満たす。この際、貫通孔15内に中空ガラス17を均一に充填させるため、整合部材作成治具14を加振装置上に設置して整合部材作成治具14を振動させながら中空ガラス17を貫通孔15に充填する。もちろん、貫通孔15内に均一に中空ガラスが充填されるならこの方法に限るものではない。
【0021】
次に貫通孔15上にもフィルター19を設置した後、貫通孔15内に結合材料であるエポキシ樹脂18を含浸させるためにエポキシ樹脂18を吸引するための吸引口20を設けた吸引ブロック21を整合部材作成治具14上に設置する。
【0022】
貫通孔15に中空ガラス17を満たした整合部材作成治具14をエポキシ樹脂18で満たした容器23内に設置する。フィルター19は、貫通孔15の下側に設置するフィルター19は貫通孔15内の中空ガラス17が漏れないようにするためである。
【0023】
貫通孔15の上側に設けるフィルター19は、エポキシ樹脂18を吸引したとき、貫通孔15内の中空ガラス17をエポキシ樹脂18と一緒に吸引しないようにするためである。ここでは、フィルター19にろ紙を用いた。なお、先に述べたフィルター19の目的を達成せいていれば材質にはこだわらない。
【0024】
そして、吸引ブロック21の吸引口20から真空ポンプ22により容器23内のエポキシ樹脂18を吸引する。整合部材作成治具14内の中空ガラス17で満たされた貫通孔15にエポキシ樹脂18を含浸させる。これにより、貫通孔15内の中空ガラス17同志の密着性が向上する。
【0025】
なお、エポキシ樹脂18を吸引するときには、エポキシ樹脂18が硬化しない温度で、且つエポキシ樹脂18の粘度が低くなる温度で吸引する方が、樹脂の流動性が高くなるので貫通孔15内にエポキシ樹脂を含浸しやすくなる。使用したエポキシ樹脂18の硬化条件は80℃×2h後、120℃×2hであるので、エポキシ樹脂18を約60℃中で吸引した。
【0026】
このように中空ガラス17が充填された貫通孔15内にエポキシ樹脂18を含浸させた後、吸引用ブロック21を整合部材作成治具14から取り外す。そして整合部材作成治具14から、貫通孔15内に存在する中空ガラス17とエポキシ樹脂18の混合体である混合体24を棒状治具を用いて押し出す。
【0027】
取り出した混合体24を加熱硬化させ、室温に冷却して作成して、本発明整合部材16を得る。この整合部材16をそのまま必要厚みに切削加工して、整合層25を得る。
【0028】
この整合部材16はその側壁もしくは前記側壁に臨む中空ガラス17の表面がエポキシ樹脂18で被覆された状態となっている。
【0029】
前記整合部材作成治具14は、貫通孔15内壁を含めて撥水撥油処理として治具表面がテフロン加工されている。整合部材作成治具14から中空ガラス17とエポキシ樹脂18の混合体を取り出すときに、貫通孔15の内壁がテフロン加工されているために、加圧したときに簡単に取り出しやすい。
【0030】
貫通孔15内壁が撥水撥油加工処理されていないと、貫通孔15内壁にエポキシ樹脂18が接着して混合体24が崩れてしまい、整合部材にならない。また、整合部材作成治具14が撥水撥油加工処理されているため、付着したエポキシ樹脂18の掃除、手入れが容易である。
【0031】
そのため整合部材16の作成のために同じ整合部材作成治具14を繰り返し使用できる。もちろん、吸引ブロックもテフロン加工されている。この実施例1では、整合部材作成治具14はテフロン加工しているが、中空ガラス17とエポキシ樹脂18の混合体が取り出しやすい表面加工であるならば、テフロン加工に限るものではない。
【0032】
なお、作成された本発明整合部材16の断面形状且つ面積は、ケース2の天部3に接着される整合層25のそれと同一である。整合部材16の側壁を研磨せずそのまま整合部材16を一定の厚みで切削することにより整合層25を得ることができる。また、図1の整合部材16は断面形状が円形をしているが、形状にはこだわるものではない。
【0033】
エポキシ樹脂18は、低粘度のエポキシ樹脂を使用する。具体的な粘度は300〜1000(mPa・s)(at25℃)である。通常エポキシ樹脂粘度は数万から数十万(mPa・s)(at25℃)である。このように低粘度のエポキシ樹脂を使用するのは、エポキシ樹脂を真空吸引するために流動性が高く、中空ガラス17の周囲にできるだけ薄く塗布できるので、中空ガラス17同志の密着性向上に寄与する。
【0034】
また、真空吸引時の作業性が向上する。粘度が約10,000(mPa・S)(at25℃)のエポキシ樹脂と粘度が約700(mPa・S)(at25℃)のエポキシ樹脂をそれぞれ使用して、貫通孔15の体積およびその中に充填する中空ガラス17の量を同一にして、それぞれのエポキシ樹脂の真空ポンプ22による吸引時間は、前記粘度のエポキシ樹脂で比較して、低粘度エポキシ樹脂の方が約1/3に短縮できる。
【0035】
この実施例1で作成した整合層25をエポキシ接着剤12でケース2の天部3に固定して加熱硬化させた場合と、比較例として、図8に示すように従来の整合部材から側壁を切削研磨加工して取り出した整合部材13から一定の厚みで切削することにより得た比較例整合層4を同様の条件下で加熱硬化させた場合において、ケース2と本発明整合層25およびケース2と比較例整合層4の接着状態を比較した。
【0036】
通常、ケース2に整合層を接着固定する場合は、図2に示すようにケース2の内壁に圧電体3とケース2の天部3に整合層を共にエポキシ接着剤12で接着固定する固定治具26を用いる。このとき、圧電体5と整合層間を一定加圧下で挟持して、エポキシ接着剤12を加熱硬化させて固定する。図2のような接着工程を行う場合、比較例整合層4を用いてケース2の天部3に接着する際、加熱硬化中にエポキシ接着剤12が比較例整合層4の側壁をせり上がり、整合層とケース2を接着する側の固定治具26に付着してそのまま固化してしまう。その状態を図3(a)に示す。そのため、固定治具26を離すとき比較例の場合は整合層4を破壊してしまうことがあった。
【0037】
それに対して、本発明整合層25を同様に接着した場合を図3(b)に示す。本発明整合層25の場合は側壁にエポキシ接着剤12がせり上がることはない。そのため、固定治具26と本発明整合層25が接着してしまうことがない。これは、比較例の整合層4は整合部材13の側壁が研磨加工されているために、比較例整合層4の壁面表面のエポキシ樹脂18がなくなっているので、比較例整合層4の壁面表面には中空ガラス17の割れや気泡があり、小さな孔が露出している。
【0038】
そのため、天部3表面に比較例整合層4をエポキシ接着剤12で加熱硬化させて接着固定させる際、加温されて流動性が高くなったエポキシ接着剤12の一部が毛細管現象により比較例整合層4の壁面に沿って付着していくためである。本発明の整合部材16から取り出す整合層25は、同様にエポキシ接着剤12を用いてケース2の天部3に接着してもエポキシ接着剤12が整合層25の壁面に付着しない。
【0039】
これは、本発明の整合部材16が側壁を研磨加工していないために、整合部材16の側壁表面にはエポキシ樹脂18が被覆されたままであるので、本発明整合部材16から作成される整合層25の側壁もエポキシ樹脂18が被覆されたたままである。そのため、整合層25の側壁表面は微小な孔があいていないために、エポキシ接着剤12が整合層壁面をせり上がる現象はおきないのであり、固定治具26と整合層25が固着することはない。
【0040】
(実施例2)
図4において、21はエポキシ樹脂18を吸引するための吸引用ブロックであり、27は混合体24をその貫通孔15に備えた硬化用ブロックである。整合部材作成治具14は吸引用ブロック21と硬化用ブロック27から構成される。
【0041】
次に製造工程順に説明していくと、まず硬化用ブロック27に混合体24を設ける方法は実施例1で述べたのでここでは詳述しない。
【0042】
次に硬化用ブロック27から吸引用ブロック21を取り外す。そして、硬化用ブロック27の貫通孔15に混合体24を備えたまま加熱硬化する。硬化条件は実施例1と同様である。その後、混合体24を棒状治具で押し出して、本発明の整合部材16を得る。実施例1と同様に吸引用ブロック21と硬化用ブロック27はともに表面をテフロン加工している。実施例2で製造した整合部材16もその側壁表面がエポキシ樹脂18で被覆されているので、整合層26がケース2の天部3にエポキシ系接着剤12を介して接着固定されるとき、整合層26の側壁にエポキシ接着剤12が接着面からせり上がることはない。
【0043】
また、図4のように硬化用ブロック27の貫通孔15は、2箇所以上多数設けることができる。これにより、本発明整合部材16が一度に多数個得ることができる。
【0044】
また、吸引用ブロック21と硬化用ブロック27が分かれているために、硬化用ブロック27を加熱硬化させている間に、同じ吸引用ブロック21を用いて、別の硬化用ブロック27で混合体24を作成することができ、本発明の整合部材16の生産性が向上する。
【0045】
なお上記実施例では混合体24を切断して整合層25を得るようにしたもので説明したが、貫通孔15の長さを1個分の長さに設定しておけば切断工程を削除できる。
【0046】
【発明の効果】
以上のように、本発明によれば、振動子を構成するケースと整合層を固定するときに、接着剤は側壁表面をせり上がって付着せずに、整合層とケース間の接着面積内に留まる。そのため、前記整合層接着工程で、整合層固定治具に接着剤が付着することがないので、整合層の接着が容易に行える。
【0047】
また、整合部材作成治具に中空球体を充填した後、結合材料を真空吸引しながら、中空球体間に含浸させれば、整合部材中に気泡等の空気層がなくなり、中空球体間が結合材料を介してより密着するので、整合部材中のばらつきがなくなる。
【0048】
さらに、結合材料が低粘度高分子材料からなるので高分子材料を真空吸引して貫通孔内の中空球体に充填する際に、高分子材料の流動性が高く、中空球体周囲に薄く塗布することができるので、中空球体同士の密着性をより向上させることができる。そして、高分子材料を中空球体周囲に含浸させる時間を短縮することが可能となる。
【0049】
加えて、整合部材作成治具が吸引用ブロックと硬化用ブロックに分離できるようにすれば、中空球体と結合材料を充填した貫通孔を有する硬化用ブロックをそのまま加熱硬化して、整合部材を作成することができる。また、硬化用ブロックの貫通孔を複数設けておけば、一度に多くの整合部材を得ることができる。
【図面の簡単な説明】
【図1】本発明の実施例1における整合部材の製造工程を示す概略図
【図2】同整合層と圧電体のケースへの接着工程を示す概略図
【図3】(a)比較例整合層とケースの接着状態を示す説明図
(b)本発明の実施例整合層とケースの接着状態を示す説明図
【図4】本発明の実施例2における吸引用ブロックと硬化用ブロックを示す構造図
【図5】従来の超音波振動子の概略図
【図6】同超音波振動子の断面図
【図7】同整合層とケースの接着状態を示す断面図
【図8】同従来方法による整合部材の製造工程を示す概略図
【符号の説明】
2 ケース
3 天部
12 エポキシ接着剤
13 整合部材
14 整合部材作成治具
15 貫通孔
17 中空ガラス(中空球体)
18 エポキシ樹脂(結合材料)
21 吸引ブロック
25 本発明整合層
26 固定治具
27 硬化用ブロック
Claims (5)
- 中空球体と結合材料を整合部材作成治具の貫通孔に充填し、その後前記中空球体と前記結合材料を硬化させて、側壁、もしくは前記側壁に臨む前記中空球体表面が前記結合材料で被覆された整合部材を形成し、かつ前記貫通孔は、整合部材の側壁の後加工を不要とするため所定寸法に設定した整合部材の製造方法。
- 整合部材作成治具に中空球体を充填した後、結合材料は真空吸引しながら前記中空球体間に充填する請求項1記載の整合部材の製造方法。
- 結合材料が低粘度度高分子材料からなる請求項1または2記載の整合部材の製造方法。
- 整合部材作成治具が、結合材料を吸引するための吸引用ブロックと、中空球体と前記結合材料を充填した硬化用ブロックからなる請求項1記載の整合部材の製造方法。
- 複数の貫通孔を備えた請求項1記載の整合部材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001365842A JP3610945B2 (ja) | 2001-11-30 | 2001-11-30 | 整合部材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001365842A JP3610945B2 (ja) | 2001-11-30 | 2001-11-30 | 整合部材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003166863A JP2003166863A (ja) | 2003-06-13 |
| JP3610945B2 true JP3610945B2 (ja) | 2005-01-19 |
Family
ID=19175818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001365842A Expired - Fee Related JP3610945B2 (ja) | 2001-11-30 | 2001-11-30 | 整合部材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3610945B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4729848B2 (ja) * | 2003-11-27 | 2011-07-20 | パナソニック株式会社 | 整合部材の製造方法および整合層を用いた超音波センサ並びに超音波センサを用いた流体の流れ測定装置 |
| JP4540415B2 (ja) * | 2004-07-16 | 2010-09-08 | パナソニック株式会社 | 音響整合部材の製造方法 |
-
2001
- 2001-11-30 JP JP2001365842A patent/JP3610945B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003166863A (ja) | 2003-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5665765B2 (ja) | 流体媒体に使用するための超音波変換器 | |
| KR20120035900A (ko) | 복합 기판의 제조 방법 및 복합 기판 | |
| JP3610945B2 (ja) | 整合部材の製造方法 | |
| JP4120214B2 (ja) | 超音波振動子用整合層の製造方法 | |
| CN110609644A (zh) | 贴合装置及贴合方法 | |
| JP2001024460A (ja) | 圧電振動板の製造方法 | |
| JPH0390340A (ja) | サンドイッチ構造体及びその製造方法 | |
| JP4140359B2 (ja) | 超音波振動子用整合部材およびそれを用いた超音波センサ | |
| JP2002058099A (ja) | 音響整合層の製造方法、及びそれを用いて製造された音響整合層、及びそれを用いた超音波センサ、及びそれを用いた電子装置 | |
| JP4082165B2 (ja) | 整合部材の製造方法およびそれを用いた超音波センサ | |
| JP4449291B2 (ja) | 整合部材の製造方法 | |
| JP2000139916A (ja) | 超音波探触子 | |
| CN113180727A (zh) | 一种填缝材料可自由选择的超声换能器及其制备方法 | |
| JPH0316268B2 (ja) | ||
| JP4269751B2 (ja) | 整合層の製造方法および整合層を用いた超音波センサ並びに超音波センサを用いた流体の流れ測定装置 | |
| JP4540415B2 (ja) | 音響整合部材の製造方法 | |
| JP2014063963A (ja) | 電子部品の製造方法 | |
| JP2749488B2 (ja) | 超音波探触子の製造方法 | |
| JP2005341069A (ja) | 整合部材の製造方法および整合部材ならびに超音波センサ | |
| JP2000022474A (ja) | 超音波振動子の接着方法 | |
| JP2000129857A (ja) | 炭素繊維表皮ヒートパイプパネル | |
| JP3229375B2 (ja) | 水中音響材 | |
| JP2005039326A (ja) | 整合部材の製造方法と製造装置およびその整合部材を用いた超音波センサ | |
| JPH0519774A (ja) | 高耐水圧遮音材およびその製造方法 | |
| JP2006166183A (ja) | 超音波振動子およびそれを用いた流体の流れ測定装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040601 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040728 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040928 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20041011 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 3610945 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20071029 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081029 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091029 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091029 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101029 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111029 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121029 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131029 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |