JP3572091B2 - 連続プレス装置 - Google Patents
連続プレス装置 Download PDFInfo
- Publication number
- JP3572091B2 JP3572091B2 JP16621093A JP16621093A JP3572091B2 JP 3572091 B2 JP3572091 B2 JP 3572091B2 JP 16621093 A JP16621093 A JP 16621093A JP 16621093 A JP16621093 A JP 16621093A JP 3572091 B2 JP3572091 B2 JP 3572091B2
- Authority
- JP
- Japan
- Prior art keywords
- endless belt
- pair
- endless
- belt pair
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/0082—Dust eliminating means; Mould or press ram cleaning means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Conveyors (AREA)
- Press Drives And Press Lines (AREA)
Description
【産業上の利用分野】
この発明は、上下一対のプレス定盤を備えると共に、無端の搬送ベルトがプレス定盤の対向する定盤面に沿う周回軌道で周回駆動可能に設けられ、被成形材を、プレス定盤によって搬送ベルトを介して加圧しつつ搬送ベルトの周回駆動によって移動駆動する連続プレス装置に関する。
【0002】
【従来の技術】
この種の連続プレス装置として、例えば図6に示す如く構成されたものがある。
即ち、上下一対のプレス定盤211,212の両方又は何れか一方(図示構成のものは上プレス定盤211)が、プレス用アクチュエータ213…によって相互に接近する方向に付勢可能に構成されると共に、夫々のプレス定盤211,212の図中矢印で示す被成形材搬送方向前方側に駆動モータ220によって回転駆動される駆動プーリ214が、後方側に回転自在な従動プーリ215が、夫々設けられ、両プーリ214,215間に掛け渡された無端の搬送ベルト216の周回軌道がプレス定盤211,212の加圧面211A,212Aに沿うように構成されている。そして、プレス定盤211,212によって搬送ベルト216を介して被成形材230を挟んで加圧すると共に、被成形材230とプレス定盤211,212の加圧面211A,212Aの間に介装される搬送ベルト216が駆動モータ220による駆動プーリ214の回転によって周回駆動され、被成形材230を加圧成形しつつ搬送して連続的な成形を行なうようになっているものである。
搬送ベルト216は、所謂平ベルト状であって、被成形材230と接触する側の面を平滑として、ステンレススチール等の金属によって形成される。
【0003】
【従来技術の課題】
しかし乍ら、従来構成では、被成形材の接着力が強い場合には、この被成形材が搬送ベルトに接着・固着して分離しないことがあり、これによって成形不良を生ずるという問題があった。
また、この接着・固着が生じないまでも、被成形材の接着力が強い場合は、その接着を生じさせるものが搬送ベルトの表面に付着し、次に加工される被成形材の表面に、その接着を生じさせるもの等が搬送ベルトから付着して次の被成形材の表面を汚すことがあった。また、この搬送ベルトの表面に付着する被成形材のかす等が、次に加工される被成形材の表面に搬送ベルトにより押圧されることにより、次の被成形材の表面に凸凹を生ずることがあった。
【0004】
【発明の目的】
この発明は、この様な事情に鑑みてなされたもので、この発明の目的は、被成形材が搬送ベルトに接着することがなく、被成形材が搬送ベルトに接着することに起因する成形不良を防止することができ、また、搬送ベルトに付着する接着を生じさせるものが搬送ベルトから付着して次の被成形材の表面を汚すことがなく、また、搬送ベルトに付着する被成形材のかす等により次に加工される被成形材の表面に凹凸が生ずることのない連続プレス装置を提供することである。
【0005】
【課題を解決する為の手段】
上述した課題を解決し、目的を達成する為、この発明に係る連続プレス装置は、請求項1の記載によれば従動可能に、所定の間隔を保って互いに対向して配置される2本の無端ベルトからなる第1の無端ベルト対と、所定の間隔を保って互いに対向して、前記第1の無端ベルト対を構成する前記2本の無端ベルトの夫々の内側に配置され、周回駆動することにより前記2本の無端ベルトを夫々従動すべく2本の無端ベルトからなる第2の無端ベルト対と、この第2の無端ベルト対を夫々周回駆動させるための駆動手段と、前記第2の無端ベルト対を構成する前記2本の無端ベルトの夫々の周回軌道内側に設けられ、前記第2の無端ベルト対及び前記第1の無端ベルト対を介して前記第1の無端ベルト対の間に導入される被成形材を加圧するプレス定盤対と、前記第2の無端ベルト対の少なくとも一方の無端ベルトの外側を清掃するためのクリーニング手段とを備えたことを特徴とする。
【0006】
また、この発明に係る連続プレス装置は、請求項2の記載によれば、周回駆動することにより被成形材を一方向に搬送すべく、所定の間隔を保って互いに対向して配置される2本の無端ベルトからなる無端ベルト対と、この無端ベルト対を周回駆動させるための駆動手段と、前記無端ベルト対を周回駆動させ被成形材を搬送するに際して、前記無端ベルト対を構成する2本の無端ベルトと被成形材の間に導入するシートを供給するためのシート供給装置と、前記無端ベルト対の周回駆動により、搬送され導出されるシートを巻き取るためのシート巻取装置と、前記無端ベルト対を構成する前記2本の無端ベルトの周回軌道内側に設けられ、前記無端ベルト対及びシートを介して前記無端ベルト対の間に導入される被成形材を加圧するプレス定盤対とを備えたことを特徴とする。
【0007】
また、この発明に係る連続プレス装置は、請求項3の記載によれば、無端ベルト対の周回駆動により導出されるシートの被成形材と接していた方の面を清掃するためのクリーニング手段を備えたことを特徴とする。
【0008】
【発明の実施例】
以下に、この発明に係る連続プレス装置の一実施例の構成を図1及び図2を参照して説明する。
【0009】
図1に示した連続プレス装置10は、上下一対の加熱プレス定盤12a、12b及び冷却プレス定盤13a、13bが上下に対向配置され、上方の上プレス定盤12a及び13aが複数のプレス用アクチュエータ8…によって上下方向に移動可能となっている。
加熱プレス定盤12a、12bは、図示しない加熱装置により所定温度に加熱されたプレス定盤により、被成形材Mを加熱してプレス成形するためのものである。
冷却プレス定盤13a、13bは、図示しない冷却装置により所定温度に冷却されたプレス定盤により、加熱プレス定盤12a、12bにより加熱された被成形材Mを冷却してプレス成形するためのものである。
上下プレス定盤12a、12b及び13a、13bの、被成形材搬送方向前方側(図中右側)には、夫々駆動モータAによって回転駆動される駆動プーリ14が設けられている。
又、被成形材搬送方向後方側(図中左側)には、夫々回転自在な従動プーリ16が設けられている
【0010】
駆動プーリ14と従動プーリ16の間には、無端ベルトであるステンレスベルト18が掛け渡されており、このステンレスベルト18の周回軌道の中に加熱プレス定盤12a、12b及び冷却プレス定盤13a、13bが位置し、その周回軌道が加熱プレス定盤12a、12bの加圧面12a’、12b’及び冷却プレス定盤13a、13bの加圧面13a’、13b’に沿う(加圧面12a’、12b’及び加圧面13a’、13b’によってステンレスベルト18の周回軌道が規制される)ようになっている。
上プレス定盤12a及び13a側の駆動プーリ14及び従動プーリ16の夫々の上側に、所定間隔離してプーリ20a、20bが回転自在に設けられており、このプーリ20a、20bとステンレスベルト18との外側に、無端ベルトである分離ベルト22が所定の張力で掛け渡されている。
【0011】
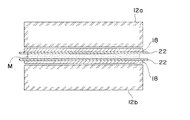
分離ベルト22は、フッ素樹脂等の、当該プレス装置による被成形材と接着し難く剥離性の良い素材を、芯材としてのガラス繊維を編んだガラスクロスに含浸被覆して表面を平滑に平ベルト状に形成されている。この分離ベルト22の幅は、ステンレスベルト18の幅と略等しければよい。
図2はこの幅がステンレスベルト18の幅より広い分離ベルト22を用いた時の図1におけるB−B断面図である。
この分離ベルト22の周回軌道はステンレスベルト18に規制されて、このステンレスベルト18の加熱プレス定盤12aの加圧面12a’及び冷却プレス定盤13bの加圧面13a’に沿う部位の外側に密着するようになっている。
又、下プレス定盤12b及び13b側も前記上プレス定盤12a及び13a側と同様に、駆動プーリ14及び従動プーリ16の夫々の下側に配置されたプーリ20a、20bとステンレスベルト18との間に、分離ベルト22が掛け渡され、その周回軌道はステンレスベルト18の加熱プレス定盤12bの加圧面12b’及び冷却プレス定盤13bの加圧面13b’に沿う部位の外側に密着するようになっている。
【0012】
上プレス定盤12a及び13a側のプーリ20b、20b間の分離ベルト22の周回起動上に設けられた汚れ除去装置24は、後述する様に、被成形材を上プレス定盤12a及び13aと下プレス定盤12b及び13bとにより、ステンレスベルト18と分離ベルト22を介して被成形材、特に合板をプレスする際、分離ベルト22と被成形材の当接する側の面に付着する樹脂等による汚れを除去する為の装置である。
この汚れ除去装置24は、分離ベルト22を幅方向に渡ってその表面の汚れを除去できるように、この分離ベルト22の幅と略同一幅を有する圧接パッドをバネ等の付勢部材によりこの汚れの付着した面に押圧当接されているものである。この汚れ除去装置24は、上プレス定盤12a及び13a側と同様に、下プレス定盤12b及び13b側のプーリ20b、20b間の分離ベルト22の周回軌道上にも設けられている。
【0013】
上プレス定盤12a及び13a側のプーリ20aと従動プーリ16との間の分離ベルト22の周回軌道上に設けられた静電除去装置26は、分離ベルト22が後述する様に従動される際プーリ20a、20b等と接触することや、汚れ除去装置24で圧接パッド等が接触することにより発生する静電気を除去するためのものである。この静電除去装置26を用いて分離ベルト22に発生する静電気を除去することにより、この分離ベルト22への静電気による被成形材のかす等の付着を防止出来る。
この静電除去装置26は、上プレス定盤12a及び13a側と同様に、下プレス定盤12b及び13b側のプーリ20aと従動プーリ16との間の分離ベルト22の周回軌道上にも設けられている。
【0014】
次に、上述した構成を具備する連続プレス装置10の動作を以下に説明する。駆動モータAにより駆動プーリ14を回転駆動させることによりステンレスベルト18を周回駆動させ、これに従動する分離ベルト22により図中左側から被成形材Mを上下プレス定盤12a、12b及び13a、13b間に導入させると共に、上プレス定盤12a及び13aをアクチュエータ8…によって所定の押圧力で下プレス定盤12b及び13b側に付勢し、上下プレス定盤12a、12b及び13a、13b間に被成形材Mを挟んで加圧しつつステンレスベルト18の周回駆動によって搬送し、連続的にプレス加工を行なう。
【0015】
ここで、上下プレス定盤12a、12b及び13a、13bによる被成形材Mの加圧はステンレスベルト18及び分離ベルト22を介して行なわれ、又、ステンレスベルト18による搬送駆動は、分離ベルト22を介して行なわれることとなる。この時、分離ベルト22及び被成形材Mには特に移動を妨げる力は作用せず、上下プレス定盤12a、12b及び13a、13bによる圧締域ではステンレスベルト18,分離ベルト22,被成形材Mは、互いに相対移動することなく(滑りを生ずることなく)一体状態で移動し、上下プレス定盤12a、12b及び13a、13bによる圧締位置を通過した後、分離ベルト22が被成形材Mから分離する。
【0016】
従って、被成形材Mが接着性の高いものであっても、この被成形材Mと接触する分離ベルト22は当該被成形材Mと接着し難く剥離性が良い為に接着・固着してしまうことなく容易に分離し、被成形材Mが搬送ベルトに接着することによる成形不良の発生が防がれるものである。
【0017】
また、外部から分離ベルト22の表面に付着する被成形物のかすや、被成形材、特に合板をプレスした際にその樹液が分離ベルト22の表面(即ち、プレス時に分離ベルト22と被加工物とが当接する面)に付着し硬化されることによる汚れ等を汚れ除去装置24と静電除去装置26により除去する事により、上下プレス定盤12a、12b及び13a、13b間には常に表面に汚れのない分離ベルト22が導入される。
このため、プレス時に分離ベルト22の表面のかすや汚れ等による合板への凹凸の発生を防止し、またその汚れた部分で再度プレスをすることによる合板への汚れの付着を防止できるものである。
【0018】
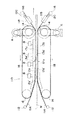
次に、この発明に係る連続プレス装置の他の実施例の構成を図3及び図4を参照して説明する。なお、以下の説明において上述した一実施例と同一部分には同一符号を付して、その説明を省略する。
【0019】
上プレス定盤12a及び13a側の従動プーリ16の左側に、所定間隔離して離形シート送り出しロール112が図示しない支持軸により、所定の周回抵抗を有して回動可能に軸支されている。
この離形シート送り出しロール112には、フッ素樹脂等の当該プレス装置による被成形材と接着し難く剥離性の良い素材を、芯材としてのガラス繊維を編んだガラスクロスに含浸被覆して表面を平滑に帯状に形成されたシートである離形シート114が巻かれている。
離形シート送り出しロール112は所定の周回抵抗を有しているので後述する様に離形シート114を送り出す際、この離形シート114にはバックテンションが発生する。
この離形シート114の幅はステンレスベルト18の幅と略同一の幅で、所定長さを有している。
図4は幅がステンレスベルト18の幅より広い離形シート114を用いた時の図3におけるB−B断面図である。
【0020】
上プレス定盤12a及び13a側の駆動プーリ14の上側に、所定間隔離して離形シート巻き取りロール116が図示しない支持軸により回動可能に軸支されている。この離形シート巻き取りロール116は、後述する様に上下プレス定盤12a,13a及び12b、13bの間に被成形材Mと共に導入され、プレス後この間から導出される離形シート114を巻き取るため、図示しないモータにより駆動されている。
この巻き取りの速度は、後述するステンレスベルト18の従動速度よりも速く巻き取るように構成されており、この結果、駆動プーリ14と離形シート巻き取りロール116との間の離形シート114には一定のテンションが発生する。
即ち、この離形シート巻き取りロール116は、離形シート114を搬送するために駆動されるのではなく、離形シート114を巻き取るために駆動される。又、下プレス定盤12b及び13b側にも前記上プレス定盤12a及び13a側と同様に、従動プーリ16の下側には離形シート送り出しロール112が、駆動プーリ14の右側には離形シート巻き取りロール116が夫々配置されている。
【0021】
汚れ除去装置118は、上述した一実施例に係る汚れ除去装置24と同一の構成を有している。
この汚れ除去装置118は、上プレス定盤12a及び13a側の駆動プーリ14と離形シート巻き取りロール116との間の離形シート114の搬送される経路上と、下プレス定盤12b及び13b側の駆動プーリ14と離形シート巻き取りロール116との間の離形シート114の搬送される経路上とに夫々設けられている。
この汚れ除去装置118は、後述する様に被成形材Mを上下プレス定盤12a、12b及び13a、13bにより、ステンレスベルト18と離形シート114を介して被成形材、特に合板をプレスする際にその樹液が離形シート114の表面(即ち、プレス時に離形シート114と被加工物とが当接する面)に付着し硬化されることによる汚れや、外部から離形シート114の表面に付着する被成形物のかす等を除去する為の装置である。
【0022】
静電除去装置120は、上述した一実施例に係る静電除去装置26と同一の構成を有している。
この静電除去装置120は、上プレス定盤12a及び13a側の離形シート巻き取りロール116と汚れ除去装置118との間の離形シート114の搬送される経路上と、下プレス定盤12b及び13b側の離形シート巻き取りロール116と汚れ除去装置118との間の離形シート114が搬送される経路上とに夫々設けられている。
この静電除去装置120を用いて離形シート114に発生する静電気を除去することにより、この離形シート114への静電気による被成形材のかす等の付着を防止出来る。
【0023】
離形シート114の搬送される軌道はステンレスベルト18に規制されて、このステンレスベルト18の加熱プレス定盤12aの加圧面12a’及び冷却プレス定盤13aの加圧面13a’に沿う部位の外側に密着するようになっている。
【0024】
次に、上述した構成を具備する連続プレス装置110の動作を以下に説明する。
まず、プレスの前に、上下の離形シート送り出しロール112に巻かれている各離形シート114を予め上下のステンレスベルト18の間を通しておく。即ち、各離形シート114の先端を従動プーリ16の対向する間に合わせ、駆動モータAにより駆動プーリ14を回転させることにより、ステンレスベルト18を周回駆動させ、この駆動と共に離形シート114を駆動プーリ14の対向する側に導出させ、その導出した先端を上下の各離形シート巻き取りロール116に所定量巻つけておく。
【0025】
次に、被成形材Mをプレスするために、駆動モータAにより駆動プーリ14を回転駆動させることによりステンレスベルト18を周回駆動させ、これに従動される離形シート114によって図中左側から被成形材Mを上下プレス定盤12a、12b及び13a、13b間に導入させる。
これと共に、上プレス定盤12a及び13aをアクチュエータ8…によって所定の押圧力で下プレス定盤12b及び13b側に付勢し、上下プレス定盤12a、13a及び12b、13b間に被成形材Mを挟んで加圧しつつステンレスベルト18の周回によって搬送し、連続的にプレス加工を行なう。
【0026】
ここで、上下プレス定盤12a、12b及び13a、13bによる被成形材Mの加圧はステンレスベルト18及び離形シート114を介して行なわれ、又、ステンレスベルト18による搬送駆動は、離形シート114を介して行なわれることとなる。
この時、離形シート114及び被成形材Mには特に移動を妨げる力は作用せず、プレス定盤12a、12b及び13a、13bによる圧締域ではステンレスベルト18,離形シート114,被成形材Mは、互いに相対移動することなく(滑りを生ずることなく)一体状態で移動し、プレス定盤12a、12b及び13a、13bによる圧締位置を通過した後、離形シート114が被成形材Mから分離する。そして、互いに対抗する上下の駆動プーリ14から導出される各離形シート114は、上下の離形シート巻き取りロール116により夫々巻き取られる。
【0027】
この様にプレスが進んで行くと、最終的に離形シート送り出しロール112に巻かれている離形シート114が離形シート巻き取りロール116に全て巻き取られる事になる。この際、離形シート送り出しロール112を新たなロールに交換する必要があるが、常に新しいロールを使用するのでは歩留りが悪くなり、経済的ではない。
そこで、この離形シート巻き取りロール116で巻き取った離形シート114を離形シート送り出しロール112として再び利用することが考えられる。
しかし、この離形シート巻き取りロール116に巻き取られた離形シート114の表面(即ち、プレス時に離形シート114と被成形材とが当接する面)には、被成形材のかすや、被成形材、特に合板をプレスした際にはその樹液等が離形シート114に硬化して付着している。
【0028】
この汚れが付着した離形シート114を離形シート送り出しロール112として用いてプレスを行うと、かすや硬化した汚れにより合板の表面にの凹凸が発生し、また、合板の表面にその汚れが付着する事がある。
このため、対向する上下の駆動プーリ14から導出される離形シート114を離形シート巻き取りロール116を図示しないモータにより従動させ巻き取る前に、汚れ除去装置118と静電除去装置120により離形シート114の表面をクリーニングし、汚れを除去してから巻き取る構成としている。
【0029】
この際、汚れ除去装置118と静電除去装置120によりクリーニングされる離形シート114には、前述した様に所定のテンションが生じており、そのクリーニングの動作を容易に行える様になっている。
この様にして、クリーニングされた離形シート114を巻き取った離形シート巻き取りロール116を離形シート送り出しロール112として再び使用しても、上下プレス定盤12a、12b間には常に表面に汚れ等の付着していない離形シート114が導入されるため、プレスされる合板への凹凸の発生や汚れの付着を防止できる。
【0030】
従って、被成形材Mが接着性の高いものであっても、この被成形材Mと接触する分離シート114は当該被成形材Mと接着し難く剥離性が良い為に接着・固着してしまうことなく容易に離形し、被成形材Mが搬送ベルトに接着することによる成形不良の発生が防がれるものである。
【0031】
この発明は、上述した一実施例及び他の実施例の構成に限定されることなく、この発明の要旨を逸脱しない範囲で種々変形可能である。
【0032】
例えば、駆動プーリ14により周回駆動されるベルトは、ステンレスから形成されるステンレスベルト18であると説明したが、この発明はこの様な構成に限定されることなく、例えばアルミ等の金属であればよい。
【0033】
また、分離ベルト22及び離形シート114の素材はフッ素樹脂であると説明したが、この発明はこの様な構成に限定されることなく、例えばポロプロピレン等被成形材が接着し難く剥離性が良いものであれば良い。
【0034】
また、被形成材Mは加熱プレス定盤12a、12b及び冷却プレス定盤13a、13bによりプレスされる様に説明したが、この発明はこの様な構成に限定されることなく、例えば、プレス定盤は1つだけであってもよい。
【0035】
また、汚れ除去装置24は分離ベルト22の幅と略同一幅を有する圧接パッドをバネ等の付勢部材により分離ベルト22の面に押圧当接するよう説明したが、この発明は、この様な構成に限定されることなく、例えば、この圧接パッドの代わりに分離ベルト22の表面に所定の付勢力を有してこの幅方向に渡って当接する板部材であってもよいし、また、これらの付勢力を受けるために、分離ベルト22を挟んで対向する箇所にプラテンをおいてもよい。
またこの汚れ除去装置24を構成する圧接パッドの代わりに離形シート114の幅と略同一幅を有するブラシローラを離形シート114に予め所定の付勢力で幅方向に渡って当接させ、これをモータ等により駆動させるものでもよい。
この場合も、このブラシローラの付勢力を受けるために、分離ベルト22を挟んで対向する箇所にプラテンをおいてもよいことはいうまでもない。
【0036】
また、汚れ除去装置118は離形シート114の幅と略同一幅を有する圧接パッドをバネ等の付勢部材により離形シート114の面に押圧当接するよう説明したが、この発明は、この様な構成に限定されることなく、例えば、この圧接パッドの代わりに離形シート114の表面に所定の付勢力を有してこの幅方向に渡って当接する板部材であってもよいし、また、これらの付勢力を受けるために、離形シート114を挟んで対向する箇所にプラテンをおいてもよい。
またこの汚れ除去装置118を構成する圧接パッドの代わりに離形シート114の幅と略同一幅を有するブラシローラを離形シート114に予め所定の付勢力で幅方向に渡って当接させ、これをモータ等により駆動させるものでもよい。
この場合も、このブラシローラの付勢力を受けるために、離形シート114を挟んで対向する箇所にプラテンをおいてもよいことはいうまでもない。
【0037】
また、汚れ除去装置24は、上プレス定盤12a及び13a側のプーリ20a、20a間の分離ベルト22の周回起動上と下プレス定盤12b及び13b側のプーリ20a、20a間の分離ベルト22の周回起動上に配置される様に説明したが、この発明はこの様な構成に限定されることなく、例えば、プーリ20a、20bの間の分離ベルト22の周回軌道上であってもよい。
【0038】
また、静電除去装置26は、上プレス定盤12a及び13a側のプーリ20aと従動プーリ16との間の分離ベルト22の周回軌道上と、下プレス定盤12b及び13b側のプーリ20aと従動プーリ16との間の分離ベルト22の周回軌道上とに配置される様に説明したが、この発明はこの様な構成に限定されることなく、例えば、この静電除去装置26の配置される箇所はプーリ20aとプーリ20bとの間であってもよいし、プーリ20とプーリ20の間の分離ベルト22の周回軌道上であってもよい。
しかし、静電気の発生による被成形材Mのかす等の付着を最小限にするため、この静電除去装置26は、プーリ20と従動プーリ16との間の分離ベルト22の周回軌道上に配置される事が好ましい。
【0039】
また、静電除去装置120は、上プレス定盤12a及び13a側の汚れ除去装置118と離形シート巻き取りロール116との間の離形シート114の周回軌道上と、下プレス定盤12b及び13b側の汚れ除去装置118と離形シート巻き取りロール116との間の離形シート114の周回軌道上とに配置される様に説明したが、この発明はこの様な構成に限定されることなく、この静電除去装置120の配置される箇所は汚れ除去装置118と駆動プーリ14との間であってもよいし、またはその両方の間に配置されてもよい。
しかし、静電気の発生による被成形材Mのかす等の付着を最小限にするため、この静電除去装置120は、汚れ除去装置118と離形シート巻き取りロール116との間の離形シート114の周回軌道上に配置されている事が好ましい。
【0040】
また、上述した他の実施例の変形例においては、図5に示す様に汚れ除去装置118及び静電除去装置120を除去した構成となっており、これにより、構成の簡略化を図ることができることになる、
【0041】
【発明の効果】
以上詳述したように、この発明に係る連続プレス装置は、請求項1の記載によれば、従動可能に、所定の間隔を保って互いに対向して配置される2本の無端ベルトからなる第1の無端ベルト対と、所定の間隔を保って互いに対向して、前記第1の無端ベルト対を構成する前記2本の無端ベルトの夫々の内側に配置され、周回駆動することにより前記2本の無端ベルトを夫々従動すべく2本の無端ベルトからなる第2の無端ベルト対と、この第2の無端ベルト対を夫々周回駆動させるための駆動手段と、前記第2の無端ベルト対を構成する前記2本の無端ベルトの夫々の周回軌道内側に設けられ、前記第2の無端ベルト対及び前記第1の無端ベルト対を介して前記第1の無端ベルト対の間に導入される被成形材を加圧するプレス定盤対と、前記第2の無端ベルト対の少なくとも一方の無端ベルトの外側を清掃するためのクリーニング手段とを備えたことを特徴とする。
【0042】
またこの発明に係る連続プレス装置は、請求項2の記載によれば、周回駆動することにより被成形材を一方向に搬送すべく、所定の間隔を保って互いに対向して配置される2本の無端ベルトからなる無端ベルト対と、この無端ベルト対を周回駆動させるための駆動手段と、前記無端ベルト対を周回駆動させ被成形材を搬送するに際して、前記無端ベルト対を構成する2本の無端ベルトと被成形材の間に導入するシートを供給するためのシート供給装置と、前記無端ベルト対の周回駆動により、搬送され導出されるシートを巻き取るためのシート巻取装置と、前記無端ベルト対を構成する前記2本の無端ベルトの周回軌道内側に設けられ、前記無端ベルト対及びシートを介して前記無端ベルト対の間に導入される被成形材を加圧するプレス定盤対とを備えたことを特徴とする。
【0043】
また、この発明に係る連続プレス装置は請求項3の記載によれば、無端ベルト対の周回駆動により導出されるシートの被成形材と接していた方の面を清掃するためのクリーニング手段を備えていることを特徴とする。
【0044】
従って、この発明によれば、接着性の高い被成形材であっても搬送ベルトに接着してしまうことがなく、被成形材が搬送ベルトに接着することによる成形不良の発生が防がれ、また、搬送ベルトに付着する接着を生じさせるものが搬送ベルトから付着して次の被成形材の表面を汚すことがなく、また、搬送ベルトに付着する被成形材のかす等により次に加工される被成形材の表面に凹凸が生ずることのない連続プレス装置が提供されることとなる。
【図面の簡単な説明】
【図1】この発明に係る連続プレス装置の一実施例の構成を示す側面図相当図である。
【図2】図1の断面B−Bで切断した断面図である。。
【図3】この発明に係る連続プレス装置の他の実施例の構成を示す側面図相当図である。
【図4】図3の断面B−Bで切断した断面図である。
【図5】他の実施例の変形例の構成を示す側面図相当図である。
【図6】従来例である連続プレス装置の概略構成図である。
【符号の説明】
10、110…連続プレス装置
12a…上加熱プレス定盤
12b…下加熱プレス定盤
13a…上冷却プレス定盤
13b…上冷却プレス定盤
18…ステンレスベルト(無端ベルト)
22…分離ベルト(無端ベルト)
24、118…汚れ除去装置
26、120…静電除去装置
112…離形シート送り出しロール
114…離形シート
116…離形シート巻き取りロール
M…被成形材
Claims (9)
- 従動可能に、所定の間隔を保って互いに対向して配置される2本の無端ベルトからなる第1の無端ベルト対と、
所定の間隔を保って互いに対向して、前記第1の無端ベルト対を構成する前記2本の無端ベルトの夫々の内側に配置され、周回駆動することにより前記2本の無端ベルトを夫々従動すべく2本の無端ベルトからなる第2の無端ベルト対と、
この第2の無端ベルト対を夫々周回駆動させるための駆動手段と、
前記第2の無端ベルト対を構成する前記2本の無端ベルトの夫々の周回軌道内側に設けられ、前記第2の無端ベルト対及び前記第1の無端ベルト対を介して前記第1の無端ベルト対の間に導入される被成形材を加圧するプレス定盤対と、
前記第1の無端ベルト対の少なくとも一方の無端ベルトの外側を清掃するためのクリーニング手段と、を備え、
前記クリーニング手段は、前記第1の無端ベルト対の少なくとも一方の無端ベルトの外側に圧接されるパッドを備えることを特徴とする連続プレス装置。 - 前記前記第1の無端ベルト対の双方の無端ベルトのそれぞれに、前記クリーニング手段が備えられていることを特徴とする、請求項1に記載の連続プレス装置。
- 前記連続プレス装置は、前記第1の無端ベルト対の少なくとも一方の無端ベルトに発生する静電気を除去する静電気除去装置を備えることを特徴とする、請求項1または請求項2に記載の連続プレス装置。
- 前記静電気除去装置は、前記前記第1の無端ベルト対の双方の無端ベルトのそれぞれに発生する静電気を除去することを特徴とする、請求項3に記載の連続プレス装置。
- 従動可能に、所定の間隔を保って互いに対向して配置される2本の無端ベルトからなる第1の無端ベルト対と、
所定の間隔を保って互いに対向して、前記第1の無端ベルト対を構成する前記2本の無端ベルトの夫々の内側に配置され、周回駆動することにより前記2本の無端ベルトを夫々従動すべく2本の無端ベルトからなる第2の無端ベルト対と、
この第2の無端ベルト対を夫々周回駆動させるための駆動手段と、
前記第2の無端ベルト対を構成する前記2本の無端ベルトの夫々の周回軌道内側に設けられ、前記第2の無端ベルト対及び前記第1の無端ベルト対を介して前記第1の無端ベルト対の間に導入される被成形材を加圧するプレス定盤対と、
前記第1の無端ベルト対の少なくとも一方の無端ベルトの外側を清掃するためのクリーニング手段と、
前記第1の無端ベルト対の少なくとも一方の無端ベルトに発生する静電気を除去する静電気除去装置と、を備えることを特徴とする連続プレス装置。 - 前記静電気除去装置は、前記前記第1の無端ベルト対の双方の無端ベルトのそれぞれに発生する静電気を除去することを特徴とする、請求項5に記載の連続プレス装置。
- 周回駆動することにより被成形材を一方向に搬送すべく、所定の間隔を保って互いに対向して配置される2本の無端ベルトからなる無端ベルト対と、
この無端ベルト対を周回駆動させるための駆動手段と、
前記無端ベルト対を周回駆動させ被成形材を搬送するに際して、前記無端ベルト対を構成する2本の無端ベルトと被成形材の間に導入するシートを供給するためのシート供給装置と、
前記無端ベルト対の周回駆動により、搬送され導出されるシートを巻き取るためのシート巻取装置と、
前記無端ベルト対を構成する前記2本の無端ベルトの周回軌道内側に設けられ、前記無端ベルト対及びシートを介して前記無端ベルト対の間に導入される被成形材を加圧するプレス定盤対と、
前記無端ベルト対の周回駆動により導出されるシートの被成形材と接していた方の面を 清掃するためのクリーニング手段と、を備え、
前記クリーニング手段は、前記シートの被成形材と接していた方の面に圧接されるパッドを備えることを特徴とする連続プレス装置。 - 前記連続プレス装置は、前記シートに発生する静電気を除去する静電気除去装置を備えることを特徴とする、請求項7に記載の連続プレス装置。
- 周回駆動することにより被成形材を一方向に搬送すべく、所定の間隔を保って互いに対向して配置される2本の無端ベルトからなる無端ベルト対と、
この無端ベルト対を周回駆動させるための駆動手段と、
前記無端ベルト対を周回駆動させ被成形材を搬送するに際して、前記無端ベルト対を構成する2本の無端ベルトと被成形材の間に導入するシートを供給するためのシート供給装置と、
前記無端ベルト対の周回駆動により、搬送され導出されるシートを巻き取るためのシート巻取装置と、
前記無端ベルト対を構成する前記2本の無端ベルトの周回軌道内側に設けられ、前記無端ベルト対及びシートを介して前記無端ベルト対の間に導入される被成形材を加圧するプレス定盤対と、
前記無端ベルト対の周回駆動により導出されるシートの被成形材と接していた方の面を清掃するためのクリーニング手段と、
前記シートに発生する静電気を除去する静電気除去装置と、を備えることを特徴とする、連続プレス装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16621093A JP3572091B2 (ja) | 1993-06-11 | 1993-06-11 | 連続プレス装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16621093A JP3572091B2 (ja) | 1993-06-11 | 1993-06-11 | 連続プレス装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH06344189A JPH06344189A (ja) | 1994-12-20 |
| JP3572091B2 true JP3572091B2 (ja) | 2004-09-29 |
Family
ID=15827145
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP16621093A Expired - Lifetime JP3572091B2 (ja) | 1993-06-11 | 1993-06-11 | 連続プレス装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3572091B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5675428B2 (ja) * | 2011-02-25 | 2015-02-25 | サンドビック株式会社 | ベルトプレス装置 |
| DE102017130159B4 (de) * | 2017-12-15 | 2019-09-05 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Entsorgung unverpressten Materials in einer Presse zum kontinuierlichen Herstellen von Werkstoffplatten |
| AT523304A1 (de) | 2019-12-19 | 2021-07-15 | Berndorf Band Gmbh | Doppelbandpresse mit zumindest einer Pressvorrichtung |
| JP2023111097A (ja) * | 2022-01-31 | 2023-08-10 | 王子ホールディングス株式会社 | ベルトクリーナ |
-
1993
- 1993-06-11 JP JP16621093A patent/JP3572091B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH06344189A (ja) | 1994-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110545956B (zh) | 用于对表面进行局部磨削的方法和用于实施所述方法的磨削装置 | |
| EP0952103B1 (en) | Method and device for attaching adhesive tape | |
| EP0620093B1 (en) | Deburring and cleaning apparatus for plastic card and the like | |
| JP3572091B2 (ja) | 連続プレス装置 | |
| CN216539954U (zh) | Pet覆膜材料用的覆膜除尘结构 | |
| US11279149B2 (en) | Liquid discharging apparatus | |
| CN113044340A (zh) | 一种撕膜装置 | |
| CN210415883U (zh) | 不干胶除尘装置 | |
| JPH09272050A (ja) | 円板状工作物の両頭平面研削方法およびその両頭平面研削盤 | |
| KR101866856B1 (ko) | Mdf 합판의 시트 합지시스템 | |
| CN116394629A (zh) | 一种热压粘合机 | |
| NL9201144A (nl) | Indirecte zeefdrukinrichting met tussenrolreiniging. | |
| KR20150075913A (ko) | 판상 접착지 제거장치 | |
| JP2000296968A (ja) | 板材の保護フィルム剥離装置 | |
| JPH087653Y2 (ja) | プリント板の粗面化装置 | |
| JP7396085B2 (ja) | クリーニング装置 | |
| JP2004136533A (ja) | 搬送ベルトのクリーニング装置、及び画像形成装置 | |
| JPH04327262A (ja) | 連続シート状物捺染装置 | |
| JPH1071369A (ja) | 缶体の外面クリーナ | |
| JPH0977250A (ja) | Smc搬送用コンベア | |
| JPH01141076A (ja) | インクジェット記録装置 | |
| KR100563154B1 (ko) | 금속판 광택용 클리닝장치 | |
| JPH047068A (ja) | 板状物のクリーニング装置 | |
| RU2575287C2 (ru) | Способ и устройство для каширования плиты-подложки полимерной пленкой | |
| KR100584957B1 (ko) | 세정용 보드 및 이를 이용한 컨베이어 시스템의 세정 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040204 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040309 |
|
| A521 | Written amendment |
Effective date: 20040507 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Effective date: 20040622 Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Effective date: 20040628 Free format text: JAPANESE INTERMEDIATE CODE: A61 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130702 Year of fee payment: 9 |
|
| EXPY | Cancellation because of completion of term |