JP3552154B2 - アルミニウム又はアルミニウム合金部材からなる密封体、並びに半導体製造装置又は薄型ディスプレー製造装置の基板ホルダー及びそれを製造する方法 - Google Patents
アルミニウム又はアルミニウム合金部材からなる密封体、並びに半導体製造装置又は薄型ディスプレー製造装置の基板ホルダー及びそれを製造する方法 Download PDFInfo
- Publication number
- JP3552154B2 JP3552154B2 JP268999A JP268999A JP3552154B2 JP 3552154 B2 JP3552154 B2 JP 3552154B2 JP 268999 A JP268999 A JP 268999A JP 268999 A JP268999 A JP 268999A JP 3552154 B2 JP3552154 B2 JP 3552154B2
- Authority
- JP
- Japan
- Prior art keywords
- aluminum
- annular
- aluminum alloy
- manufacturing apparatus
- annular groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images














Landscapes
- Forging (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Surface Heating Bodies (AREA)
Description
【発明の属する技術分野】
本発明は、アルミニウム又はアルミニウム合金部材からなる真空チャンバー等の密封体、並びに半導体製造装置又は薄型ディスプレー製造装置の基板ホルダー及びそれを製造する方法に係り、特にアルミニウム又はアルミニウム合金部材からなる圧漏れのない真空チャンバー等の密封体、加熱ヒーター、熱電対、電極のような内部装着部品、また適宜に異種金属、異種材料をアルミニウム又はアルミニウム合金で包み込んでいるで半導体製造装置又は薄型ディスプレーの基板ホルダー及びその製造方法に関するものである。
【0002】
【従来の技術】
半導体製造装置の基板ホルダーは、加熱ヒーター、熱電対、電極、異種金属、異種材料のような内部装着部品をアルミニウム又はアルミニウム合金で包み込んだもので、図13〜図15に示すようなものが知られている。
図13は、加熱ヒーター及び熱電対(7)、異種金属若しくは異種材料(8)のような内部装着部品をアルミニウム部材(11)、(12)で覆い、その外周を溶接した基板ホルダーである。また加熱ヒーター及び熱電対の端子(9)が設けられている。
【0003】
図14は、加熱ヒーター及び熱電対(7)、異種金属若しくは異種材料(8)のような内部装着部品を鋳包み、アルミニウム部材(14)で包み込んだ基板ホルダーである。
図15は、加熱ヒーター及び熱電対(7)、異種金属若しくは異種材料(8)のような内部装着部品をアルミニウム部材(11)、(12)で覆い、接触面(17)にOリング(15)を設け、ボルト(16)で締めた基板ホルダーである。
【0004】
【発明が解決しようとする課題】
上記従来技術の図13に示す溶接による基板ホルダーは、全周を溶接するのでコストが高いという問題があり、また溶接時に生じるピンホールや巻き込まれたガスより、高真空下のチャンバー内で使用する場合、そのピンホールからの漏れやガスによる影響で真空度が低下し、製造した半導体の信頼性が低下し、歩留まりが悪くなる問題があった。
図14に示す内部装着部品を鋳包んだものは、アルミニウム若しくはアルミニウム合金を溶融状態で使用するので内部に組み込む装着部品の損傷の問題があり、またアルミニウム部材(14)を鋳包む際に生じるピンホール及び巻き込まれたガスの影響で高真空下のチャンバー内で使用する場合、真空度が低下し製造した半導体の信頼性が低下し、歩留まりが悪くなる問題があった。
【0005】
また、図15に示すOリングを用いたシールパッキンとボルト締めによるものでは、シールパッキンの耐熱性能に影響され、使用温度が300℃を越える温度域では使用できないという問題があり、またシールパッキン用溝及びボルトホールを設けるスペースが必要であり、コンパクトにできないという問題があった。本発明は、高真空・高温下で使用しても高い信頼性、即ち高い気密性を有し、高温使用にも耐え得る半導体製造装置の基板ホルダー及びその製造方法を提供するものである。
【0006】
【課題を解決するための手段】
本発明は、上記の目的を達成するためのもので、アルミニウム又はアルミニウム合金部材からなる真空チャンバー等の密封体において、アルミニウム又はアルミニウム合金部材からなる密封体において、密封体はアルミニウム又はアルミニウム合金部材からなる複数部材を接合したもので、一方の部材の接合面の全周に設けた環状溝に、もう一方の部材の接合面の全周に設けた環状突出部を組み合わせ、熱間変形抵抗以上の応力を負荷して鍛圧圧縮し環状突出部を環状溝に充満させ金属接合させた締結部を有することを特徴とするアルミニウム又はアルミニウム合金部材からなる圧漏れのない密封体である。
また本発明は、アルミニウム又はアルミニウム合金部材からなる真空チャンバー等の密封体において、密封体はアルミニウム又はアルミニウム合金部材からなる複数部材を接合したもので、一方の部材の接合面の全周に設けた環状溝に、もう一方の部材の接合面の全周に設けた環状突出部を組み合わせるとともに、前記一方の部材の環状溝の外側及び/又は前記もう一方の部材の環状突出部の外側の全周に設けた環状凸部を合わせて、熱間変形抵抗以上の応力を負荷して鍛圧圧縮し環状突出部を環状溝に充満させ金属接合させた締結部を有するとともに、外周の環状凸部が圧縮されて金属接合させていることを特徴とするアルミニウム又はアルミニウム合金部材からなる圧漏れのない密封体である。
【0007】
また本発明は、アルミニウム又はアルミニウム合金部材からなる真空チャンバー等の密封体において、密封体はアルミニウム又はアルミニウム合金部材からなる複数部材を接合したもので、一方の部材は接合面の全周に環状凸部を設けたものであり、もう一方の部材は接合面の全周に環状凸部を設けたものであり、一方の部材の接合面の全周に設けた環状凸部を、もう一方の部材の接合面の全周に設けた環状凸部と合わせ、熱間変形抵抗以上の応力を負荷して鍛圧圧縮し金属接合させた締結部を有することを特徴とするアルミニウム又はアルミニウム合金部材からなる圧漏れのない密封体である。
また本発明は、密封体を構成するアルミニウム又はアルミニウム合金の複数部材が、同一材料又は異種材料であることを特徴とするものである。
【0008】
また本発明は、内部装着部品をアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーにおいて、内部装着部品を包むアルミニウム又はアルミニウム合金部材は複数部材を接合したもので、一方の部材の接合面の全周に設けた環状溝に、もう一方の部材の接合面の全周に設けた環状突出部を組み合わせ、熱間変形抵抗以上の応力を負荷して鍛圧圧縮し環状突出部を環状溝に充満させ金属接合させた締結部を有することを特徴とするアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーである。
また本発明は、内部装着部品をアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーにおいて、内部装着部品を包むアルミニウム又はアルミニウム合金部材は複数部材を接合したもので、一方の部材の接合面の全周に設けた環状溝に、もう一方の部材の接合面の全周に設けた環状突出部を組み合わせるとともに、前記一方の部材の環状溝の外側及び/又は前記もう一方の部材の環状突出部の外側の全周に設けた環状凸部を合わせて、熱間変形抵抗以上の応力を負荷して鍛圧圧縮し環状突出部を環状溝に充満させ金属接合させた締結部を有するとともに、外周の環状凸部が圧縮されて金属接合させていることを特徴とするアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーである。
【0009】
また本発明は、内部装着部品をアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーにおいて、内部装着部品を包むアルミニウム又はアルミニウム合金部材は複数部材を接合したもので、一方の部材は接合面の全周に環状凸部を設けたものであり、もう一方の部材は接合面の全周に環状凸部を設けたものであり、一方の部材の接合面の全周に設けた環状凸部を、もう一方の部材の接合面の全周に設けた環状凸部と合わせ、熱間変形抵抗以上の応力を負荷して鍛圧圧縮し金属接合させた締結部を有することを特徴とするアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーである。
また本発明の半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーは、内部装着部品を包むアルミニウム又はアルミニウム合金の複数部材が、同一材料又は異種材料であることを特徴とするものである。
【0010】
また本発明は、内部装着部品をアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーの製造方法において、前記アルミニウム又はアルミニウム合金部材は複数部材の一方の部材の接合面の全周に環状溝を設け、もう一方の部材の接合面に前記環状溝に対向する環状突出部を全周に設け、前記環状溝に前記環状突出部を組み合わせ、環状溝に環状突出部を挿入し、300〜500℃で熱間変形抵抗以上の応力を負荷して鍛圧圧縮により環状突出部を環状溝に充満させ金属接合させることを特徴とするアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーを製造する方法である。
また本発明は、内部装着部品をアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーの製造方法において、前記アルミニウム又はアルミニウム合金部材は複数部材の一方の部材の接合面の全周に環状溝を設け、もう一方の部材の接合面に前記環状溝に対向する環状突出部を全周に設けるとともに、前記一方の部材の環状溝の外側及び/又は前記もう一方の部材の環状突出部の外側の全周に環状凸部を設け、前記環状溝に前記環状突出部を組み合わて環状溝に環状突出部を挿入し、かつ環状凸部を合わせて、300〜500℃で熱間変形抵抗以上の応力を負荷して鍛圧圧縮により環状突出部を環状溝に充満させ金属接合させた締結部を有するとともに、外周の環状凸部が圧縮されて金属接合させていることを特徴とするアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーを製造する方法である。
【0011】
また本発明は、内部装着部品をアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置の基板ホルダーの製造方法において、前記アルミニウム又はアルミニウム合金部材は複数部材の一方の部材の接合面の全周に環状凸部を設け、もう一方の部材の接合面の前記環状凸部に対向する全周に環状凸部を設け、一方の部材の環状凸部と、もう一方の部材の環状凸部を合わせ、300〜500℃で熱間変形抵抗以上の応力を負荷して鍛圧圧縮により複数部材を締結、金属接合することを特徴とするアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーを製造する方法である。
また本発明の半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーを製造する方法は、内部装着部品を包むアルミニウム又はアルミニウム合金の複数部材が、同一材料又は異種材料であることを特徴とするものである。
【0012】
【作用】
本発明において、密封体を構成するアルミニウム又はアルミニウム合金の複数部材は、その一方の部材の接合面の環状溝に、もう一方の部材の接合面の環状突出部に部分的な高荷重を与えて挿入、鍛圧圧縮して環状突出部を環状溝に充満させ締結、金属接合させたものであるので、溝部と突出部の体積差により環状溝に環状突出部が圧入して高度な密閉度を確保するものである。
また、密封体を構成するアルミニウム又はアルミニウム合金部材は、一方の部材の接合面の全周に設けた環状溝に、もう一方の部材の接合面の全周に設けた環状突出部を組み合わせるとともに、前記一方の部材の環状溝の外側及び/又は前記もう一方の部材の環状突出部の外側の全周に設けた環状凸部を合わせて、鍛圧圧縮し金属接合させたものであるので、環状溝に環状突出部が圧入して高度な密閉度を確保するとともに、その外周の環状凸部が圧縮されて金属接合させるため、外周部のより密な接合を確保することができるものであり、外周端部の接合部から処理液が浸透することを防止することができる。
また、密封体を構成するアルミニウム又はアルミニウム合金部材は、一方の部材は接合面の全周に環状凸部を設け、もう一方の部材の接合面にも全周に環状凸部を設け、この環状凸部を鍛圧圧縮し金属接合されているもので、より高い密閉度を確保することができるものである。
【0013】
また、本発明は、半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーとして、内部装着部品を包む複数のアルミニウム又はアルミニウム合金部材は、その一方の部材の接合面の環状溝に、もう一方の部材の接合面の環状突出部に集中して高荷重を与えて挿入、鍛圧圧縮して環状突出部を環状溝に充満させ締結、金属接合させたものであるので、溝部と突出部の体積差により環状溝に環状突出部が圧入して高度な密閉度を確保するものである。
【0014】
また、本発明は、半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーとして、内部装着部品を包む複数のアルミニウム又はアルミニウム合金部材は、一方の部材の接合面の全周に設けた環状溝に、もう一方の部材の接合面の全周に設けた環状突出部を組み合わせるとともに、前記一方の部材の環状溝の外側及び/又は前記もう一方の部材の環状突出部の外側の全周に設けた環状凸部を合わせて、鍛圧圧縮し金属接合させたものであるので、環状溝に環状突出部が圧入して高度な密閉度を確保するとともに、その外周の環状凸部が圧縮されて金属接合されるため、外周部のより密な接合を確保することができるものであり、外周端部の接合部から処理液が浸透することを防止することができる。
【0015】
また本発明は、半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーとして、内部装着部品を包む複数のアルミニウム又はアルミニウム合金部材は、一方の部材は接合面の全周に環状凸部を設け、もう一方の部材の接合面にも全周に環状凸部を設け、この環状凸部を鍛圧圧縮し金属接合されているもので、より高い密閉度を確保することができるものである。
【0016】
このように、本発明においては、環状突出部の圧入のみならず、接合されるアルミニウム又はアルミニウム合金部材の接合部のみを選択的に圧縮して金属接合されているため、より高い密閉度を確保することができるものである。また締結部は金属接合されているため高温でも高度な密閉度が保たれるものである。特に、締結部を300〜500℃の温度範囲で金属接合することが好ましく、使用温度が500℃前後の高温では圧着性に優れ高度な密閉度が保たれるものである。
【0017】
また本発明の半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーは、アルミニウム又はアルミニウム合金部材で全面が覆われているので腐食ガスに対する耐食性を有する。例えば半導体の製造においてシランガスが用いられる場合、シランガスの成分に含まれるSiでホルダー、チャンバー等が汚染される。それを洗浄するためにフッ素を含有する洗浄ガスを通気させるが、アルミニウム又はアルミニウム合金部材で全面が覆われているのでこのような洗浄ガス(フッ素含有ガス)に対する耐食性を有しているものである。
【0018】
【発明の実施の形態】
本発明の実施の形態について詳細に説明する。
本発明において、アルミニウム又はアルミニウム合金部材からなる圧漏れのない密封体としては、真空チャンバー、密封容器である。真空チャンバーは複数のアルミニウム又はアルミニウム合金部材で構成されるもので、それらの部材の接合面からの漏れのなく高密閉度を有する。即ち耐リーク性に優れ、半導体製造装置で求められる高真空に対応できるものである。また密封容器は、内部装着部品を包み込んで半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーとして用いるものである。
フラットパネルディスプレイ製造装置の基板ホルダーの他、密封体の用途としては、半導体デバイス等があり、この半導体デバイス等の真空処理装置は、処理チャンバー、移送チャンバー、出入側チャンバー等を備えている。各チャンバー間を材料が移動するため、必要に応じて各チャンバーには材料を出し入れする窓が備えられており、さらに、メンテナンス等の為に、開放できる上蓋を有している。上記の処理チャンバー、移送チャンバー、出入側チャンバー等はいずれも半導体製造装置のチャンバーであり、この例の場合は、各チャンバーの底板と側板とが、本発明の方法によって、鍛圧圧接された構造を有しているものを用いるものである。
また、気密性の高い産業廃棄物処理容器等も、上述した半導体製造装置又はフラットパネルディスプレイ製造装置の基板ホルダーと同一の方法で製造して用いるものである。つまり、少なくとも容器の底板と側板とが、本発明の方法によって、鍛圧圧接により金属接合され、必要に応じて上蓋は鍛圧圧接、溶接、機械的なシール等の方法が選択できる。
【0019】
本発明において、半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーの内部装着部品は、例えば加熱ヒーター、熱電対、電極、異種金属、異種材料が挙げられる。半導体製造の工程に応じて適宜の内部部品が装着される。加熱ヒーター、熱電対、電極等は基板ホルダーに機能を持たせるものである。さらに必要であれば異種金属、異種材料により基板ホルダーに特性を付与するものである。例えばセラミック繊維、セラミックウィスカー、あるいは炭素繊維等を分散させたアルミマトリックス複合材は基板ホルダーの熱膨張率を少くし、高温での強度、剛性を高して熱変形しにくくすることができる。
【0020】
本発明の薄型ディスプレー(Flat Panel Display)製造装置の基板ホルダーについて具体的に例示すると、液晶ディスプレ(LCD)、プラズマディスプレ(PDP)、電界放出型ディスプレ(FED)、有機EL(電界発光)ディスプレ(EL)、発光ダイオード(LED)を製造する装置の基板ホルダーである。
【0021】
内部装着部品を包み込むアルミニウム又はアルミニウム合金は、材質、製法、については特定しないが、耐リーク性を考慮すると、内部欠陥の少ない圧延板、鍛造品を素材とすることが望ましい。
また、洗浄ガスに対する耐食性の観点からはアルミ材質は純度99.5%以上のJIS1050が最も望ましいが、JIS1100(SiとFe:1.0%、Cu:0.05〜0.20%、Mn:0.05%以下、Zn:0.10%以下、残部Al)、JIS3003(Si:0.6%以下、Fe:0.7%以下、Cu:0.05〜0.20%、Mn:1.0〜1.5%、Zn:0.10%以下、残部Al)、JIS6063(Si:0.20〜0.6%、Fe:0.35%以下、Cu:0.10%以下、Mn:1.0%以下、Mg:0.45〜0.9%、Cr:0.10%以下、Zn:0.10%以下、Ti:0.10%以下、残部Al)、JIS6061(Si:0.40〜0.8%、Fe:0.7%以下、Cu:0.15〜0.40%、Mn:0.15%以下、Mg:0.8〜1.2%、Cr:0.04〜0.35%、Zn:0.25%以下、Ti:0.15%以下、残部Al)、JIS3004(Si:0.03%以下、Fe:0.7%以下、Cu:0.25%以下、Mn:1.0〜1.5%、Mg:0.8〜1.3%、Zn:0.10%以下、残部Al)等を用いることができる。その他、低Mg含有量のAl−Mg合金等も圧接性を満足し金属接合が確保できる範囲においては用いることができる。
【0022】
本発明において、アルミニウム又はアルミニウム合金部材は複数部材、例えば2個の部材を接合し、内部装着部品を包むものである。
アルミニウム又はアルミニウム合金部材は、一方の部材の接合面に環状溝を設ける。この環状の溝は内部装着部品を包む外周で全周に設ける。もう一方の部材の接合面には環状溝に対向するように環状突出部を設ける。
環状の溝、突出部は1組又は2組以上設ける。また外周全周に設けられる環状の溝及び突出部は、部材の接合面に四角形または多角形の環状に設けても、また円形環状に設けてもよい。
環状溝、環状突出部は、例えば機械加工により成形する。
環状溝と環状突出部は鍛圧の前処理として、表面を洗浄することが望ましい。例えば、▲1▼硝酸で表面の油とり、▲2▼水洗、▲3▼化性処理(アルカリ溶液によるエッチング)、▲4▼水洗、▲5▼硝酸での洗浄、▲6▼水洗、▲7▼湯洗等の適宜の工程を組みて表面を洗清浄する。
【0023】
2個の部材は、環状溝に環状突出部を組み合わせ、挿入後鍛圧し、環状溝に環状突出部を充満密封させ、さらに鍛圧することにより両者を金属接合させるものである。この密閉度、即ち耐リーク性は、半導体製造装置で求められる高真空に対応できるものであり、10−8〜10−10Torrの高真空にも対応できるものである。
また環状溝に環状突出部を挿入する場合、挿入が可能な範囲であれば、環状溝の幅より突出部の幅が少し大きく、いわゆる圧入状態となっても良い。
嵌合部の接合は、嵌合部の材質が、純度99.5%以上の純アルミニウムが最も圧着しやすいが、純度99.0%以上のJIS1100、Al−Mn系のJIS3003やJIS3004、またはJIS6063やJIS6061等の合金の場合でも圧着させることができる。
また、環状溝に環状突出部を挿入後、鍛圧圧縮し締結部を密封充満させ締結し、さらに金属接合するアルミニウム又はアルミニウム合金の複数部材が同一材料であると、鍛圧圧縮時の変形により複数部材同志が圧着し物理的に金属接合し易い。
また金属接合するアルミニウム又はアルミニウム合金の複数部材が異種の材料であっても、鍛圧圧縮時の変形により複数部材同志が圧着し物理的に金属接合するものであり、例えば、異種の材料としてJIS1000系のアルミニウム材とJIS3000系のアルミニウム材は鍛圧圧縮時の変形により部材同志が圧着し物理的に金属接合する。
このような同一または異種の複数部材の金属接合は、300〜500℃の温度範囲で金属接合されるが、鍛圧圧接温度としては350〜500℃の範囲が好ましい。
上記の鍛圧圧接温度範囲で、接合面に部材の熱間変形抵抗以上の応力を負荷して圧接を行うと、締結部に微小な変形が生じ、接合面が金属接合し、高い気密性が得られる。締結部に付加する応力は、高い方が望ましく、特に熱間変形抵抗の2〜3倍以上が特に望ましい。鍛圧圧接温度が300℃未満では、金属接合状態が得られず、500℃を越えると、鍛圧圧接時の変形が多過ぎて、接合部材の製品としての所定の寸法、形状が得られ難い等の問題が生ずる。従って、鍛圧圧接温度としては300〜500℃の範囲が用いられる。
表1に具体例として、接合強度を評価するために、アルミニウム部材の一方の面に環状凸部を設け、他方の部材の接合面に別の凸部を設けて、これらの部材を組み合わせて鍛圧圧接により金属接合を行った場合の接合強度を求めるため、棒状の鍛圧圧接部材(接合面が15mm×15mmの正方形)を作成し、この試験片を用いて鍛圧圧接時の接合部材、接合温度、接合強度の関係を求めた。
鍛圧圧接は、棒状部材の接合面と別の棒状部材の接合面が接触し、一方の部材の接合面と他方の部材の接合面が圧接するように所定の変形を与え、加圧する方法で行った。接合強度は、鍛圧圧接された部材を圧接面に対し法線方向(直角)に外側に引張った場合の部材破断荷重を接合面の断面積で割ることにより求めた見かけ上のものである。
なお、接合部材は、後述するJISで示されるアルミニウム、アルミニウム合金を示す。具体的には、1050+1050は、JIS1050合金部材とJIS1050合金部材とを用いて鍛圧圧接したことを示し、1050+3003は、JIS1050合金部材とJIS3003合金部材とを用いて鍛圧圧接したことを示す。
【表1】

また、一例として、試験片No.7を用い、3003と1050の接合部界面における添加元素の挙動を、3003には添加されるが、1050には添加されないMnを用い調査した。その結果、3003のMnが十μm弱程度ではあるが1050の側に拡散していることが確認された。
さらに、1050等の同一材料のFe、Siの拡散は、Fe、Siの拡散係数がMnより1オーダー程度大きいため、接合界面におけるこれらの元素の移動距離は、少なく見積もってもMnの場合の2〜3倍のオーダー(数十μm)になると考えられる。このため、これらのMn、Fe、Si等の不純物元素の拡散により両者の金属接合が強固なものになっていると考えられる。
【0024】
アルミニウム又はアルミニウム合金部材の接合面に形成する環状溝としては、その断面がコの字状(長形)、台形、逆台形等が用いられるが、環状溝部への鍛圧時の空気の巻き込み等を考慮すると、断面コの字状(長形)、台形が好ましい。環状溝に組み合わせられる環状突出部は断面コの字状(長形)、台形等が用いられる。また環状溝に突出部を組み合わせを容易にするために、断面コの字状突出部の先端を面取りした形状にしてもよい。
例えば、環状溝は断面コの字状で、これに組み合わせられる環状突出部も断面コの字状とする場合、断面コの字状環状溝の巾をa、深さをbとし、断面コの字状環状突出部の巾をc、高さをdとしたときに、a×b≦c×d、b/d≦1.0として、鍛圧圧縮し、環状溝に環状突出部が充満させて密閉させるのに好ましい。特に、溝部断面積より突出部断面積大きいと突出部の余剰断面積に相当する材料を溝部に押込む時に、溝部断面積を拡大するためにより高圧が得られ、密着性が増すからである。
断面コの字状の環状溝に環状突出部を組み合わせるには、環状溝の巾は断面コの字状環状突出部の巾より極く僅かに大きくても挿入できるが、締結部の空気巻き込み等の点では、小さいことが好ましく、また環状溝に環状突出部を挿入させ密閉させるには、環状溝の深さは断面コの字状環状突出部の高さより大きいものが好ましい。
【0025】
また、アルミニウム又はアルミニウム合金部材の接合面に形成する環状凸部は、一方の部材の環状溝の外側及び/又は前記もう一方の部材の環状突出部の外側の全周に設けるものである。この環状凸部は、環状突出部より高さが低いもので、圧縮されて接合面で平坦になり金属接合されるものである。
また、アルミニウム又はアルミニウム合金部材の接合面に、環状溝と環状突出部を設けることなく、接合面の全周に環状凸部のみを設け、この環状凸部を接合面で平坦になるように鍛圧圧縮により部材同志が変形して圧着し物理的に金属接合する。
【0026】
【実施例1】
本発明の実施例1について、図1〜図3を参照して説明する。
図1は本発明実施例1のチャンバーに配置した半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーを示す図で、図1(a)は断面図、図1(b)平面図である。加熱ヒーター及び熱電対(7)、異種金属若しくは異種材料(8)のような内部装着部品をアルミニウム部材(1)、(2)を接合して包み込んでいる基板ホルダーで、加熱ヒーター及び熱電対の端子(9)が設けられ、チャンバー(10)に配置する。アルミニウム部材(1)、(2)の接合面には、その全周に四角形に環状溝と環状突出部を形成し、挿入後これを鍛圧圧縮により充満させ、これをさらに圧縮し、メタルフローを生じさせた締結部(3)を密閉し、物理的に金属接合するものである。チャンバーに配置した。
【0027】
図2(a)(b)、図3(a)(b)(c)は、本発明実施例1の基板ホルダーの製造工程を示す図である。
図2(a)に示すように、アルミニウム部材(1)、(2)には加熱ヒーター及び熱電対等の内部装着部品(7)を装着する窪みを形成している。
アルミニウム部材(1)の接合面には断面コの字状の環状溝(4)を設け、またアルミニウム部材(2)の接合面には対向する断面コの字状の環状突出部(5)を設ける。図2(b)は環状溝(4)、環状突出部(5)を拡大して示した図で、環状溝(4)の巾をa、深さをbであり、環状突出部(5)の巾をc、高さをdとした。
【0028】
次いで、図3(a)に示すように、アルミニウム部材(1)、(2)に内部装着部品(7)を装着し、環状溝(4)に環状突出部(5)を組み合わせた。
図3(b)は環状溝(4)と環状突出部(5)の組み合わせを拡大して示した図で、巾aの環状溝(4)内に巾cの環状突出部(5)が入り、また環状溝(4)の深さbより、環状突出部(5)の高さdが長くなっている。
このように環状溝(4)に環状突出部(5)を組み合わせ、図3(a)の矢印のように鍛圧した。鍛圧により図3(c)に示すように、変形後にa´=c´、b´=d´になり、環状溝(4)内で環状突出部(5)は圧縮され充満される。それにより締結部は密閉される。
また鍛圧では、板厚全体を圧縮することでより効果的に締結部は物理的に圧着(金属接合)した密閉状態が得られる。
【0029】
環状溝(4)と環状突出部(5)の関係について、その一例を図2(b)に示した図で説明する。
環状溝(4)の巾をa、深さをbとし、環状突出部(5)の巾をc、高さをdとしたとき、つぎのような関係が好ましい。
a×b≦c×d
b/d≦1.0
d/c≦6(より好ましくは、d/c≦4)
【0030】
a×b≦c×d、b/d≦1.0の関係は、鍛圧圧縮により環状溝(4)内に環状突出部(5)を圧入し締結部を密閉されるものである。
環状溝(4)と環状突出部(5)の周長は同じであるから、環状溝(4)のa×bの面積が、環状突出部(5)のc×dの面積より広いことは環状溝(4)内体積に対し、環状突出部(5)の体積が少なく結果として、環状溝(4)に環状突出部(5)が充満されないことになる。シールを十分なものにするには、a×b≦c×dの関係にすることが好ましい。
なお、環状突出部(5)の巾cが環状溝(4)の巾aに比べて小さすぎると、鍛圧したときに、環状溝(4)に環状突出部(5)を密閉させることができず、シールが不十分となることがある。
【0031】
具体的に、部材(1)、(2)として純度99.5%以上の純アルミニウムを用い、環状溝(4)の巾a7.0mm、深さb7.0mm、環状突出部(5)の巾c6.9mm、、高さd9.0mm、のものを鍛圧し環状突出部(5)を圧縮し環状溝(4)に充満された。得られた基板ホルダーは、10−8〜10−10Torrの高真空でもリークが生じなかった。
【0032】
なお、環状突出部(5)の巾cが環状溝(4)の巾aに比べて小さすぎると、鍛圧したときに環状突出部(5)の座屈が生じ、環状溝(4)に環状突出部(5)を圧入させることがでず、シールが不十分となることがある。
【0033】
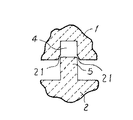
図4〜図6に、環状溝(4)と環状突出部(5)の別の例を示す。図4は環状溝(4)に空気溜まり(20)を設けて鍛圧時の空気の巻き込みが起こらないようにしたものである。図5は環状溝(4)に面取り部(21)を設けて環状溝(4)に環状突出部(5)を組み合わせ易くしたものである。また図6は環状突出部(5)に面取り部(22)を設けて環状溝(4)に環状突出部(5)を組み合わせ易くしたものである。
【0034】
図7〜図9は、環状溝と環状突出部の変形例を示す。
図7(a)(b)は、アルミニウム部材(1)の接合面に断面が台形の環状溝(23)を設け、またアルミニウム部材(2)には対向する断面が台形の環状突出部(24)を設けたものである。この場合も台形の環状溝(23)と台形の環状突出部(24)の大きさは環状溝に環状突出部が充満されるようする。環状溝、環状突出部の機械加工が容易であり、また鍛圧時の空気の巻き込みは起り難いものである。
【0035】
図8は、環状溝(25)の断面が逆台形で、環状突出部(26)が断面コの字状のものである。これは環状溝に環状突出部を嵌合させることにより、高い密閉度が保たれるとともに、機械的にも強い締結がなされるものである。
図9は、断面コの字状環状溝(27)の角取りしたものであり、また環状突出部(28)が山型のものである。これは環状溝(27)に環状突出部(28)を組み合わせ易くしたものである。
【0036】
【実施例2】
本発明の実施例2について、図10、図11を参照して説明する。
図10、図11は半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーの鍛圧する前のアルミニウム部材の一部を示すものである。
図10に示すように、アルミニウム部材(1)、(2)には加熱ヒーター及び熱電対等の内部装着部品(7)を装着する窪みを形成している。
アルミニウム部材(1)の接合面には断面コの字状の環状溝(4)と環状凸部(30)を設けている。またアルミニウム部材(2)の接合面には対向する断面コの字状の環状突出部(5)と環状凸部(31)を設けている。
【0037】
環状溝(4)と環状突出部(5)は、実施例1で説明したと同様にする。
環状凸部(30)(31)の高さは、環状突出部(5)より低いもので圧縮されて接合面で平坦になるものである。
環状溝(4)に環状突出部(5)を組み合わせて挿入する。また環状凸部(30)と環状凸部(31)を合わせて鍛圧する。鍛圧により環状溝(4)に環状突出部(5)は圧縮され充満する。それにより締結部は密閉される。
また鍛圧では、板厚全体を圧縮することより環状凸部(30)と環状凸部(31)は圧着(金属接合)され、外周部も密な接合が得られる。
【0038】
具体的に、部材(1)、(2)として純度99.5%以上の純アルミニウムを用い、環状溝(4)の幅a7.0mm、深さb7.0mm、環状突出部(5)の幅c6.9mm、高さd9.0mm、のものであり、環状凸部(30)と環状凸部(31)は、高さ4mm、幅10mmで、これを鍛圧し環状突出部(5)を圧縮し環状溝(4)に充満され、また、環状凸部(31)は圧着(金属接合)され、接合面で平坦であった。
得られた基板ホルダーは、10−8〜10−10Torrの高真空でもリークが生じることなく、また、外周端部の接合部からの処理液の浸透を防止できた。
【0039】
図11は、アルミニウム部材(1)、(2)には加熱ヒーター及び熱電対等の内部装着部品(7)を装着する窪みを形成し、アルミニウム部材(1)の接合面には断面コの字状の環状溝(4)と環状凸部(32)を設け、またアルミニウム部材(2)の接合面には対向する断面コの字状の環状突出部(5)を設けている。アルミニウム部材(2)には環状凸部を設けていないものである。
環状溝(4)に環状突出部(5)を挿入する。また環状凸部(32)は凸部のない平面に対向させて鍛圧する。鍛圧により環状溝(4)に環状突出部(5)は圧縮され充満する。それにより締結部は密閉される。また鍛圧では、板厚全体を圧縮することより環状凸部(32)は圧着(金属接合)され、外周部も密な接合が得られるものである。
【0040】
【実施例3】
本発明の実施例3について、図12を参照して説明する。
図12は半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーの鍛圧する前のアルミニウム部材の一部を示すものである。
図12に示すように、アルミニウム部材(1)、(2)には加熱ヒーター及び熱電対等の内部装着部品(7)を装着する窪みを形成し、アルミニウム部材(1)の接合面には環状凸部(33)を、またアルミニウム部材(2)の接合面には環状凸部(34)を設けている。
接合面の環状凸部(33)と環状凸部(34)を合わせ、鍛圧により、板厚全体を圧縮する。それにより環状凸部(33)と環状凸部(34)は圧着(金属接合)され、密閉に接合される。
【0041】
【発明の効果】
以上説明したように、本発明によれば、環状溝に環状突出部を鍛圧圧縮して締結させることで高度な密閉度が得られるという効果を有する。即ち、締結部のシールは鍛接され、接合部が物理的に圧着することで、ピンホール等の欠陥を防止でき、高真空度で使用しても高い気密性を保つことができる。また両者が金属接合しているため使用温度を500℃前後の高温でも高度な密閉度が保たれる。また機械加工により溝、突出部を形成し鍛圧することで、締結部が金属接合した圧漏れのない密封体、半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーが得られるので、低コストでの製造が可能となる。さらに、従来技術のように溶湯を使用しないため、基板ホルダー内に入れる部品、部材を高温の溶湯にさらすことがなく装着できる。またボルトナット締結によるスペースを必要とせず、また高精度加工のOリング溝を必要としないので安価に製造できるという効果を奏するものである。
また、一方の部材の環状溝の外側及び/又はもう一方の部材の環状突出部の外側の全周に設けた環状凸部を合わせて、鍛圧圧縮し金属接合させたものであるので、環状溝に環状突出部が圧入して高度な密閉度を確保するとともに外周部のより密な接合を確保することができ、外周端部の接合部から処理液が浸透することを防止することができるという効果を奏するものである。
【図面の簡単な説明】
【図1】本発明実施例の半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーを示す図
【図2】本発明実施例1の基板ホルダーの製造工程を示す図
【図3】本発明実施例1の基板ホルダーの製造工程を示す図
【図4】本発明の実施例1を示す図
【図5】本発明の実施例1を示す図
【図6】本発明の実施例1を示す図
【図7】本発明の実施例1を示す図
【図8】本発明の実施例1を示す図
【図9】本発明の実施例1を示す図
【図10】本発明の実施例2を示す図
【図11】本発明の実施例2を示す図
【図12】本発明の実施例3を示す図
【図13】従来例を示す図
【図14】従来例を示す図
【図15】従来例を示す図
【符号の説明】
1,2 アルミニウム部材
3 締結部
4 環状溝
5 環状突出部
7 加熱ヒーター及び熱電対
8 異種金属若しくは異種材料
Claims (12)
- アルミニウム又はアルミニウム合金部材からなる密封体において、密封体はアルミニウム又はアルミニウム合金部材からなる複数部材を接合したもので、一方の部材の接合面の全周に設けた環状溝に、もう一方の部材の接合面の全周に設けた環状突出部を組み合わせ、熱間変形抵抗以上の応力を負荷して鍛圧圧縮し環状突出部を環状溝に充満させ金属接合させた締結部を有することを特徴とするアルミニウム又はアルミニウム合金部材からなる圧漏れのない密封体。
- アルミニウム又はアルミニウム合金部材からなる密封体において、密封体はアルミニウム又はアルミニウム合金部材からなる複数部材を接合したもので、一方の部材の接合面の全周に設けた環状溝に、もう一方の部材の接合面の全周に設けた環状突出部を組み合わせるとともに、前記一方の部材の環状溝の外側及び/又は前記もう一方の部材の環状突出部の外側の全周に設けた環状凸部を合わせて、熱間変形抵抗以上の応力を負荷して鍛圧圧縮し環状突出部を環状溝に充満させ金属接合させた締結部を有するとともに、外周の環状凸部が圧縮されて金属接合させていることを特徴とするアルミニウム又はアルミニウム合金部材からなる圧漏れのない密封体。
- アルミニウム又はアルミニウム合金部材からなる密封体において、密封体はアルミニウム又はアルミニウム合金部材からなる複数部材を接合したもので、一方の部材は接合面の全周に環状凸部を設けたものであり、もう一方の部材は接合面の全周に環状凸部を設けたものであり、一方の部材の接合面の全周に設けた環状凸部を、もう一方の部材の接合面の全周に設けた環状凸部と合わせ、熱間変形抵抗以上の応力を負荷して鍛圧圧縮し金属接合させた締結部を有することを特徴とするアルミニウム又はアルミニウム合金部材からなる圧漏れのない密封体。
- 密封体を構成するアルミニウム又はアルミニウム合金の複数部材が、同一材料又は異種材料であることを特徴とする請求項1、2、3のいずれかに記載のアルミニウム又はアルミニウム合金部材からなる圧漏れのない密封体。
- 内部装着部品をアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーにおいて、内部装着部品を包むアルミニウム又はアルミニウム合金部材は複数部材を接合したもので、一方の部材の接合面の全周に設けた環状溝に、もう一方の部材の接合面の全周に設けた環状突出部を組み合わせ、熱間変形抵抗以上の応力を負荷して鍛圧圧縮し環状突出部を環状溝に充満させ金属接合させた締結部を有することを特徴とするアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダー。
- 内部装着部品をアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーにおいて、内部装着部品を包むアルミニウム又はアルミニウム合金部材は複数部材を接合したもので、一方の部材の接合面の全周に設けた環状溝に、もう一方の部材の接合面の全周に設けた環状突出部を組み合わせるとともに、前記一方の部材の環状溝の外側及び/又は前記もう一方の部材の環状突出部の外側の全周に設けた環状凸部を合わせて、熱間変形抵抗以上の応力を負荷して鍛圧圧縮し環状突出部を環状溝に充満させ金属接合させた締結部を有するとともに、外周の環状凸部が圧縮されて金属接合させていることを特徴とするアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダー。
- 内部装着部品をアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーにおいて、内部装着部品を包むアルミニウム又はアルミニウム合金部材は複数部材を接合したもので、一方の部材は接合面の全周に環状凸部を設けたものであり、もう一方の部材は接合面の全周に環状凸部を設けたものであり、一方の部材の接合面の全周に設けた環状凸部を、もう一方の部材の接合面の全周に設けた環状凸部と合わせ、熱間変形抵抗以上の応力を負荷して鍛圧圧縮し金属接合させた締結部を有することを特徴とするアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダー。
- 内部装着部品を包むアルミニウム又はアルミニウム合金の複数部材が、同一材料又は異種材料であることを特徴とする請求項5、6、7のいずれかに記載のアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダー。
- 内部装着部品をアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーの製造方法において、前記アルミニウム又はアルミニウム合金部材は複数部材の一方の部材の接合面の全周に環状溝を設け、もう一方の部材の接合面に前記環状溝に対向する環状突出部を全周に設け、前記環状溝に前記環状突出部を組み合わせ、環状溝に環状突出部を挿入し、300〜500℃で熱間変形抵抗以上の応力を負荷して鍛圧圧縮により環状突出部を環状溝に充満させ金属接合させることを特徴とする請求項5に記載のアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーを製造する方法。
- 内部装着部品をアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーの製造方法において、前記アルミニウム又はアルミニウム合金部材は複数部材の一方の部材の接合面の全周に環状溝を設け、もう一方の部材の接合面に前記環状溝に対向する環状突出部を全周に設けるとともに、前記一方の部材の環状溝の外側及び/又は前記もう一方の部材の環状突出部の外側の全周に環状凸部を設け、前記環状溝に前記環状突出部を組み合わて環状溝に環状突出部を挿入し、かつ環状凸部を合わせて、300〜500℃で熱間変形抵抗以上の応力を負荷して鍛圧圧縮により環状突出部を環状溝に充満させ金属接合させた締結部を有するとともに、外周の環状凸部が圧縮されて金属接合させていることを特徴とする請求項6に記載のアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーを製造する方法。
- 内部装着部品をアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置の基板ホルダーの製造方法において、前記アルミニウム又はアルミニウム合金部材は複数部材の一方の部材の接合面の全周に環状凸部を設け、もう一方の部材の接合面の前記環状凸部に対向する全周に環状凸部を設け、一方の部材の環状凸部と、もう一方の部材の環状凸部を合わせ、300〜500℃で熱間変形抵抗以上の応力を負荷して鍛圧圧縮により複数部材を締結、金属接合することを特徴とする請求項7に記載のアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーを製造する方法。
- 内部装着部品を包むアルミニウム又はアルミニウム合金の複数部材が、同一材料又は異種材料であることを特徴とする請求項9、10、11のいずれかに記載のアルミニウム又はアルミニウム合金部材で包み込んでいる半導体製造装置又は薄型ディスプレー製造装置の基板ホルダーを製造する方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP268999A JP3552154B2 (ja) | 1998-01-12 | 1999-01-08 | アルミニウム又はアルミニウム合金部材からなる密封体、並びに半導体製造装置又は薄型ディスプレー製造装置の基板ホルダー及びそれを製造する方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10-16336 | 1998-01-12 | ||
| JP1633698 | 1998-01-12 | ||
| JP268999A JP3552154B2 (ja) | 1998-01-12 | 1999-01-08 | アルミニウム又はアルミニウム合金部材からなる密封体、並びに半導体製造装置又は薄型ディスプレー製造装置の基板ホルダー及びそれを製造する方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11285775A JPH11285775A (ja) | 1999-10-19 |
| JP3552154B2 true JP3552154B2 (ja) | 2004-08-11 |
Family
ID=26336134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP268999A Expired - Lifetime JP3552154B2 (ja) | 1998-01-12 | 1999-01-08 | アルミニウム又はアルミニウム合金部材からなる密封体、並びに半導体製造装置又は薄型ディスプレー製造装置の基板ホルダー及びそれを製造する方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3552154B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8263908B2 (en) | 2004-10-08 | 2012-09-11 | Furukawa-Sky Aluminum Corp. | Heater plate and a method for manufacturing the heater plate |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3578398B2 (ja) * | 2000-06-22 | 2004-10-20 | 古河スカイ株式会社 | 成膜用ガス分散プレート及びその製造方法 |
| JP4750258B2 (ja) * | 2000-10-24 | 2011-08-17 | 古河スカイ株式会社 | 流体回路部材の製造方法 |
| JP4750257B2 (ja) * | 2000-10-24 | 2011-08-17 | 古河スカイ株式会社 | 金属部材を接合したヒートプレートの製造方法 |
| JP4805466B2 (ja) * | 2001-03-14 | 2011-11-02 | 古河スカイ株式会社 | シースヒーターを配設したヒータープレートの製造方法 |
| JP2002324655A (ja) * | 2001-04-25 | 2002-11-08 | Furukawa Electric Co Ltd:The | シースヒーターを配設したヒータープレートの製造方法 |
| EP2236841A4 (en) * | 2007-12-27 | 2016-01-27 | Kawasaki Heavy Ind Ltd | UNEVEN METAL CONNECTION STRUCTURE, BOARD WITH THE UNBELIEVABLE METAL CONNECTION STRUCTURE, CARRIAGE TO THE BOARD AND METHOD FOR CONNECTING UNEVEN METAL ELEMENTS |
| KR100975637B1 (ko) * | 2010-03-10 | 2010-08-17 | 주식회사 포톤 | 탄소나노튜브를 이용한 고효율 서셉터 및 그 제조방법 |
| TW201318760A (zh) * | 2011-11-14 | 2013-05-16 | Ichia Tech Inc | 複合金屬材料之結合方法以及複合金屬材料之局部結合方法 |
| KR101147998B1 (ko) | 2011-11-14 | 2012-05-24 | 주식회사 포톤 | 고효율 서셉터 및 이의 제조 방법 |
| CN103137361B (zh) * | 2011-11-29 | 2015-07-22 | 毅嘉科技股份有限公司 | 金属按键的成型方法 |
| JP6430442B2 (ja) * | 2016-06-28 | 2018-11-28 | 日東精工株式会社 | 金属部材の非貫通接合方法 |
| WO2018003175A1 (ja) | 2016-06-28 | 2018-01-04 | 日東精工株式会社 | 部材の非貫通接合方法および非貫通接合構造 |
| JP6383385B2 (ja) * | 2016-06-30 | 2018-08-29 | 日東精工株式会社 | 金属部材の接合方法および金属製の複合部材の製造方法 |
| CN111955803A (zh) * | 2020-08-07 | 2020-11-20 | 深圳麦克韦尔科技有限公司 | 一种发热体及采用该发热体的电子雾化装置 |
| JP7649165B2 (ja) * | 2021-02-26 | 2025-03-19 | 日東精工株式会社 | 絶縁複合部品および絶縁複合部品の製造方法 |
| CN115635262A (zh) * | 2022-11-29 | 2023-01-24 | 合肥升滕半导体技术有限公司 | 一种光伏加热板及其加工方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55153630A (en) * | 1979-05-21 | 1980-11-29 | Toshiba Corp | Manufacture of cooling path |
| JPS59459U (ja) * | 1982-06-22 | 1984-01-05 | セイコーエプソン株式会社 | 基板ホルダ−構造 |
| JPS60180629A (ja) * | 1984-02-29 | 1985-09-14 | Hitachi Ltd | 二部材の結合方法 |
| JPH0670365B2 (ja) * | 1985-09-05 | 1994-09-07 | ヤマハ発動機株式会社 | 内燃機関のバルブリフタ |
| EP0448339B1 (en) * | 1990-03-22 | 1994-03-02 | United Technologies Corporation | Method of forming a hollow blade |
| JPH0919728A (ja) * | 1995-07-05 | 1997-01-21 | Atsushi Terada | 押し出し材同志の結合方法及び液冷ヒートシンク |
-
1999
- 1999-01-08 JP JP268999A patent/JP3552154B2/ja not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8263908B2 (en) | 2004-10-08 | 2012-09-11 | Furukawa-Sky Aluminum Corp. | Heater plate and a method for manufacturing the heater plate |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11285775A (ja) | 1999-10-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3552154B2 (ja) | アルミニウム又はアルミニウム合金部材からなる密封体、並びに半導体製造装置又は薄型ディスプレー製造装置の基板ホルダー及びそれを製造する方法 | |
| US6376815B1 (en) | Highly gas tight substrate holder and method of manufacturing the same | |
| US7150418B2 (en) | Nozzle plate member for supplying fluids in dispersed manner and manufacturing method of the same | |
| US7143568B2 (en) | Hermetically sealing a container with crushable material and reactive multilayer material | |
| US20080040925A1 (en) | Bendable heat spreader with metallic wire mesh-based microstructure and method for fabricating same | |
| US20070257023A1 (en) | Heater plate and a method for manufacturing the heater plate | |
| JP4838992B2 (ja) | ヒータプレート及びヒータプレートの製造方法 | |
| JP3836602B2 (ja) | 真空チャンバーの製造方法 | |
| JP4806179B2 (ja) | ヒータプレートの製造方法 | |
| JP3345852B2 (ja) | 半導体製造装置の基盤ホルダー及びその製造方法 | |
| US7154070B2 (en) | Heater plate and a method for manufacturing the heater plate | |
| JP4805466B2 (ja) | シースヒーターを配設したヒータープレートの製造方法 | |
| RU2109606C1 (ru) | Способ изготовления паяных телескопических конструкций | |
| JP4750257B2 (ja) | 金属部材を接合したヒートプレートの製造方法 | |
| CA2246827C (en) | Sodium secondary battery | |
| JP2013102032A (ja) | ガラス封止型サーミスタとその製造方法 | |
| JPH01297022A (ja) | 金属製真空二重構造体及びその製造方法 | |
| JPH01268521A (ja) | 金属製真空二重構造体及びその製造方法 | |
| CN1799133A (zh) | 气密的密封产品和相关制造方法 | |
| JP2000213881A (ja) | 平型ヒ―トパイプの製造方法 | |
| FR2490627A1 (fr) | Procede pour l'assemblage etanche aux liquides et aux gaz d'elements de construction en ceramique et en metal fritte | |
| JPH0520981A (ja) | 真空バルブ | |
| JPS63128737A (ja) | 沸騰冷却装置の冷媒注入パイプ取付方法 | |
| JPS6273555A (ja) | 電解液電池の封着方法 | |
| JP2001183023A (ja) | 冷凍機の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20040202 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040406 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20040422 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040422 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090514 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090514 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100514 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130514 Year of fee payment: 9 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160514 Year of fee payment: 12 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| S631 | Written request for registration of reclamation of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313631 |
|
| S633 | Written request for registration of reclamation of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313633 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |