JP3213040U - 電子デバイス用サファイアカバー - Google Patents
電子デバイス用サファイアカバー Download PDFInfo
- Publication number
- JP3213040U JP3213040U JP2017600011U JP2017600011U JP3213040U JP 3213040 U JP3213040 U JP 3213040U JP 2017600011 U JP2017600011 U JP 2017600011U JP 2017600011 U JP2017600011 U JP 2017600011U JP 3213040 U JP3213040 U JP 3213040U
- Authority
- JP
- Japan
- Prior art keywords
- ink
- cover
- groove
- sapphire
- polishing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


























Classifications
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F1/00—Details not covered by groups G06F3/00 - G06F13/00 and G06F21/00
- G06F1/16—Constructional details or arrangements
- G06F1/1613—Constructional details or arrangements for portable computers
- G06F1/1633—Constructional details or arrangements of portable computers not specific to the type of enclosures covered by groups G06F1/1615 - G06F1/1626
- G06F1/1637—Details related to the display arrangement, including those related to the mounting of the display in the housing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/02—Processes for applying liquids or other fluent materials performed by spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/362—Laser etching
- B23K26/364—Laser etching for making a groove or trench, e.g. for scribing a break initiation groove
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
- B23K26/402—Removing material taking account of the properties of the material involved involving non-metallic material, e.g. isolators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B29/00—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents
- B24B29/005—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents using brushes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/20—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B7/22—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain
- B24B7/228—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding thin, brittle parts, e.g. semiconductors, wafers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C1/00—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods
- B24C1/08—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods for polishing surfaces, e.g. smoothing a surface by making use of liquid-borne abrasives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C11/00—Selection of abrasive materials or additives for abrasive blasts
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B37/00—Cases
- G04B37/0008—Cases for pocket watches and wrist watches
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B39/00—Watch crystals; Fastening or sealing of crystals; Clock glasses
- G04B39/004—Watch crystals; Fastening or sealing of crystals; Clock glasses from a material other than glass
- G04B39/006—Watch crystals; Fastening or sealing of crystals; Clock glasses from a material other than glass out of wear resistant material, e.g. sapphire
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F1/00—Details not covered by groups G06F3/00 - G06F13/00 and G06F21/00
- G06F1/16—Constructional details or arrangements
- G06F1/1613—Constructional details or arrangements for portable computers
- G06F1/163—Wearable computers, e.g. on a belt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
- B23K2103/54—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01Q—ANTENNAS, i.e. RADIO AERIALS
- H01Q1/00—Details of, or arrangements associated with, antennas
- H01Q1/12—Supports; Mounting means
- H01Q1/22—Supports; Mounting means by structural association with other equipment or articles
- H01Q1/24—Supports; Mounting means by structural association with other equipment or articles with receiving set
- H01Q1/241—Supports; Mounting means by structural association with other equipment or articles with receiving set used in mobile communications, e.g. GSM
- H01Q1/242—Supports; Mounting means by structural association with other equipment or articles with receiving set used in mobile communications, e.g. GSM specially adapted for hand-held use
- H01Q1/243—Supports; Mounting means by structural association with other equipment or articles with receiving set used in mobile communications, e.g. GSM specially adapted for hand-held use with built-in antennas
Abstract
Description
この特許協力条約特許出願は、米国仮特許出願第62/129,707号(2015年3月6日に出願)、タイトル「電子デバイス用サファイアカバー」及び米国仮特許出願第62/042,533号(2014年8月27日に出願)、タイトル「電子デバイス用サファイアカバー」に対する優先権を主張する。なおこれらの文献の開示内容は、それらの全体において本明細書において参照により取り入れられている。
開示内容は、全般的に電子デバイスに関し、より詳細には電子デバイス用カバー及び電子デバイス用カバーを形成する方法に関する。
Claims (27)
- 研磨されたサファイア部品を形成するための方法であって、
研磨ツールを用いて、
前記サファイア部品の平面表面又は
前記平面表面に隣接して前記サファイア部品内に形成される溝
の少なくとも1つに第1の研磨プロセスを実行することと、
ブラスティング媒体を用いて前記サファイア部品の前記溝に第2の研磨プロセスを実行することと、
を含む方法。 - 前記ブラスティング媒体はダイヤモンドをちりばめた樹脂系材料である、請求項1に記載の方法。
- 前記ダイヤモンドをちりばめた樹脂系は弾力性があり、前記溝に当たった瞬間に変形する、請求項2に記載の方法。
- 前記第1の研磨プロセスを実行する前に前記サファイア部品を成形することを更に含む、請求項1に記載の方法。
- 前記サファイア部品を成形することは、
サファイア材料をラッピングすることと、
前記サファイア材料内に少なくとも1つの曲線的な周囲部分を形成することと、
前記サファイア材料内に前記溝をレーザ切断することと、
前記サファイア材料内に形成された前記レーザ切断された溝を機械加工することと、
を含む、請求項4に記載の方法。 - 前記サファイア材料内に形成された前記溝内に装飾インクを塗布することを更に含む、請求項5に記載の方法。
- 前記装飾インクを塗布することは、
少なくとも前記サファイア材料内に形成された前記溝に予備パッド印刷プロセスを実行することと、
前記溝に隣接して位置する前記サファイア材料の部分を保護マスクで覆うことと、
前記溝に前記装飾インクを噴霧することと、
前記装飾インクを含む前記溝に後続パッド印刷プロセスを実行することと、
を含む、請求項6に記載の方法。 - 前記サファイア部品の部分を化学機械研磨することと、
前記サファイア部品の部分をダイヤモンド機械研磨することと、
の少なくとも1つを更に含む、請求項1に記載の方法。 - 前記研磨されたサファイア部品をアニールすることを更に含む、請求項1に記載の方法。
- 電子デバイス用カバーを形成するための方法であって、
サファイア部品の内面上に溝を形成することと、
前記サファイア部品の前記溝に少なくとも1つの中間研磨プロセスを実行することと、
前記サファイア部品をアニールすることと、
前記アニールされたサファイア部品の少なくとも部分に最終研磨プロセスを実行することと、
を含む方法。 - 前記アニールされたサファイア部品の少なくとも前記部分に前記最終研磨プロセスを前記実行することは、前記溝に隣接する前記アニールされたサファイア部品の前記内面を研磨することを含む、請求項10に記載の方法。
- 前記アニールされたサファイア部品の少なくとも前記部分に前記最終研磨プロセスを実行することは、
従順な研磨パッドを用いて、前記溝を含む前記アニールされたサファイア部品の内面を研磨することを含み、前記従順な研磨パッドの少なくとも部分は前記溝の輪郭に沿うようになる、請求項10に記載の方法。 - 前記サファイア部品を成形することは、
前記サファイア部品の外面上に曲線的な周囲部分を形成することを更に含み、
前記曲線的な周囲部分は前記溝に実質的に隣接して位置する、請求項10に記載の方法。 - 前記アニールされたサファイア部品の少なくとも前記部分に前記最終研磨プロセスを実行することは、
前記曲線的な周囲部分に隣接する前記アニールされたサファイア部品の前記外面を研磨することを含む、請求項13に記載の方法。 - 前記アニールされたサファイア部品の少なくとも前記部分に前記最終研磨プロセスを実行することは、
従順な研磨パッドを用いて少なくとも1つのアニールされたサファイア部品の前記外面を研磨することを含む、請求項13に記載の方法。 - 前記少なくとも1つの中間研磨プロセスを実行することは、
前記溝を含む前記サファイア部品を研磨ブラシを用いて研磨することと、
前記溝を含む前記サファイア部品をブラスティング媒体を用いて研磨することと、
を含む、請求項10に記載の方法。 - 前記サファイア部品を前記ブラスティング媒体を用いて研磨することは、
ダイヤモンドをちりばめた樹脂系材料を、前記サファイア部品の前記内面上に形成された前記溝内に塗布することを含む、請求項16に記載の方法。 - 電子デバイスであって、
筐体と、
前記筐体に結合されたカバーと、
を備え、前記カバーは、
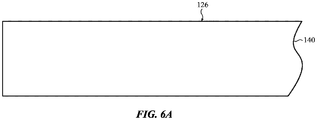
中間研磨面又は最終研磨面の少なくとも1つを有する内面と、
前記内面上に形成された溝と、
前記内面と反対側に位置する外面であって、
前記中間研磨面又は前記最終研磨面の少なくとも1つを有する、外面と、
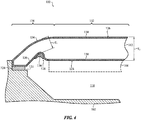
前記内面と前記外面との間に形成された曲線的な周囲部分であって、曲線的な周囲部分は前記溝に隣接して位置する、曲線的な周囲部分と、
を含む、電子デバイス。 - 前記カバーは、前記内面上の前記溝内に形成された装飾インクを更に含む、請求項18に記載の電子デバイス。
- 前記カバーはサファイア材料から形成される、請求項18に記載の電子デバイス。
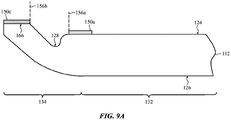
- 電子デバイス用カバーに装飾インクを塗布するための方法であって、
前記カバーの平面表面の少なくとも部分上に第1のインクをパッド印刷することであって、前記平面表面の前記部分は、前記カバー内に形成される溝に隣接して位置する、ことと、
マスキング構造物を前記溝に隣接して前記カバー上に配置することであって、前記マスキング構造物は、
前記平面表面上に配置される保護膜と、
前記保護膜の部分に結合されるスペーサと、
前記スペーサに結合され、前記第1のインク上に位置する硬質最上部部品と、
を含む、ことと、
前記カバー内に形成される前記溝に第2のインクを直接塗布することと、
前記カバーの前記平面表面の少なくとも前記部分上にパッド印刷された前記インクの少なくとも部分に第3のインクを間接的に塗布することと、
を含む方法。 - 前記第1のインクと前記第3のインクとの間に継ぎ目のない移行ラインを形成することを更に含む、請求項21に記載の方法。
- 前記マスキング構造物の前記硬質最上部部品を用いて前記第2のインク塗布の少なくとも部分を遮ることによって、前記第2のインクが前記第1のインクの全体上に塗布されることを防ぐことを更に含む、請求項21に記載の方法。
- 前記カバー上に前記マスキング構造物を配置することは、
前記第1のインクの少なくとも部分を前記保護膜で覆うことと、
前記硬質最上部部品と前記第1のインクとの間に間隙を形成することと、
を含む、請求項21に記載の方法。 - 前記カバー上に前記マスキング構造物を配置することは、前記硬質最上部部品を前記第1のインクと位置合わせすることを含む、請求項21に記載の方法。
- 前記カバーの前記平面表面と反対側に位置する接触面の少なくとも部分上にインクをパッド印刷することであって、前記接触面と前記平面表面とは前記カバー内に形成される前記溝によって分離されている、ことを更に含む、請求項21に記載の方法。
- 前記第3のインクを間接的に塗布することは、前記溝の部分及び前記第1のインクの少なくとも部分上にインク噴霧を拡散することを含む、請求項21に記載の方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462042533P | 2014-08-27 | 2014-08-27 | |
| US62/042,533 | 2014-08-27 | ||
| US201562129707P | 2015-03-06 | 2015-03-06 | |
| US62/129,707 | 2015-03-06 | ||
| PCT/US2015/047057 WO2016033253A1 (en) | 2014-08-27 | 2015-08-26 | Sapphire cover for electronic devices |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP3213040U true JP3213040U (ja) | 2017-10-19 |
| JP3213040U7 JP3213040U7 (ja) | 2018-09-20 |
Family
ID=54066218
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017600011U Active JP3213040U (ja) | 2014-08-27 | 2015-08-26 | 電子デバイス用サファイアカバー |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US9977464B2 (ja) |
| JP (1) | JP3213040U (ja) |
| KR (1) | KR200488235Y1 (ja) |
| CN (1) | CN208557082U (ja) |
| DE (1) | DE212015000206U1 (ja) |
| WO (1) | WO2016033253A1 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9632537B2 (en) | 2013-09-23 | 2017-04-25 | Apple Inc. | Electronic component embedded in ceramic material |
| US9678540B2 (en) | 2013-09-23 | 2017-06-13 | Apple Inc. | Electronic component embedded in ceramic material |
| US9225056B2 (en) | 2014-02-12 | 2015-12-29 | Apple Inc. | Antenna on sapphire structure |
| USD784325S1 (en) * | 2014-05-09 | 2017-04-18 | Lg Electronics Inc. | Wearable device |
| USD771035S1 (en) * | 2014-08-11 | 2016-11-08 | Apple Inc. | Wearable device |
| USD724469S1 (en) * | 2014-08-11 | 2015-03-17 | Apple Inc. | Band |
| CA160998S (en) * | 2014-08-11 | 2016-04-01 | Apple Inc | Wearable electronic device |
| USD737157S1 (en) * | 2014-08-11 | 2015-08-25 | Apple Inc. | Wearable device |
| USD771036S1 (en) * | 2014-08-11 | 2016-11-08 | Apple Inc. | Wearable device |
| US10164322B2 (en) * | 2014-08-27 | 2018-12-25 | Apple Inc. | Signal transmission system for electronic devices |
| USD766767S1 (en) * | 2015-05-26 | 2016-09-20 | Garmin Switzerland Gmbh | Electronic device |
| US20170066108A1 (en) * | 2015-09-03 | 2017-03-09 | Apple Inc. | Forming a smooth matte surface of a ceramic material |
| USD781853S1 (en) | 2016-03-07 | 2017-03-21 | Apple Inc. | Wearable device |
| EP3232276B1 (fr) * | 2016-04-01 | 2020-08-26 | Richemont International S.A. | Composant de mouvement horloger |
| KR102446856B1 (ko) * | 2016-06-29 | 2022-09-23 | 삼성디스플레이 주식회사 | 커버 윈도우 및 그 제조 방법 |
| KR20210114774A (ko) * | 2020-03-11 | 2021-09-24 | 삼성전자주식회사 | 전자 장치의 커버 및 이의 제작 방법 |
| USD967801S1 (en) | 2021-02-10 | 2022-10-25 | Meta Platforms Technologies, Llc | Wearable device |
| CN112768822A (zh) * | 2020-12-30 | 2021-05-07 | Oppo广东移动通信有限公司 | 壳体组件、制备方法和电子设备 |
| USD997754S1 (en) * | 2021-02-10 | 2023-09-05 | Meta Platforms Technologies, Llc | Wearable device |
| CN114714160B (zh) * | 2022-05-05 | 2023-03-17 | 东莞塘厦泰兴表业制造有限公司 | 一种表壳表面溜光工艺 |
| CN114888461B (zh) * | 2022-05-30 | 2023-05-16 | 常州英诺激光科技有限公司 | 一种复合式激光在厚蓝宝石加工通孔的装置及方法 |
Family Cites Families (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH537170A (fr) * | 1971-06-21 | 1973-05-31 | Omega Louis Brandt & Freres S | Boîtier de protection pour montre-bracelet |
| CH67374A4 (ja) * | 1974-01-18 | 1975-09-15 | ||
| CH641313GA3 (ja) * | 1980-05-31 | 1984-02-29 | ||
| CH683482B5 (fr) | 1991-12-28 | 1994-09-30 | Ebauchesfabrik Eta Ag | Procédé pour l'assemblage d'une glace sur une boîte de montre, pièce d'horlogerie comprenant des moyens de positionnement d'une glace sur une boîte, et glace destinée à équiper une telle pièce. |
| US5369267A (en) * | 1993-05-18 | 1994-11-29 | Intevac, Inc. | Microchannel image intensifier tube with novel sealing feature |
| US5545277A (en) * | 1994-10-03 | 1996-08-13 | Ford Motor Company | Plate glass edge strength |
| JP2957492B2 (ja) * | 1996-03-26 | 1999-10-04 | 合資会社亀井鉄工所 | ワーク表面の研削方法 |
| DE69827768D1 (de) * | 1998-04-02 | 2004-12-30 | Comadur Sa | Uhrglas mit einer Linse und Verfahren zur Herstellung einer solchen Linse |
| DE69911908T2 (de) * | 1999-03-03 | 2004-11-04 | Rolex Sa | Vorrichtung zur dichten Befestigung eines Uhrglases an einem Uhrengehäuse |
| JP2002091329A (ja) | 2000-09-19 | 2002-03-27 | Matsushita Electric Ind Co Ltd | 表示装置 |
| KR100474750B1 (ko) * | 2000-10-13 | 2005-03-10 | 가부시키가이샤 덴소 | 터치 패널, 표시장치, 및 터치 패널의 제조방법 |
| JP2002326157A (ja) * | 2001-04-27 | 2002-11-12 | Kyocera Corp | ウェーハ研磨用プレート及びその加工方法 |
| US6953735B2 (en) * | 2001-12-28 | 2005-10-11 | Semiconductor Energy Laboratory Co., Ltd. | Method for fabricating a semiconductor device by transferring a layer to a support with curvature |
| US6677906B2 (en) * | 2002-04-17 | 2004-01-13 | Dell Products L.P. | Glass antenna for laptop computers |
| CH695801A5 (fr) * | 2002-11-26 | 2006-08-31 | Comadur Sa | Glace de montre avec une lentille non circulaire et procédé pour façonner une telle lentille. |
| JP2006027023A (ja) | 2004-07-14 | 2006-02-02 | Seiko Epson Corp | 装飾品、時計、電子機器および装飾品の製造方法 |
| US8350766B2 (en) * | 2004-11-01 | 2013-01-08 | Asahi Glass Company, Limited | Antenna-embedded laminated glass |
| US20060196849A1 (en) * | 2005-03-04 | 2006-09-07 | Kevin Moeggenborg | Composition and method for polishing a sapphire surface |
| US7368307B2 (en) * | 2005-06-07 | 2008-05-06 | Eastman Kodak Company | Method of manufacturing an OLED device with a curved light emitting surface |
| DE602005010988D1 (de) * | 2005-06-14 | 2008-12-24 | Rado Montres Sa | Gehäuse durch ein Glas verschlossen mit nicht sichtbarer Verbindung oder mit Dekorierungsmöglichkeit, und Herstellungsverfahren dafür |
| JP3146924U (ja) * | 2005-06-14 | 2008-12-11 | コマディール・エス アー | 透明材料とシリコン・ベース・アモルファス材料を結合する技術的又は装飾的部材 |
| ATE445869T1 (de) * | 2005-06-14 | 2009-10-15 | Asulab Sa | Montage eines sensorglases in einem gehäuse |
| WO2008083073A1 (en) * | 2006-12-28 | 2008-07-10 | Saint-Gobain Ceramics & Plastics, Inc. | Sapphire substrates and methods of making same |
| CA2700413A1 (en) * | 2007-10-05 | 2009-04-09 | Saint-Gobain Ceramics & Plastics, Inc. | Polishing of sapphire with composite slurries |
| CN102388003B (zh) * | 2009-03-02 | 2014-11-19 | 苹果公司 | 用于强化用于便携式电子设备的玻璃盖的技术 |
| US8549882B2 (en) * | 2009-09-30 | 2013-10-08 | Apple Inc. | Pre-processing techniques to produce complex edges using a glass slumping process |
| JP5819076B2 (ja) * | 2010-03-10 | 2015-11-18 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
| US8824140B2 (en) * | 2010-09-17 | 2014-09-02 | Apple Inc. | Glass enclosure |
| KR101263082B1 (ko) * | 2010-11-15 | 2013-05-09 | 주식회사 엘지실트론 | 사파이어 잉곳 성장장치 |
| US8616024B2 (en) * | 2010-11-30 | 2013-12-31 | Corning Incorporated | Methods for forming grooves and separating strengthened glass substrate sheets |
| US8665235B2 (en) * | 2011-05-27 | 2014-03-04 | Auden Techno Corp. | Touch structure and touch panel having an antenna function |
| US10061356B2 (en) * | 2011-06-30 | 2018-08-28 | Samsung Display Co., Ltd. | Flexible display panel and display apparatus including the flexible display panel |
| JP2013021581A (ja) | 2011-07-13 | 2013-01-31 | Nec Saitama Ltd | 電子機器及びそのイルミネーション方法 |
| US8980115B2 (en) * | 2011-09-16 | 2015-03-17 | Amazon Technologies, Inc. | Cover glass for electronic devices |
| US9864403B2 (en) * | 2011-12-02 | 2018-01-09 | Apple Inc. | Electronic devices with structural glass members |
| US8773848B2 (en) * | 2012-01-25 | 2014-07-08 | Apple Inc. | Fused glass device housings |
| JP2013179145A (ja) | 2012-02-28 | 2013-09-09 | Sharp Corp | サファイア基板の製造方法及びサファイア基板 |
| US10052848B2 (en) * | 2012-03-06 | 2018-08-21 | Apple Inc. | Sapphire laminates |
| GB201215002D0 (en) * | 2012-08-23 | 2012-10-10 | Corp | Method of cutting super-hard materials |
| US9288294B2 (en) * | 2012-10-19 | 2016-03-15 | Htc Corporation | Handheld electronic device and method for assembling display panel thereof |
| JP2016506099A (ja) * | 2012-11-14 | 2016-02-25 | ジーティーエイティー コーポレーションGtat Corporation | 極薄サファイアカバープレートを含有してなる携帯用電子機器 |
| KR20140082432A (ko) * | 2012-12-24 | 2014-07-02 | 삼성전기주식회사 | 베젤부내 상감 인쇄부를 갖는 윈도우글라스 및 상기 윈도우글라스 제조방법 |
| KR101975490B1 (ko) * | 2013-02-18 | 2019-05-08 | 삼성디스플레이 주식회사 | 커버 윈도우 및 이를 구비한 표시 장치 |
| US9632537B2 (en) * | 2013-09-23 | 2017-04-25 | Apple Inc. | Electronic component embedded in ceramic material |
| US9678540B2 (en) * | 2013-09-23 | 2017-06-13 | Apple Inc. | Electronic component embedded in ceramic material |
| US10164322B2 (en) * | 2014-08-27 | 2018-12-25 | Apple Inc. | Signal transmission system for electronic devices |
| DE212015000214U1 (de) * | 2014-09-02 | 2017-05-12 | Apple Inc. | Am Körper tragbare elektronische Vorrichtung |
-
2015
- 2015-08-26 CN CN201590000892.3U patent/CN208557082U/zh active Active
- 2015-08-26 DE DE212015000206.3U patent/DE212015000206U1/de active Active
- 2015-08-26 JP JP2017600011U patent/JP3213040U/ja active Active
- 2015-08-26 WO PCT/US2015/047057 patent/WO2016033253A1/en active Application Filing
- 2015-08-26 KR KR2020177000014U patent/KR200488235Y1/ko active IP Right Grant
- 2015-08-26 US US14/836,943 patent/US9977464B2/en active Active
-
2018
- 2018-05-09 US US15/975,522 patent/US10691169B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20170001239U (ko) | 2017-04-10 |
| US20160062405A1 (en) | 2016-03-03 |
| US20180284843A1 (en) | 2018-10-04 |
| US10691169B2 (en) | 2020-06-23 |
| US9977464B2 (en) | 2018-05-22 |
| DE212015000206U1 (de) | 2017-05-02 |
| WO2016033253A1 (en) | 2016-03-03 |
| KR200488235Y1 (ko) | 2018-12-31 |
| CN208557082U (zh) | 2019-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3213040U (ja) | 電子デバイス用サファイアカバー | |
| US11864304B2 (en) | Patterned glass layers in electronic devices | |
| US9423772B2 (en) | Ceramic element inlaid with at least one composite ceramic decoration | |
| EP3126089B1 (en) | Laser welding of transparent and opaque materials | |
| US10696011B2 (en) | Display device including fine bump for adjusting attachment and detachment and manufacturing method therefor | |
| CN109291560B (zh) | 一种玻璃壳体结构及其制备方法 | |
| CN110770186B (zh) | 玻璃板 | |
| CN109204168B (zh) | 附着有装饰层的透明板及显示装置 | |
| US9844898B2 (en) | Mirror feature in devices | |
| CN101252050B (zh) | 按键开关用加饰按键板 | |
| KR20170086912A (ko) | 휴대용단말기 보호필름과 이를 제조하는 방법 및 제조장치 | |
| CN106541768A (zh) | 一种金属表面瓷釉质感的制作方法、壳体及移动终端 | |
| KR101282081B1 (ko) | 모바일기기용 커버 액세서리 및 그 제조방법 | |
| US20170066108A1 (en) | Forming a smooth matte surface of a ceramic material | |
| JP2006027023A (ja) | 装飾品、時計、電子機器および装飾品の製造方法 | |
| KR101295201B1 (ko) | 비정전용량형 터치 입력이 가능한 터치스크린용 적층보호필름, 이를 이용한 모바일기기 및 보호케이스 | |
| JP2016196383A (ja) | 表示画面保護用ガラスフィルム、その製造方法および携帯端末 | |
| KR200456840Y1 (ko) | 디스플레이 장치용 표면 보호필름 | |
| KR20190017004A (ko) | It 기기 부품의 데코레이션 코팅처리 방법 | |
| JP2022044857A (ja) | 外装部材、電子機器、時計及び外装部材の製造方法 | |
| KR20170096329A (ko) | 이동통신단말기용 장식케이스 및 그 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3213040 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R231 | Written correction (descriptions, etc.) |
Free format text: JAPANESE INTERMEDIATE CODE: R231 |
|
| R157 | Certificate of patent or utility model (correction) |
Free format text: JAPANESE INTERMEDIATE CODE: R157 |
|
| R157 | Certificate of patent or utility model (correction) |
Free format text: JAPANESE INTERMEDIATE CODE: R157 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |