JP2021075303A - 鮮度保持用袋体及びその製造方法 - Google Patents
鮮度保持用袋体及びその製造方法 Download PDFInfo
- Publication number
- JP2021075303A JP2021075303A JP2019203332A JP2019203332A JP2021075303A JP 2021075303 A JP2021075303 A JP 2021075303A JP 2019203332 A JP2019203332 A JP 2019203332A JP 2019203332 A JP2019203332 A JP 2019203332A JP 2021075303 A JP2021075303 A JP 2021075303A
- Authority
- JP
- Japan
- Prior art keywords
- joint portion
- joint
- film
- bag body
- outer peripheral
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Packages (AREA)
- Making Paper Articles (AREA)
Abstract
Description
フィルムによって形成された袋体であって、
前記フィルムの2つの端部が互いに重ねられ接合されている帯状領域を備え、
前記帯状領域が、該帯状領域の長手方向に沿って互いに平行に延び前記フィルムの2つの端部を接合している線状の第1の接合部分および第2の接合部分を含み、
前記第1の接合部分および第2の接合部分のそれぞれが、前記重ねられた2枚のフィルムが接合されている複数の細長い接合部を有し、
前記第1の接合部分および第2の接合部分において、前記複数の細長い接合部は断続的に前記帯状領域の長手方向に縦列配置され、
前記第1の接合部分および第2の接合部分内で前記帯状領域の長手方向に隣接する前記細長い接合部の間には、前記重ねられたフィルムの端部が接合されていない非接合部が形成され、
前記非接合部が前記袋体の内部と外部とを連通させる通気路の一部を構成し、
前記第1の接合部分に含まれる非接合部と前記第2の接合部分に含まれる非接合部とが、前記帯状領域の幅方向に重ならないように配置され、
下記式1から式5を満たす、
0.5mm≦W1≦18mm・・・(式1)
0.5mm≦W2≦18mm・・・(式2)
5mm≦2W+D≦20mm・・・(式3)
0.2mm≦L1≦3mm・・・(式4)
0.2mm≦L2≦3mm・・・(式5)
(W1は第1の接合部分の接合部の幅であり、W2は第2の接合部分の接合部の幅であり、Dは第1の接合部分と第2の接合部分の間隔であり、L1は第1の接合部分の非接合部の長さであり、L2は第2の接合部分の非接合部の長さである。)
ことを特徴とする袋体が提供される。
前記帯状領域の幅方向に隣接する前記第1の接合部分に含まれる接合部と前記第2の接合部分に含まれる接合部との前記帯状領域の幅方向で重なる部分の長さL3が、20mm以上200mm以下である。
前記接合部が超音波接合部である。
上記いずれかの袋体を製造する袋体製造方法であって、
超音波溶着によって前記第1の接合部分および前記第2の接合部分を形成するステップを備え、
前記形成ステップが、前記第1の接合部分に対応する第1の凸部列と、該第1の凸部列から幅方向に距離Dだけ離間し前記第2の接合部分に対応する第2の凸部列とが形成されている円板状の超音波溶着アンビルの外周部と、円板状の超音波ホーンの外周部との間に前記フィルムの重ねられた端部を挟持し、前記超音波溶着アンビルと円板状の超音波ホーンとを前記フィルムの重ねられた端部に対して回転させ、前記フィルムの端部に前記第1の接合部分および前記第2の接合部分を連続的に形成していくステップであり、
前記第1の凸部列では、前記第1の接合部分における接合部に対応した凸部が前記第1の接合部分における非接合部に対応する間隔をおいて外周面に周方向に断続的に形成され、前記第2の凸部列では、前記第2の接合部分における接合部に対応した凸部が前記第2の接合部分における非接合部に対応する間隔をおいて外周面に周方向に断続的に形成されている、
ことを特徴とする袋体の製造方法が提供される。
上記いずれかの袋体を製造する袋体製造方法であって、
超音波溶着によって前記第1の接合部分および前記第2の接合部分の少なくとも一方を形成するステップを備え、
前記形成ステップが、
前記第1の接合部分および前記第2の接合部分の一方における接合部に対応した凸部が前記第1の接合部分および前記第2の接合部分の一方における非接合部に対応する間隔をおいて外周面に周方向に断続的に形成されている円板状の第1の超音波溶着アンビルの外周面と、円板状の超音波ホーンの外周面との間に、前記フィルムの重ねられた端部を挟持し、前記第1の超音波溶着アンビルおよび超音波ホーンを前記フィルムの重ねられた端部に対して回転させ、前記フィルムの端部に前記第1の接合部分および前記第2の接合部分の一方を連続的に形成していくステップと、
前記第1の接合部分および前記第2の接合部分の他方における接合部に対応した凸部が前記第1の接合部分および前記第2の接合部分の他方における非接合部に対応する間隔をおいて外周面に周方向に断続的に形成されている円板状の第2の超音波溶着アンビルの外周面と、円板状の超音波ホーンの外周面との間に、前記フィルムの重ねられた端部を挟持し、前記第2の超音波溶着アンビルおよび超音波ホーンを前記フィルムの重ねられた端部に対して回転させ、前記フィルムの端部に前記第1の接合部分および前記第2の接合部分の他方を連続的に形成していくステップと、を有している、
ことを特徴とする袋体の製造方法が提供される。
前記回転が、25mm/秒以上の周速で行われる。
さらに、この値は、6mm以上15mm以下がより好ましく、7mm以上12mm以下が更に好ましい。
さらに、L1、L2は、0.3mm以上1.5mm以下が好ましく、0.5mm以上1.2mm以下がより好ましい。
本発明の実施形態の袋体1は、1枚のフィルム2の両端部、または2枚のフィルムの各端部を重ねて接合することにより形成される。接合方法には、特に制限はなくヒートシールによる方法、接着剤を用いる方法、超音波溶着法などの方法を用いることができる。
フィルムとして、縦80cm、横150cm、厚さ150μmのポリエチレン/未延伸ポリプロピレン複合フィルム(未延伸ポリプロピレン側が接合面)のフィルムを用いた。
帯状領域を幅15mm、W1=2mm、W2=5mm、D=8mm、L1=0.4mm、L2=0.5mm、L3=120mmとした点を除き、実施例1と同様にして実施例2を実施したところ、実施例1と同様の結果が得られた。
帯状領域を幅15mm、W1=6mm、W2=7mm、D=2mm、L1=2mm、L2=2mm、L3=120mmとした点を除き、実施例1と同様にして実施例3を実施したところ、実施例1と同様の結果が得られた。
フィルムとして、縦40cm、横60cm、厚さ30μmのポリエチレン/未延伸ポリプロピレン複合フィルム(未延伸ポリプロピレン側が接合面)のフィルムを用いた。
このフィルムを用いて、帯状領域を10mm、W1=3mm、W2=3mm、D=4mm、L1=1mm、L2=1mm、L3=100mmとした点を除き、実施例1と同様にして袋体を作成した。
フィルムとして、縦50cm、横70cm、厚さ150μmのポリエチレンをコートした紙(ポリエチレン側が接合面)のフィルムを用いた。
2:フィルム
2a、2b:(フィルムの)端部分
4:帯状領域
12:線状の第1の接合部分
12a:第1の接合部
12b:第1の非接合部
14:線状の第2の接合部分
14a:第2の接合部
14b:第2の非接合部
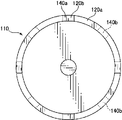
100:溶着装置
108:ホーン
110:アンビル
120:第1の凸条
120a:第1の凸部
120b:第1の凹部
140:第2の凸条
140a:第2の凸部
140b:第2の凹部
Claims (7)
- フィルムによって形成された袋体であって、
前記フィルムの2つの端部が互いに重ねられ接合されている帯状領域を備え、
前記帯状領域が、該帯状領域の長手方向に沿って互いに平行に延び前記フィルムの2つの端部を接合している線状の第1の接合部分および第2の接合部分を含み、
前記第1の接合部分および第2の接合部分のそれぞれが、前記重ねられた2枚のフィルムが接合されている複数の細長い接合部を有し、
前記第1の接合部分および第2の接合部分において、前記複数の細長い接合部は断続的に前記帯状領域の長手方向に縦列配置され、
前記第1の接合部分および第2の接合部分内で前記帯状領域の長手方向に隣接する前記細長い接合部の間には、前記重ねられたフィルムの端部が接合されていない非接合部が形成され、
前記非接合部が前記袋体の内部と外部とを連通させる通気路の一部を構成し、
前記第1の接合部分に含まれる非接合部と前記第2の接合部分に含まれる非接合部とが、前記帯状領域の幅方向に重ならないように配置され、
下記式1から式5を満たす、
0.5mm≦W1≦18mm・・・(式1)
0.5mm≦W2≦18mm・・・(式2)
5mm≦2W+D≦20mm・・・(式3)
0.2mm≦L1≦3mm・・・(式4)
0.2mm≦L2≦3mm・・・(式5)
(W1は第1の接合部分の接合部の幅であり、W2は第2の接合部分の接合部の幅であり、Dは第1の接合部分と第2の接合部分の間隔であり、L1は第1の接合部分の非接合部の長さであり、L2は第2の接合部分の非接合部の長さである。)
ことを特徴とする袋体。 - 前記帯状領域の幅方向に隣接する前記第1の接合部分に含まれる接合部と前記第2の接合部分に含まれる接合部との前記帯状領域の幅方向で重なる部分の長さL3が、20mm以上200mm以下である、
請求項1記載の袋体。 - 前記フィルムの厚さが、30μm以上400μm以下である、
請求項1または2に記載の袋体。 - 前記接合部が超音波接合部である、
請求項1ないし3のいずれか1項に記載の袋体。 - 請求項1ないし4のいずれか1項に記載の袋体を製造する袋体製造方法であって、
超音波溶着によって前記第1の接合部分および前記第2の接合部分を形成するステップを備え、
前記形成ステップが、前記第1の接合部分に対応する第1の凸部列と、該第1の凸部列から幅方向に距離Dだけ離間し前記第2の接合部分に対応する第2の凸部列とが形成されている円板状の超音波溶着アンビルの外周部と、円板状の超音波ホーンの外周部との間に前記フィルムの重ねられた端部を挟持し、前記超音波溶着アンビルと円板状の超音波ホーンとを前記フィルムの重ねられた端部に対して回転させ、前記フィルムの端部に前記第1の接合部分および前記第2の接合部分を連続的に形成していくステップであり、
前記第1の凸部列では、前記第1の接合部分における接合部に対応した凸部が前記第1の接合部分における非接合部に対応する間隔をおいて外周面に周方向に断続的に形成され、前記第2の凸部列では、前記第2の接合部分における接合部に対応した凸部が前記第2の接合部分における非接合部に対応する間隔をおいて外周面に周方向に断続的に形成されている、
ことを特徴とする袋体の製造方法。 - 請求項1ないし4のいずれか1項に記載の袋体を製造する袋体製造方法であって、
超音波溶着によって前記第1の接合部分および前記第2の接合部分の少なくとも一方を形成するステップを備え、
前記形成ステップが、
前記第1の接合部分および前記第2の接合部分の一方における接合部に対応した凸部が前記第1の接合部分および前記第2の接合部分の一方における非接合部に対応する間隔をおいて外周面に周方向に断続的に形成されている円板状の第1の超音波溶着アンビルの外周面と、円板状の超音波ホーンの外周面との間に、前記フィルムの重ねられた端部を挟持し、前記第1の超音波溶着アンビルおよび超音波ホーンを前記フィルムの重ねられた端部に対して回転させ、前記フィルムの端部に前記第1の接合部分および前記第2の接合部分の一方を連続的に形成していくステップと、
前記第1の接合部分および前記第2の接合部分の他方における接合部に対応した凸部が前記第1の接合部分および前記第2の接合部分の他方における非接合部に対応する間隔をおいて外周面に周方向に断続的に形成されている円板状の第2の超音波溶着アンビルの外周面と、円板状の超音波ホーンの外周面との間に、前記フィルムの重ねられた端部を挟持し、前記第2の超音波溶着アンビルおよび超音波ホーンを前記フィルムの重ねられた端部に対して回転させ、前記フィルムの端部に前記第1の接合部分および前記第2の接合部分の他方を連続的に形成していくステップと、を有している、
ことを特徴とする袋体の製造方法。 - 前記回転が、25mm/秒以上の周速で行われる、
請求項5または6に記載の袋体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019203332A JP2021075303A (ja) | 2019-11-08 | 2019-11-08 | 鮮度保持用袋体及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019203332A JP2021075303A (ja) | 2019-11-08 | 2019-11-08 | 鮮度保持用袋体及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021075303A true JP2021075303A (ja) | 2021-05-20 |
| JP2021075303A5 JP2021075303A5 (ja) | 2021-10-14 |
Family
ID=75899324
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019203332A Pending JP2021075303A (ja) | 2019-11-08 | 2019-11-08 | 鮮度保持用袋体及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2021075303A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023076024A1 (en) * | 2021-10-27 | 2023-05-04 | Illinois Tool Works Inc. | Valve application system and method |
| WO2023218768A1 (ja) * | 2022-05-11 | 2023-11-16 | 株式会社W | コーヒー保存用袋体およびその製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03168030A (ja) * | 1989-11-28 | 1991-07-19 | Nagano Kida Kogyo Kk | きのこ栽培用袋の開口部封止方法 |
| JP2019182508A (ja) * | 2018-04-13 | 2019-10-24 | 株式会社W | 鮮度保持用袋体及びその製造方法 |
-
2019
- 2019-11-08 JP JP2019203332A patent/JP2021075303A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03168030A (ja) * | 1989-11-28 | 1991-07-19 | Nagano Kida Kogyo Kk | きのこ栽培用袋の開口部封止方法 |
| JP2019182508A (ja) * | 2018-04-13 | 2019-10-24 | 株式会社W | 鮮度保持用袋体及びその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023076024A1 (en) * | 2021-10-27 | 2023-05-04 | Illinois Tool Works Inc. | Valve application system and method |
| WO2023218768A1 (ja) * | 2022-05-11 | 2023-11-16 | 株式会社W | コーヒー保存用袋体およびその製造方法 |
| JP2023168182A (ja) * | 2022-05-11 | 2023-11-24 | 株式会社W | コーヒー保存用袋体およびその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2021075303A (ja) | 鮮度保持用袋体及びその製造方法 | |
| US10974888B2 (en) | Lidded container and container used therefor | |
| KR20010012277A (ko) | 가요성 저장 백 | |
| US20050037164A1 (en) | Liquid-trapping bag for use in vacuum packaging | |
| US20090202183A1 (en) | Packaging body and film made of resin used therefor | |
| US20220144496A1 (en) | Package having a lap or fin seal gap elimination feature | |
| JPH07112746A (ja) | 易開封性密封袋 | |
| JP2019131215A (ja) | 鮮度保持用包装材およびその製造方法 | |
| JPS63191775A (ja) | 生鮮食品の商品寿命を延ばすための包装容器及び包装方法 | |
| JPH10250764A (ja) | ピロ−包装用袋 | |
| WO2021039717A1 (ja) | 鮮度保持用袋体の製造方法 | |
| JP4987532B2 (ja) | シールフィルムの製造方法およびインナーシール付き容器の製造方法 | |
| JP7220911B2 (ja) | 鮮度保持用袋体及びその製造方法 | |
| WO2020009036A1 (ja) | 鮮度保持容器、鮮度保持容器構成用部材及びその製造方法 | |
| WO2019198809A1 (ja) | 鮮度保持用袋体およびその製造方法 | |
| US20190359363A1 (en) | Reusable tamper-evident bag | |
| JP6025323B2 (ja) | 複合紙製容器 | |
| JP2022170423A (ja) | コーヒー保存用袋体およびコーヒー保存方法 | |
| JP2020172281A (ja) | 鮮度保持用袋体およびその製造方法 | |
| JP2001122293A (ja) | 開封用ノッチ付き合成樹脂製包装袋 | |
| JPH0627547Y2 (ja) | 多層フィルム保形容器 | |
| JP3051482B2 (ja) | きのこの包装袋及びきのこの包装袋の製造方法 | |
| JP2022014254A (ja) | 袋体 | |
| JPS59209541A (ja) | 袋およびその製造法 | |
| JPS6217421Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210901 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210901 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220707 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220727 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230208 |