JP2020200061A - チューブ容器 - Google Patents
チューブ容器 Download PDFInfo
- Publication number
- JP2020200061A JP2020200061A JP2019106975A JP2019106975A JP2020200061A JP 2020200061 A JP2020200061 A JP 2020200061A JP 2019106975 A JP2019106975 A JP 2019106975A JP 2019106975 A JP2019106975 A JP 2019106975A JP 2020200061 A JP2020200061 A JP 2020200061A
- Authority
- JP
- Japan
- Prior art keywords
- tube container
- spout
- loop
- container according
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003825 pressing Methods 0.000 claims abstract description 5
- 229920005989 resin Polymers 0.000 claims description 13
- 239000011347 resin Substances 0.000 claims description 13
- 238000012360 testing method Methods 0.000 claims description 7
- 230000002093 peripheral effect Effects 0.000 abstract description 4
- 239000010408 film Substances 0.000 description 46
- -1 cyclic olefin Chemical class 0.000 description 17
- 229920001684 low density polyethylene Polymers 0.000 description 11
- 239000004702 low-density polyethylene Substances 0.000 description 11
- 239000005020 polyethylene terephthalate Substances 0.000 description 9
- 229920000139 polyethylene terephthalate Polymers 0.000 description 9
- 230000004927 fusion Effects 0.000 description 8
- 230000004888 barrier function Effects 0.000 description 7
- 229920000092 linear low density polyethylene Polymers 0.000 description 7
- 239000004707 linear low-density polyethylene Substances 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 6
- 238000003475 lamination Methods 0.000 description 5
- 238000000034 method Methods 0.000 description 5
- 239000000565 sealant Substances 0.000 description 5
- 239000000606 toothpaste Substances 0.000 description 5
- 229940034610 toothpaste Drugs 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 239000003463 adsorbent Substances 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 238000000748 compression moulding Methods 0.000 description 3
- 125000004122 cyclic group Chemical group 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- 229910052814 silicon oxide Inorganic materials 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000009820 dry lamination Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 235000013305 food Nutrition 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 229910052809 inorganic oxide Inorganic materials 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229920001179 medium density polyethylene Polymers 0.000 description 2
- 239000004701 medium-density polyethylene Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229920006284 nylon film Polymers 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- 239000006072 paste Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000007740 vapor deposition Methods 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 239000004716 Ethylene/acrylic acid copolymer Substances 0.000 description 1
- 101100206738 Mus musculus Tiam2 gene Proteins 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- BAPJBEWLBFYGME-UHFFFAOYSA-N acrylic acid methyl ester Natural products COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 229910052810 boron oxide Inorganic materials 0.000 description 1
- 235000014121 butter Nutrition 0.000 description 1
- BRPQOXSCLDDYGP-UHFFFAOYSA-N calcium oxide Chemical compound [O-2].[Ca+2] BRPQOXSCLDDYGP-UHFFFAOYSA-N 0.000 description 1
- 239000000292 calcium oxide Substances 0.000 description 1
- ODINCKMPIJJUCX-UHFFFAOYSA-N calcium oxide Inorganic materials [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- JKWMSGQKBLHBQQ-UHFFFAOYSA-N diboron trioxide Chemical compound O=BOB=O JKWMSGQKBLHBQQ-UHFFFAOYSA-N 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 235000008960 ketchup Nutrition 0.000 description 1
- 229910000464 lead oxide Inorganic materials 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 235000010746 mayonnaise Nutrition 0.000 description 1
- 239000008268 mayonnaise Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 230000000877 morphologic effect Effects 0.000 description 1
- SIWVEOZUMHYXCS-UHFFFAOYSA-N oxo(oxoyttriooxy)yttrium Chemical compound O=[Y]O[Y]=O SIWVEOZUMHYXCS-UHFFFAOYSA-N 0.000 description 1
- YEXPOXQUZXUXJW-UHFFFAOYSA-N oxolead Chemical compound [Pb]=O YEXPOXQUZXUXJW-UHFFFAOYSA-N 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- CHWRSCGUEQEHOH-UHFFFAOYSA-N potassium oxide Chemical compound [O-2].[K+].[K+] CHWRSCGUEQEHOH-UHFFFAOYSA-N 0.000 description 1
- 229910001950 potassium oxide Inorganic materials 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- KKCBUQHMOMHUOY-UHFFFAOYSA-N sodium oxide Chemical compound [O-2].[Na+].[Na+] KKCBUQHMOMHUOY-UHFFFAOYSA-N 0.000 description 1
- 229910001948 sodium oxide Inorganic materials 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 238000000427 thin-film deposition Methods 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
Images



Landscapes
- Tubes (AREA)
Abstract
Description
しかし、それらの頭部は、口部の外側に傾斜した円錐台の側面形状を有する頭部が使用されてきた。
内容物を注出する注出ユニットと、前記注出ユニットに溶着され、前記内容物を収容するための胴部とから構成され、
前記注出ユニットは、前記内容物が注出される注出口部と、該注出口部から径方向の外側に張り出す肩部とを備え、
前記胴部は、フィルムの一方の側端縁の一面側が他方の側端縁の他面側に重ね合わされ、且つ重ね合わされた前記一方の側端縁と前記他方の側端縁とが溶着され、
前記胴部の軸方向の一端は、前記肩部の外周面に溶着され、
前記胴部の軸方向の他端は、内面同士が合わされて溶着されることによって閉られ、
前記注出ユニットは、少なくとも内容物と接する面が非吸着性樹脂を含む樹脂で成形され、
前記胴部を構成するフィルムが、非吸着性樹脂を含む樹脂からなる内層と、ガスバリア性物質を含むガスバリア層である中間層と、非吸着性樹脂を含む樹脂からなる外層の少なくとも3層からなることを特徴とするチューブ容器が記載されている。
柔軟性のある胴部を有し、胴部を押圧して内容物を注出可能とするチューブ容器において、
筒状の注出口と、注出口下端の周縁から外側へ水平に広がるフランジとを有する口栓と、前記フランジ周縁に融着する柔軟性のある円筒状に成形された胴部と、からなり、
前記胴部が、下記条件(a)〜(d)で測定したループステフネスの負荷荷重から求められた、単位幅当りの反発力が30〜600mN/mmであって、
かつ、胴部を構成するフィルムの少なくとも一層が、胴部長さ方向に対して垂直な方向の易カット性を有することを特徴とするチューブ容器である。
(a)装置
ループステフネステスタ(商品名、株式会社東洋精機製作所製)
(b)ループ(試験片)形状
長さ60mm、幅10mm、試験片方向は胴部MD方向
(c)圧子の押し込み速度
3.3mm/sec
(d)圧子の押し込み量
圧子がループと接触した時点から5mm押し込む。
また、胴部を構成するフィルムの少なくとも一層が、胴部長さ方向に対して垂直な方向の易カット性を有することによって、胴部を容易に引き裂いて口栓の下方を開封し、内容物を最後まで取り出しすることができる。
図1は、本発明の一例を示すチューブ容器1で、螺合するキャップ4を外して開口した状態の縦断面図と、その部分拡大断面図である。
本発明のチューブ容器1は、薄肉で可撓性が高く柔軟性を有する胴部2と、胴部2の一端に融着する口栓3と、口栓3に螺合あるいは打栓によって嵌合するキャップ4と、から構成されている。
チューブ容器1は、上記柔軟性のある胴部2を押圧することによって、内圧が上昇し、外気に対して高い気圧の容器内部から、気圧の低い外部へ、内容物を注出することによって、平衡を取る作用が働き、内容物が注出可能となる。
筒状の注出口32外面には、キャップに螺合するねじ部や、打栓可能な係止リングなどが加工されている。
フランジが水平な平面である為、内容物を注出する時に、内容物が残らないように、最後
まで胴部をフランジ内面に押し当てることができる。
フランジの外側あるいは内側には、バリア性を有するバリア層や、その表裏のいずれか一方または両方に融着可能なフィルム融着層と、からなる積層フィルムが溶着したバリア性口栓であっても良い。
筒状の胴部2は、上端に口栓3と融着する肩融着部21を形成し、下端は、内容物を充填後、シーラント層23同士を合わせて底シール部22を形成して、チューブ容器1を形作っている。
使用する胴部2は、巻き取りフィルムを使用し、製袋機やピロースティック包装機などを使用して連続的に製造したチューブであってもよいし、長方形、あるいは正方形のフィルムの左右両端を一部重ね合わせて筒状にし、その合わせた端部近傍を融着した胴部2であってもかまわない。
特に、本発明の胴部2は、下記条件(a)〜(d)で測定したループステフネス(登録商標)の負荷荷重から求められた、単位幅当りの反発力が30〜600mN/mmであって、その為に、胴部の厚みは30μm以上250μm以下とすることが好ましい。
ループステフネスの反発力計測条件
(a)装置
ループステフネステスタ(商品名、株式会社東洋精機製作所製)
(b)ループ(試験片)形状
長さ60mm、幅10mm、試験片方向は胴部MD方向
(c)圧子の押し込み速度
3.3mm/sec
(d)圧子の押し込み量
圧子がループと接触した時点から5mm押し込む。
例えば、胴部長さ方向に対して垂直な方向の易カット性を有するようにする為に、シーラント層として、環状ポリオレフィン、環状オレフィンオリゴマーなどを添加したり、幅方向に1軸延伸した配向性の熱可塑性プラスチックフィルムを使用したりしても良い。
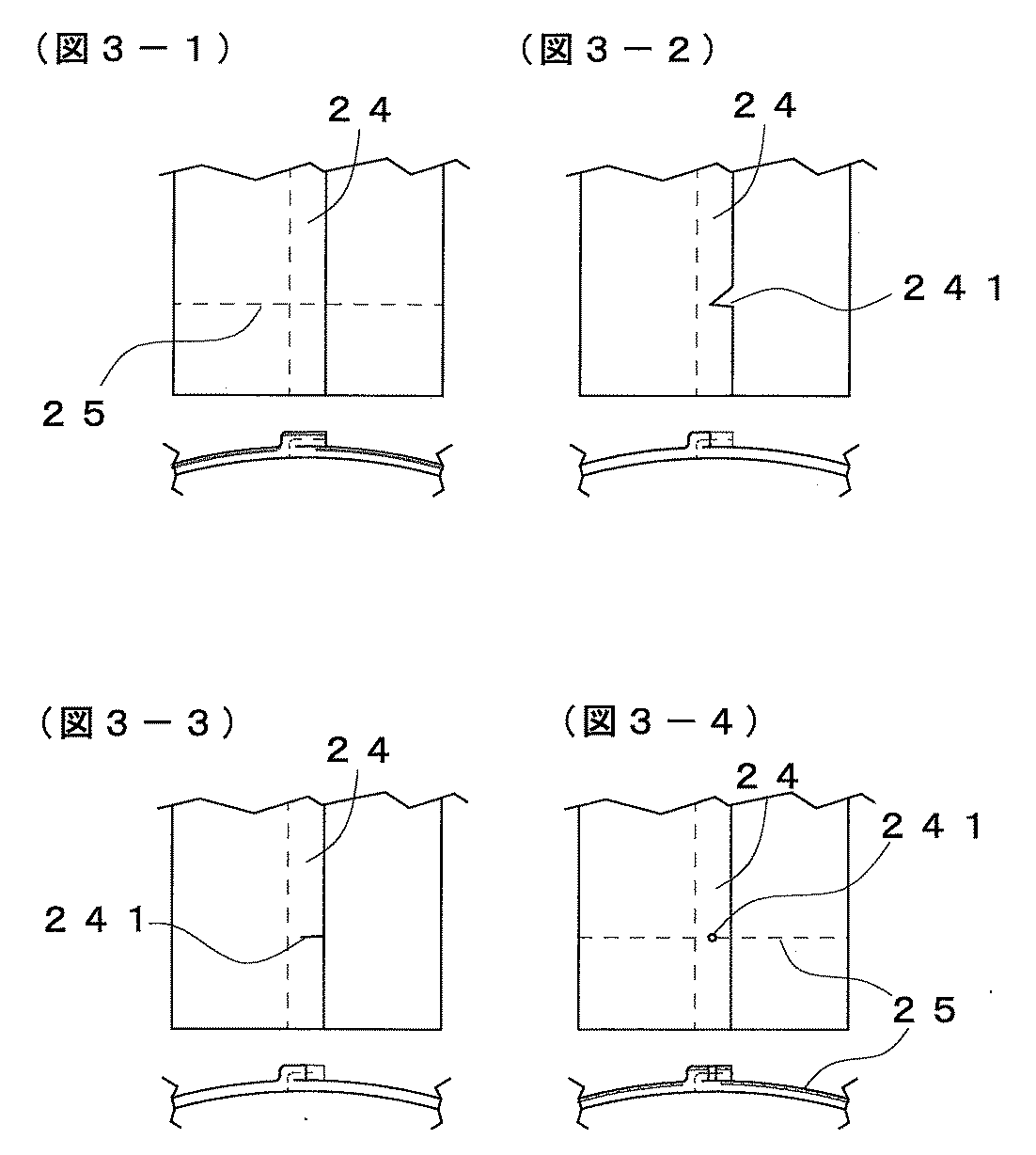
また、胴部の基材フィルムとして、2軸延伸ポリエチレンテレフタレートフィルム、2軸延伸ポリプロピレンフィルム、2軸延伸ポリアミドフィルムをベースにして、図2−1、図3−1に示すように、幅方向にレーザー光を走査したり、図3−4に示すようなミシン目加工を施したりしても良い。
引き裂き開始部241として、注出口と融着した位置からわずか下方の胴部背シール部に、ノッチ(図3−4)、あるいは切り欠き(図3−2)、切り込み(図3−3)等を設けることが好ましい。
さらに、レーザー光を走査するなどして、切り裂き易くした2軸延伸フィルムであれば、その内面、あるいは外面に、金属等の無機酸化物からなる蒸着層を設けたものであってもかまわない。
無機酸化物としては、酸化珪素、酸化アルミニウム、酸化マグネシウム、酸化カルシウ
ム、酸化カリウム、酸化錫、酸化ナトリウム、酸化ホウ素、酸化チタン、酸化鉛、酸化ジルコニウム、酸化イットリウムなどの金属の酸化物が使用できる。中でも生産性、価格面から酸化珪素、酸化アルミニウム、酸化マグネシウムなどが好ましい。
使用する樹脂として、低密度ポリエチレン、直鎖状低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、エチレン・プロピレン共重合体、エチレン酢酸ビニル共重合体、アイオノマー樹脂、エチレン・メチルアクリレート共重合体、エチレン・アクリル酸共重合体、エチレン・エチルアクリレート共重合体、などが使用できる。
さらに、バリア層を含む積層フィルムを内面や外面に融着する場合には、融着しやすいポリエチレン等の樹脂が使用される。
また、キャップと嵌合し、容器の密封性を確保する必要があり、硬度や剛性も高い材質が好ましい。
すなわち、螺合するキャップに対して、そのキャップの回転による想定回数の開閉頻度に応じて、密封強度を確保する必要がある。
打栓式のキャップであれば、打栓強度を担保する必要がある。
胴部として、外側から、2軸延伸6−ナイロンフィルム(厚さ15μm)/2軸延伸ポリエチレンテレフタレートフィルム(厚さ12μm)/環状ポリオレフィン10パーセント含有した易カット性ポリエチレンフィルム(厚さ100μm)をドライラミネーションによって貼り合せた積層フィルムを使用した。ループステフネスは223Nmであった。
胴部は上記積層フィルムを外径φ35mm、長さ150mmの筒状に合掌製袋し、低密度ポリエチレン製口栓の水平なフランジに融着し、チューブ容器とした。
合掌製袋時に、背シール部端面の全長に傷加工を施し、図2−2の形状のチューブ容器を作成した。
胴部として、外側から、酸化珪素を蒸着した2軸延伸ポリエチレンテレフタレートフィルム(厚さ12μm)/幅方向1軸延伸オレフィンフィルム(厚さ42μm)/環状ポリオレフィン10パーセント含有した易カット性ポリエチレンフィルム(厚さ60μm)をドライラミネーションによって貼り合せた積層フィルムを使用した。ループステフネスは190Nmであった。
胴部は上記積層フィルムを外径φ35mm、長さ150mmの筒状に合掌製袋し、低密度ポリエチレン製口栓の水平なフランジに融着し、チューブ容器とした。
合掌製袋時に、背シール部端面の口栓との融着部に近い位置に図3−4に示すようなノッチ加工を施した。
胴部として、外側から、2軸延伸6−ナイロンフィルム(厚さ15μm)/酸化珪素を蒸着した2軸延伸ポリエチレンテレフタレートフィルム(厚さ12μm)/直鎖状低密度ポリエチレンフィルム(厚さ100μm)をドライラミネーションによって貼り合せた積層フィルムを使用した。ループステフネスは212Nmであった。
胴部は上記積層フィルムを外径φ35mm、長さ150mmの筒状に合掌製袋し、低密度ポリエチレン製口栓の水平なフランジに融着し、チューブ容器とした。
合掌製袋時に、引き裂き開始部は施さなかった。
胴部として、外側から、直鎖状低密度ポリエチレンフィルム(厚さ100μm)/溶融低密度ポリエチレン(厚さ28μm)/低密度ポリエチレンフィルム(厚さ130μm)/溶融低密度ポリエチレン(厚さ28μm)/接着剤/2軸延伸ポリエチレンテレフタレートフィルム(厚さ12μm)/印刷(インキ)/アルミニウムを蒸着した2軸延伸ポリエチレンテレフタレートフィルム(厚さ12μm)/直鎖状低密度ポリエチレンフィルム(厚さ150μm)をドライラミネーションと押出ラミネーションによって貼り合せた積層フィルムを使用した。ループステフネスは3600Nmであった。
胴部は上記積層フィルムを長方形に切断し、チュービングマシーンで外径φ35mm、長さ150mmの筒状とし、コンプレッション成形によって口栓を成形し、一般的なラミネートチューブを作成し、チューブ容器とした。
胴部貼り合せ部に、引き裂き開始部は施さなかった。
胴部として、外側から、直鎖状低密度ポリエチレンフィルム(厚さ100μm)/溶融低密度ポリエチレン(厚さ28μm)/低密度ポリエチレンフィルム(厚さ130μm)/溶融低密度ポリエチレン(厚さ28μm)/接着剤/2軸延伸ポリエチレンテレフタレートフィルム(厚さ12μm)/印刷(インキ)/アルミニウムを蒸着した2軸延伸ポリエチレンテレフタレートフィルム(厚さ12μm)/直鎖状低密度ポリエチレンフィルム(厚さ150μm)をドライラミネーションと押出ラミネーションによって貼り合せた積層フィルムを使用した。ループステフネスは3600Nmであった。
胴部は上記積層フィルムを長方形に切断し、チュービングマシーンで外径φ35mm、長さ150mmの筒状とし、コンプレッション成形によって口栓を成形し、一般的なラミネートチューブを作成し、チューブ容器とした。
口栓を融着している端部から下方寄りの胴部円周に渡って、炭酸ガスレーザー光を走査し、図3−5に示すような脆弱部25を作成した。
内容物として練り歯磨き剤をチューブ容器下部から充填し、底部を融着し、図1に示すようなチューブ容器を得た。
キャップを開け、内容物をほぼすべて注出し、その後、口栓と胴部との融着部の下方胴部を開封して切り裂き、内容物を最後まで排出可能か、確認した。
実施例1、実施例2では、背シール部の開封切り掛け部から、円周状に口栓を切り離す事ができ、口栓の口元に残った内容物の練り歯磨き剤を完全に取り出すことができた。
特に実施例1は、背シール部のどこでも、任意の箇所を切り離す事が可能であり、下方の底シール部近傍も、口栓近傍も切り離せた。
さらに、胴部を引き裂くきっかけによって、容易に胴部を横方向に切断できるので、容器の内部に残った内容物も、確実に取り出すことができるチューブ容器である。
また、本発明のチューブ容器は、薄肉で、腰が弱いので、従来のチューブ容器の製造ラインでは製造できない。しかし、逆に、汎用の製袋機やピロー・スティック包装機などによって、高速で製造することができる。この為、生産性も高く、安価であるなど、本発明のメリットは大きい。
2・・・・・・・・胴部
20・・・・・・・積層フィルム
21・・・・・・・肩融着部
22・・・・・・・底シール部
23・・・・・・・シーラント層
24・・・・・・・背シール部
241・・・・・・引き裂き開始部
25・・・・・・・脆弱部
3・・・・・・・・口栓
31・・・・・・・注出流路
32・・・・・・・注出口
33・・・・・・・フランジ
4・・・・・・・・キャップ
Claims (7)
- 柔軟性のある胴部を有し、胴部を押圧して内容物を注出可能とするチューブ容器において、
筒状の注出口と、注出口下端の周縁から外側へ水平に広がるフランジとを有する口栓と、前記フランジ周縁に融着する柔軟性のある円筒状に成形された胴部と、からなり、
前記胴部が、下記条件(a)〜(d)で測定したループステフネス(登録商標)の負荷荷重から求められた、単位幅当りの反発力が30〜600mN/mmであって、
かつ、胴部を構成するフィルムの少なくとも一層が、胴部長さ方向に対して垂直な方向の易カット性を有することを特徴とするチューブ容器。
(a)装置
ループステフネステスタ(商品名、株式会社東洋精機製作所製)
(b)ループ(試験片)形状
長さ60mm、幅10mm、試験片方向は胴部MD方向
(c)圧子の押し込み速度
3.3mm/sec
(d)圧子の押し込み量
圧子がループと接触した時点から5mm押し込む。 - 胴部の厚みが30μm以上250μm以下としたことを特徴とする請求項1に記載のチューブ容器。
- 易カット性が、一軸延伸からなる樹脂の配向によることを特徴とする請求項1又は2に記載のチューブ容器。
- 易カット性が、レーザー光の走査、あるいは半抜きや全抜きのミシン目加工によることを特徴とする請求項1又は2に記載のチューブ容器。
- 胴部の円周上に、引き裂きを引き起こしやすい引き裂き開始部を有することを特徴とする請求項1〜4のいずれかに記載のチューブ容器。
- 引き裂き開始部が、ノッチ、あるいは切り欠き、切り込み等からなることを特徴とする請求項5に記載のチューブ容器。
- 引き裂き開始部が、胴部の背シール部に有することを特徴とする請求項5又は6に記載のチューブ容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019106975A JP7439397B2 (ja) | 2019-06-07 | 2019-06-07 | チューブ容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019106975A JP7439397B2 (ja) | 2019-06-07 | 2019-06-07 | チューブ容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020200061A true JP2020200061A (ja) | 2020-12-17 |
| JP7439397B2 JP7439397B2 (ja) | 2024-02-28 |
Family
ID=73744179
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019106975A Active JP7439397B2 (ja) | 2019-06-07 | 2019-06-07 | チューブ容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7439397B2 (ja) |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5477741U (ja) * | 1977-11-10 | 1979-06-02 | ||
| WO2000005148A2 (en) * | 1998-07-23 | 2000-02-03 | The Procter & Gamble Company | A package with child deterrent means |
| JP2004238047A (ja) * | 2003-02-07 | 2004-08-26 | Kyodo Printing Co Ltd | 包装袋 |
| KR200421796Y1 (ko) * | 2006-03-28 | 2006-07-19 | 이상하 | 치약 및 그와 유사한 내용물을 수용하기 위한 튜브형 용기 |
| JP2006264005A (ja) * | 2005-03-23 | 2006-10-05 | Daiwa Can Co Ltd | ラミネートチューブ容器の製造方法 |
| JP2008162599A (ja) * | 2006-12-27 | 2008-07-17 | Dainippon Printing Co Ltd | 押出チューブ容器用積層体 |
| JP2013082484A (ja) * | 2011-10-11 | 2013-05-09 | Takeuchi Press Ind Co Ltd | チューブ容器 |
| JP2014227206A (ja) * | 2013-05-23 | 2014-12-08 | 藤森工業株式会社 | 筒型容器 |
| JP2016074451A (ja) * | 2014-10-03 | 2016-05-12 | 凸版印刷株式会社 | ラミネートチューブ |
| JP2016210510A (ja) * | 2016-08-26 | 2016-12-15 | 大日本印刷株式会社 | ポリオレフィン樹脂フィルム |
| JP2017213784A (ja) * | 2016-05-31 | 2017-12-07 | 共同印刷株式会社 | チューブ容器用積層体 |
| JP2018193104A (ja) * | 2017-05-19 | 2018-12-06 | 凸版印刷株式会社 | チューブ容器 |
-
2019
- 2019-06-07 JP JP2019106975A patent/JP7439397B2/ja active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5477741U (ja) * | 1977-11-10 | 1979-06-02 | ||
| WO2000005148A2 (en) * | 1998-07-23 | 2000-02-03 | The Procter & Gamble Company | A package with child deterrent means |
| JP2003516278A (ja) * | 1998-07-23 | 2003-05-13 | ザ、プロクター、エンド、ギャンブル、カンパニー | チャイルドプルーフ手段を備えたパッケージ |
| JP2004238047A (ja) * | 2003-02-07 | 2004-08-26 | Kyodo Printing Co Ltd | 包装袋 |
| JP2006264005A (ja) * | 2005-03-23 | 2006-10-05 | Daiwa Can Co Ltd | ラミネートチューブ容器の製造方法 |
| KR200421796Y1 (ko) * | 2006-03-28 | 2006-07-19 | 이상하 | 치약 및 그와 유사한 내용물을 수용하기 위한 튜브형 용기 |
| JP2008162599A (ja) * | 2006-12-27 | 2008-07-17 | Dainippon Printing Co Ltd | 押出チューブ容器用積層体 |
| JP2013082484A (ja) * | 2011-10-11 | 2013-05-09 | Takeuchi Press Ind Co Ltd | チューブ容器 |
| JP2014227206A (ja) * | 2013-05-23 | 2014-12-08 | 藤森工業株式会社 | 筒型容器 |
| JP2016074451A (ja) * | 2014-10-03 | 2016-05-12 | 凸版印刷株式会社 | ラミネートチューブ |
| JP2017213784A (ja) * | 2016-05-31 | 2017-12-07 | 共同印刷株式会社 | チューブ容器用積層体 |
| JP2016210510A (ja) * | 2016-08-26 | 2016-12-15 | 大日本印刷株式会社 | ポリオレフィン樹脂フィルム |
| JP2018193104A (ja) * | 2017-05-19 | 2018-12-06 | 凸版印刷株式会社 | チューブ容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7439397B2 (ja) | 2024-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12214933B2 (en) | Tubular container and method for producing same | |
| US3720343A (en) | Tamper proof bottle cap | |
| KR20170031706A (ko) | 피트먼트를 갖는 유연성 용기 및 그의 제조방법 | |
| JP2012025471A (ja) | 液体用紙容器 | |
| CN101687573B (zh) | 包装袋以及出口部件 | |
| JP3622465B2 (ja) | 分岐した小室を設けたパウチ | |
| JP4449964B2 (ja) | 分岐した小室を設けたスタンディングパウチ | |
| JP2013233982A (ja) | チューブ容器 | |
| JP2020200061A (ja) | チューブ容器 | |
| JP2020200062A (ja) | バリアスパウト | |
| JP2020128219A (ja) | 包装袋 | |
| JP4079123B2 (ja) | 分岐した小室を設けたパウチ | |
| JP2012025472A (ja) | 紙容器 | |
| JPH1086953A (ja) | 注出口組合体、その製造装置および注出口付包装袋 | |
| JP2008168921A (ja) | 注ぎ口付きパウチ | |
| JP3241791U (ja) | 自立型チューブ容器 | |
| JP7387982B2 (ja) | 容器及び容器の製造方法 | |
| JP2016003017A (ja) | 口栓付き液体用紙容器 | |
| JP2020097423A (ja) | チューブ容器 | |
| JP2003182754A (ja) | 密封注出口 | |
| JP2024081987A (ja) | 自立性包装袋 | |
| JP2020128220A (ja) | 包装袋 | |
| JP2014148348A (ja) | 紙製液体容器 | |
| JPH10218204A (ja) | スタンディングパウチ | |
| JP2014237452A (ja) | 紙製液体容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220525 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230404 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20230410 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230602 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230822 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231020 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240116 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240129 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7439397 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |