JP2020152014A - 中空成形機の成形品取り出し装置 - Google Patents
中空成形機の成形品取り出し装置 Download PDFInfo
- Publication number
- JP2020152014A JP2020152014A JP2019053396A JP2019053396A JP2020152014A JP 2020152014 A JP2020152014 A JP 2020152014A JP 2019053396 A JP2019053396 A JP 2019053396A JP 2019053396 A JP2019053396 A JP 2019053396A JP 2020152014 A JP2020152014 A JP 2020152014A
- Authority
- JP
- Japan
- Prior art keywords
- molded product
- stage
- pair
- molding machine
- molds
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Abstract
Description
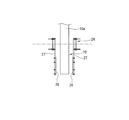
2…成形品取り出し装置
5a,5b…金型
6,7…成形品ホルダ
10…ベルトコンベヤ(搬送手段)
10a…コンベヤベルト(搬送路)
11…X軸スライド装置
12…X軸スライドユニット
13…X軸スライダ
15…Z軸スライド装置
16…Z軸スライドユニット
17…Z軸スライダ
19…旋回ユニット
21…旋回ヘッド
24…グリッパ装置
27…フィンガー
PL…パーティングライン
S1…パリソン挟み込みステージ
S2…エア吹き込みステージ
S3…受け渡しステージ
Claims (2)
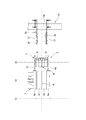
- 型締め,型開き動作が可能な一対の金型を有する中空成形機で成形された成形品を、成形サイクルに同期して、上記一対の金型の平面視におけるパーティングラインの延長線方向に沿って機外に取り出した上で、搬送手段に移載するようにした中空成形機の成形品取り出し装置であって、
上記パーティングラインの延長線方向に延びる水平なガイドレールに沿って移動可能なX軸スライダと、
上記X軸スライダに設けられた鉛直なガイドレールに沿って移動可能なZ軸スライダと、
上記Z軸スライダに設けられていて、鉛直軸心周りに旋回可能な旋回ヘッドと、
上記旋回ヘッドに設けられていて、上記中空成形機で成形された成形品を把持するグリッパ装置と、
を備えていると共に、
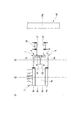
上記搬送手段は平面視において上記パーティングラインの延長線方向と交差する方向の搬送路を有していて、
上記グリッパ装置が把持した上記成形品を上記機外に取り出すと共に、
上記旋回ヘッドの動作自由度を使って上記グリッパ装置が把持している上記成形品の姿勢を変更した上で、上記搬送手段の搬送路に移載するようになっていることを特徴とする中空成形機の成形品取り出し装置。 - 請求項1に記載の中空成形機の成形品取り出し装置において、
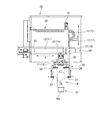
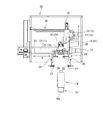
上記中空成形機は、
押出機の先端のダイヘッドから押し出されたパリソンを上記一対の金型間に挟み込むパリソン挟み込みステージと、
上記パリソン挟み込みステージに隣接していて、上記一対の金型間に挟み込んだパリソンに対してエア吹き込みノズルにて圧縮エアを吹き込むエア吹き込みステージと、
上記エア吹き込みステージを挟んで上記パリソン挟み込みステージとは反対側に設定された受け渡しステージと、
を有していて、
上記一対の金型が上記パリソン挟み込みステージと上記エア吹き込みステージとの間を往復移動するようになっていると共に、
上記一対の金型の型締め,型開き動作に連動して上記成形品を把持することが可能な成形品ホルダーが、上記一対の金型の往復移動に連動して、上記エア吹き込みステージと上記受け渡しステージとの間を往復移動するようになっていて、
上記グリッパ装置は上記受け渡しステージにある上記成形品を把持するようになっていることを特徴とする中空成形機の成形品取り出し装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019053396A JP7240219B2 (ja) | 2019-03-20 | 2019-03-20 | 中空成形機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019053396A JP7240219B2 (ja) | 2019-03-20 | 2019-03-20 | 中空成形機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020152014A true JP2020152014A (ja) | 2020-09-24 |
| JP7240219B2 JP7240219B2 (ja) | 2023-03-15 |
Family
ID=72557267
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019053396A Active JP7240219B2 (ja) | 2019-03-20 | 2019-03-20 | 中空成形機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7240219B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112571694A (zh) * | 2020-11-24 | 2021-03-30 | 江西美宝利实业有限公司 | 一种手套余料自动去除装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3981667A (en) * | 1974-07-26 | 1976-09-21 | Monsanto Company | Takeout apparatus for a blow molding machine |
| JP2002361723A (ja) * | 2001-06-01 | 2002-12-18 | Nissei Asb Mach Co Ltd | ブロー成形装置 |
| JP2003103616A (ja) * | 2001-09-28 | 2003-04-09 | Tahara:Kk | 中空成形法における中空成形品の取出方法 |
| JP2007526189A (ja) * | 2004-03-05 | 2007-09-13 | スィデル・パルティスィパスィヨン | 改良された搬送用アームを備えた搬送装置 |
| JP2009018581A (ja) * | 2007-06-28 | 2009-01-29 | Sidel Participations | ほぼ鉛直に移動可能な把持ヘッドを備えた移送アームを有する物品移送装置 |
-
2019
- 2019-03-20 JP JP2019053396A patent/JP7240219B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3981667A (en) * | 1974-07-26 | 1976-09-21 | Monsanto Company | Takeout apparatus for a blow molding machine |
| JP2002361723A (ja) * | 2001-06-01 | 2002-12-18 | Nissei Asb Mach Co Ltd | ブロー成形装置 |
| JP2003103616A (ja) * | 2001-09-28 | 2003-04-09 | Tahara:Kk | 中空成形法における中空成形品の取出方法 |
| JP2007526189A (ja) * | 2004-03-05 | 2007-09-13 | スィデル・パルティスィパスィヨン | 改良された搬送用アームを備えた搬送装置 |
| JP2009018581A (ja) * | 2007-06-28 | 2009-01-29 | Sidel Participations | ほぼ鉛直に移動可能な把持ヘッドを備えた移送アームを有する物品移送装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112571694A (zh) * | 2020-11-24 | 2021-03-30 | 江西美宝利实业有限公司 | 一种手套余料自动去除装置 |
| CN112571694B (zh) * | 2020-11-24 | 2022-08-19 | 江西美宝利实业有限公司 | 一种手套余料自动去除装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7240219B2 (ja) | 2023-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108472856B (zh) | 吹塑成型装置及吹塑成型方法 | |
| JP2020152014A (ja) | 中空成形機の成形品取り出し装置 | |
| US20010033876A1 (en) | Resin molding machine and resin tablet feeding machine | |
| CN115923095A (zh) | 一种吹瓶机的瓶坯输送分隔装置 | |
| KR101865094B1 (ko) | 입체 형상을 갖는 용기의 제조 장치 | |
| JPH0615200B2 (ja) | ラベル付延伸吹込中空容器の成形方法及び装置 | |
| US6702567B2 (en) | Multi-station shuttle blow molding machine | |
| JP2007276327A (ja) | 二軸延伸ブロー成形機 | |
| CN209682842U (zh) | 一种喷脱模剂夹具及注塑机 | |
| JP4433513B2 (ja) | ブロー成形法およびその装置 | |
| JP4502093B2 (ja) | ブロー成形方法およびその設備 | |
| CN201530119U (zh) | 一种塑料热成型机 | |
| JP4370041B2 (ja) | 樹脂タブレット供給装置及び樹脂封止装置 | |
| CN100503211C (zh) | 往复张开式瓶坯或成型瓶取送装置 | |
| US3659998A (en) | Blow-molding machines | |
| CN217258325U (zh) | 一种注吹中空成型机自动化脱模机构 | |
| JP2003103616A (ja) | 中空成形法における中空成形品の取出方法 | |
| JPS63132012A (ja) | ワ−ク投入、取り出しロボツト装置 | |
| JP3510936B2 (ja) | 成形装置 | |
| US20120187608A1 (en) | Method of planting a handle and a bottle parison to a mold of blow-molding modules for manufacturing plastic containers | |
| TWM414321U (en) | Hollow forming machine | |
| JP3847143B2 (ja) | 中空成形機 | |
| EP2479019A1 (en) | Method of planting a handle and a bottle parison to a mold of blow-molding modules for manufacturing plastic containers | |
| JP3777200B2 (ja) | 成形装置および供給装置 | |
| US20040018267A1 (en) | Method for taking out a molded product and apparatus for the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220216 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230207 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230303 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7240219 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |