JP2020006590A - 積層シート - Google Patents
積層シート Download PDFInfo
- Publication number
- JP2020006590A JP2020006590A JP2018130119A JP2018130119A JP2020006590A JP 2020006590 A JP2020006590 A JP 2020006590A JP 2018130119 A JP2018130119 A JP 2018130119A JP 2018130119 A JP2018130119 A JP 2018130119A JP 2020006590 A JP2020006590 A JP 2020006590A
- Authority
- JP
- Japan
- Prior art keywords
- base material
- cut
- delivery
- laminated sheet
- information
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Adhesive Tapes (AREA)
Abstract
Description
剥離片を備える表面基材が中間基材と接着されているとともに、前記中間基材が粘着剤層を介して剥離基材に貼り合わされており、前記剥離片と中間基材は擬似接着されており、前記中間基材から前記剥離片が剥離可能な積層シートであって、
前記剥離片は、表面から視認可能に情報を表示するための情報表示部を備えており、
前記剥離片には、前記表面基材の外縁を一端とし、渦巻き状に延びる部分を備えて他端まで延び、前記一端から他端まで連続して表面基材を貫通する切り込みが、前記情報表示部を通るように形成されていることを特徴とする積層シートを提供する。
剥離片を備える表面基材が支持基材と擬似接着されており、前記支持基材から前記剥離片が剥離可能な積層シートであって、
前記剥離片は、表面から視認可能に情報を表示するための情報表示部を備えており、
前記剥離片には、前記表面基材の外縁を一端とし、渦巻き状に延びる部分を備えて他端まで延び、前記一端から他端まで連続して表面基材を貫通する切り込みが、前記情報表示部を通るように形成されていることを特徴とする積層シート。
表面基材が剥離基材と接着された積層シートであって、
前記表面基材は、表面から視認可能に情報を表示するための情報表示部を備えており、
前記表面基材には、前記表面基材の外縁を一端とし、渦巻き状に延びる部分を備えて他端まで延び、前記一端から他端まで連続して表面基材を貫通する切り込みが、前記情報表示部を通るように形成されていることを特徴とする積層シートを提供する。
<1.配送伝票(積層シート)の構造>
図1は、本発明に係る積層シートの一実施形態としての配送伝票を示す図である。このうち、図1(a)は表面側の平面図、図1(b)は図1(a)におけるA−Aに対応する断面図である。
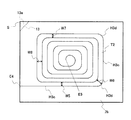
積層シートの一実施形態である配送伝票は、貼付票2bの表面に形成されたハーフカットの態様により、異なる実施形態を実現することができる。まず、第1の実施形態について説明する。図2は、第1の実施形態の配送伝票の貼付票2bの表面を示した図である。図2は、図1(a)と同様、表面側から見た状態であるが、貼付票2bのみを示しており、図1(a)において省略したハーフカットH1を図示している。図2に示すように、貼付票2bには、表面基材2である貼付票2bを貫通し、中間基材6を貫通しない切り込みであるハーフカットH1が形成されている。ハーフカットH1の平面形状は、表面基材2の外縁を一端とし、渦巻き状に延びる部分を備えて他端まで延び、一端から他端まで連続して表面基材2を貫通するものとなっている。本実施形態では、直線状部分H1aと渦巻き状部分H1bを有しており、開始点E1から終了点E2まで連続している。直線状部分H1aは開始点E1から点E3までであり、渦巻き状部分H1bは、点E3から終了点E2までである。
本実施形態に係る配送伝票は、表面基材2、剥離層3、接着剤層4により構成される1枚目シートと、目止め層5、中間基材6、粘着剤層7、剥離基材8により構成される2枚目シートを貼り合わせた構成の積層シートとなっている。図3は、1枚目シートと2枚目シートの関係を示す図である。製造工程においては、1枚目シート、2枚目シートともに、複数の配送伝票を連続させたものとなっており、図3の例では、3つ分の配送伝票に対応している。
表面基材2としては、充分な強度とプリンタによる印字適性及び搬送適性を有するものであれば使用でき、例えば、上質紙、クラフト紙、複写用紙、グラシン紙、パーチメント紙、レーヨン紙、コート紙、合成紙、樹脂フィルムによりラミネートされた紙等の紙が好適に用いられるが、セロファン、延伸ポリプロピレン、ポリエチレンテレフタレート、延伸ポリスチレン、ポリ塩化ビニル等の樹脂フィルムであっても良い。表面基材2の厚さは20〜200μm程度が好ましい。さらに、控票などを配送伝票の上に重ねた場合に、複写特性をもたせるために、ロイコ系染料などからなる感熱発色層を設けても良い。
次に、本実施形態に係る配送伝票の使用時について説明する。配送物に貼付する際には、従来の配送伝票と同様、剥離基材8を中間基材6から剥離する。そして、従来の配送伝票と同様、粘着剤層7を介して配送物に貼付する。配送物への貼付後、配達票2aを剥がす。この際、配達票2aにおいては、ハーフカットH2により分離される。受取人が貼付票2bを廃棄する際には、貼付票2bを剥がす。この際、貼付票2bにおいては、ハーフカットH2とハーフカットH1により分離される。
次に、第2の実施形態について説明する。図5は、第2の実施形態の配送伝票の貼付票2bの表面を示した図である。第1の実施形態との相違は、表面基材を貫通する切り込みであるハーフカットの平面形状である。図5は、貼付票2bを表面側から見た状態であるが、図2と同様、貼付票2bのみを示している。図5に示すように、貼付票2bには、表面基材2である貼付票2bを貫通し、中間基材6を貫通しない切り込みであるハーフカットH3が形成されている。ハーフカットH3の平面形状は、第1の実施形態におけるハーフカットH1の平面形状と同様、図5に示した表面基材2の外縁を一端とし、渦巻き状に延びる部分を備えて他端まで延び、一端から他端まで連続して表面基材2を貫通するものとなっている。ただし、図2に示したハーフカットH1のように、渦巻き状部分H1bが連続的に曲率が変化するのではなく、直線部分H3cと曲線部分H3dが繰り返し、配置されて渦巻き状になっている。すなわち、本実施形態では、直線部分H3cと曲線部分H3dが繰り替えされて、開始点E4から終了点E5まで連続している。ただし、開始点E4を端点とする最初の直線部分H3cを直線状部分とし、ハーフカットH3の右下端に近い最初の曲線部分H3dから終了点E5までの部分を渦巻き状部分とすると、第1の実施形態におけるハーフカットH1と同様、ハーフカットH3も直線状部分と渦巻き状部分で形成されている、ということができる。
2a・・・配達票(剥離片)
2b・・・貼付票(剥離片)
3・・・剥離層
4・・・接着剤層
5・・・目止め層
6・・・中間基材
7・・・粘着剤層
8・・・剥離基材
12、13・・・端部
12a、13a・・・非接着部
E1、E4・・・開始点
E2、E5・・・終了点
E3・・・点
H1・・・ハーフカット(切り込み)
H1a・・・直線状部分
H1b・・・渦巻き状部分
H1c・・・曲線状部分
H2・・・ハーフカット(第2の切り込み)
H3・・・ハーフカット(切り込み)
H3c・・・直線部分
H3d・・・曲線部分
S・・・剥離開始点
T、T2・・・帯状分離部
W1〜W8・・・(並行する切り込み間の)間隔
Claims (9)
- 剥離片を備える表面基材が中間基材と接着されているとともに、前記中間基材が粘着剤層を介して剥離基材に貼り合わされており、前記剥離片と中間基材は擬似接着されており、前記中間基材から前記剥離片が剥離可能な積層シートであって、
前記剥離片は、表面から視認可能に情報を表示するための情報表示部を備えており、
前記剥離片には、前記表面基材の外縁を一端とし、渦巻き状に延びる部分を備えて他端まで延び、前記一端から他端まで連続して表面基材を貫通する切り込みが、前記情報表示部を通るように形成されていることを特徴とする積層シート。 - 剥離片を備える表面基材が支持基材と擬似接着されており、前記支持基材から前記剥離片が剥離可能な積層シートであって、
前記剥離片は、表面から視認可能に情報を表示するための情報表示部を備えており、
前記剥離片には、前記表面基材の外縁を一端とし、渦巻き状に延びる部分を備えて他端まで延び、前記一端から他端まで連続して表面基材を貫通する切り込みが、前記情報表示部を通るように形成されていることを特徴とする積層シート。 - 前記切り込みの前記渦巻き状に延びる部分は、並行する切り込みとの間隔が等しくなるように形成されていることを特徴とする請求項1または請求項2に記載の積層シート。
- 前記渦巻き状に延びる部分は直線部分を備え、当該直線部分と並行する直線部分との間隔が等しくなるように形成されていることを特徴とする請求項1または請求項2に記載の積層シート。
- 前記間隔は、3.0mm以上7.0mm以下であることを特徴とする請求項3または請求項4に記載の積層シート。
- 前記切り込みは、前記情報を表示する文字を分断する位置に形成されていることを特徴とする請求項1から請求項4のいずれか一項に記載の積層シート。
- 前記情報表示部は、情報を記入または印字するための欄であることを特徴とする請求項1から請求項6のいずれか一項に記載の積層シート。
- 前記切り込みの一端が位置する前記表面基材の外縁は、前記剥離片と他の部分を区分し、表面基材を貫通する第2の切り込みの一端が位置する側の外縁であることを特徴とする請求項1から請求項7のいずれか一項に記載の積層シート。
- 表面基材が剥離基材と接着された積層シートであって、
前記表面基材は、表面から視認可能に情報を表示するための情報表示部を備えており、
前記表面基材には、前記表面基材の外縁を一端とし、渦巻き状に延びる部分を備えて他端まで延び、前記一端から他端まで連続して表面基材を貫通する切り込みが、前記情報表示部を通るように形成されていることを特徴とする積層シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018130119A JP2020006590A (ja) | 2018-07-09 | 2018-07-09 | 積層シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018130119A JP2020006590A (ja) | 2018-07-09 | 2018-07-09 | 積層シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020006590A true JP2020006590A (ja) | 2020-01-16 |
Family
ID=69150264
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018130119A Pending JP2020006590A (ja) | 2018-07-09 | 2018-07-09 | 積層シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020006590A (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001175175A (ja) * | 1999-12-14 | 2001-06-29 | Dainippon Printing Co Ltd | 個人情報が表示されたラベル |
| JP2006023348A (ja) * | 2004-07-06 | 2006-01-26 | Santen Pharmaceut Co Ltd | 改ざん防止シール |
| JP2006346963A (ja) * | 2005-06-15 | 2006-12-28 | Sharp Corp | シート状部材、それを用いた液晶装置の製造方法及び表示装置の製造方法 |
| JP2013003535A (ja) * | 2011-06-21 | 2013-01-07 | Kobayashi Create Co Ltd | 2次元コード付きラベル |
-
2018
- 2018-07-09 JP JP2018130119A patent/JP2020006590A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001175175A (ja) * | 1999-12-14 | 2001-06-29 | Dainippon Printing Co Ltd | 個人情報が表示されたラベル |
| JP2006023348A (ja) * | 2004-07-06 | 2006-01-26 | Santen Pharmaceut Co Ltd | 改ざん防止シール |
| JP2006346963A (ja) * | 2005-06-15 | 2006-12-28 | Sharp Corp | シート状部材、それを用いた液晶装置の製造方法及び表示装置の製造方法 |
| JP2013003535A (ja) * | 2011-06-21 | 2013-01-07 | Kobayashi Create Co Ltd | 2次元コード付きラベル |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2001353987A (ja) | 配送伝票用帳票 | |
| JP2014040005A (ja) | 配送伝票 | |
| JP2013094974A (ja) | 配送伝票 | |
| JP4464456B1 (ja) | 伝票用シート | |
| JP5957849B2 (ja) | 配送伝票 | |
| JP2016153857A (ja) | ラベルシート | |
| JP2011079151A (ja) | 配送伝票 | |
| JP2020032538A (ja) | 積層シート | |
| JP5700775B2 (ja) | 配送伝票 | |
| JP2020006590A (ja) | 積層シート | |
| JP5730618B2 (ja) | 擬似接着ラベル | |
| JP6907472B2 (ja) | 配送伝票および連続伝票シート | |
| JP5609359B2 (ja) | 配送伝票 | |
| JP2004291292A (ja) | 配送伝票用帳票 | |
| JP7552187B2 (ja) | 積層シート、連続シートおよび手荷物用タグ | |
| JP5064327B2 (ja) | 擬似接着ラベル | |
| JP6519196B2 (ja) | 冊子付き配送伝票 | |
| JP6287460B2 (ja) | ラベル付き配送伝票 | |
| JP2012208470A (ja) | 擬似接着ラベル | |
| JP2020067541A (ja) | 積層シート | |
| JP5648337B2 (ja) | 配送伝票 | |
| JP2018030307A (ja) | 配送伝票 | |
| JP6291891B2 (ja) | 配送伝票 | |
| JP3178210U (ja) | 配送伝票 | |
| JP3178208U (ja) | 配送伝票 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210525 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220511 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220524 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220722 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220920 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20221125 |