JP2020002961A - 樹脂部材 - Google Patents
樹脂部材 Download PDFInfo
- Publication number
- JP2020002961A JP2020002961A JP2018120053A JP2018120053A JP2020002961A JP 2020002961 A JP2020002961 A JP 2020002961A JP 2018120053 A JP2018120053 A JP 2018120053A JP 2018120053 A JP2018120053 A JP 2018120053A JP 2020002961 A JP2020002961 A JP 2020002961A
- Authority
- JP
- Japan
- Prior art keywords
- mounting seat
- door
- clip
- mounting
- door cladding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Landscapes
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Connection Of Plates (AREA)
Abstract
Description
(第1実施形態)
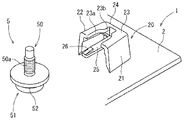
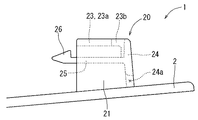
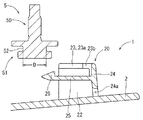
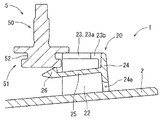
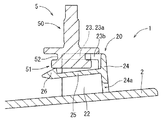
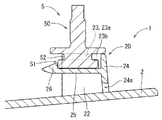
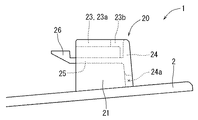
まず、本発明の第1実施形態を、図1〜12を用いて説明する。なお、以下の説明にあたって、「樹脂部材」の例として、「ドアクラッディング1」を説明する。また、「締結部材」の例として、「ボルト部材5」を説明する。まず、ドアクラッディング1およびボルト部材5を個別に説明していく。
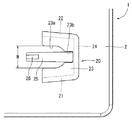
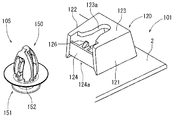
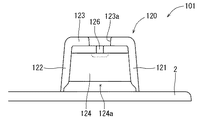
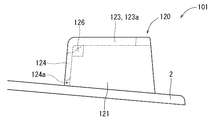
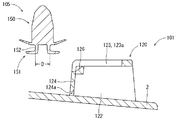
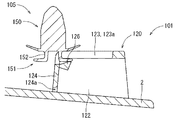
次に、本発明の第2実施形態を、図13〜19を用いて説明する。この第2実施形態は、既に説明した第1実施形態と比較すると、「締結部材」を「ボルト部材5」に変えて「クリップ部材105」で実施した形態である。なお、以下の説明にあたって、第1実施形態で説明した部材と同一の部材には、図面において同一の符号を付すことで重複する説明は省略することとする。
5 ボルト部材(締結部材)
20 取付座
26 係合爪
101 ドアクラッディング(樹脂部材)
105 クリップ部材(締結部材)
Claims (2)
- 締結部材をスライド装着可能な取付座を備えた樹脂部材であって、
取付座には、スライド装着させた締結部材が取付座自身から脱落することを防止する係合爪が形成されている樹脂部材。 - 請求項1に記載の樹脂部材であって、
係合爪の先端は、先細り状となっている樹脂部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018120053A JP2020002961A (ja) | 2018-06-25 | 2018-06-25 | 樹脂部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018120053A JP2020002961A (ja) | 2018-06-25 | 2018-06-25 | 樹脂部材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020002961A true JP2020002961A (ja) | 2020-01-09 |
Family
ID=69099420
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018120053A Pending JP2020002961A (ja) | 2018-06-25 | 2018-06-25 | 樹脂部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020002961A (ja) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH047711U (ja) * | 1990-05-08 | 1992-01-23 | ||
| US6594870B1 (en) * | 2001-01-22 | 2003-07-22 | Johnson Controls Technology Company | Panel fastener |
| US20070107174A1 (en) * | 2005-11-17 | 2007-05-17 | Faurecia Interior Systems U.S.A., Inc. | Methods and apparatus for fastening panels |
| US20090064467A1 (en) * | 2007-09-11 | 2009-03-12 | Zhang Xueyong | Clip retainer |
| JP2009299850A (ja) * | 2008-06-16 | 2009-12-24 | Daikyonishikawa Corp | クリップ取付座 |
| EP2199630A1 (fr) * | 2008-12-17 | 2010-06-23 | Eurostyle France | Structure de retenue d'un élément d'attache |
| JP2017025989A (ja) * | 2015-07-21 | 2017-02-02 | ダイキョーニシカワ株式会社 | 挿入部材の取付構造 |
| US20170050584A1 (en) * | 2015-08-19 | 2017-02-23 | Toyota Boshoku America, Inc. | Retainer to secure fastener of door trim panel |
-
2018
- 2018-06-25 JP JP2018120053A patent/JP2020002961A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH047711U (ja) * | 1990-05-08 | 1992-01-23 | ||
| US6594870B1 (en) * | 2001-01-22 | 2003-07-22 | Johnson Controls Technology Company | Panel fastener |
| US20070107174A1 (en) * | 2005-11-17 | 2007-05-17 | Faurecia Interior Systems U.S.A., Inc. | Methods and apparatus for fastening panels |
| US20090064467A1 (en) * | 2007-09-11 | 2009-03-12 | Zhang Xueyong | Clip retainer |
| JP2009299850A (ja) * | 2008-06-16 | 2009-12-24 | Daikyonishikawa Corp | クリップ取付座 |
| EP2199630A1 (fr) * | 2008-12-17 | 2010-06-23 | Eurostyle France | Structure de retenue d'un élément d'attache |
| JP2017025989A (ja) * | 2015-07-21 | 2017-02-02 | ダイキョーニシカワ株式会社 | 挿入部材の取付構造 |
| US20170050584A1 (en) * | 2015-08-19 | 2017-02-23 | Toyota Boshoku America, Inc. | Retainer to secure fastener of door trim panel |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2013212796A (ja) | 車両外板への取付部材の取付構造、及びそれに用いるボルト保持部材、並びにアタッチメント | |
| JP2002021823A (ja) | 板材の取付構造 | |
| JP5653526B2 (ja) | 車両前部構造及び車両の製造方法 | |
| JP5044666B2 (ja) | マッドガードの取付構造 | |
| JP2020002961A (ja) | 樹脂部材 | |
| JP5332827B2 (ja) | 樹脂部品への部品取付け構造 | |
| JP2007137080A (ja) | 車両のバンパ取付け構造 | |
| JPH1061641A (ja) | 金型成型品における樹脂部品の取付構造 | |
| JP2005329921A (ja) | 線状部材保持構造 | |
| JP4690773B2 (ja) | 取付ブラケットの製造方法 | |
| JP5500674B2 (ja) | 支持構造 | |
| KR101857584B1 (ko) | 범퍼 조립용 플라스틱 클립 | |
| JP4935493B2 (ja) | 樹脂成形品 | |
| JP2011247394A (ja) | 樹脂部品の取付固定構造 | |
| KR100482663B1 (ko) | 자동차의 크러쉬 패드 모듈 장착을 위한 가이드 구조 | |
| JP2005088682A (ja) | クリップ構造 | |
| TWI784859B (zh) | 繩索鈎 | |
| KR20200101618A (ko) | 변속레버 고정용 사출 브라켓 | |
| JP4586576B2 (ja) | 車両用部品の製造方法 | |
| JP4049750B2 (ja) | ショートフェンダ及び製造方法 | |
| JP6818994B2 (ja) | 部品取付け部材 | |
| JP2010111306A (ja) | 溶着リブを用いた2部品の固定構造 | |
| JP6893063B2 (ja) | 車両用部品取付け構造 | |
| JPH0924782A (ja) | 車両用外装品の取付構造 | |
| KR100898258B1 (ko) | 차량용 도어트림 장착구조 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200402 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200901 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201030 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210209 |