JP2020002199A - 化粧シートおよびその製造方法 - Google Patents
化粧シートおよびその製造方法 Download PDFInfo
- Publication number
- JP2020002199A JP2020002199A JP2018120717A JP2018120717A JP2020002199A JP 2020002199 A JP2020002199 A JP 2020002199A JP 2018120717 A JP2018120717 A JP 2018120717A JP 2018120717 A JP2018120717 A JP 2018120717A JP 2020002199 A JP2020002199 A JP 2020002199A
- Authority
- JP
- Japan
- Prior art keywords
- decorative sheet
- resin
- mass
- sheet
- white pigment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/22—Compounding polymers with additives, e.g. colouring using masterbatch techniques
- C08J3/226—Compounding polymers with additives, e.g. colouring using masterbatch techniques using a polymer as a carrier
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/16—Biodegradable polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/30—Polymeric waste or recycled polymer
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2467/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2467/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2237—Oxides; Hydroxides of metals of titanium
- C08K2003/2241—Titanium dioxide
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/01—Use of inorganic substances as compounding ingredients characterized by their specific function
- C08K3/013—Fillers, pigments or reinforcing additives
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Laminated Bodies (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
Abstract
Description
しかし、再生樹脂は様々な色に着色されたものが多く、再生樹脂を用いた化粧シートは、色にバラツキが生じやすい。
(1)再生ポリ塩化ビニルシートと、着色層を有する新生ポリ塩化ビニルシートとをラミネートした化粧シート(特許文献1)。
(2)再生ポリエステル3〜70質量%とバージンポリエステル30〜97質量%とからなるポリエステルに対して、着色顔料を0.1〜30質量%含む化粧シート(特許文献2)。
しかし、(1)、(2)の化粧シートは、色のバラツキを抑えるため、バージン樹脂(新生樹脂)の割合を多くする必要があり、再生樹脂の割合が低い。
(3)再生PET/再生ポリエチレン/相溶化剤/青色顔料=85/15/5/1質量比の樹脂層(化粧シートに相当)が鋼板の表面にラミネートされた化粧板(特許文献3の段落[0148])。
(4)再生PET100質量部に、特定の結合材3〜10質量部、および酸化チタンからなる改質剤2〜5質量部を配合した再生プラスチックシート(特許文献4)。
(4)の再生プラスチックシートは、冷却塔用充填材として用いることを前提としており、酸化チタンは、耐候性を付与するための改質剤として少量添加されている。酸化チタンの含有量が少ない(4)の再生プラスチックシートは、下記の理由から、化粧シートとして利用できない。
・白色や淡色の化粧シートとするには、明度が低い。
・シートの向こう側が透けてしまい、化粧シートとしての隠蔽力が不十分である。
・原料ロット間やシートの場所ごとの色のバラツキが大きい。
<1>樹脂成分と白色顔料とを含む化粧シートであり、前記樹脂成分が、PETボトルに由来する再生PET系樹脂を90質量%以上含み、前記白色顔料の含有量が、前記樹脂成分100質量部に対して10〜18質量部であり、前記化粧シートの厚さ(mm)と前記白色顔料の含有量(質量部)との積が、2.300以上である、化粧シート。
<2>CIE 1976 L*a*b*色空間におけるL*が92以上であり、a*が−1.5〜+1.0であり、b*が0〜+4.5である、前記<1>の化粧シート。
<3>PETボトルに由来する再生PET系樹脂と、白色顔料を含むマスターバッチとを混合して、前記再生PET系樹脂を90質量%以上含む樹脂成分と、前記樹脂成分100質量部に対して10〜18質量部の白色顔料とを含む樹脂混合物を調製し、前記樹脂混合物を成形して、厚さ(mm)と前記白色顔料の含有量(質量部)との積が2.300以上である化粧シートを得る、化粧シートの製造方法。
本発明の化粧シートの製造方法によれば、全樹脂成分中の再生樹脂の割合が高い親環境的なシートであり、かつ明度が高い白色や淡色の化粧シートでありながら、原料ロット間やシートの場所ごとの色のバラツキが少なく、さらには、隠蔽力が高い化粧シートを、成形性よく製造できる。
「L*」は、JIS Z 8781−4:2013「測色−第4部:CIE 1976 L*a*b*色空間」(対応国際規格ISO 11664−4:2008)に定義される明度の相関量である。
「a*」および「b*」は、JIS Z 8781−4:2013「測色−第4部:CIE 1976 L*a*b*色空間」(対応国際規格ISO 11664−4:2008)に定義される色座標である。
数値範囲を示す「〜」は、その前後に記載された数値を下限値及び上限値として含むことを意味する。
本発明の化粧シートは、樹脂成分と白色顔料とを含む。
本発明の化粧シートは、本発明の効果を損なわない範囲において、必要に応じて樹脂成分および白色顔料以外の成分(以下、「他の成分」とも記す。)を含んでいてもよい。
樹脂成分は、PETボトルに由来する再生PET系樹脂を90質量%以上含む。
樹脂成分は、再生PET系樹脂以外の樹脂(以下、「他の樹脂」とも記す。)を10質量%以下の範囲で含んでいてもよい。
自主設計ガイドラインは、PETボトルリサイクル推進協議会が、資源有効利用促進法規定の指定表示製品(清涼飲料、乳飲料、酒類、特定調味料)に使用されているPETボトル(指定PETボトル)を、使用後の再処理、衛生性を含めた再利用適性に優れた容器とするために、使用するボトル、ラベル(印刷・接着剤等を含む)、キャップ等について規定したものである。
PETボトルリサイクル推進協議会の会員(団体、企業)が自主設計ガイドラインを遵守することは当然として、会員以外においても、指定PETボトル入り飲料・酒類・特定調味料を製造・輸入・販売する場合、あるいは指定PETボトルおよび附属包材を製造・輸入する場合は、日本国内で販売・使用されるものであれば、自主設計ガイドラインに適合することが必要とされている。
なお、再生PET系樹脂は、ほぼ透明であるものの、熱成形加工時に受ける熱履歴や、ラベル等の混在によって、黄黒い(CIE 1976 L*a*b*色空間におけるb*の値が高く、L*の値が低い)傾向にある。そのため、これまでは、明度が高い白色や淡色の化粧シートの材料に再生PET系樹脂を用いることは躊躇われていた。本発明においては、後述するように、白色顔料の含有量を特定の範囲とし、かつ化粧シートの厚さと白色顔料の含有量との積を特定の範囲とすることによって、明度が高い白色や淡色の化粧シートの材料に再生PET系樹脂を用いることを可能にしている。
再生PET系樹脂の結晶化温度は、熱分析装置(示差走査熱量計(DSC)等)を用いて測定される。
再生PET系樹脂の固有粘度(IV値)は、JIS K 7390:2003に記載の試験方法によって測定される。
再生PET系樹脂のb*は、JIS K 7390:2003に記載の試験方法によって測定される。
白色顔料としては、酸化チタン、酸化亜鉛、炭酸カルシウム、酸化マグネシウム、リトボン等が挙げられる。白色顔料としては、隠蔽力が高い点から、酸化チタンが好ましい。酸化チタンとしては、ルチル型酸化チタン、アナターゼ型酸化チタン等が挙げられ、触媒としての活性が低い点から、ルチル型酸化チタンが好ましい。
他の成分としては、白色顔料以外の顔料、相溶化剤、紫外線吸収剤、光安定剤、酸化防止剤、帯電防止剤、保存安定剤、滑剤、充填材等が挙げられる。
他の成分の含有量は、樹脂成分100質量部に対して15質量部以下が好ましく、10質量部以下がより好ましく、5質量部以下がさらに好ましい。
本発明の化粧シートの、CIE 1976 L*a*b*色空間におけるL*は、92以上が好ましく、94以上がより好ましく、95以上がさらに好ましい。化粧シートのL*が前記範囲の下限値以上であれば、化粧シートの明度が十分に高くなる。化粧シートのL*は高ければ高いほどよく、上限値は特に限定されないが、通常100である。
化粧シートの表面形状は、特に限定されず、平滑であってもよく、エンボス加工等による凹凸を有する形状であってもよい。
樹脂混合物は、再生PET系樹脂を90質量%以上含む樹脂成分と、樹脂成分100質量部に対して10〜18質量部の白色顔料とを含む。
樹脂混合物は、例えば、再生PET系樹脂と、白色顔料を含むマスターバッチとを混合することによって調製できる。
樹脂混合物の成形方法としては、押出成形法、カレンダー成形法等が挙げられる。
化粧シートは、無延伸であってもよく、延伸されていてもよい。
以上説明した本発明の化粧シートにあっては、樹脂成分がPETボトルに由来する再生PET系樹脂を90質量%以上含むため、ポリ塩化ビニルを含む化粧シートや、全樹脂成分中の再生樹脂の割合が低い化粧シートに比べ、親環境的である。
また、本発明の化粧シートにあっては、再生樹脂としてほぼ透明な再生PET系樹脂を用い、かつ白色顔料の含有量が樹脂成分100質量部に対して10質量部以上であるため、全樹脂成分中の再生樹脂の割合が高く、かつ明度が高い白色や淡色の化粧シートでありながら、原料ロット間やシートの場所ごとの色のバラツキが少ない。
また、本発明の化粧シートにあっては、化粧シートの厚さ(mm)と白色顔料の含有量(質量部)との積が2.300以上であるため、隠蔽力が高い。
また、本発明の化粧シートにあっては、白色顔料の含有量が樹脂成分100質量部に対して18質量部以下であるため、製造の際の成形性もよい。
本発明の化粧シートは、壁材、床材、建具(扉、戸等)、家具、シンク台、洗面化粧台等の表層に用いられ、好適には家具、シンク台、洗面化粧台等の扉の表層に用いられる。
分光光度計(CCM)(クラボウ社製、COLOR−7)を用い、光源D65、視野角10°の条件にて、背後に所定のバッカーがある状態で化粧フィルムを測色し、CIE 1976 L*a*b*色空間におけるL*、a*、b*を求めた。
参考例の透明シートについて、バッカーとして白基材(L*=96.82、a*=−1.03、b*=1.57)を用いて3箇所で測色し、L*、a*、b*を求め、3箇所の平均値を求めた。
再生PET系樹脂のロットのみが異なる4種の化粧シートのそれぞれについて、バッカーとして測色台(L*=99.11、a*=−0.09、b*=0.56)を用いて3箇所で測色し、L*、a*、b*を求め、3箇所の平均値を求め、さらに4ロットの平均値を求めた。
化粧シートのL*、a*、b*(4ロットの平均値)と、化粧シートのターゲット色(製品として目標とする色)Lt*、at*、bt*とから下記式にて色差ΔEを求めた。
ΔE={(L*−Lt*)2+(a*−at*)2+(b*−bt*)2}1/2
再生PET系樹脂のロットのみが異なる4種の化粧シートのそれぞれについて、バッカーとして白基材(L*=93.38、a*=−0.85、b*=4.99)を用いて3箇所で測色し、L1*、a1*、b1*を求め、3箇所の平均値を求めた。
同じ4種の化粧シートのそれぞれについて、バッカーとしてMDF基材(L*=66.03、a*=9.24、b*=21.90)を用いて3箇所で測色し、L2*、a2*、b2*を求め、3箇所の平均値を求めた。
化粧シートのL1*、a1*、b1*(3箇所の平均値)と、L2*、a2*、b2*(3箇所の平均値)とから下記式にて色差ΔEAを求め、4ロットの平均値を求めた。
ΔEA={(L1*−L2*)2+(a1*−a2*)2+(b1*−b2*)2}1/2
ΔEAが0.6未満であれば、化粧シートの隠蔽力が十分であり、実用上問題がないことが経験的にわかっている。
再生PET系樹脂のロットのみが異なる4種の化粧シートのそれぞれについて、バッカーとして測色台(L*=99.11、a*=−0.09、b*=0.56)を用いて3箇所で測色し、L*、a*、b*を求め、3箇所の平均値を求めた。
化粧シートのL*、a*、b*(3箇所の平均値)と、化粧シートのターゲット色(製品として目標とする色)Lt*、at*、bt*とから下記式にて色差ΔEBを求めた。
ΔEB={(L*−Lt*)2+(a*−at*)2+(b*−bt*)2}1/2
4ロットのΔEBのうちの最大値が0.6未満であれば、原料ロット間の色のバラツキが少なく、実用上問題がないことが経験的にわかっている。
再生PET系樹脂のロットのみが異なる4種の化粧シートのそれぞれについて、バッカーとして測色台(L*=99.11、a*=−0.09、b*=0.56)を用いて30cmごとに50箇所で測色し、L*、a*、b*を求めた。
化粧シートの各測定場所のL*、a*、b*と、50箇所の平均値Lav*、aav*、bav*とから下記式にて色差ΔECを求めた。
ΔEC={(L*−Lav*)2+(a*−aav*)2+(b*−bav*)2}1/2
4ロットをあわせたすべての測定場所のΔECのうちの最大値が0.3未満であれば、シートの場所ごとの色のバラツキが少なく、実用上問題がないことが経験的にわかっている。
化粧シートを製造するときの化粧シートの幅変動を下記基準にて評価した。
○:化粧シートの幅変動なし。
×:化粧シートの幅変動あり。
4ロットのバージンPET系樹脂(華潤社製、CR8816、ロットA〜D、結晶化温度133℃、固有粘度(IV値)0.80)のそれぞれについて、東洋精機製作所社製、LABO PLASTOMILL(MODEL 30C150)を使用して、温度265℃、スクリュー回転25rpmにてシート成形加工を行い、4種の透明シート(幅150mm、厚さ0.3mm)を得た。各透明シートについてL*、a*、b*(3箇所の平均値)を求めた。結果を表1に示す。
4ロットの再生PET系樹脂(ウツミリサイクルシステムズ社製、UK−31C、ロットA〜D)のそれぞれについて、東洋精機製作所社製、LABO PLASTOMILL(MODEL 30C150)を使用して、温度265℃、スクリュー回転25rpmにてシート成形加工を行い、4種の透明シート(幅150mm、厚さ0.3mm)を得た。各透明シートについてL*、a*、b*(3箇所の平均値)を求めた。結果を表2に示す。バージンPET系樹脂を用いた参考例1に比べ、色のバラツキが大きい。また、b*(黄味)が大きい。
4ロットの再生PET系樹脂(イタリア・ALIPLAST社製、Alimpet、ロットA〜D、結晶化温度130℃、固有粘度(IV値)0.77)のそれぞれについて、東洋精機製作所社製、LABO PLASTOMILL(MODEL 30C150)を使用して、温度265℃、スクリュー回転25rpmにてシート成形加工を行い、4種の透明シート(幅150mm、厚さ0.3mm)を得た。各透明シートについてL*、a*、b*(3箇所の平均値)を求めた。結果を表3に示す。バージンPET系樹脂を用いた参考例1に比べ、色のバラツキが大きい。また、ロットB〜Dは、b*(黄味)が大きい。ロットAのように、b*が小さいこともあるが、同時にL*も下がってしまう。
再生PET系樹脂としてウツミリサイクルシステムズ社製のUK−31Cを用いた化粧シートのターゲット色は、バッカーとして測色台(L*=99.11、a*=−0.09、b*=0.56)を用いた場合、Lt*=97.45、at*=−0.36、bt*=2.71とした。
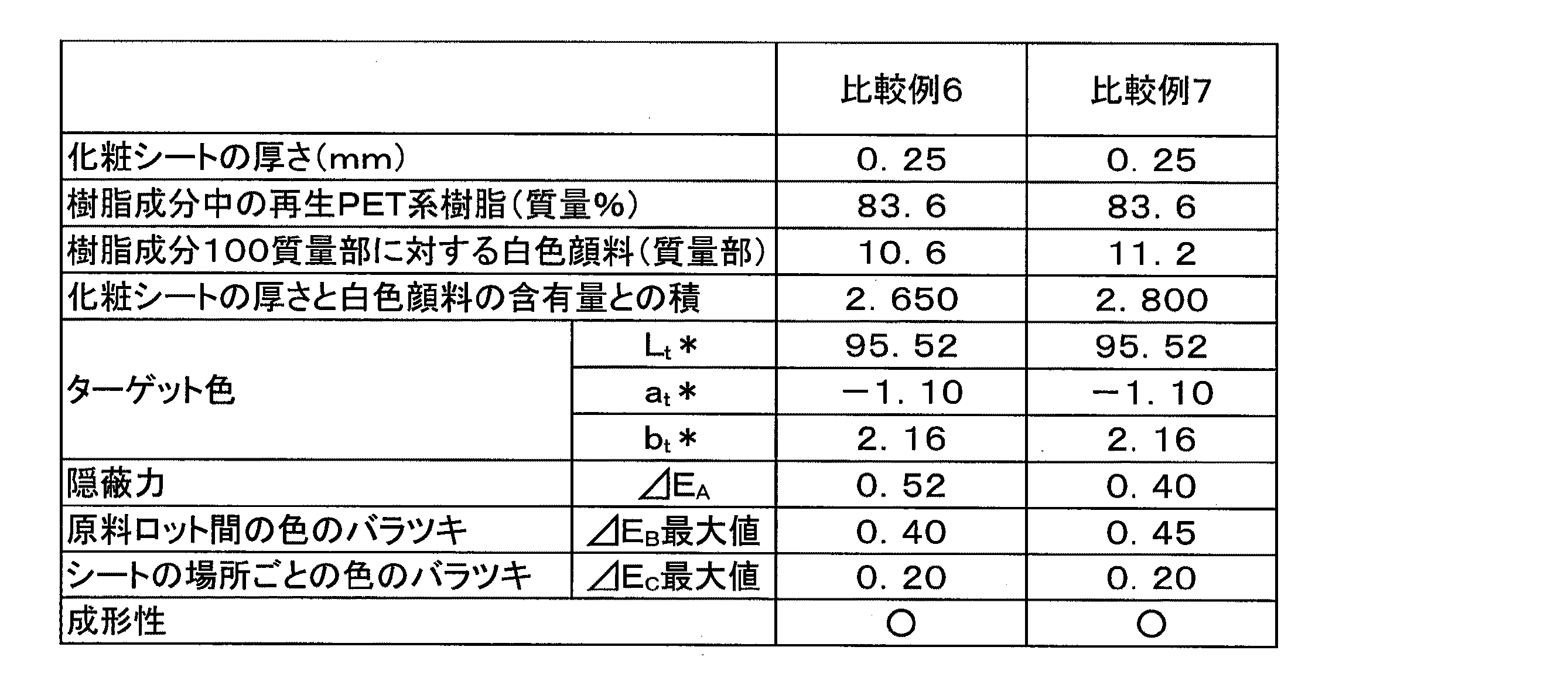
再生PET系樹脂としてイタリア・ALIPLAST社製のAlimpetを用いた化粧シートのターゲット色は、バッカーとして測色台(L*=99.11、a*=−0.09、b*=0.56)を用いた場合、Lt*=95.52、at*=−1.10、bt*=2.16とした。
4ロットの再生PET系樹脂(ウツミリサイクルシステムズ社製、UK−31C、ロットA〜D)のそれぞれについて、以下のようにして化粧シートを作製した。
再生PET系樹脂にマスターバッチ(酸化チタンおよびバージンPET(A−PET)を含む。)を添加した樹脂混合物について、東洋精機製作所社製、LABO PLASTOMILL(MODEL 30C150)を使用して、温度265℃、スクリュー回転25rpmにてシート成形加工を行い、化粧シート(長さ15m、幅150mm、厚さ0.25mm)を得た。樹脂成分中の再生PET系樹脂の割合、樹脂成分に対する白色顔料の含有量を表4に示す。
化粧シートを30cmごとにカットし、評価用のサンプルとした。測色結果および各種評価結果を表4に示す。
4ロットの再生PET系樹脂(イタリア・ALIPLAST社製、Alimpet、ロットA〜D)のそれぞれについて、以下のようにして化粧シートを作製した。
再生PET系樹脂にマスターバッチ(酸化チタンおよびバージンA−PETを含む。)を添加した樹脂混合物について、東洋精機製作所社製、LABO PLASTOMILL(MODEL 30C150)を使用して、温度265℃、スクリュー回転25rpmにてシート成形加工を行い、化粧シート(長さ15m、幅150mm、厚さ0.25mm)を得た。樹脂成分中の再生PET系樹脂の割合、樹脂成分に対する白色顔料の含有量を表4に示す。
化粧シートを30cmごとにカットし、評価用のサンプルとした。測色結果および各種評価結果を表4に示す。
化粧シートの厚さ、樹脂成分中の再生PET系樹脂の割合、樹脂成分に対する白色顔料の含有量を表4〜表6に示すように変更した以外は、実施例2と同様にして化粧シートを作製した。樹脂成分中の再生PET系樹脂の割合、樹脂成分に対する白色顔料の含有量を表4〜表6に示す。
化粧シートを30cmごとにカットし、評価用のサンプルとした。測色結果および各種評価結果を表4〜表6に示す。
比較例1は、化粧シートの厚さと白色顔料の含有量との積が小さいため、隠蔽力が不十分であった。
比較例2は、樹脂成分に対する白色顔料の含有量が多いため、成形性が悪かった。
比較例3は、樹脂成分に対する白色顔料の含有量が少ないため、原料ロット間やシートの場所ごとの色のバラツキが大きかった。
比較例4は、化粧シートの厚さと白色顔料の含有量との積が小さいため、隠蔽力が不十分であった。また、樹脂成分に対する白色顔料の含有量が少ないため、原料ロット間やシートの場所ごとの色のバラツキが大きかった。
比較例5は、樹脂成分に対する白色顔料の含有量が多いため、成形性が悪かった。
4ロットの再生PET系樹脂(イタリア・ALIPLAST社製、Alimpet、ロットA〜D)のそれぞれについて、以下のようにして化粧シートを作製した。
再生PET系樹脂の90質量部とバージンPET系樹脂(華潤社製、CR8816、ロットA)の10質量部とを混合し、これにマスターバッチ(酸化チタンおよびバージンA−PETを含む。)を添加した樹脂混合物について、長田製作所社製の押出機(OSE−35φmm押出機)を使用して、温度265℃、スクリュー回転44rpmにてシート成形加工を行い、化粧シート(長さ15m、幅150mm、厚さ0.25mm)を得た。樹脂成分中の再生PET系樹脂の割合、樹脂成分に対する白色顔料の含有量を表7に示す。
化粧シートを30cmごとにカットし、評価用のサンプルとした。各種評価結果を表7に示す。
4ロットの再生PET系樹脂(イタリア・ALIPLAST社製、Alimpet、ロットA〜D)のそれぞれについて、以下のようにして化粧シートを作製した。
バージンPET系樹脂(華潤社製、CR8816、ロットA)にマスターバッチ(酸化チタンおよびバージンA−PETを含む。)を添加して表層用樹脂混合物を調製した。
再生PET系樹脂にマスターバッチ(酸化チタンおよびバージンA−PETを含む。)を添加して基材層用樹脂混合物を調製した。
表層用樹脂混合物および基材層用樹脂混合物について、長田製作所社製の押出機(OSE−35φmm押出機)を基材層側に使用して、温度265℃、スクリュー回転44rpmで成形加工を行い、長田製作所社製の押出機(OSE−35φmm押出機)を表層側に使用して、温度265℃、スクリュー回転5rpmで成形加工を行い、バージンPET系樹脂を主体とする表層(厚さ25μm)と、再生PET系樹脂を主体とする基材層(厚さ225μm)とが積層された化粧シート(長さ15m、幅1440mm、厚さ0.25mm)を得た。化粧シート全体の樹脂成分中の再生PET系樹脂の割合、化粧シート全体の樹脂成分に対する白色顔料の含有量を表7に示す。
化粧シートを30cmごとにカットし、評価用のサンプルとした。測色は表面層側について行った。各種評価結果を表7に示す。
比較例7は、バージンPET系樹脂を主体とする表層を設けた例であり、各種評価結果は良好であった。しかし、化粧シート全体ではバージンPET系樹脂の割合が多くなるため、親環境的ではない。
Claims (3)
- 樹脂成分と白色顔料とを含む化粧シートであり、
前記樹脂成分が、PETボトルに由来する再生PET系樹脂を90質量%以上含み、
前記白色顔料の含有量が、前記樹脂成分100質量部に対して10〜18質量部であり、
前記化粧シートの厚さ(mm)と前記白色顔料の含有量(質量部)との積が、2.300以上である、化粧シート。 - CIE 1976 L*a*b*色空間におけるL*が92以上であり、a*が−1.5〜+1.0であり、b*が0〜+4.5である、請求項1に記載の化粧シート。
- PETボトルに由来する再生PET系樹脂と、白色顔料を含むマスターバッチとを混合して、前記再生PET系樹脂を90質量%以上含む樹脂成分と、前記樹脂成分100質量部に対して10〜18質量部の白色顔料とを含む樹脂混合物を調製し、
前記樹脂混合物を成形して、厚さ(mm)と前記白色顔料の含有量(質量部)との積が2.300以上である化粧シートを得る、化粧シートの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018120717A JP7140564B2 (ja) | 2018-06-26 | 2018-06-26 | 化粧シートおよびその製造方法 |
| PCT/JP2019/024932 WO2020004318A1 (ja) | 2018-06-26 | 2019-06-24 | 化粧シート、化粧シートの製造方法 |
| EP19826819.5A EP3816210B1 (en) | 2018-06-26 | 2019-06-24 | Decorative sheet and method for producing decorative sheet |
| JP2022142189A JP7369838B2 (ja) | 2018-06-26 | 2022-09-07 | 化粧シート |
| JP2022142244A JP7369839B2 (ja) | 2018-06-26 | 2022-09-07 | 化粧シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018120717A JP7140564B2 (ja) | 2018-06-26 | 2018-06-26 | 化粧シートおよびその製造方法 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022142244A Division JP7369839B2 (ja) | 2018-06-26 | 2022-09-07 | 化粧シート |
| JP2022142189A Division JP7369838B2 (ja) | 2018-06-26 | 2022-09-07 | 化粧シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020002199A true JP2020002199A (ja) | 2020-01-09 |
| JP7140564B2 JP7140564B2 (ja) | 2022-09-21 |
Family
ID=68986236
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018120717A Active JP7140564B2 (ja) | 2018-06-26 | 2018-06-26 | 化粧シートおよびその製造方法 |
| JP2022142189A Active JP7369838B2 (ja) | 2018-06-26 | 2022-09-07 | 化粧シート |
| JP2022142244A Active JP7369839B2 (ja) | 2018-06-26 | 2022-09-07 | 化粧シート |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022142189A Active JP7369838B2 (ja) | 2018-06-26 | 2022-09-07 | 化粧シート |
| JP2022142244A Active JP7369839B2 (ja) | 2018-06-26 | 2022-09-07 | 化粧シート |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3816210B1 (ja) |
| JP (3) | JP7140564B2 (ja) |
| WO (1) | WO2020004318A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021172805A (ja) * | 2020-04-28 | 2021-11-01 | 南亞塑膠工業股▲分▼有限公司Nan Ya Plastics Corporation | 白色ポリエステルフィルム及びその製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7099974B2 (ja) * | 2019-03-15 | 2022-07-12 | タキロンシーアイ株式会社 | 化粧シート |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001018223A (ja) * | 1999-07-08 | 2001-01-23 | Utsumi Kikaku Kk | 再生ポリエステル樹脂シートの製造法。 |
| JP2004058486A (ja) * | 2002-07-30 | 2004-02-26 | Mitsubishi Plastics Ind Ltd | ポリエステル樹脂製化粧シート |
| WO2005105903A2 (en) * | 2004-05-05 | 2005-11-10 | Garware Polyester Ltd. | Low density white polyester film |
| JP2017145338A (ja) * | 2016-02-18 | 2017-08-24 | リスパック株式会社 | 白色ポリエステル樹脂シート及びその製造方法並びに該シートを用いた包装用容器 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5932310B2 (ja) | 1979-12-07 | 1984-08-08 | 凸版印刷株式会社 | 化粧シ−ト |
| JPH09239883A (ja) * | 1996-03-12 | 1997-09-16 | Diafoil Co Ltd | 微細気泡含有積層ポリエステルフイルム及び当該フイルムから成るカラープリンター用受像紙 |
| JP3832785B2 (ja) | 1997-10-27 | 2006-10-11 | 三菱化学ポリエステルフィルム株式会社 | 着色顔料含有ポリエステルフィルム |
| US6235374B1 (en) * | 1998-01-20 | 2001-05-22 | Mitsubishi Polyester Film Corporation | Polyester film for decorative sheet |
| JP4031621B2 (ja) | 2001-05-28 | 2008-01-09 | 三菱樹脂株式会社 | 再生プラスチックシート並びに冷却塔用充填材 |
| JP5336130B2 (ja) | 2001-12-11 | 2013-11-06 | 大阪瓦斯株式会社 | 再生プラスチック材料及び成形体 |
| JP2005187565A (ja) * | 2003-12-25 | 2005-07-14 | Toyobo Co Ltd | 成型用白色ポリエステルフィルム及びそれを用いてなる成型部材 |
| JP5720123B2 (ja) * | 2010-06-11 | 2015-05-20 | 東洋製罐株式会社 | リサイクルポリエステル含有ポリエステル構造体及びその製造方法 |
| JP2015151477A (ja) | 2014-02-15 | 2015-08-24 | 三菱樹脂株式会社 | 白色難燃性ポリエステルフィルム |
| JP2018120717A (ja) | 2017-01-24 | 2018-08-02 | 東芝ライテック株式会社 | 調光操作器及び照明制御システム |
-
2018
- 2018-06-26 JP JP2018120717A patent/JP7140564B2/ja active Active
-
2019
- 2019-06-24 WO PCT/JP2019/024932 patent/WO2020004318A1/ja unknown
- 2019-06-24 EP EP19826819.5A patent/EP3816210B1/en active Active
-
2022
- 2022-09-07 JP JP2022142189A patent/JP7369838B2/ja active Active
- 2022-09-07 JP JP2022142244A patent/JP7369839B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001018223A (ja) * | 1999-07-08 | 2001-01-23 | Utsumi Kikaku Kk | 再生ポリエステル樹脂シートの製造法。 |
| JP2004058486A (ja) * | 2002-07-30 | 2004-02-26 | Mitsubishi Plastics Ind Ltd | ポリエステル樹脂製化粧シート |
| WO2005105903A2 (en) * | 2004-05-05 | 2005-11-10 | Garware Polyester Ltd. | Low density white polyester film |
| JP2017145338A (ja) * | 2016-02-18 | 2017-08-24 | リスパック株式会社 | 白色ポリエステル樹脂シート及びその製造方法並びに該シートを用いた包装用容器 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021172805A (ja) * | 2020-04-28 | 2021-11-01 | 南亞塑膠工業股▲分▼有限公司Nan Ya Plastics Corporation | 白色ポリエステルフィルム及びその製造方法 |
| JP7127094B2 (ja) | 2020-04-28 | 2022-08-29 | 南亞塑膠工業股▲分▼有限公司 | 白色ポリエステルフィルム及びその製造方法 |
| US11608422B2 (en) | 2020-04-28 | 2023-03-21 | Nan Ya Plastics Corporation | White polyester film and method for manufacturing the same |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3816210A1 (en) | 2021-05-05 |
| JP7369839B2 (ja) | 2023-10-26 |
| JP2022173256A (ja) | 2022-11-18 |
| JP7140564B2 (ja) | 2022-09-21 |
| JP2022173258A (ja) | 2022-11-18 |
| JP7369838B2 (ja) | 2023-10-26 |
| EP3816210A4 (en) | 2022-03-16 |
| EP3816210B1 (en) | 2024-05-08 |
| WO2020004318A1 (ja) | 2020-01-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7369839B2 (ja) | 化粧シート | |
| JP7386311B2 (ja) | 化粧シート | |
| CN114989576A (zh) | 聚酯包装材料 | |
| JP2011012282A5 (ja) | ||
| JP6188805B2 (ja) | 酸素捕捉性プラスチック材料 | |
| US10226913B2 (en) | Decorative sheet | |
| JP6691389B2 (ja) | 白色ポリエステル樹脂シート及びその製造方法並びに該シートを用いた包装用容器 | |
| EP3939786A1 (en) | Decorative sheet | |
| CN100575071C (zh) | 具有耐天候表面层的多层片材 | |
| US20080233413A1 (en) | Polypropylene films employing recycled commercially used polypropylene based films and labels | |
| US6641920B2 (en) | Ultraviolet protected multi-layer structures of copolyester/polycarbonate blends | |
| PH12017500952B1 (en) | Master batch for resin coloring and method for producing colored resin molded body | |
| CN102020822B (zh) | 模制品组件 | |
| JP4951645B2 (ja) | 積層樹脂シート及び包装用容器 | |
| JP2022172961A (ja) | 化粧シートの製造方法及び化粧シート | |
| KR101248626B1 (ko) | 성형성이 우수한 친환경 데코 시트 | |
| KR101562697B1 (ko) | 성형성이 우수한 친환경 데코 시트 | |
| EP3257889B1 (en) | Resin composition and method for producing pearly molded body | |
| JP2010195009A (ja) | 積層樹脂成形物 | |
| JP2002187986A (ja) | 再生ポリエチレンテレフタレート樹脂組成物 | |
| JP2008119884A (ja) | 散布用蓄光チップの製造方法 | |
| JP2024016881A (ja) | 多層構造体、多層容器及び複合容器、並びにそのリサイクル方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220308 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220502 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220712 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220722 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220908 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7140564 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |