従来、製袋充填包装機としては、例えば特許文献1に開示されていて、斜視図である図10に一例として概略を示すような縦型製袋充填包装機が多用されている。図10に示す縦型製袋充填包装機50においては、包装材ロール支持装置70が、帯状包装材Fwが巻き取られて成る包装材ロールとしてのフィルムロールFrをロール支持軸71上に繰り出し可能に支持している。包装すべき製品Sが投入される充填筒53と帯状包装材Fwを略筒状に曲成するとともに充填筒53が貫通配置されるフォーマ51とは、製筒ユニットとしてユニット化されて機枠フレームに取り外し可能に装着されている。フィルムロールFrから繰り出された帯状包装材Fwは、ダンサーローラ60、アジャストローラ61、第1ローラ62及び適所に置かれたガイドローラ63を経て製筒ユニットのフォーマ51に送り込まれる。特に、第1ローラ62は、フォーマ51に対する帯状包装材Fwの送り込みを案内する帯状包装材案内装置となっている。帯状包装材Fwは、フォーマ51によって側端縁部分fe,feが合掌状に重ね合わされるように略筒状に曲成され、長手(上下又は縦)方向に走行される中で、両側縁部分fe,feに縦シール装置54によって縦シール部Scが施されることで筒状包装材Ftに成形される。
包装物である製品Sは、ホッパ52から充填筒(通常は円筒状、特殊なケースでは角筒状等の筒体)53を通して筒状包装材Ftの内部に投入される。充填筒53は、ホッパ52からの製品Sが引き続いて投入される筒内部と、外側円筒面である筒周面を有する筒体に形成されている。充填筒53は、フォーマ51に対して筒周面との間に所定の隙間をおいて貫通配置されている。充填筒53の左右両外側には、吸引式のベルト機構から成り且つ充填筒53の筒周面との間に筒状包装材Ftを挟んで送る包装材送り装置56,56が配設されている。フォーマ51によって湾曲成形された帯状包装材Fwはフォーマ51と充填筒53の間の隙間を通過し、そして帯状包装材Fwから成形された筒状包装材Ftは、充填筒53の筒周面を内部に取り囲む状態にあって、包装材送り装置56,56により下方に紙送りされる。充填筒53の下方には、筒状包装材Ftを外側から挟み込むことで筒状包装材Ftに横断方向の横シールを施す横シール装置55が配設されている。
縦型製袋充填包装機50において、縦シール装置54は、帯状包装材Fwの両側縁部分fe,feの延びる方向に沿って細長く延びている一対の開閉可能な縦シールブロック54a,54bを備えている。縦シールブロック54a,54bは、閉じ動作をするときに重合わせ状態にある両側縁部分fe,feを挟み込むときにヒートシールを施して縦シール部Scを形成し、開き動作をするときには、当該開き動作によって縦シールブロック54a,54b間に生じた隙間を通して両側縁部分fe,feが通過するのを許容する。
横シール装置55は、充填筒53の下端の更に下方において筒状包装材Ftを挟んで配置されており、互いに接近・離反する作動をする横シールブロック55a,55bを備えている。横シールブロック55a,55bは、接近時に筒状包装材Ftを外側から横断する方向に挟んで加熱し、袋Bのための底側の横シール部Seを形成する上側の横シーラ部と、袋包装体Bpの天側の横シール部Seを形成する下側の横シーラ部とを構成している。筒状包装材Ftの内部に製品Sを投入し、横シール装置55によって横断方向に横シール部Seを施すことで袋包装体Bpが製造される。
横シール装置55は、更に筒状包装材Ftを突き切る形態で切断するカッタ装置59を備えることができる。カッタ装置59は、一方の横シールブロック55aの上下の両横シーラ部間にカッタ刃59aを備えており、他方の横シールブロック55bにはそのカッタ刃59aが入り込み可能な溝59bが形成されている。両横シールブロック55a,55bが接近して包装材を挟み込んで加圧・加熱することで筒状包装材Ftを横断方向に溶着して横シール部Seを形成すると同時に、カッタ刃59aが進出方向に駆動されて筒状包装材Ftを突き切って切断する。なお、充填筒53の下端には、筒状包装材Ftを袋幅方向外側に緊張させる一対の緊張ガイドが斜め下方に延びるように設けられている。
縦型製袋充填包装機50においては、包装材は、包装動作に合わせて間欠的に送られている。ホッパ52から充填筒53内に製品Sが投入され、帯状包装材Fw及びその両側端縁部分fe,feを接近させた湾曲状包装材の送りが停止している短時間の間に、縦シール装置54が両側端縁部分fe,feを挟み込んで当該部分に縦シール部Scを形成するとともに、横シール装置55が筒状包装材Ftに横シール部Seを形成することにより、先行して形成された袋内部に製品Sが収容された袋包装体Bpが製造されるとともに、次に製品Sが投入される袋Bの底側の横シール部Seが形成される。なお、縦シール装置54及び横シール装置55をボックスモーション動作可能に構成することにより、包装材の送りを高速化することも可能である。
上記のような形態の縦型製袋充填包装機においては、フォーマ51及び充填筒53は、縦型製袋充填包装機の本体フレームに対して一括して取り付けられる。即ち、帯状包装材Fwを筒状包装材Ftに成形するための製筒ユニットは、帯状包装材Fwを略円筒状に湾曲させるフィーマ51と、フォーマ51に対して筒周面との間に包装材を通過可能とする所定の隙間をおいて貫通配置されている充填筒53をユニット化したものである。製筒ユニットとしては、ホッパ52を含めてユニット化することもできる。この場合、製品S投入用のホッパ5は、フォーマの上端に製品Sの連続した投入路となるようにフォーマ51に接続される。
充填筒53の左右両側にそれぞれ設けられている包装材送り装置56は、循環走行する無端状の包装材送りベルト58を備えている。筒状包装材Ftは、包装材送りベルト58が充填筒53との間に筒状包装材Ftを挟みつつ走行するときの摩擦力で送られる。包装材送りベルト58には、ベルトの長手方向に少なくとも一列に並ぶ吸引孔58aを形成することができる。包装材送りベルト58が筒状包装材Ftを介して対向する充填筒53の側面部分は、縦に細長い平坦面として形成されている。吸引孔58a付きの包装材送りベルト58の場合、吸引ボックス57のような負圧装置が包装材送りベルト58の内側に添うように配置されており、吸引孔58aを通して負圧が筒状包装材Ftに作用されるときに筒状包装材Ftは包装材送りベルト58で吸引されながら充填筒53の先端側に送り出される。
縦型製袋充填包装機において、包装機を構成する、フォーマや充填筒を備える包装材成形装置(製筒ユニット)、ベルト式の型包装材送り装置、縦シール装置、横シール装置等の各種装置をすべて共通の支柱の基準軸線に対して、それらの支持ブラケットを介して位置決めし且つ支柱に支持させることで、これらの装置の組立てを簡単にするのみならず、位置決めを正確にし、各装置の作動を良好にすることを図ったものが提案されている(特許文献1参照)。しかしながら、この縦型製袋充填包装機においては、各種装置の位置決めをそれぞれの装置毎に個別に行っており、位置決めが正確になるとしても、位置決め及び調整作業に手間と時間がかかるものとなっていることには変わりはない。
従来、包装すべき製品が切り換えられる場合には、通常、袋サイズも変更される。袋サイズの変更の際には、通常、製品の包装に用いる包装材は、それまで用いていた包装材とは材質や折り径(帯状包装材を幅方向の中央で折り返して重ねたときの幅寸法)の異なる包装材である。帯状包装材が変更されて帯幅や材質の異なる包装材が用いられると、帯状包装材を略筒状に曲成するフォーマや筒状包装材が取り巻くように通される充填筒を備える製筒ユニットがサイズの異なるものに交換される。また、それのみならず、製袋充填包装機においては、フォーマや充填筒の筒径の変更に応じて、包装材ロールを繰り出し可能に支持する包装材ロール支持装置、フォーマへの帯状包装材の送り込みを案内する帯状包装材案内装置、帯状包装材を筒状包装材に形成する縦シール装置や筒状包装材の送りを担う包装材送り装置のような各装置の設置位置を調整する必要がある。
縦型製袋充填包装機において必要とされる上記の調整の概要が図11、図12に示されている。図11、図12においては、図10に示す製袋充填包装機に示した構成要素と同等のものについては、図10に用いた符号と同じ符号を付すことで再度の説明を省略する。図11は、縦型製袋充填包装機の(a)上面概略図と(b)側面概略図である。図11に示すように、包装材ロール支持装置70は、包装材の供給源である帯状包装材Fwを巻き取った包装材ロールFrを支持する装置であるが、包装材ロールFrはその一方側端面がホルダに合わせてロール支持軸71上に装填されるだけであるので、ロール幅の異なる包装材ロールFrに交換した場合には、ロール支持軸71上に支持される包装材ロールFrの設置位置(ロール支持軸71上の装填位置)をそのロール幅(帯状包装材Fwの帯幅)Wに応じて調整する必要がある。即ち、帯幅Wの異なる包装材ロールFrに交換した場合には、包装材ロールFrのロール支持軸71上の設置位置をその軸線方向に調整して、帯状包装材Fwの帯幅方向の中心位置を製袋充填包装機のセンターラインCLに一致するように調整合させる必要がある。
また、製筒ユニットが交換された際には、フォーマ51についても、そのサイズや形態、特に、フォーマ51の筒状部分の上端から後方に滑らかに湾曲して延びる背部分である羽51aの傾斜角度θや長さLが帯状包装材Fwの帯幅Wに応じて異なるものとなるので、帯状包装材Fwをフォーマ51に送り込む包装材案内装置80のガイドローラ(第1ローラ)62の設置位置(フォーマ51に対する接近後退位置)をフォーマ51に合わせて最適な位置に調整する必要がある。同様に、帯状包装材Fwが巻き囲まれる充填筒53の筒径も異なるので、略筒状に曲成された帯状包装材Fwの両側縁部分fe,feをシールして筒状包装材Ftに成形する縦シール装置54の充填筒53に対する設置位置(充填筒53に対する前後方向への接近後退位置)についても調整する必要がある。
更に、充填筒53の左右側方に配設されていて筒状包装材Ftを送る包装材送り装置56,56についても、筒径が異なる充填筒53に対する設置位置(充填筒53に対する左右方向への接近後退位置)を調整する必要がある。図12は、縦型製袋充填包装機における包装材送り装置56,56を示す正面図である。図12に示すように、包装材送り装置56,56の位置調整については、具体的には、左右に大きく開いた位置に置かれた包装材送り装置56,56(図12(a))を充填筒53に接近する方向に移動させる。包装材送り装置56,56を閉じて送りベルト58を充填筒53の外周面に当接させる(図12(b)左側の包装材送り装置56)。その後、包装材送り装置56,56を充填筒53から若干量だけ遠ざかる方向に離間させる(図12(b)右側の包装材送り装置56)ことで、送りベルト58と充填筒53との間に広すぎず且つ狭すぎず、筒状包装材Ftの送りに適した所定の隙間Gbが確保される。なお、送りベルト58は、駆動プーリ91、従動プーリ92及びガイドプーリ93に巻き掛けられた無端のタイミングベルトである。送りベルト58及びこれら各プーリ91〜93から成る送りベルト部90は、駆動用のサーボモータ(図示せず)とともにベースプレート94に設けられており、全体がベースプレート94共々、充填筒53に対して接近・離間するように移動する。
一般には、これらの位置調整は手動にて行われており、モータ等の駆動装置を用いる場合でも、位置調整の加減は、通常、制御モニタにてチェックしながら手動で行われる。縦型製袋充填包装機の各種装置(包装材ロール支持装置、包装材送り案内装置、縦シール装置、包装材送り装置)を動作させる場合には、制御装置への包装材の折り径について、複数の選択肢からの選択又は直接的な数値入力をする必要がある。したがって、各種装置の調整の際に、製袋充填包装機の各種装置の位置等の調整に手間がかかるばかりでなく、当該調整にミスが生じる可能性もあり、再調整を要することになると製袋充填包装機の稼働効率が大幅に低下する、という問題点がある。
以下、添付した図面に基づいて、この発明による製袋充填包装機の実施例を説明する。図1は、本発明により袋サイズ変更対応機能を備えるものとなった製袋充填包装機の一実施例の要部を示すブロック図である。図1に示す製袋充填包装機の基本的な全体構成としては、図10に示したような従来から用いられている縦型製袋充填包装機の構成と同様であってよい。したがって、縦型製袋充填包装機それ自体の基本的な構成について言及する場合には、図10に示した縦型製袋充填包装機を説明するのに用いられた符号をそのまま用いることで、当該構成についての再度の説明を省略する。
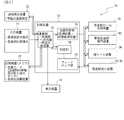
図1に示すブロック図は、縦型製袋充填包装機1aにおいて、入力装置11における設定入力によって帯状包装材Fwの帯幅W又は折り径Dwの設定情報が制御装置10に与えられる設定モードによる袋サイズ変更対応機能を説明するブロック図である。制御装置10には、設定入力を行う入力装置11及び記憶装置(メモリ)13が接続されており、作業者に制御状態等を表示する表示装置14が接続されている。また、制御装置10には、出力側である制御の対象となる装置として、包装材ロール支持装置70、ガイドローラ(第1ローラ)62を備える包装材案内装置80、縦シールブロック54a,54bを備える縦シール装置54、及び包装材送りベルト58,58を備える包装材送り装置56,56が接続されている。
入力装置11における設定入力には、帯状包装材Fwの帯幅W又は折り径Dwの数値(包装材に対応したコード入力も可能)を直接に入力する直接入力、又は包装すべき製品S及び包装材Fw毎に所定の包装を行うために必要な包装機を構成する各種装置の寸法等の諸元や作動範囲或いは作動タイミングを記したデータ群を定めており帯幅Wや折り径Dwが特定可能な包装コードを入力するコード入力がある。設定情報は、これら直接入力で入力される帯幅W又は折り径Dwの数値情報、又はそれらの数値を特定することができるコード情報である。いずれかの入力方法を選択することにより、制御装置10の設定モードが開始され、帯状包装材Fwの帯幅W又は折り径Dwを特定することができる。なお、包装コードは、帯状包装材Ftの帯幅W又は折り径Dwを得るためだけではなく、予め登録されていれば実際の包装機の各装置を運転させるためにも指定可能であり、また新規に登録可能でもある。
包装コードの一例としては、フォーマ51と充填筒53とをユニット化した製筒ユニットを使用する特定のコードが予め付与されたものがある。その包装コードに対応してデータベース(充填筒53の筒径Dt又は包装材Fwの帯幅W又は折り径Dwをデータとして含む)が記憶装置13に記憶されている。特定の製筒ユニットを使用する包装コードを指定して入力するとき、記憶装置13に記憶されている当該包装コードに対応するデータ群の中から充填筒53の筒径Dt又は包装材Fwの帯幅W又は折り径Dwが制御装置10に読み出される。筒径Dtからもそれに対応した帯状包装材Fwの帯幅W又は折り径Dwが特定可能である。
制御装置10においては、入力装置11からの設定入力に応じて、演算部15が帯状包装材Fwの帯幅W又は折り径Dwを得るための所定の演算や主たる演算・制御を行う。演算部15は、得られた帯幅W又は折り径Dwの数値に基づいて包装材ロールの支持位置や各種装置の接近後退位置の制御のための位置制御部16を制御する。位置制御部16は、包装材ロール支持装置70における包装材ロールFrの支持位置、包装材案内装置80のガイドローラ62のフォーマ51に対する接近後退位置、縦シール装置54の縦シールブロック54a,54bの充填筒53に対する接近後退位置、及び包装材送り装置56,56の包装材送りベルト58,58の充填筒53に対する接近後退位置のうち少なくとも一つの位置を制御する。また、これらのすべての位置を制御してもよい。
各装置80、54、56,56における接近後退位置は、サーボモータのような精密な出力を制御可能な駆動源と、当該駆動源の回転出力を直線運動に変換するねじ機構、ラックピニオン機構、カム・カムフォロワ機構のような変換機構によって制御するのが好ましい。各接近後退位置はセンサによって検出されており、制御装置10内のフィードバック部17を経て判定部18において、所定の接近後退位置(記憶装置13において好ましくは包装コードに対応して記憶されている適切な設置位置が読み出される)に到達したか否かが判定され、所定の接近後退位置に到達したときには、演算部15は接近後退制御部16の制御を終了するとともにその旨が表示装置14に表示する。
図2に示すブロック図は、縦型製袋充填包装機1bにおいて、帯状包装材Fwの帯幅Wの直接測定や、充填筒53の筒径Dtの測定によって充填筒53を巻き囲む帯状包装材Fwの帯幅W又は折り径Dwを間接的に定める間接測定のような測定モードによる袋サイズ変更対応機能を説明するブロック図である。入力装置11おいて、帯状包装材Fwの帯幅Wを直接に測定するように指示をする指示入力、又は包装材ロールFrの取換えなどによって帯状包装材Fwの寸法等が変更された場合のその旨の入力に応じて、制御装置10の測定モードが開始される。制御装置10に関連して、帯状包装材Fwの帯幅Wの直接測定を行う直接測定装置12が設けられている。直接測定装置12は、制御装置10からの指示を受けて帯幅Wの直接測定を開始し、直接測定で得られた帯幅Wの測定結果を制御装置10に出力する。制御装置10の周辺での各装置11,13,14,80,54,56との接続は、図1に示す例の場合と同様であるので、再度の説明を省略する。
制御装置10においては、入力装置11からの設定入力に応じて、演算部15は帯状包装材Fwの帯幅W又は折り径Dwを得るための所定の演算や主たる演算・制御を行う。演算部15は、得られた帯幅W又は折り径Dwの数値に基づいてロールの支持位置や各種装置の接近後退位置の制御のための位置制御部16を制御する。位置制御部16は、包装材ロール支持装置70における包装材ロールFrの支持位置、包装材案内装置80のガイドローラ62のフォーマ51に対する接近後退位置、縦シール装置54の縦シールブロック54a,54bの充填筒53に対する接近後退位置、及び包装材送り装置56,56の包装材送りベルト58,58の充填筒53に対する接近後退位置のうち少なくとも一つの位置を制御する。また、これらのすべての位置を制御してもよい。
制御装置10内においては、図1に示す例と同様に、入力装置11からの入力に応じて、演算部15は帯状包装材Fwの帯幅W又は折り径Dwを得るための所定の演算や主たる演算・制御を行う。演算部15は、得られた帯幅W又は折り径Dwの数値に基づいてロールの支持位置や各種装置の接近後退位置の制御のための位置制御部16を制御する。帯幅Wを直接測定する場合、及び充填筒53の筒径を測定することから帯幅W等を求める間接測定の場合を含めて、位置制御部16は、包装材ロール支持装置70における包装材ロールFrの支持位置、包装材案内装置80のガイドローラ62のフォーマ51に対する接近後退位置、縦シール装置54の縦シールブロック54a,54bの充填筒53に対する接近後退位置、及び包装材送り装置56、56の包装材送りベルト58,58の充填筒53に対する接近後退位置を制御する。
間接測定の場合には、当初においては、演算部15は、位置制御部16に指令をして、縦シール装置54の縦シールブロック54a,54b又は包装材送り装置56,56の包装材送りベルト58,58のいずれかが充填筒53に対して当接するまで移動させる制御をする。いずれかの装置54又は56,56が充填筒53に対して当接した時点で、判定部18がその当接状態での移動量に基づいて充填筒53の筒径Dtが測定され、表示装置14にその旨が表示される。充填筒53の筒径Dtが測定されると、演算部15は、位置制御部16に指令をして、当該測定に用いられた装置においては当該装置を所定の後退量だけ後退させることにより、当該装置と充填筒53との間に適切な隙間を確保する。当該測定に用いられなかった装置の充填筒53に対する接近後退位置、並びに包装材ロール支持装置70における包装材ロールFrの支持位置及び包装材案内装置80のガイドローラ62のフォーマ51に対する接近後退位置については、演算部15は、位置制御部16に指令をして、充填筒53の筒径Dtの測定値に基づいて、各位置を所定の適切な位置へ移動させる制御を行わせる。なお、装置54又は56,56の両方について充填筒53に当接させて、筒径Dtの測定値の信頼度を向上させてもよい。また、縦シール装置54の縦シールブロック54a,54bを充填筒53に当接させることなく充填筒53の筒径Dtを測定することもできるが、それについては後述する。
図3は、縦型製袋充填包装機において装填された包装材ロールを支持する包装材ロール支持装置を示す図であり、支持された包装材ロールから帯状包装材が繰り出される様子も示している。図3には、縦型製袋充填包装機1aにおける帯状包装材Fwの帯幅Wの直接測定の例が示されている。この例では、帯幅Wの測定は、包装材支持装置70に支持された包装材ロールFrから繰り出された帯状包装材Fwの両側端縁部分fe,feに対して、矢印で示すように左右(帯幅)方向に移動するセンサ21,21を備えた計測装置20aによって行われる。センサ21,21が帯状包装材Fwの側端縁部分(エッジ部分)fe,feを検出したときの位置情報に基づいて、帯幅Wが直接的に測定される。計測装置20aは、包装材ロール支持装置70の近傍に配設されていなくても、包装材が帯状の状態で送られる領域であれば任意の位置に配設することができる。
帯状包装材Fwの帯幅Wの直接測定の別の例は、帯状包装材Fwを巻き取った包装材ロールFrが回転自在に装填されるロール支持軸71に設けられた計測装置20bによるものである。即ち、包装材ロールFrの芯管を支持する装填軸ともなっているロール支持軸71の内部には、回転駆動されるねじ軸23,23と、ねじ軸23,23に螺合する移動ナット24,24とからなるねじ移動機構22が設けられている。一方(図で左側)の移動ナット24は、ロール支持軸71に軸線方向と平行に形成されているスリット25,25を通してロール支持軸71の周面から外側に突出する環状移動コマ26,26を備えている。他方(図で右側)の移動ナット24は、ロール支持軸71に軸線方向と平行に形成されているスリット27,27を通してロール支持軸71の周面から外側に突出する傾斜移動コマ28,28を備えている。ねじ軸23,23が回転するときに、環移動コマ26,26及び傾斜移動コマ28,28がスリット25,27に案内されて矢印で示すように移動し、包装材ロールFrの側面Sr1,Sr2にそれぞれ当接する。ねじ軸22,22の回転量は移動コマ26,26と傾斜移動コマ28,28の移動量に換算されるので、移動コマ26,26と傾斜移動コマ28,28の移動量から帯状包装材Fwの帯幅Wを計測することができる。
次に、縦型製袋充填包装機では、製造する袋の大きさやデザインに応じて、包装材ロール支持装置70における包装材ロール支持位置、帯状包装材案内装置80におけるガイドイローラ(第1ローラ)62のフォーマ51に対する接近後退位置、縦シール装置54における縦シールブロック54a,54bの充填筒53に対する接近後退位置、及び包装材送り装置56,56における送りベルトの充填筒53に対する接近後退位置が調整可能に構成されている。図4は、帯状包装材案内装置80において帯状包装材Fwをフォーマ51に送り込むガイドローラ62のフォーマ51に対する接近後退位置の調整構造の一例を示す図であり、図4(a)はガイドローラ62の位置調整構造を機械側面から見た図であり、図4(b)は当該構造を機械上面から見た図である。ガイドローラ62は、製筒器であるフォーマ51に近接して設けられる主ガイドローラであり、既に背景技術の欄に記載したように、フォーマ51に対して円滑に帯状包装材Fwを案内する役割を担っている。また、製造する袋包装体に応じてフォーマ51及び充填筒53から成る製筒ユニット4の機枠フレームに対する設置位置が変更された場合にも、ガイドローラ62の位置を変更する必要がある。このため、ガイドローラ62の位置は、フォーマ51や製筒ユニット4に対して前後するように、帯状包装材Fwの走行方向に進退可能に構成される。
ガイドローラ62は、ボールねじを用いたねじ移動機構30により進退可能である。ガイドローラ62の両端は取付けブラケット31,31に回転自在に支持されており、各取付けブラケット31は進退ブロック32に取付けられている。各進退ブロック32は、ボールねじ33上を螺動するように取付けられており、ボールねじ33の両端は機枠フレーム37,37において回転自在に支持されている。ボールねじ33は、プーリ34,34及び駆動ベルト35を介して、駆動モータ36により駆動される。駆動モータ36としては、回転方向及び停止位置が制御可能なモータ、好ましくはサーボモータが使用される。駆動モータ36の回転出力によってボールねじ33が回転し、その回転方向に応じてガイドローラ62はフォーマ51に対する前後(接近・離間)方向に移動する。この際、駆動モータ36の回転量によってガイドローラ62の前後方向に接近後退位置を制御することができる。ガイドローラ62の接近後退位置を制御して適切な設置位置に位置決めすることで、帯状包装材Fwをフォーマ51に対して適切な角度に案内して送り込むことができ、その結果、略筒状への曲成やその後に筒状包装材Ftの形成を良好なものとすることができる。
次に、縦型製袋充填包装機の縦シール装置54の設置位置の調整について説明する。図5は、縦型製袋充填包装機において帯状包装材に縦シールを施して筒状包装材を形成する縦シール装置の位置調整構造の一例を示す図であり、縦シーラ部分を上から見た図である。図5(a)に示すように、縦シーラ装置54は、充填筒53の前面に設けられており、フォーマ51によって充填筒13に巻き囲むように略筒状にまで湾曲された帯状包装材Fwの重ね合わされた両側端縁部分fe,feを挟圧し加熱することで、縦シールを施して筒状包装材Ftに成形する。
縦シール装置54は、略筒状に曲成された帯状包装材Fwに縦シールを実施するため、帯状包装材Fwの両側縁部分fe,feを挟み込む一対の縦シールブロック54a,54bと、縦シールブロック54a,54bに互いに近接、離間動作をさせるためのエアシリンダ40を備えている。片側(例えば、図で左側)の縦シールブロック54aみが近接・離間動作を行ない、エアシリンダ40と他方(図で右側)の縦シールブロック54bはそれぞれ取付けブロック41,41に固定されている。取付けブロック41,41はアーム42に取付けられている。アーム42は、開閉用ピボット43を介してアーム用の取付けブロック44に取付けられている。これにより、アーム42はその先に設けられている構成要素共々、開閉用ピボット43を回転中心として機械正面側方向に旋回可能である。製袋充填包装機の動作時には縦シールブロック54a,54bは充填筒53の前面に位置しているが、縦シールブロック54a,54bからアーム42までを一括して旋回可能とする構造によって、フォーマ51や充填筒53(製筒ユニット4)の交換作業や包装材のセッティング作業の際には充填筒53の前面を開放可能にすることができ、こうした作業の障害とならないようにすることができる。
略筒状に曲成された帯状包装材Fwに縦シールを実施する準備動作として、縦シール装置54は、縦シールブロック54a,54bを充填筒53に向って接近・離間させる位置調整機能を備えている。この位置調整機能は、縦シール装置54用のねじ移動機構45によって奏される。ねじ移動機構45においては、取付けブロック44は進退ブロック46に固定されており、進退ブロック46はボールねじ47上を螺動するように取付けられている。ボールねじ47は、機枠フレーム37に回転自在に取付けられており、歯車48,48を介して駆動モータ49により回転する。駆動モータ49は、回転方向及び停止位置が制御可能なモータ、好ましくはサーボモータが使用されている。
この構造により、縦シールブロック54a,54bは機械上面方向から見て前後に進退可能とされている。駆動モータ49の回転出力によって、縦シールブロック54a,54bの充填筒53に対する前後(接近後退)方向に移動させることができ、この際、駆動モータ49の回転量によって縦シールブロック54a,54bの充填筒53に対する前後位置を制御することができる。縦シールブロック54a,54bの位置を制御することで、縦シールブロック54a,54bが略筒状に曲成された帯状包装材Fwの両側縁部fe,feを正確に挟み込むことができる。製造する袋包装体のサイズ等の変更に応じて製筒ユニット4、即ち、フォーマ51及び充填筒53が変更された場合、縦シールブロック54a,54bの位置を変更することで、製筒ユニット4の変更に対応でき、その結果、縦シールの形成とそれによる筒状包装材Ftの形成を良好なものとすることができる。
縦シール装置54によって、包装材の帯幅W又は折り径Dwを間接測定する場合には、縦シール装置54を充填筒53に向って接近移動させて縦シールブロック54a,54bが充填筒53に対して当接するときまでの駆動モータ49の回転量から縦シールブロック54a,54bの移動量、延いては縦シールブロック54a,54bが充填筒53に当接した位置を求める。当該位置情報に基づいて充填筒53の筒径を算出し、その算出値から帯状包装材Fwの帯幅W又は筒状包装材Ftの折り径Dwを求めることができる。縦シール装置54を充填筒53に対して接近後退させる手段として、駆動モータ49に代えてエアシリンダ等の駆動手段を用いる場合には、リニアスケールやロータリエンコーダ等のセンサ付きの計測機器を利用することで、縦シールブロック54a,54bの移動量や位置の計測から充填筒53の筒径Dtを算出することができる。シールブロック54a,54bのシール面や充填筒53の筒周面の保護の観点から、縦シールブロック54a,54bが充填筒53に対して当接させないのが好ましい場合には、例えば、図5(b)に部分図として要部を示すように、縦シールブロック54a,54bの上端部において、縦シールブロック54a,54bの縦シール面よりも僅かに前方に突出する態様でセンサ54c(又はリミットスイッチ、距離センサでもよい。いずれも縦シール面よりも突出する先端位置は既知)を設け、センサ54cが充填筒53の筒種面に当接したときの縦シール装置54の位置を知ることで、充填筒53の筒径Dtを算出することができる。センサ54cが充填筒53に当接した後の後退量を調整することで、図5(a)に示す当接後に所定量だけ後退したのと同じ目標位置に縦シール装置54を移動させることができる。なお、センサ54cを測定時のみ縦シールブロック54a,54bの前方位置を占めるように出没自在に構成し、包装動作時には後退して包装材の通過に支障のないようにしてもよい。
次に、縦型製袋充填包装機における包装材送り装置の設置位置の調整について説明する。図6は、縦型製袋充填包装機において充填筒の側方に設けられて筒状包装材を送る包装材送り装置の位置調整構造の一例を示す斜視図である。縦型製袋充填包装機に備わる包装材送り装置110,110は、従来の包装材送り装置56,56と同様、充填筒53に対して左右側方に配置された一対の装置であり、互いに左右対称の構造と配置とすることで筒状包装材Ftの紙送りが充填筒53の左右でバランスがよくなり、筒状包装材Ftの送りに際して、筒状包装材Ftに蛇行や皺が発生するのを抑制することができる。充填筒53の前方位置には通常、縦シール装置54が配置されるので、包装材送り装置110,110を充填筒53に対して進退移動させるためのガイド構造、即ち、互いに水平で且つ左右方向に平行に延びる二本のガイドシャフト102,102は、充填筒53の後方に配置されている。包装材送り装置110,110は、ガイドシャフト102,102によってスライド案内されており、互いに向かい合った対称・対向姿勢が維持されたまま前進移動又は後退移動され、充填筒53に対して接近・離間する。
縦型製袋充填包装機は、各包装材送り装置110に関連して、隙間設定のために設けられた後述するクランプユニット130とストッパ機構140を備えている。各包装材送り装置110は、ガイドシャフト102,102に案内される本体部111と、本体部111に取り付けられており且つ充填筒53を取り囲んで配置されている筒状包装材Ftを充填筒53に沿って送るベルト送り部112を備えている。縦型製袋充填包装機は、各包装材送り装置110に関して、本体部111に作用して各包装材送り装置110をガイドシャフト102,102に沿って移動させる進退駆動手段113を備えている。各本体部111は、ガイドシャフト102,102が貫通する縦板状の本体ブロック114と、本体ブロック114に取り付けられているスリーブ115,115を備えている。長さのあるスリーブ115,115がガイドシャフト102,102にスライド可能に嵌合しているので、本体部111はガイドシャフト102,102に対して安定してスライド移動する。各包装材送り装置110それ自体の構造は、従来の縦型製袋充填包装機における包装材送り装置56と同等の構造である。
各包装材送り装置110のベルト送り部112は、本体部111の本体ブロック114に取り付けられたベースプレート120と、ベースプレート120に取り付けられた駆動モータ(サーボモータ)121と、駆動モータ21によって駆動されるベルト機構122を備えている。各ベルト機構122は、駆動モータ121によって回転駆動され且つベースプレート120に回転自在に支持される駆動プーリ123と、ベースプレート120に回転自在に支持される従動プーリ124と、ベースプレート120に適宜に回転自在に支持されるガイドプーリ125と、駆動プーリ123、従動プーリ124及びガイドプーリ125に巻き掛けられた無端状の送りベルト126を有している。これらについても、従来の縦型製袋充填包装機におけるベルト送り部と同等の構造である。
各プーリ123〜125及び送りベルト126は、噛み合う歯を有するタイミングプーリ及びタイミングベルトであり、噛合いによってベルト駆動を正確で且つ確実に行うものとするのが好ましい。また、送りベルト126は、長手方向に沿って少なくとも1列の吸引孔が開けられた吸引ベルトとし、充填筒53周りの筒状包装材Ftと対接する送りベルト126の裏側には、負圧源に接続された吸引ボックス127が添うように配設されている。送りベルト126が駆動モータ121によってベルト走行され、吸引ボックス127が送りベルト126の吸引孔を通してエアを吸引することで、送りベルト126は表側で筒状包装材Ftを吸引しつつ筒状包装材Ftを充填筒53に沿って紙送りする。
各包装材送り装置110に関して、進退駆動手段113は、一端が本体フレームに取り付けられ他端が本体部111の本体ブロック114に取り付けられているエアアクチュエータで構成されている。本体部111が各エアアクチュエータによって駆動されるとき、包装材送り装置110はその全体がガイドシャフト102,102に沿って進退移動する。各包装材送り装置110について、筒状包装材Ftは送りベルト126と充填筒53との間に形成される隙間内を通過するように置かれる。その隙間は、包装材の厚さや特性によって異なるが、それらを考慮して包装材毎に一応の目安が定められている。筒状包装材Ftが包装材送りベルト126,126と充填筒53の側面部分との間に強く挟まれる状態となると、筒状包装材Ftの送りに強い摩擦抵抗が生じ、滑らかな送りが得られない。また、包装材送りベルト126,126と充填筒53の側面部分との間の隙間が広すぎると、筒状包装材Ftが包装材送りベルト126,126によって吸引されることで充填筒53の側面部分から浮いた状態となり、筒状包装材Ftの送りが安定せず蛇行や皺の発生原因となる。そうした隙間を設定するため、各包装材送り装置110に関して、一方のガイドシャフト102と本体部111と関連して、クランプユニット130とストッパ機構140が設けられている。
クランプユニット130は、本体ブロック114の外側、即ち、充填筒53から遠い側に配設されていて、包装材送り装置110に追従移動するように一方のガイドシャフト(下側のガイドシャフト)102に移動案内されているとともに、当該ガイドシャフト102をクランプ可能にするユニットである。クランプユニット130は、ガイドシャフト102を取り囲むユニット本体131と、ユニット本体131から一体的ではあるが二つ割り状態に延びるクランプ片132,132と、クランプ片132,132を互いに接近させるように出力するエアアクチュエータ133を備えている。エアアクチュエータ133が出力動作するとき、クランプ片132,132はガイドシャフト102を握り締めてクランプし、クランプユニット130はガイドシャフト102に対して移動不可となる。
図7は、図6に示す縦型製袋充填包装機の一部を更に拡大するとともに、包装材送り装置110についてのベルト隙間設定機能を説明する図である。図7を参照すると、包装材送り装置110とクランプユニット130との間には、包装材送り装置110とクランプユニット130を常に離す方向に付勢するばね134が配置されている。当該ばね134は、大部分を本体部111内に形成された穴(孔)135内に収容されていて、充填筒53に近い側の一端が当該穴底(孔の場合には開口を封じる蓋板)に当接しており、穴135から突出する他端がクランプユニット130の本体部111側の側面136に当接している圧縮ばねである。
クランプユニット130に関連して、包装材送り装置110とクランプユニット130とのガイドシャフト102に沿う方向の相対的な移動量を、得るべき適正な隙間に制限するものとして、ストッパ機構140が設けられている。ストッパ機構140は、包装材送り装置110の本体ブロック114に基端側が取り付けられていて且つ本体ブロック114からその後退方向に延びてクランプユニット130を貫通するロッド141と、ロッド141がクランプユニット130を貫通した先端側に取付けられていてクランプユニット130に対してその他方の側面137において当接可能なストッパ142を備えている。クランプユニット130は、平行に延びるガイドシャフト102とロッド141とによって、回転することなく、それらの軸線に平行な方向に移動可能である。ロッド141を本体ブロック114に植え込まれるボルトとし、ストッパ142をボルト(ロッド141)にねじ込まれるナットとすることができる。ナットの位置を調整することで、包装材送りベルト126と充填筒53との間の隙間Gの大きさを調節可能とすることもできる。
図7に基づいて包装材送り装置110のベルト隙間設定機能を説明する。図7(a)は、包装材送り装置とクランプユニットが前進移動を開始した状態を示す図、(b)は送りベルトを充填筒に当接させるとともにクランプユニットを作動してガイドシャフトをクランプした状態を示す図、(c)は包装材送り装置を後退移動させてクランプユニットに当接させた状態を示す図である。
図7(a)及び(b)は、クランプユニット130がストッパ機構140のストッパ142と当接した第1状態を示している。図7(c)は、包装材送り装置110の本体部111がクランプユニット130に当接した第2状態を示している。クランプユニット130とストッパ機構140の関連構成は、次のとおりである。即ち、クランプユニット130は、包装材送り装置110に対して、側面137においてストッパ機構140のストッパ142と当接する第1状態と、側面136において包装材送り装置110に備わる本体部111の本体ブロック114と当接する第2状態との間で相対移動可能である。第1状態と第2状態との間でクランプユニット130がストッパ機構140に対して相対的に移動できる距離は、送りベルト126と充填筒(筒状包装材Ftが取り囲んでいる状態であってよい)53との間に設定される適正な隙間に相当する距離であって、非常に限定された移動量に抑えられている。このことからも、クランプユニット130とストッパ機構140の構造や機能が充分に簡単化されたものとなっていることが理解される。
図7(a)及び(b)に示すように、包装材送り装置110とクランプユニット130とは、両者の間に配置されるばね134によって、常に互いに離れる方向に付勢されている。したがって、クランプユニット130がガイドシャフト102をクランプしていない場合には、クランプユニット130は、ばね134の付勢作用によって包装材送り装置110から離れてストッパ機構140のストッパ142に当接した第1状態となっている。当該第1状態では、包装材送り装置110がエアアクチュエータ(進退駆動機構113)によって充填筒53に対して進退駆動されるとき、クランプユニット130は、包装材送り装置110に追従移動する。また、図7(c)に示すように、包装材送り装置110は、クランプユニット130がガイドシャフト102をクランプしている場合には、エアアクチュエータ113の駆動によって包装材送り装置110を充填筒53から離れる方向に駆動することで、クランプユニット130に当接する第2状態にすることができる。
以下、図7の記載に基づいて、各包装材送り装置110において、送りベルト126と充填筒53との間に、適正な隙間を設定する手順について説明する。まず、図7(a)に示すように、クランプユニット130は、クランプ駆動手段であるエアアクチュエータ133によるクランプ動作がされていないフリーな状態では、ガイドシャフト102に沿って移動可能である。また、包装材送り装置110の送りベルト126は充填筒53から充分に離れている。クランプユニット130は、ばね134の作用によって包装材送り装置110から離れる方向に付勢されており、その付勢力によってクランプユニット130はその側面137においてストッパ機構140のストッパ142に当接しており、両者は離れる方向にそれ以上、移動することが制限されている。したがって、包装材送り装置110に備わる本体部111の本体ブロック114とクランプユニット130の側面136との間には、設定すべき適正な隙間に相当するギャップg1が生じている。なお、図示上、本体ブロック114の当接側では、適宜の当接ピンによってクランプユニット130の側面136との当接位置が定められる。
この状態で、エアアクチュエータ(進退駆動機構113)の動作によって、包装材送り装置110とクランプユニット130とがガイドシャフト102に案内されて充填筒53に向って進出移動される。この移動は、包装材送り装置110の送りベルト126が筒状包装材Ftを介して充填筒53に当接されて、送りベルト126と充填筒53との間の隙間Gがゼロとなるまで行われる(図7(b))。この際、クランプユニット130は、ストッパ機構140のストッパ142に当接した第1状態で包装材送り装置110に追従して移動する。包装材送り装置110の送りベルト126が充填筒53に当接しているときに、クランプユニット130は、エアアクチュエータ133の作動によってガイドシャフト102をクランプし、ガイドシャフト102に沿っての移動が不可となる。
次に、図7(c)に示すように、エアアクチュエータ(進退駆動機構113)の動作によって、包装材送り装置110は充填筒53から離れる方向に後退移動される。クランプユニット130は停止しているので、包装材送り装置110はばね134を圧縮しながら後退移動をし、それに伴って、包装材送り装置110の本体ブロック114とクランプユニット130の側面136との間に生じていたギャップg1が吸収され、その吸収された分だけ、クランプユニット130の側面137とストッパ機構140のストッパ142とのギャップg2と、包装材送り装置110と充填筒53との間の距離Gが増加する。包装材送り装置110の本体ブロック114がクランプユニット130の側面136に当接してギャップg1=0となったとき、包装材送り装置110とクランプユニット130との関係は第2状態となり、それ以上の後退移動が停止される。包装材送り装置110の送りベルト126と充填筒53との間には、適正な隙間Gが確保・設定される。クランプユニット130の側面137とストッパ機構140のストッパ142との間には、当該適正な隙間Gに相当するギャップg2が生じていることを外部から目視容易である。このベルト隙間設定機能によれば、送りベルト126に摩耗が生じていたとしても、送りベルト126と充填筒53との間には、常に所定の適正な隙間Gが得られる。
上記の例においては、包装材送り装置110を充填筒53に対して接近・離間させる手段としてエアアクチュエータから成る進退駆動手段113を用いているが、この場合には、包装材送り装置110の進退位置は、例えば、物差しとなるスケールとしての目盛りと当該目盛りから位置情報を得るセンサとを備えたリニアスケールや、回転部分がある場合にはロータリエンコーダ等の計測手段を設けることで検出することができる。リニアスケールの場合、スケールを機体フレームに、またセンサを包装材送り装置110にそれぞれ取り付けることで、包装材送り装置110の移動量、延いてはその進退位置から充填筒の径を測定することができる。
包装材送り装置110,110の進退駆動機構113として、一方のガイドシャフト102をねじ軸に構成しまたスリーブをねじ軸に螺合するナットに構成する、或いはガイドシャフト102とは別に独立したねじ軸とナットを設けて、ねじ軸をサーボモータで回転駆動するようにしたねじ移動機構を用いることができる。好ましくはサーボモータの駆動によるボールねじ機構を用いることで、モータの回転量から接近離間方向の移動距離を算出し、包装材送り装置110,110の充填筒53に対するより正確な接近離間位置の制御を行うことができる。包装材送り装置110,110によって、包装材の帯幅又は折り径を間接測定する場合には、包装材送り装置110,110を充填筒53に向って接近移動させて送りベルト126,126が充填筒53に対して当接するときまでのモータの回転量から送りベルト126,126の移動距離、延いてはベルト126,126が充填筒53に当接した位置を求め、当該位置情報に基づいて充填筒53の筒径を算出し、その算出値から帯状包装材の帯幅又は筒状包装材の折り径を求めることができる。なお、送りベルト126,126を充填筒53に対して当接させずに、図5(b)に示した構造と同様にセンサを設けることで、センサが充填筒53に当接することで充填筒53の筒径Dtを測定することもできる。
図8は、包装材ロール支持装置においてロール支持軸上での包装材ロールの支持位置を調整可能にした構造を示す図である。図8に示すように、包装材ロール支持装置70は、通常、包装材ロールFrをロール支持軸71上にその根元まで差し込んだ状態で支持している。したがって、巻き取られた帯状包装材Fwの帯幅Wが異なっても、帯状包装材FwのセンターラインCLを包装機のセンターラインに一致させるべく、帯幅Wの値に応じて包装材ロールFrの支持位置を変更(ロール保持軸71の軸線方向に変更)させる必要がある。そこで、図8に示す包装材ロール支持装置70では、ロール支持軸71を片持ち支持するホルダ72が、平行な2本のガイドシャフト73,73によって案内されながら、ロール支持軸71の軸線方向に移動可能に構成されている。この移動構造の一例として、一方のガイドシャフト73が駆動モータ74で駆動されるねじ軸75に螺合するナット体76と一体になったねじ機構で駆動されており、駆動モータ74の回転出力によってねじ軸75が回転するときに、ナット体76が移動することでホルダ72を移動させることができる。幅広の帯状包装材Fw1から幅狭の帯状包装材Fw2に包装材ロールを取り換えたときには、創造線で示すように、ホルダ72を図で右側にシフトさせている。
図9は、縦型製袋充填包装機の製筒ユニットの重量を計測する構造の一例を示す図である。フォーマ51と充填筒53とから成る製筒ユニット4においては、充填筒53の筒径Dtと製筒ユニット4の重量とは正の相関がある。そして、製筒ユニット4の重量については、包装コードの中で製筒ユニットの項目としてデータ化され記憶されている。ゆえに、製筒ユニット4の重量がわかれば、充填筒53の筒径Dtが判明する。一方、製筒ユニット4はそのベースプレート6を機枠フレーム5に載置した状態で取り付けられるので、その際に製筒ユニット4を、ロードセル78,78を介して機枠フレーム5に取り付けることによって、製筒ユニット4の全重量はロードセル78,78で計測可能となる。ロードセル78の設置の状態が図9に示されている。
包装材の折り径によって位置調整が必要とされる装置の自動調整については、上記のほかにも、日付印字装置64も袋の大きさやデザインに応じて位置が調整できるようにすることが好ましい。制御装置10からの移動指令に基づいて、日付印字装置64の左右位置や上下位置を、それぞれ移動モータとそのコントローラにより制御することができる。また、繰出し軸71上における包装材ロールFrの左右装填位置も自動調整の対象とすることができる。
縦シール装置54や包装材送り装置110,110のような隙間調整機構を備える装置において測定した充填筒53の筒径から、包装材の帯幅や折り径を算出して、算出結果を表示装置14に表示するとともに、記憶装置13に製品コード(製品情報)として登録することもできる。また、包装材の帯幅や折り径については、複数の測定方法によって得られた測定結果を突き合わせることで、仮に複数の測定結果が合致すれば、包装材と包装機の一致についてより確実な判定も可能になり、作業ミスを確実になくすことができる。充填筒53の筒径及び包装材の帯幅又は折り径のそれぞれ測定値から、充填筒(製筒ユニット)の選択間違いを防ぐとともに、各種調整が自動にて行われ、設定ミスや設定の手間をなくし、迅速な製品登録及び製品切換えができる。
既に登録済の製品への切換え時の作業パターンの一例として、以下のようなものがある。即ち、先に製筒ユニット4をセットした後、製品コード(製品情報)を選択する場合には、製筒ユニット4を縦型製袋充填包装機にセットし、縦シール装置54又は包装材送り装置110,110を閉じ、例えば包装材の折り径を測定する。そして、従来は、モニタにて製品コードを選択してからでないと行えなかった各部の調整をそれ以前に実行する。これによって待ち時間を短縮することができる。更に、登録されている製品コードの中から、該当する帯幅又は折り径のみを表示装置14に表示することで、帯幅又は折り径を探す手間を省くことができる。該当製品コードが一つの場合には自動でその製品コードに切り換えることも可能である。
登録済の製品への切換え時の作業パターンの他の例として、先に製品コード(製品情報)を選択し、後から製筒ユニット4をセットする場合がある。この場合には、製品コードを表示装置14にて選択した後、製筒ユニット4をセットする。製品コードの折り径と、実際にセットされている充填筒53に適合する折り径が一致しているかを判断することで、作業ミスをなくすことができる。