JP2019005502A - ミシン - Google Patents
ミシン Download PDFInfo
- Publication number
- JP2019005502A JP2019005502A JP2017126786A JP2017126786A JP2019005502A JP 2019005502 A JP2019005502 A JP 2019005502A JP 2017126786 A JP2017126786 A JP 2017126786A JP 2017126786 A JP2017126786 A JP 2017126786A JP 2019005502 A JP2019005502 A JP 2019005502A
- Authority
- JP
- Japan
- Prior art keywords
- sewing
- thread
- motor
- cpu
- output shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images













Classifications
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B47/00—Needle-thread tensioning devices; Applications of tensometers
- D05B47/04—Automatically-controlled tensioning devices
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Sewing Machines And Sewing (AREA)
Abstract
【課題】上糸の張力を調整するモータの出力軸の回転角位相を滑らかに制御でき、且つモータの出力軸が安定して回転できるミシンを提供する。【解決手段】ミシンは糸調子モータ、糸調子皿を備える。糸調子皿は糸調子モータの出力軸に固定する。作業者は上糸を糸調子皿に巻き付ける。糸調子モータが回転駆動することで、上糸に付与する張力は変化する。ミシンのCPUは、糸調子モータの複数のコイルの夫々に対する通電パターンを、エンコーダの検出結果に基づいた計算制御によって算出して特定する(S53)。CPUは、特定した通電パターンで、糸調子モータの複数のコイルに通電し(S55)、糸調子モータを駆動制御する。CPUは、計算制御によって通電パターンを算出して特定する度に(S53)、複数のコイルに通電する(S55)。故に、複数のコイルを流れる電流値は滑らかに変化する。【選択図】図10
Description
本発明はミシンに関する。
縫製時における上糸の張力をパルスモータで制御するミシンが公知である。例えば特許文献1に開示のミシンは、糸調子皿、パルスモータ、エンコーダ、操作パネル、ミシンモータを備える。パルスモータは出力軸を有する。ミシンは、パルスモータ駆動部に駆動パルスを入力することで、パルスモータを駆動制御する。糸調子皿は出力軸に固定する。糸調子皿には上糸が巻きつけられる。エンコーダは出力軸の回転位置を検出する。作業者は操作パネルを介して上糸の張力をミシンに入力する。ミシンモータが駆動することで、ミシンは縫製動作を実行する。ミシンモータの駆動時、上糸の張力が入力された張力になるように、ミシンはエンコーダの検出結果に基づきパルスモータを駆動制御する。
上記ミシンでは、パルスモータに対して実行される制御がパルス制御であるので、パルスモータに入力される駆動信号は矩形波となる。故にパルスモータが駆動する時、出力軸の到達目標になる回転位置は離散的になり、ミシンはパルスモータの出力軸の回転位置を滑らかに制御できない可能性がある。また、出力軸の回転位置が高精度に制御可能となるように、ミシンが、パルス信号の送信間隔を縮めて矩形波の幅を短くした時、パルスモータの出力軸は、ミシンの高速な縫製動作に追従できない可能性がある。即ち、パルスモータの出力軸は安定して回転できない可能性がある。
本発明の目的は、上糸の張力を調整するモータの出力軸の回転角位相を滑らかに制御でき、且つモータの出力軸が安定して回転できるミシンを提供することである。
本発明のミシンは、縫針を装着する上下動可能な針棒を有し、前記縫針で布を縫製する縫製手段と、上糸を巻きつける糸調子皿と、前記上糸に付与する張力を示す張力情報が入力される入力部と、前記糸調子皿と連結する出力軸と、前記出力軸の回転方向に沿って配置した複数のコイルとを有するモータと、前記出力軸の回転角位相を検出するエンコーダと、前記縫製手段と前記モータを駆動制御する制御部とを備え、前記制御部は、
前記縫製手段を駆動制御して前記布を縫製する縫製制御部と、前記縫製制御部による前記布の縫製前、前記入力部に入力された前記張力情報を取得する張力取得部と、前記縫製制御部による前記布の縫製時、前記張力取得部が取得した前記張力情報と、前記エンコーダの検出結果とに基づき、前記モータを駆動制御して、前記上糸に付与する前記張力を、前記張力情報が示す前記張力にするモータ駆動制御部とを備えるミシンにおいて、前記モータ駆動制御部は、前記針棒が上下動する周期よりも短い周期で、前記複数のコイルの夫々に対する通電パターンを前記エンコーダの前記検出結果に基づいた計算制御によって算出して特定する特定制御部と、前記特定制御部が前記通電パターンを特定する度に、前記特定制御部が特定した前記通電パターンで前記複数のコイルに通電する通電制御部とを備えることを特徴とする。
前記縫製手段を駆動制御して前記布を縫製する縫製制御部と、前記縫製制御部による前記布の縫製前、前記入力部に入力された前記張力情報を取得する張力取得部と、前記縫製制御部による前記布の縫製時、前記張力取得部が取得した前記張力情報と、前記エンコーダの検出結果とに基づき、前記モータを駆動制御して、前記上糸に付与する前記張力を、前記張力情報が示す前記張力にするモータ駆動制御部とを備えるミシンにおいて、前記モータ駆動制御部は、前記針棒が上下動する周期よりも短い周期で、前記複数のコイルの夫々に対する通電パターンを前記エンコーダの前記検出結果に基づいた計算制御によって算出して特定する特定制御部と、前記特定制御部が前記通電パターンを特定する度に、前記特定制御部が特定した前記通電パターンで前記複数のコイルに通電する通電制御部とを備えることを特徴とする。
上記構成によれば、特定制御部は、エンコーダの検出結果に基づいた計算制御によって複数のコイルに対する通電パターンを算出して特定する。特定制御部が通電パターンを特定する度に、通電制御部は、特定制御部が特定した通電パターンで複数のコイルに通電する。モータのコイルを流れる電流値が滑らかに変化するので、ミシンはモータの出力軸の回転角位相を滑らかに制御でき、モータの出力軸は、縫製制御部による縫製動作に安定的に追従して回転できる。故に、上糸の張力を調整するモータの出力軸の回転角位相を滑らかに制御でき、且つモータの出力軸が安定して回転できるミシンが実現する。
前記ミシンにおいて、前記縫製手段は、前記布を載置する布載置部と、前記針棒の下方に設け、前記縫針が前記布を貫通した時、前記縫針に挿通する環状の前記上糸を捕捉して下糸と絡め取る回転釜と、前記針棒と前記回転釜を駆動するミシンモータとを備え、前記縫製制御部は、前記ミシンモータを駆動制御することで前記布を縫製し、前記制御部は、前記縫製制御部による前記布の縫製時における前記上糸の使用量が、予め決まった範囲から外れる縫製不良が発生したか否かを前記エンコーダの前記検出結果に基づき判断する縫製不良判断部を備えてもよい。縫製不良判断部が縫製不良の発生の有無を判断できるので、ミシンは縫製動作を安定化できる。
前記ミシンにおいて、前記縫製不良は、前記回転釜が前記上糸を捕捉し損ねる目飛びを含み、前記縫製不良判断部は、前記布に特定の縫目を形成する特定縫製動作において、前記目飛びが発生したか否かを判断する目飛び判断部を備え、前記目飛び判断部は、前記回転釜が前記上糸を捕捉する期間である釜捕捉期間において、前記釜捕捉期間の開始時おける前記出力軸の初期回転角位相を基準とした前記出力軸の回転量が、特定値未満であるか否かを判断することで、前記目飛びが発生したか否かを判断してもよい。ミシンは目飛びを検出できる。
前記ミシンにおいて、前記縫製制御部は、前記目飛びが発生したと前記目飛び判断部が判断した場合、前記目飛びの発生を報知する報知部を備えてもよい。作業者は目飛びの発生を認識できる。
前記ミシンにおいて、前記縫製手段は、前記ミシンモータの駆動で上下動し、前記回転釜が前記下糸と絡めた前記上糸を引き上げる天秤を備え、前記縫製不良は、前記天秤が前記上糸を引き上げた時の前記縫目を形成する前記上糸と前記下糸のバランス不良である糸締り不良を含み、前記縫製不良判断部は、前記布に特定の縫目を形成する特定縫製動作において、前記糸締り不良が発生したか否かを判断する糸締り不良判断部を備え、前記糸締り不良判断部は、前記特定縫製動作の開始時における前記出力軸の初期回転角位相を基準とした前記出力軸の回転量が、所定範囲外であるか否かを判断することで、前記糸締り不良が発生したか否かを判断してもよい。ミシンは縫製不良判断部で締り不良を検出できる。
前記ミシンにおいて、前記縫製制御部は、前記糸締り不良が発生したと前記糸締り不良判断部が判断した場合、前記糸締り不良を報知する報知部を備えてもよい。作業者は、糸締り不良の発生を認識できる。
前記ミシンにおいて、前記縫製手段は、前記ミシンモータの駆動で上下動し、前記回転釜が前記下糸と絡めた前記上糸を引き上げる天秤を備え、前記縫製不良は、前記上糸が切れる糸切れを含み、前記縫製不良判断部は、前記布に特定の縫目を形成する特定縫製動作において、前記糸切れが発生したか否かを判断する糸切れ判断部を備え、前記糸切れ判断部は、前記回転釜が前記上糸を捕捉する期間である釜捕捉期間において、前記釜捕捉期間の開始時おける前記出力軸の初期回転角位相を基準とした前記出力軸の回転量が第一所定値未満であり、且つ前記天秤が前記上糸を引き上げる期間である天秤引上げ期間において、前記天秤引上げ期間の開始時における前記出力軸の初期回転角位相を基準とした前記出力軸の回転量が第二所定値未満であるか否かを判断することで、前記糸切れが発生したか否かを判断してもよい。ミシンは縫製不良判断部で糸切れを検出できる。
前記ミシンにおいて、前記制御部は、前記縫製不良が発生したと前記縫製不良判断部が判断した場合、前記縫製手段と前記モータの駆動を停止する停止制御部を備えてもよい。ミシンは縫製不良が発生した場合に縫製を停止する。故に、縫製不良が発生した状態ミシンは縫製を続行しない。
以下、本発明の実施形態を説明する。以下説明は、図中に矢印で示す左右、前後、上下を使用する。図1に示すミシン1は、布105に閂止縫目を形成する閂止ミシンである。
図1〜図3を参照し、ミシン1の概略構造を説明する。ミシン1はベッド部2、脚柱部3、アーム部4を備える。ベッド部2はミシン1の土台であり、水平に延びる作業台に設置する。ベッド部2は、ベッド本体部7とシリンダベッド部8を備える。ベッド本体部7は略箱状である。シリンダベッド部8はベッド本体部7から前方に延びる。ベッド本体部7内部とシリンダベッド部8の内部は互いに連通する。シリンダベッド部8は前端部の上面に針板26を備える。作業者は針板26に布105(図6参照)を載置する。針板26は針穴を備える。脚柱部3はベッド本体部7の後部から上方に延びる。アーム部4は、脚柱部3の上部から前方に延び、ベッド部2と対向する。アーム部4の前端部は先端部5である。先端部5は、右壁部5Aと貫通孔5B(図2参照)を備える。右壁部5Aは先端部5の右側の壁部である。貫通孔5Bは右壁部5Aを左右方向に貫通する。
図4に示す如く、ミシン1は制御装置30、操作部46、ペダル38を備える。制御装置30は作業台下面に固定する。制御装置30はミシン1の動作を制御する。操作部46は、作業台の上面に固定する。操作部46は、表示部48と操作ボタン47を備える。表示部48は各種情報を表示する。操作ボタン47は、作業者が入力する各種情報を検出する。操作ボタン47は電源ボタンを含む。
図1に示す如く、ミシン1は縫製機構12を備える。縫製機構12はミシンモータ27(図4参照)、上軸15、連竿、天秤機構、針棒上下動機構、釜駆動機構、布送り装置20を備える。ミシンモータ27はアーム部4後部にて支持する。上軸15は、アーム部4内部で前後方向に延びる。上軸15の後端部は、継手を介してミシンモータ27の駆動軸に連結する。上軸15はミシンモータ27の駆動で回転する。上軸15の前端部と後端部は、互いに同軸である。上軸15は後端部近傍にクランク部を備える。クランク部は、上軸15の前端部と後端部の軸線からずれた位置で湾曲する湾曲部である。連竿は脚柱部3内部で上下方向に延びる。連桿の上端部は、クランク部に対して回動可能に連結する。
天秤機構と針棒上下動機構は先端部5にて支持する。天秤機構は、天秤クランクと天秤51を備える。天秤クランクは上軸15の前端部に連結する。天秤51は天秤クランクに設ける。天秤クランクが上軸15と共に回転することで、天秤51は上下動する。天秤51は上糸挿通孔を有する。天秤51は、上糸挿通孔に挿通した上糸6を保持する。上糸6は、糸供給源である上糸ボビンから繰り出して、後述の糸張力制御装置60を経由して、天秤51の上糸挿通孔に到る。
針棒上下動機構は針棒クランクロッド、針棒11等を備える。針棒クランクロッドは、天秤クランクに回動可能に連結し、上下方向に延びる。針棒11は、上下方向に延び、針棒クランクロッドに回動可能に連結する。針棒11の下端は、縫針10を装着する。縫針10は下端に目孔10Aを有する。目孔10Aは、天秤51の上糸挿通孔を経由した上糸6を挿通して保持する。針棒クランクロッドが天秤クランクの回転により往復運動することで、針棒11は縫針10と共に上下動する。
釜駆動機構はベッド部2内部に設ける。釜駆動機構は回動軸、腕部、下軸、回転釜39を備える。回動軸は、ベッド本体部7にて回動可能に支持し、ベッド本体部7の内部で前後方向に延びる。腕部は回動軸に固定し、回動軸から右方に突出する。腕部の先端部は連竿の下端部と回動可能に連結する。連竿が上軸15の回動に伴って往復運動することで、腕部は回動軸を往復回動する。下軸は、ベッド本体部7とシリンダベッド部8の内部で前後方向に延び、回動可能である。下軸は、上軸15の下方且つ回動軸の左方にある。下軸は、連結部を介して回動軸と連結する。下軸は回動軸と連動して往復回動する。
回転釜39は下軸の前端部に設け、針穴の下方にある。回転釜39は、下軸を中心に回動可能である。回転釜39は剣先36、ボビンケース32、引出部34を備える(図6参照)。剣先36は、回転釜39の外周部分の一部であり、下軸を中心とした正面視時計回り側に向けて突出する。ボビンケース32は、下糸9を巻回したボビンを収容する。引出部34は、ボビンから繰り出した下糸9を外側に引き出す。
布送り装置20を説明する。布送り装置20は、可動体31、揺動軸、送り台37、揺動モータ41(図4参照)、送り板、ラック軸22、移動モータ42(図4参照)、押え腕23、布押えモータ43(図4参照)を備える。可動体31は、ベッド本体部7の内部で前後動可能に設ける。揺動軸は、可動体31に固定した上下方向に延びる軸であり、ベッド本体部7から上方に突出する。送り台37は、ベッド本体部7の内部で可動体31と連結し、且つ揺動軸に揺動可能に設ける。故に、送り台37は、可動体31と共に前後動可能であり、且つ揺動軸を中心に左右方向に揺動可能である。揺動モータ41は送り台37に連結する。揺動モータ41が駆動することで、送り台37は揺動軸を中心に揺動する。送り板は、ベッド部2上面に配置する。送り板は布105を支持する。送り板は、送り台37と一体的に、前後動し且つ揺動する。送り板は前端部に孔を有する。上下動する縫針10は、送り板の孔を通過して針板26の針穴に達する。
ラック軸22は、ベッド本体部7上方で前後方向に延び、且つ前後動可能である。ラック軸22の前端部は、揺動軸の上端部に連結する。ラック軸22の後端部は、脚柱部3の内部に配置する。移動モータ42は脚柱部3内部に設ける。移動モータ42はラック軸22を前後動する。該時、送り台37、送り板、揺動軸、可動体31は、ラック軸22と一体的に前後動する。
押え腕23は、送り台37から上方に延び、且つベッド部2の上方で前方へ延びる。押え腕23は、送り台37と一体的に、前後動可能且つ揺動可能である。押え腕23は押え足24、軸部29、レバー部25を備える。押え足24は、押え腕23の前端部に上下動可能に設ける。押え足24は針板26の上方に配置する。軸部29は、左右方向を軸方向とし、押え腕23の前後方向略中央部に設ける。レバー部25は、押え腕23の左面と右面の夫々に設け、軸部29を中心に回動可能である。レバー部25の前端部は押え足24に連結する。布押えモータ43は脚柱部3の内部に設ける。布押えモータ43は、アーム部4の内部に設けたリンク機構を介して、レバー部25の後端部に連結する。レバー部25が、布押えモータ43の駆動に伴い軸部29を中心に回動することで、押え足24は上下動する。押え足24は、送り板との間で布105を押圧可能である。
図1、図2に示す如く、ミシン1は、先端部5の右壁部5Aに糸張力制御装置60を備える。糸張力制御装置60は、糸調子ケース62、糸調子台63、糸取ばね65、糸調子モータ16、一対の糸調子皿69を備える。糸調子ケース62は、右壁部5Aの貫通孔5Bの内側に締結部材で固定する環状の部材である。糸調子台63は、糸調子ケース62の内側に螺子14で固定する環状の部材である。糸取ばね65は、糸調子台63の外側面に固定し、糸調子台63と糸調子ケース62の間に巻く。糸取ばね65の一端部は右壁部5Aから右方に露出する。糸調子台63が回動することで、ミシン1は糸取ばね65のばね圧を調整できる。糸調子モータ16は、アーム部4の内側にボルト17で固定する。糸調子モータ16が有する後述の出力軸18は、糸調子台63の中心孔を介して、右壁部5Aの右方に突出する。一対の糸調子皿69は、出力軸18の右端部に螺子28で固定する。上糸6は糸調子皿69に1〜2回程巻く。糸調子モータ16は、エンコーダ21(図4参照)を備える。エンコーダ21は出力軸18の回転位置を検出する。
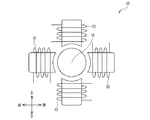
糸調子モータ16は2相のバイポーラ型パルスモータである。糸調子モータ16は出力軸18、複数のコイル33(図3参照)を備える。出力軸18は、左右方向を軸方向として回動可能である。出力軸18左端部は、アーム部4内部でエンコーダ21のディスクを固定する。出力軸18右端部は、アーム部4右方で一対の糸調子皿69を支持する。本実施形態では、出力軸18は一対の糸調子皿69に直接的に連結する。複数のコイル33は、出力軸18の回動方向に沿って、複数配置する。本実施形態のコイルの個数は4個である。ミシン1は、各コイル33に、双方向に電流を流すことができる。ミシン1は、通電した複数のコイル33で生じる電磁力によって、出力軸18の回転角位相を制御する。
図4を参照し、ミシン1の電気的構成を説明する。ミシン1の制御装置30はCPU91を備える。CPU91はミシン1の動作を制御する。CPU91はROM92、RAM93、記憶装置94、I/Oインターフェース(以下、I/Oと称す)45と接続する。ROM92は後述の縫製処理(図9参照)等、各種処理を実行する為のプログラム等を記憶する。RAM93は、各種値を一時的に記憶する。記憶装置94は不揮発性である。記憶装置94は、布105に縫目を形成する為の縫製データを記憶する。記憶装置94は、釜捕捉期間、天秤引上期間、縫製期間を記憶する。釜捕捉期間、天秤引上期間、縫製期間は後述する。記憶装置94は、基準位相記憶領域と位相記憶領域を含む。基準位相記憶領域は出力軸18の基準位相を記憶する。基準位相は、電流が特定の通電パターンで複数のコイル33に流れている時の出力軸18の回転角位相である。位相記憶領域は、基準位相に対しての出力軸18の回転角位相を記憶する。
I/O45は駆動回路81〜86に接続する。駆動回路81はミシンモータ27に接続する。ミシンモータ27はDCブラシレスモータである。駆動回路82は揺動モータ41に接続する。駆動回路83は移動モータ42に接続する。駆動回路84は布押えモータ43に接続する。揺動モータ41、移動モータ42、布押えモータ43は、パルスモータである。ミシンモータ27、揺動モータ41、移動モータ42、布押えモータ43は、夫々、エンコーダ27A、41A、42A、43Aを備える。エンコーダ27A、41A、42A、43Aは、夫々、ミシンモータ27、揺動モータ41、移動モータ42、布押えモータ43の駆動軸の回転位置を検出し、CPU91に出力する。CPU91は、エンコーダ27A、41A、42A、43Aの検出結果を取得し、駆動回路81〜84に制御信号を送信する。故にCPU91はミシンモータ27、揺動モータ41、移動モータ42、布押えモータ43を駆動制御する。以下、ミシンモータ27、揺動モータ41、移動モータ42を総称する時、駆動モータと称す。
駆動回路85は糸調子モータ16に接続する。糸調子モータ16のエンコーダ21は、糸調子モータ16の出力軸18の回転位置を検出結果としてCPU91に出力する。CPU91は、駆動回路86に制御信号を送信することで、糸調子モータ16を制御する。パルスモータである糸調子モータ16に対してCPU91が実行する制御方式は、パルス制御方式ではない。本実施形態では、出力軸18の位相差が所定の値となるように、CPU91は糸調子モータ16を制御する。出力軸18の位相差は、基準位相に対する出力軸18の回転角位相の差である。CPU91が糸調子モータ16に実行する制御方法の概要は後述する。
駆動回路86は操作部46の表示部48に接続する。CPU91は、駆動回路86に制御信号を送信することで、表示部48に各種情報を表示する。操作部46の操作ボタン47は、検出した各種情報を、CPU91に出力する。ペダル38は検出結果をCPU91に出力する。CPU91は、ペダル38の検出結果が示す、ペダル38の操作方向と操作量を取得する。
記憶装置94は、特定データテーブルを記憶する。特定データテーブルは、位相差情報と張力情報を対応付けて記憶する。位相差情報は、出力軸18の位相差を示す。張力情報は上糸6の張力である上糸張力を示す。特定データテーブルでは、出力軸18の位相差が大きくなる程、上糸張力は大きくなる。
記憶装置94が記憶する糸調子モータ16を駆動制御する為の関係式を説明する。記憶装置94は、IAとθを関係付ける第一関係式と、IBとθを関係付ける第二関係式を記憶する。IAは、二相モータである糸調子モータ16の一方の相であるA相に流れる電流であり、IBは、他方の相であるB相に流れる電流である。θは、基準位相にある時の出力軸18の回転角位相に対応する電気角である。図5は、第一関係式と第二関係式をグラフ化して示す図である。本実施形態の電気角360°は、機械角7.2°に相当する。記憶装置94は、第一関係式、第二関係式に加えて、第一フラグ、第二フラグを記憶する。第一フラグと第二フラグは何れも0又は1の何れか一方に切り替わる。
図1〜図3、図6を参照し、ミシン1の動作概要を説明する。布105は送り板と針板26に載置する。布押えモータ43が駆動することで、押え足24は、下降して送り板との間で布105を押える。ミシンモータ27、移動モータ42、揺動モータ41は、互いに同期して駆動する。
押え腕23と送り板は、移動モータ42の駆動に伴い前後動し、且つ、揺動モータ41の駆動に伴い左右方向に往復揺動する。故に、布送り装置20は、布105を前後動し、且つ左右方向に往復揺動する。ミシンモータ27が、移動モータ42、揺動モータ41と同期駆動することで、上軸15は回転する。針棒上下動機構、天秤機構、回転釜39は互いに連動して駆動する。針棒11と共に下降する縫針10は、布105を貫通して針穴を通過する。針穴の下方まで下降した目孔10A近傍の上糸6はループ状になる(図6(a)参照)。回転釜39が正面視で時計回りに回動することで、剣先36はループ状の上糸6を捕捉する(図6(b)参照)。縫針10が布105上方に向けて上昇し、回転釜39が正面視時計回りに更に回動する。剣先36はループ状の上糸6を回動方向に引き込み、ループ状の上糸6は拡径する。
回転釜39がループ状になった上糸6をくぐり抜けると(図6(c)参照)、上糸6は下糸9に絡まる。回転釜39の回動方向は、正面視反時計回りに切り替わり、天秤51は、下糸9絡んだ上糸6を引き上げる(図6(d))。ループ状の上糸6は縮径し、ミシン1は一針目の縫製を完了する。本実施形態では、上軸15が360°回転する度に、ミシン1は一針分の縫製を実行する。ミシン1は上記動作を繰り返すことによって、布105に縫目を形成する。
図7は、ミシン1が縫製動作を繰り返す時の、針棒11、回転釜39、天秤51の運動曲線を、上軸15の回転角位相を横軸として示したグラフである。針棒11、回転釜39、天秤51の夫々の運動曲線は何れも上軸15の一回転分を一周期とする。本実施形態では、天秤51が可動範囲上端である上死点から可動範囲下端である下死点を経由して上死点に戻るまでの間が、ミシン1の一針分の縫製期間である。即ち、本実施形態では、上軸15の回転角位相の60°〜420°が第一針目の縫製期間に略一致する。上軸15の回転角位相は、エンコーダ27Aの検出結果に基づく。ミシン1の縫製期間には、釜捕捉期間がある。釜捕捉期間は、回転釜39が剣先36で上糸6を捕捉する期間である。釜捕捉期間は、一回の縫製期間で一回ある。図7では一針目の縫製における釜捕捉期間をL1によって図示し、該期間は剣先36が上糸6を引掛ける「釜上糸掛け」から、回転釜39から上糸6が抜ける「釜からの上糸抜け」までの期間である。
ミシン1の縫製期間には、天秤引上期間がある。天秤引上期間は、回転釜39から上糸6が抜けた時点から天秤51が上糸6を引き上げる期間である。図7では、一針目の縫製における天秤引上期間をL2によって図示し、該期間は「釜からの上糸抜け」から、天秤51の可動範囲の上端である「天秤上死点」までの期間である。
図1、図3〜図5、図8を参照し、CPU91が糸調子モータ16に実行する制御方法の概要を説明する。ミシン1による縫製動作の開始時、特定パターンの電流が複数のコイル33に流れており、糸調子モータ16は出力軸18を所定の回転角位相(以下、初期回転角位相と称す)で保持している。初期回転角位相は最初の出力軸18の基準位相である。故に、ミシン1による縫製動作の開始時、出力軸18の位相差は0である。
天秤51が、ミシン1の縫製動作の進行に伴って上糸6の引き上げを開始すると、ミシン1は上糸6を消費する。天秤51と一対の糸調子皿69との間にある上糸6が伸張し、上糸張力は増大する。故に、上糸6が一対の糸調子モータ16を介して出力軸18を付勢し、出力軸18は糸調子モータ16の保持力に抗って徐々に回転する。ミシン1の縫製動作開始時に0であった出力軸18の位相差は、増大する。上糸張力が増大する程、出力軸18の位相差が増大する。以下、初期回転角位相を基準位相とした出力軸18の位相差が所定値である時の、上糸張力の値を所定張力と称す。図8では、出力軸18の位相差と糸調子モータ16での発生トルクとの関係を示す。出力軸18の位相差が増大する程、糸調子モータ16での発生トルクは増大する。故に、上糸張力と糸調子モータ16での発生トルクは、互いに相関関係にある。
初期回転角位相を基準位相とした出力軸18の位相差が所定値を超えた時、CPU91は、複数のコイル33に対する通電パターンを切り替える。詳細には、上記所定値に対する増分を解消する出力軸18の回転角位相(電気角)を、CPU91は特定する。換言すると、所定張力を超えた上糸張力を所定張力に戻す出力軸18の回転角位相を、CPU91は特定する。CPU91は、第一関係式、第二関係式、特定した回転角位相に基づき、IA、IBを特定する。CPU91は、特定したIA、IBで複数のコイル33に電流を流す。即ち、複数のコイル33の通電パターンが切り替わり、出力軸18は、CPU91が特定した回転角位相まで回転する。回転後の出力軸18の回転角位相は、新たな基準位相となる。出力軸18が新たな基準位相にある時、上糸張力は所定張力に戻る。
天秤51による上糸6の引き上げは継続しており、出力軸18は、切り替わった基準位相から、上糸6の付勢によって更に回転する。故に、位相差が再び所定値を超え、上糸張力は所定張力を再び超える。CPU91は、位相差において所定値を超えた分を解消する出力軸18の回転角位相(即ち上糸張力を所定張力に戻す出力軸18の回転角位相)を特定する。CPU91は、特定した出力軸18の回転角位相、第一関係式、第二関係式に基づき、IA、IBを特定する。CPU91は、上記処理を繰り返すことで糸調子モータ16を駆動制御し、上糸張力を維持する。本実施形態では、作業者は、操作ボタン47を介して、所望の所定張力を入力する。故に、CPU91は、作業者が所望する所定張力が発生するよう、糸調子モータ16を駆動制御する。
ミシン1の縫製不良を説明する。ミシン1の縫製時における上糸6の使用量が予め決まった範囲から外れると、縫製不良が発生する。本実施形態の縫製不良は、目飛び、糸切れ、糸締り不良を含む。目飛びは、回転釜39が剣先36で上糸6を捕捉し損ねる不具合である(図12参照)。目飛びが発生すると、釜捕捉期間における上糸6の使用量は、予め定まった量Aよりも少ない。糸切れは、目孔10Aと上糸ボビンの間となる上糸供給経路上で上糸6が切れる不具合である。糸切れは、縫針10が折れる針折れに伴う糸切れを含む。ミシン1は後述の縫製処理で、釜捕捉期間における糸切れと、天秤引上期間における糸切れを検出する。糸切れが発生すると、上糸6の使用量は予め定まった量Bよりも少ない。糸締り不良は、天秤51による上糸6の引上時において、布105の縫目を形成する上糸6と下糸9のバランスが不良となる不具合である。上糸6が下糸9に対して強固に絡まると縫目近くの布105は縮む。該時、天秤引上期間における上糸6の使用量は、予め定まった量Cよりも少ない。上糸6が下糸9に緩く絡むと、縫目を形成する上糸6は布105から離れる。該時、天秤引上期間における上糸6の使用量は予め定まった量Cよりも多い。
目飛び、糸切れ、糸締り不良の何れの縫製不良が発生した場合でも、上糸6の使用量は予め決まった量から外れる。即ち、縫製不良が発生した場合、糸調子モータ16の出力軸18の回転量は予め決まった量から外れる。後述の縫製処理では、ミシン1は、糸調子モータ16の回転変位量に基づき、縫製不良の有無を判断する。予め決まった量A、B、Cは所定の範囲を有し、手前数針の平均値、最大値、最小値あるいは一針手前の最大値等から閾値を0を含め算出し決めることができる。特に糸切れの場合は、閾値0は好ましくない。
図9〜図14を参照し、縫製処理を説明する。縫製処理は、ミシン1が布105を縫製する処理である。例えば、作業者が、操作ボタン47を操作してミシン1の電源を投入すると、CPU91はROM92からプログラムを読み出して、縫製処理を実行する。
図9、図10に示す如く、CPU91は初期化処理を実行する(S11)。例えば、CPU91は、記憶装置94に記憶の第一フラグと第二フラグを何れも0に上書きする。CPU91は、エンコーダ21の検出結果に基づき、糸調子モータ16の出力軸18の回転角位相を取得する(S12)。後述の如く、S12で取得する回転角位相は基準位相である。CPU91は、取得した回転角位相を記憶装置94の基準位相記憶領域に記憶する(S12)。CPU91は張力情報を取得する(S13)。例えば、操作ボタン47が張力情報を検出するまで、CPU91は待機する。作業者が例えば具体的な数値を張力情報として操作ボタン47に入力することで、CPU91は張力情報を取得する(S13)。CPU91は出力軸18の位相差情報を取得する(S14)。CPU91は、記憶装置94に記憶の特定情報テーブルを参照し、S13で取得の張力情報に対応する位相差情報を取得する。CPU91は取得した位相差情報をRAM93に記憶する(S14)。
CPU91は、ミシン1の縫製動作を開始する指示である縫製開始指示を検出したか否かを判断する(S15)。縫製開始指示は、作業者が操作ボタン47又はペダル38の操作によって入力する指示である。CPU91は、縫製開始指示を検出するまで(S15:NO)、待機する。作業者は、CPU91の待機中に、針板26と送り板に布105を載置する。布105の載置後、作業者が縫製開始指示を入力すると(S15:YES)、CPU91は、布押えモータ43を駆動制御して、押え足24を下降する(S16)。押え足24は送り板との間で布105を挟む。
CPU91は、複数のコイル33の夫々に対する通電パターンを特定する(S17)。CPU91は、S12で取得した回転角位相、第一関係式、第二関係式に基づき、IA、IBを算出する(S17)。CPU91は、S17で特定した通電パターンで、複数のコイル33に対して通電を実行する(S18)。S12で取得した回転角位相で出力軸18を保持する力が、糸調子モータ16で発生する。即ち、S12で取得した回転角位相は、最初の出力軸18の基準位相である初期回転角位相となる。CPU91は、駆動モータを駆動制御する(S19)。針棒11、回転釜39、送り台37は互いに同期して動作する。CPU91は糸調子モータ駆動処理を実行する(S21)。
CPU91は、エンコーダ21の検出結果に基づき、糸調子モータ16の出力軸18の回転角位相を取得する(S51)。CPU91は、取得した回転角位相を記憶装置94の位相記憶領域に上書きして記憶する(S51)。CPU91は、出力軸18の実位相差が所定値を超えたか否かを判断する(S52)。実位相差は、記憶装置94の位相記憶領域に記憶の回転角位相から、基準位相記憶領域に記憶の回転角位相を差し引いた値であり、実機における出力軸18の位相差に相当する。一回目の糸調子モータ駆動処理では、実位相差は、S51で取得の回転角位相からS12で取得の回転角位相を差し引いた値となる。また、一回目の糸調子モータ駆動処理では、所定値はS14で取得の位相差情報が示す位相差である。上糸張力が、S13で取得の張力情報が示す張力以下である場合、実位相差は所定値よりも小さいので(S52:NO)、CPU91は糸調子モータ駆動処理を終了する。
CPU91は、目飛び判断処理(S23)、糸切れ判断処理(S25)、糸締り不良判断処理(S27)を順に実行する。S23、S25、S27の詳細は後述する。CPU91は、エンコーダ27A、41A、42Aの検出結果に基づき、駆動モータが駆動停止しているか否かを判断する(S29)。CPU91は、エンコーダ27A、41A、42Aの夫々の検出結果を、例えば二回に亘って取得する。エンコーダ27A、41A、42Aの少なくとも一つの検出結果が変化していれば、CPU91は、駆動モータが駆動停止していないと判断し(S29:NO)、処理をS31に移行する。エンコーダ27A、41A、42Aの検出結果が何れも変化していなければ、CPU91は、駆動モータが停止中であると判断し(S29:YES)、処理をS35に移行する。
駆動モータが駆動中である場合(S29:NO)、CPU91は、操作ボタン47の検出結果に基づき、ミシン1の縫製動作を終了する指示である縫製終了指示を検出したか否かを判断する(S31)。縫製終了指示は、作業者がペダル38の操作を停止した又は縫製データに基づく縫製が終了したことを示す指示である。縫製終了指示がない場合(S31:NO)、CPU91は処理をS21に移行する。
CPU91はS21〜S31を繰り返し実行する。本実施形態では、CPU91がS21〜S31を繰り返す周期は、10μs〜10msに1回であり、針棒11が上下動する周期よりも十分に短い。
例えば、縫製処理開始後の十回目の糸調子モータ駆動処理で(S21)、実位相差が所定値を超えたとする(S52:YES)。該時、実機の上糸張力は、S13で取得の張力情報が示す上糸張力を超える。CPU91は、複数のコイル33に対する通電パターンを特定する(S53)。換言すると、CPU91は、エンコーダ21の検出結果に基づいた計算制御によってIAとIBを算出して特定する(S53)。例えば、CPU91は、S52で取得の実位相差の、所定値に対する増分を特定する。CPU91は、特定した増分を解消する出力軸18の回転角位相を基準位相として取得し、記憶装置94の基準位相記憶領域に上書きする。CPU91は、基準位相として取得した回転角位相、第一関係式、第二関係式に基づき、特定パターンを特定する(S53)。CPU91は、複数のコイル33に対して実行している通電パターンを、S53で特定した通電パターンに切り替える(S55)。出力軸18は、記憶装置94の基準位相記憶領域に記憶の回転角位相に回転し、実機の上糸張力は、S13で取得の張力情報が示す上糸張力に戻る。CPU91は、糸調子モータ駆動処理を終了する。十一回目の糸調子モータ駆動処理のS52における実位相差は、十一回目の糸調子モータ駆動処理のS51で取得の回転角位相から、十回目の糸調子モータ駆動処理のS53で基準位相として取得した回転角位相を差し引いた値となる。所定値は、実機の上糸張力を、S13で取得の張力情報が示す上糸張力に維持する為の値となる。
CPU91は、S53を実行する度に、エンコーダ21の検出結果に基づいた計算制御によってIAとIBを算出して特定し(S53)、複数のコイル33に対する通電パターンをS53で取得した通電パターンに切り替える(S55)。CPU91がS21を繰り返し実行することで、ミシン1は、実機の上糸張力を、S13で取得の張力情報が示す上糸張力に維持する。CPU91は、糸調子モータ駆動処理を繰り返すたびに(S21)、記憶装置94の位相記憶領域に記憶の回転角位相を上書きして更新する(S51)。
図9、図11、図12を参照し、目飛び判断処理(S23)を説明する。CPU91は、釜捕捉期間であるか否かを判断する(S61)。例えば、CPU91は、エンコーダ27Aの検出結果に基づき、上軸15の回転角位相が、記憶装置94に記憶の釜捕捉期間内であるか否かを判断することで、釜捕捉期間か否かを判断する。縫製処理開始後の一回目の目飛び判断処理では、上軸15の回転角位相は釜捕捉期間内でなく(S61:NO)、CPU91は記憶装置94に記憶の第一フラグを0に上書きして(S63)、目飛び判断処理を終了する。
CPU91は、S25〜S31、S21を繰り返し実行する。駆動モータが駆動することで上軸15は回転し、釜捕捉期間になる(S61:YES)。CPU91は、記憶装置94に記憶の第一フラグが1であるか否かを判断する(S65)。第一フラグが0である場合(S65:NO)、CPU91は記憶装置94に記憶の第一フラグを1に上書きする(S67)。CPU91は、第一初期回転角位相を記憶装置94に記憶する(S69)。第一初期回転角位相は、S69実行時における出力軸18の回転角位相である。CPU91は目飛び判断処理を終了する。
CPU91が次の目飛び処理判断を実行する時(S23)、釜捕捉期間が継続している場合(S61:YES)、第一フラグは1である(S65:YES)。CPU91は、第一回転変位量が特定値未満であるか否かを判断する(S71)。第一回転変位量は、第一初期回転角位相を基準とした出力軸18の回転量である。特定値は予め定まった値であり、目飛びの有無を判断する為の値である。例えば、CPU91は、エンコーダ21の検出結果に基づき取得した出力軸18の回転角位相と、第一初期回転角位相との差分を取得する。故にCPU91は第一回転変位量を取得する。目飛びが発生していないとき、第一回転変位量は特定値以上となり(S71:NO)、CPU91は目飛び判断処理を終了する。
例えばミシン1が一針目の縫製を実行するときに、回転釜39が上糸6を剣先36で捕捉すれば(図6(b)参照)、釜捕捉期間の間で第一回転変位量は特定値以上となる(S71:NO)。上糸6が回転釜39を潜り抜けた後(図6(c)参照)、天秤51は上死点に達し、ミシン1は一針目の縫製を終える。上糸6が回転釜39を潜り抜けた時、釜捕捉期間ではなくなる(S61:NO)。CPU91は、第一フラグを0に上書きする(S63)。CPU91が、S21〜S31を繰り返し実行する間に、縫製機構12は二針目以降の縫製を実行する。故に、S23を実行するCPU91は、各針数に対応する釜捕捉期間での目飛びの有無を判断できる。換言すると、S23を実行するCPU91は、布105に特定の縫目を形成する特定縫製動作において、目飛びの有無を判断できる。
例えば、ミシン1が一針目の縫製を実行するときに、回転釜39が上糸6を剣先36で捕捉し損ねると(図12(a)、(b)参照)、上糸6は回転釜39を潜らない。該時、上糸6は使用されないので、上糸6の使用量は予め定まった量Aよりも少ない。故に、第一回転変位量は所定値未満となり(S71:YES)、CPU91は目飛びの発生を検出できる。CPU91は、駆動モータを駆動停止して(S73)、目飛び判断処理を終了する。CPU91は、S25、S27を実行した後、駆動モータが駆動停止していると判断し(S29:YES)、処理を後述のS35に移行する。
図9、図13を参照し、糸切れ判断処理(S25)を説明する。CPU91は、駆動モータが駆動停止しているか否かを判断する(S81)。S81はS29と同じである。例えば、駆動モータが目飛び判断処理で駆動停止すると(S73)、CPU91は駆動モータが駆動停止していると判断する(S81:YES)。CPU91は糸切れ判断処理を終了する。
駆動モータが駆動停止していない場合(S81:NO)、CPU91は、釜捕捉期間であるか否かを判断する(S83)。S83はS61(図11参照)と同じである。S83でのCPU91の判断結果は、直前で実行したS61でのCPU91の判断結果と一致する。
CPU91が、釜捕捉期間でないと判断した場合(S83:NO)、天秤引上期間であるか否かを判断する(S85)。CPU91は、エンコーダ27Aの検出結果に基づき、上軸15の回転角位相が、記憶装置94に記憶の天秤引上期間内であるか否かを判断することで、天秤引上期間か否かを判断する。例えば、縫製処理開始後の一回目の糸切れ判断処理では、天秤引上期間でなく(S85:NO)、CPU91は記憶装置94に記憶の第二フラグに0を上書きして(S87)、糸切れ判断処理を終了する。CPU91は、S27〜S31、S21、S23を繰り返し実行する。
駆動モータが駆動することで上軸15が回転し、釜捕捉期間になったとき(S83:YES)、CPU91は第一回転変位量が第一所定値未満であるか否かを判断する(S89)。第一回転変位量は、直前のS71(図11参照)で取得する第一回転変位量と同じである。第一所定値は、予め定まった値であり、釜捕捉期間における糸切れの有無を判断する為の値である。例えばミシン1が縫製を実行するときに、上糸6が糸切れしなければ、上糸6が回転釜39を潜ることで使用され、上糸6の使用量は予め定まった量Bの範囲内となる。故に第一回転変位量は、第一所定値以上となる(S89:NO)。該時、CPU91は糸切れ判断処理を終了する。
例えば、上糸6の糸切れが一針目の縫製における釜捕捉期間中に発生すると、上糸6は使用されないので、上糸6の使用量は予め定まった量Bよりも少ない。故に第一回転変位量は第一所定値未満になる(S89:YES)。故にCPU91は、上糸6の糸切れを検出する。CPU91は、駆動モータを駆動停止し(S99)、糸切れ判断処理を終了する。
一方、例えば一針目の縫製における釜捕捉期間が終わった後(S83:NO)、一針目の縫製に対応する天秤引上期間になる(S85:YES)。CPU91は、第二フラグが1であるか否かを判断する(S91)。CPU91が、一針目の縫製中において初めてS91を実行するとき、第二フラグは0である(S91:NO)。CPU91は、記憶装置94に記憶の第二フラグを1に上書きして(S93)、第二初期回転角位相を記憶装置94に記憶する(S95)。第二初期回転角位相は、S95実行時における出力軸18の回転角位相である。第二フラグが0から1に切り替わった直後(S93)、CPU91は第二初期回転角位相を記憶する。故に、第二初期回転角位相は天秤引上期間の開始時における出力軸18の回転角位相である。CPU91は糸切れ判断処理を終了する。CPU91は、S27〜S31、S21〜S25を繰り返し実行する。
CPU91が第二初期回転角位相を記憶装置94に記憶してから最初の糸切れ判断処理では、釜捕捉期間でなく(S83:NO)、天秤引上期間の時(S85:YES)、記憶装置94に記憶の第二フラグは1である(S91:YES)。CPU91は、第二回転変位量が第二所定値未満であるか否かを判断する(S97)。第二回転変位量は、第二初期回転角位相を基準とした出力軸18の回転角位相である。第二所定値は予め定まった値であり、天秤引上期間における糸切れの有無を判断する為の値である。例えば、CPU91は、エンコーダ21の検出結果に基づき取得した出力軸18の回転角位相と、第二初期回転角位相との差分を取得する。故にCPU91は、第二回転変位量を取得する。天秤引上期間における糸切れが発生していないとき、天秤51が上糸6を引き上げることで上糸6が使用されるので、上糸6の使用量は予め定まった量Bの範囲内となる。故に第二回転変位量は第二所定値以上となり(S97:NO)、CPU91は糸切れ判断処理を終了する。
一針目の縫製における天秤引上期間が終了した直後(即ち二針目の縫製が開始した直後)における糸切れ判断処理では、釜捕捉期間でなく(S83:NO)、天秤引上期間でもない(S85:NO)。CPU91は、記憶装置94に記憶の第二フラグを0に上書きする(S87)。CPU91が、S21〜S31を繰り返し実行する間に、縫製機構12は二針目以降の縫製を実行する。故に、CPU91は、特定縫製動作における糸切れが発生したか否かを、S25を実行することで判断できる。
一方、上糸6の糸切れが、一針目の縫製における天秤引上期間中に生じた場合、天秤51が上糸6を引き上げず上糸6が使用されないので、上糸6の使用量は予め定まった量Bよりも少ない。故に第二回転変位量は第二所定値未満になる(S97:YES)。故にCPU91は、上糸6の糸切れを検出する。CPU91は、駆動モータを駆動停止して(S99)、糸切れ判断処理を終了する。
図9、図14を参照し、糸締り不良判断処理を説明する。CPU91は、駆動モータが駆動停止しているか否かを判断する(S101)。S101はS29と同じである。例えば、駆動モータが、S73(図11参照)又はS99(図13参照)で停止すると(S101:YES)、CPU91は糸締り不良判断処理を終了する。
駆動モータが駆動停止していない場合(S101:NO)、CPU91は、エンコーダ27Aの検出結果に基づき、一針目の縫製を開始したか否かを判断する(S102)。CPU91は、上軸15の回転角位相が60°未満か否かを判断することで、一針目の縫製を開始したか否かを判断する。縫製処理の開始直後、上軸15の回転角位相は、0°近傍であり(S102:NO)、CPU91は、糸締り不良判断処理を終了する。CPU91は、S29、S31、S21〜S25を繰り返し実行する。上軸15の回転角位相が60°以上になったとき(S102:YES)、CPU91は縫製中の針数が更新されたか否かを判断する(S103)。例えば、上軸15の回転角位相が、60°+360×N(Nは整数)と略一致するか否かによって、CPU91は、縫製中の針数が更新されたか否かを判断する。上軸15の回転角位相が60°以上になったとき(S102:YES)、上軸15の回転角位相は、60°近傍である(S103:YES)。CPU91は、第三初期回転角位相を記憶装置94に記憶する(S105)。第三初期回転角位相は、S105実行時における出力軸18の回転角位相である。針数が更新する度に(S103:YES)、CPU91は、第三初期回転角位相を記憶する。故に、第三回転角位相は、特定縫製動作の開始時における出力軸18の回転角位相となる。CPU91は、S105の実行後、糸締り不良判断処理を終了する。CPU91は、S29、S31、S21〜S25を繰り返し実行する。
CPU91が第三初期回転角位相を記憶装置94に記憶した直後の糸締り不良判断処理では、上軸15の回転角位相は、60°近傍ではない(S102:YES、S103:NO)。CPU91は、第三回転変位量が所定範囲外であるか否かを判断する(S107)。第三回転変位量は、第三初期回転角位相を基準とした出力軸18の回転量である。所定範囲は、予め定まった範囲であり、糸締り不良の有無を判断する為の範囲である。例えば、CPU91は、エンコーダ21の検出結果に基づき取得した出力軸18の回転角位相と、第三初期回転角位相との差分を取得する。故にCPU91は、第三回転変位量を取得する。糸締り不良が発生していないとき、第三回転変位量は所定範囲に収まり(S107:NO)、CPU91は糸締り不良判断処理を終了する。
例えば、ミシン1が一針目の縫製を実行するときに、糸締りが良好であれば、天秤51が上糸6を引き上げた時の上糸6の使用量は予め定まった量Cの範囲内となるので、第三回転変位量は所定範囲に収まる(S107:NO)。CPU91は、S29、S31、S21〜S27を繰り返し実行することで、縫製機構12は一針目の縫目を布105に形成し、ミシン1は二針目の縫製を開始する。上軸15の回転角位相は420°近傍となり(S103:YES)、CPU91は第三初期回転角位相を記憶装置94に上書きして記憶する(S105)。CPU91が第三初期回転角位相を上書きして記憶した直後のS103では、上軸15の回転角位相は420°近傍にない(S103:NO)。CPU91は、S107を実行することで、糸締り不良の有無を判断する。CPU91が、S21〜S31を繰り返し実行する間に、縫製機構12は二針目以降の縫製を実行する。故に、CPU91は、特定縫製動作における糸締り不良が発生したか否かを、S27を実行することで判断できる。
ミシン1が一針目の縫製を実行するときに、糸締り不良が発生すると、天秤51が上糸6を引き上げた時の上糸6の使用量が予め定まった量Cから外れる。故に、第三回転変位量は所定範囲外となる(S107:YES)。CPU91は糸締り不良を検出する。CPU91は、駆動モータを駆動停止して(S109)、糸締り不良判断処理を終了する。
図9に示すように、駆動モータが停止している場合(S29:YES)、CPU91は、縫製不良を特定する(S35)。CPU91は、駆動モータを停止した処理を特定することで、縫製不良を特定する。例えば、駆動モータがS73(図11参照)で停止した場合、CPU91は、縫製不良が目飛びであると特定する。駆動モータがS99(図13参照)で停止した場合、CPU91は、縫製不良が糸切れであると特定する。駆動モータがS109(図14参照)で停止した場合、CPU91は、縫製不良が糸締り不良であると特定する。CPU91は、S35で特定した縫製不良を報知して(S37)、処理をS39に移行する。例えば、CPU91は、S35で特定した縫製不良を表示部48に表示する(S37)。故に作業者は、具体的な縫製不良を認識できる。
縫製不良が縫製処理の実行中に発生しない場合、CPU91がS19〜S31を繰り返し実行することで、布105に所定の縫目が形成する。縫製終了指示があると(S31:YES)、CPU91は、駆動モータと糸調子モータ16を駆動停止する(S33)。CPU91は、布押えモータ43を駆動制御して押え足24を上昇した後(S39)、縫製処理を終了する。布105はミシン1から取出し可能となる。
以上説明の如く、CPU91は、エンコーダ21の検出結果に基づいた計算制御によって、複数のコイル33に対する通電パターンを算出して特定する(S53)。CPU91は、糸調子モータ駆動処理を実行する度に(S21)、CPU91は、S53で特定した通電パターンで複数のコイル33に対して通電する。複数のコイル33を流れる電流値が滑らかに変化するので、ミシン1は出力軸18の回転角位相を滑らかに制御できる。ミシン1が高速で縫製動作を実行する場合でも、糸調子モータ16の出力軸18は、ミシン1の縫製動作に安定的に追従して回転できる。故に、上糸張力を調整する糸調子モータ16の出力軸18の回転角位相を滑らかに制御でき、且つ出力軸18が安定して回転できるミシン1が実現する。
CPU91は、出力軸18の第一回転変位量が特定値未満であるか否かを判断することで、目飛びの有無を判断する(S71)。故にミシン1は目飛びを検出できる。CPU91は、出力軸18の第三回転変位量が所定範囲外であるか否かを検出することで、糸締り不良の有無を判断する(S107)。故にミシン1は糸締り不良を検出できる。CPU91は、出力軸18の第一回転変位量が第一所定値未満であるか否かを判断することで、釜捕捉期間における糸切れの有無を判断する(S89)。CPU91は、出力軸18の第二回転変位量が第二所定値未満であるか否かを判断することで、天秤引上期間における糸切れの有無を判断する(S97)。故にミシン1は糸切れを検出できる。CPU91は、S71、S107、S89、S97を実行することで、縫製不良の有無を判断できる。故にミシン1は縫製動作を安定化できる。
目飛びが発生した場合(S71:YES)、CPU91は、目飛びが発生した旨を表示部48に表示する(S37)。故に作業者は目飛びの発生を認識できる。糸締り不良が発生した場合(S89:YES、S97:YES)、CPU91は、糸締り不良が発生した旨を表示部48に表示する。故に作業者は糸締り不良の発生を認識できる。
縫製不良が発生した場合、CPU91は駆動モータと糸調子モータ16を駆動停止する(S73、S99、S109)。故に、縫製不良が発生した状態で、ミシン1は縫製を続行しない。縫針10が不必要に布105を貫通しないので、ミシン1は布105の損傷を生じ難くできる。
以上説明にて、縫製機構12は本発明の縫製手段の一例である。操作ボタン47は本発明の入力部の一例である。糸調子モータ16は本発明のモータの一例である。針板26は本発明の布載置部の一例である。S19を実行するCPU91は本発明の縫製制御部の一例である。S13を実行するCPU91は本発明の張力取得部の一例である。S21を実行するCPU91は本発明のモータ駆動制御部の一例である。S53を実行するCPU91は本発明の特定制御部の一例である。S55を実行するCPU91は本発明の通電制御部の一例である。S71、S97、S107を実行するCPU91は本発明の縫製不良判断部の一例である。S71を実行するCPU91は本発明の目飛び判断部の一例である。S107を実行するCPU91は本発明の糸締り不良判断部の一例である。S71、S97、S107を実行するCPU91は本発明の縫製不良判断部の一例である。S37を実行するCPU91は本発明の報知部の一例である。S97を実行するCPU91は本発明の糸切れ判断部の一例である。S73、S99、S109を実行するCPU91は本発明の停止制御部である。
本発明は上記発明に限定しない。布送り装置20は、布105を左右方向に往復揺動する代わりに、例えば左右方向に直線的に往復移動してもよい。ミシン1は布送り装置20を備える代わりに、押え棒と送り歯を備えてもよい。押え棒は下端部に押え部材を備える。押え棒が下降することで、押え部材は送り歯との間で布105を挟む。送り歯が往復揺動することで、ミシン1は所定方向に布105を送ることができる。
糸調子モータ16は、パルスモータである代わりに、DCモータであってもよい。糸調子モータ16の出力軸18は、一対の糸調子皿69に直接的に連結する代わりに、例えば、歯車等を介して一対の糸調子皿69に間接的に連結してもよい。CPU91は、S23、S25、S27の少なくとも一つの処理を実行しなくてもよい。CPU91は、S21実行時に、公知のdq変換に基づく制御によって、糸調子モータ16を駆動制御してもよい。CPU91は、S73、S109の処理を実行しなくてもよい。即ち、縫製不良が糸切れ以外の場合、ミシン1は縫製を停止しなくてもよい。
1 ミシン
6 上糸
10 縫針
11 針棒
12 縫製機構
16 糸調子モータ
18 出力軸
21 エンコーダ
26 針板
27 ミシンモータ
39 回転釜
47 操作ボタン
51 天秤
69 糸調子皿
91 CPU
105 布
6 上糸
10 縫針
11 針棒
12 縫製機構
16 糸調子モータ
18 出力軸
21 エンコーダ
26 針板
27 ミシンモータ
39 回転釜
47 操作ボタン
51 天秤
69 糸調子皿
91 CPU
105 布
Claims (8)
- 縫針を装着する上下動可能な針棒を有し、前記縫針で布を縫製する縫製手段と、
上糸を巻きつける糸調子皿と、
前記上糸に付与する張力を示す張力情報が入力される入力部と、
前記糸調子皿と連結する出力軸と、前記出力軸の回転方向に沿って配置した複数のコイルとを有するモータと、
前記出力軸の回転角位相を検出するエンコーダと、
前記縫製手段と前記モータを駆動制御する制御部と
を備え、
前記制御部は、
前記縫製手段を駆動制御して前記布を縫製する縫製制御部と、
前記縫製制御部による前記布の縫製前、前記入力部に入力された前記張力情報を取得する張力取得部と、
前記縫製制御部による前記布の縫製時、前記張力取得部が取得した前記張力情報と、前記エンコーダの検出結果とに基づき、前記モータを駆動制御して、前記上糸に付与する前記張力を、前記張力情報が示す前記張力にするモータ駆動制御部と
を備えるミシンにおいて、
前記モータ駆動制御部は、
前記針棒が上下動する周期よりも短い周期で、前記複数のコイルの夫々に対する通電パターンを前記エンコーダの前記検出結果に基づいた計算制御によって算出して特定する特定制御部と、
前記特定制御部が前記通電パターンを特定する度に、前記特定制御部が特定した前記通電パターンで前記複数のコイルに通電する通電制御部と
を備えることを特徴とするミシン。 - 前記縫製手段は、
前記布を載置する布載置部と、
前記針棒の下方に設け、前記縫針が前記布を貫通した時、前記縫針に挿通する環状の前記上糸を捕捉して下糸と絡め取る回転釜と、
前記針棒と前記回転釜を駆動するミシンモータと
を備え、
前記縫製制御部は、前記ミシンモータを駆動制御することで前記布を縫製し、
前記制御部は、前記縫製制御部による前記布の縫製時における前記上糸の使用量が、予め決まった範囲から外れる縫製不良が発生したか否かを前記エンコーダの前記検出結果に基づき判断する縫製不良判断部を備えることを特徴とする請求項1に記載のミシン。 - 前記縫製不良は、前記回転釜が前記上糸を捕捉し損ねる目飛びを含み、
前記縫製不良判断部は、前記布に特定の縫目を形成する特定縫製動作において、前記目飛びが発生したか否かを判断する目飛び判断部を備え、
前記目飛び判断部は、前記回転釜が前記上糸を捕捉する期間である釜捕捉期間において、前記釜捕捉期間の開始時おける前記出力軸の初期回転角位相を基準とした前記出力軸の回転量が、特定値未満であるか否かを判断することで、前記目飛びが発生したか否かを判断することを特徴とする請求項2に記載のミシン。 - 前記縫製制御部は、前記目飛びが発生したと前記目飛び判断部が判断した場合、前記目飛びの発生を報知する報知部を備えることを特徴とする請求項3に記載のミシン。
- 前記縫製手段は、
前記ミシンモータの駆動で上下動し、前記回転釜が前記下糸と絡めた前記上糸を引き上げる天秤を備え、
前記縫製不良は、前記天秤が前記上糸を引き上げた時の前記縫目を形成する前記上糸と前記下糸のバランス不良である糸締り不良を含み、
前記縫製不良判断部は、前記布に特定の縫目を形成する特定縫製動作において、前記糸締り不良が発生したか否かを判断する糸締り不良判断部を備え、
前記糸締り不良判断部は、前記特定縫製動作の開始時における前記出力軸の初期回転角位相を基準とした前記出力軸の回転量が、所定範囲外であるか否かを判断することで、前記糸締り不良が発生したか否かを判断することを特徴とする請求項2に記載のミシン。 - 前記縫製制御部は、前記糸締り不良が発生したと前記糸締り不良判断部が判断した場合、前記糸締り不良を報知する報知部を備えることを特徴とする請求項5に記載のミシン。
- 前記縫製手段は、
前記ミシンモータの駆動で上下動し、前記回転釜が前記下糸と絡めた前記上糸を引き上げる天秤を備え、
前記縫製不良は、前記上糸が切れる糸切れを含み、
前記縫製不良判断部は、前記布に特定の縫目を形成する特定縫製動作において、前記糸切れが発生したか否かを判断する糸切れ判断部を備え、
前記糸切れ判断部は、前記回転釜が前記上糸を捕捉する期間である釜捕捉期間において、前記釜捕捉期間の開始時おける前記出力軸の初期回転角位相を基準とした前記出力軸の回転量が第一所定値未満であり、且つ前記天秤が前記上糸を引き上げる期間である天秤引上げ期間において、前記天秤引上げ期間の開始時における前記出力軸の初期回転角位相を基準とした前記出力軸の回転量が第二所定値未満であるか否かを判断することで、前記糸切れが発生したか否かを判断することを特徴とする請求項2に記載のミシン。 - 前記制御部は、前記縫製不良が発生したと前記縫製不良判断部が判断した場合、前記縫製手段と前記モータの駆動を停止する停止制御部を備えることを特徴とする請求項2、3、5、7の何れか一つに記載のミシン。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017126786A JP2019005502A (ja) | 2017-06-28 | 2017-06-28 | ミシン |
| CN201810681418.1A CN109137285B (zh) | 2017-06-28 | 2018-06-27 | 缝纫机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017126786A JP2019005502A (ja) | 2017-06-28 | 2017-06-28 | ミシン |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019005502A true JP2019005502A (ja) | 2019-01-17 |
Family
ID=64802399
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017126786A Pending JP2019005502A (ja) | 2017-06-28 | 2017-06-28 | ミシン |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2019005502A (ja) |
| CN (1) | CN109137285B (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020120716A (ja) * | 2019-01-29 | 2020-08-13 | ブラザー工業株式会社 | ミシン |
| JP2020157007A (ja) * | 2019-03-28 | 2020-10-01 | ブラザー工業株式会社 | ミシン |
| JP2020162659A (ja) * | 2019-03-28 | 2020-10-08 | ブラザー工業株式会社 | ミシン |
| EP3889334A1 (en) * | 2020-03-30 | 2021-10-06 | Brother Kogyo Kabushiki Kaisha | Defect determination device |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020120714A (ja) * | 2019-01-29 | 2020-08-13 | ブラザー工業株式会社 | ミシン |
| JP2020162656A (ja) * | 2019-03-28 | 2020-10-08 | ブラザー工業株式会社 | ミシン |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07178275A (ja) * | 1993-12-21 | 1995-07-18 | Brother Ind Ltd | ミシンの糸張力検出装置 |
| JP2002113274A (ja) * | 2000-10-06 | 2002-04-16 | Juki Corp | ミシンの糸調子装置 |
| JP2003230784A (ja) * | 2002-02-13 | 2003-08-19 | Juki Corp | ミシン本体 |
| JP4047624B2 (ja) * | 2002-05-14 | 2008-02-13 | Juki株式会社 | ミシン |
| JP5174414B2 (ja) * | 2007-10-05 | 2013-04-03 | Juki株式会社 | ミシンの糸張力制御装置 |
| CN104120547B (zh) * | 2014-08-06 | 2017-10-31 | 苏州市豪杰机械电子设备有限公司 | 一种缝纫机的自动送线系统的控制方法 |
-
2017
- 2017-06-28 JP JP2017126786A patent/JP2019005502A/ja active Pending
-
2018
- 2018-06-27 CN CN201810681418.1A patent/CN109137285B/zh active Active
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020120716A (ja) * | 2019-01-29 | 2020-08-13 | ブラザー工業株式会社 | ミシン |
| JP7183824B2 (ja) | 2019-01-29 | 2022-12-06 | ブラザー工業株式会社 | ミシン |
| JP2020157007A (ja) * | 2019-03-28 | 2020-10-01 | ブラザー工業株式会社 | ミシン |
| JP2020162659A (ja) * | 2019-03-28 | 2020-10-08 | ブラザー工業株式会社 | ミシン |
| JP7215295B2 (ja) | 2019-03-28 | 2023-01-31 | ブラザー工業株式会社 | ミシン |
| EP3889334A1 (en) * | 2020-03-30 | 2021-10-06 | Brother Kogyo Kabushiki Kaisha | Defect determination device |
| JP2021154021A (ja) * | 2020-03-30 | 2021-10-07 | ブラザー工業株式会社 | 不良判定装置 |
| JP7505227B2 (ja) | 2020-03-30 | 2024-06-25 | ブラザー工業株式会社 | 不良判定装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109137285A (zh) | 2019-01-04 |
| CN109137285B (zh) | 2021-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2019005502A (ja) | ミシン | |
| JP6031380B2 (ja) | 二本針ミシン | |
| CN110306295B (zh) | 缝纫机 | |
| CN110093723B (zh) | 缝纫机 | |
| JP2011019650A (ja) | 上下送りミシン | |
| KR100778187B1 (ko) | 휘감치기 미싱 및 휘감치기 바늘땀 형성 방법 | |
| CN110295463B (zh) | 缝纫机 | |
| JP5544056B2 (ja) | 飾り縫いミシン | |
| CN110656447B (zh) | 缝纫机 | |
| JP2018051147A (ja) | ミシンとミシンの制御方法 | |
| JP4913292B2 (ja) | 下糸糸巻き装置付き刺繍ミシン | |
| CN110295462B (zh) | 缝纫机 | |
| CN1786315B (zh) | 缝纫机 | |
| JP2014068899A (ja) | ミシン | |
| CN1164590A (zh) | 带有纱线切断装置的缝纫机 | |
| CN106192223B (zh) | 缝纫机及缝纫机的控制方法 | |
| EP3889333A1 (en) | Sewing device | |
| JP2012176182A (ja) | ミシン | |
| CN101481857A (zh) | 纽扣孔锁边缝纫机 | |
| JP6950413B2 (ja) | ミシンとミシンの制御方法 | |
| JP7757788B2 (ja) | ミシン及び下糸判定方法 | |
| JP2021023325A (ja) | ミシン | |
| JP2006191967A (ja) | ボタン付けミシン | |
| CN103243487B (zh) | 纽扣孔锁边缝纫机及用于该缝纫机的数据生成方法 | |
| JP2001334083A (ja) | 穴かがりミシンの制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190822 |