JP2018204151A - 転写用紙 - Google Patents
転写用紙 Download PDFInfo
- Publication number
- JP2018204151A JP2018204151A JP2017112664A JP2017112664A JP2018204151A JP 2018204151 A JP2018204151 A JP 2018204151A JP 2017112664 A JP2017112664 A JP 2017112664A JP 2017112664 A JP2017112664 A JP 2017112664A JP 2018204151 A JP2018204151 A JP 2018204151A
- Authority
- JP
- Japan
- Prior art keywords
- paper
- coating layer
- transfer
- vinyl acetate
- ethylene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Paper (AREA)
- Ink Jet (AREA)
- Ink Jet Recording Methods And Recording Media Thereof (AREA)
Abstract
【課題】課題は、耐画像劣化性、発色性および密着性が良好である転写用紙を提供することである。
【解決手段】課題は、原紙と、前記原紙の少なくとも片面上に1層以上の塗工層とを有し、原紙を基準として最外に位置する最外塗工層が、顔料およびバインダーを少なくとも含有し、前記顔料の少なくとも1種が非晶質シリカであり、前記バインダーが異なる2種以上であって少なくとも1種がエチレン−酢酸ビニル共重合体である、昇華型捺染インクを用いる転写捺染法に使用される転写用紙によって達成される。
【選択図】なし
【解決手段】課題は、原紙と、前記原紙の少なくとも片面上に1層以上の塗工層とを有し、原紙を基準として最外に位置する最外塗工層が、顔料およびバインダーを少なくとも含有し、前記顔料の少なくとも1種が非晶質シリカであり、前記バインダーが異なる2種以上であって少なくとも1種がエチレン−酢酸ビニル共重合体である、昇華型捺染インクを用いる転写捺染法に使用される転写用紙によって達成される。
【選択図】なし
Description
本発明は、繊維材料などの被印刷物へ図柄を形成する転写捺染法において、図柄を転写するために使用される転写用紙に関する。
繊維材料などの被印刷物に図柄を形成させる方法として、昇華型捺染インクを用いて転写用紙に図柄を印刷して転写紙を作製し、転写紙を被印刷物に密着させて、昇華型捺染インクを被印刷物に転写させる転写捺染法が公知である(例えば、特許文献1および特許文献2参照)。
転写捺染法に用いる転写用紙は公知である。
昇華転写プリントシステムに用いられ、水性インクの吸収性に優れて滲みなどのない鮮明な記録画像を得ることができ、昇華転写の際の転写対象物へのインク転写効率にも優れた昇華転写用シートとして、シート状基材と、前記シート状基材の片面又は両面に設けられるインク受理層とを包含し、インク受理層には顔料とバインダーとカチオン性樹脂とが含まれており、顔料としては沈降法シリカが使用され、かつ前記バインダーとしては、デンプン、デンプン誘導体、ポリビニルアルコール、変性ポリビニルアルコールの何れか1種又はそれら2種以上の混合物が使用されることを特徴とする転写紙が公知である(例えば、特許文献3参照)。
昇華転写プリントシステムに用いられ、水性インクの吸収性に優れて滲みなどのない鮮明な記録画像を得ることができ、昇華転写の際の転写対象物へのインク転写効率にも優れた昇華転写用シートとして、シート状基材と、前記シート状基材の片面又は両面に設けられるインク受理層とを包含し、インク受理層には顔料とバインダーとカチオン性樹脂とが含まれており、顔料としては沈降法シリカが使用され、かつ前記バインダーとしては、デンプン、デンプン誘導体、ポリビニルアルコール、変性ポリビニルアルコールの何れか1種又はそれら2種以上の混合物が使用されることを特徴とする転写紙が公知である(例えば、特許文献3参照)。
昇華型染料を含有するインクや昇華型捺染インクを用いて転写用紙に図柄を印刷して転写紙を作製する方法としては、特許文献3に記載されるように、インクジェット印刷方式がよく用いられる。
図柄が印刷される前の白紙である転写用紙と、転写用紙に図柄が印刷されて得られる転写紙との間では、相反する2つの特性を有する必要がある。すなわち、転写用紙では、昇華型捺染インクを上手く受容する能力を要求され、転写紙では、昇華型捺染インクを被印刷物に上手く転写する能力を要求される。
転写用紙は、被印刷物に形成された図柄の画質が劣化しないよう鮮鋭な画像を有する転写紙になるために昇華型捺染インクに対する受容性を向上する必要がある。さらに、転写用紙は、鮮鋭な画像を有する転写紙から、被印刷物に形成される図柄の画質を劣化させない必要がある。
一方、転写紙は、昇華型捺染インクに対する転写用紙の受容性が向上すると、被印刷物に図柄を形成する転写時において昇華型捺染インクの転写が不十分となる場合がある。その結果、被印刷物では発色性の低下が起こる。
転写用紙は、被印刷物に形成された図柄の画質が劣化しないよう鮮鋭な画像を有する転写紙になるために昇華型捺染インクに対する受容性を向上する必要がある。さらに、転写用紙は、鮮鋭な画像を有する転写紙から、被印刷物に形成される図柄の画質を劣化させない必要がある。
一方、転写紙は、昇華型捺染インクに対する転写用紙の受容性が向上すると、被印刷物に図柄を形成する転写時において昇華型捺染インクの転写が不十分となる場合がある。その結果、被印刷物では発色性の低下が起こる。
また、転写は、転写紙と被印刷物とを密着させて行うために、転写紙が被印刷物に上手く密着できなければならない。上記の画像形成時における画質の劣化とは別に、転写紙と被印刷物との密着が上手く行かないために起こる画質の問題がある。転写紙と被印刷物とが上手く密着していない領域では画像のピンボケまたは歪み等が発生する。
被印刷物へ連続的に転写する場合は、ロール紙状の転写紙と被印刷物とを密着させて転写が行われる。特に、連続的に転写を進めるためには、転写紙が被印刷物に上手く密着することが、より重要になる。
被印刷物へ連続的に転写する場合は、ロール紙状の転写紙と被印刷物とを密着させて転写が行われる。特に、連続的に転写を進めるためには、転写紙が被印刷物に上手く密着することが、より重要になる。
特許文献3の昇華転写用シートの品質は必ずしも十分とはいえず、特に、密着性に関して向上が望まれる。
上記を鑑みて本発明の目的は、下記の項目を満足する転写用紙を提供することである。
(1)被印刷物において画像の劣化が抑制されること(耐画像劣化性)
(2)被印刷物において発色の低下が抑制されること(発色性)
(3)転写紙と被印刷物とが上手く密着できること(密着性)
(1)被印刷物において画像の劣化が抑制されること(耐画像劣化性)
(2)被印刷物において発色の低下が抑制されること(発色性)
(3)転写紙と被印刷物とが上手く密着できること(密着性)
本発明者らは、上記の課題を解決するために鋭意研究を重ねた結果、本発明の目的は、以下により達成される。
[1]原紙と、前記原紙の少なくとも片面上に1層以上の塗工層とを有し、原紙を基準として最外に位置する最外塗工層が顔料およびバインダーを少なくとも含有し、前記顔料の少なくとも1種が非晶質シリカであり、前記バインダーが異なる2種以上であって少なくとも1種がエチレン−酢酸ビニル共重合体である、昇華型捺染インクを用いる転写捺染法に使用される転写用紙。
[2]前記エチレン−酢酸ビニル共重合体のガラス転移温度が、0℃超である上記[1]に記載の転写用紙。
[3]前記エチレン−酢酸ビニル共重合体の平均粒子径が0.08μm以上0.3μm以下である上記[1]または[2]に記載の転写用紙。
本発明により、耐画像劣化性、発色性および密着性が良好である転写用紙を提供することができる。
以下に本発明を詳細に説明する。
本発明において、「転写用紙」とは、転写する図柄が印刷される前の白紙状態にある用紙をいう。「転写紙」とは、転写用紙に対して転写する図柄が印刷された状態にある用紙をいう。
また本発明において、「塗工層を有する」とは、転写用紙の断面を電子顕微鏡によって観察した際に、原紙と区別できる明確な層を有する用紙を指す。例えば、樹脂成分やポリマー成分を塗工し、塗工された前記成分が少量であって原紙に吸収され、結果として、転写用紙の断面を電子顕微鏡によって観察した際に原紙と区別できる明確な層を有しない場合、「塗工層を有する」に該当しない。
本発明において、「転写用紙」とは、転写する図柄が印刷される前の白紙状態にある用紙をいう。「転写紙」とは、転写用紙に対して転写する図柄が印刷された状態にある用紙をいう。
また本発明において、「塗工層を有する」とは、転写用紙の断面を電子顕微鏡によって観察した際に、原紙と区別できる明確な層を有する用紙を指す。例えば、樹脂成分やポリマー成分を塗工し、塗工された前記成分が少量であって原紙に吸収され、結果として、転写用紙の断面を電子顕微鏡によって観察した際に原紙と区別できる明確な層を有しない場合、「塗工層を有する」に該当しない。
転写用紙は、原紙と、前記原紙の少なくとも片面上に1層以上の塗工層を有する。塗工層中、原紙を基準として最も外側に位置する塗工層を最外塗工層という。塗工層が1層の場合は該塗工層が最外塗工層になる。
最外塗工層は、顔料およびバインダーを少なくとも含有し、前記顔料の少なくとも1種が非晶質シリカであり、前記バインダーが異なる2種以上であって少なくとも1種がエチレン−酢酸ビニル共重合体である。塗工層が2層以上の場合において、原紙と最外塗工層との間に存在する塗工層は、顔料およびバインダーを含有する塗工層または顔料を含有しない塗工層のいずれであってよく、また、顔料またはバインダーの種類など、特に限定しない。
製造コストの点から、塗工層は1層が好ましい。また塗工層は、原紙の片面上または両面上に有してよい。転写用紙は、本発明に係る最外塗工層が原紙の片面上に有する場合、原紙の裏面に従来公知のバックコート層を有してよい。
最外塗工層は、顔料およびバインダーを少なくとも含有し、前記顔料の少なくとも1種が非晶質シリカであり、前記バインダーが異なる2種以上であって少なくとも1種がエチレン−酢酸ビニル共重合体である。塗工層が2層以上の場合において、原紙と最外塗工層との間に存在する塗工層は、顔料およびバインダーを含有する塗工層または顔料を含有しない塗工層のいずれであってよく、また、顔料またはバインダーの種類など、特に限定しない。
製造コストの点から、塗工層は1層が好ましい。また塗工層は、原紙の片面上または両面上に有してよい。転写用紙は、本発明に係る最外塗工層が原紙の片面上に有する場合、原紙の裏面に従来公知のバックコート層を有してよい。
塗工層の塗工量は特に限定されない。転写用紙の製造コストおよび取り扱い易さの観点から、塗工量は、片面あたり乾燥固形分量で2g/m2以上70g/m2以下が好ましい。塗工量の上限は30g/m2以下がより好ましく、20g/m2以下がさらに好ましい。さらに、製造コストを削減するおよび被印刷物と転写紙との密着時における塗工層の欠落を防止する観点から、塗工量は、片面あたり5g/m2以上15g/m2以下が最も好ましい。塗工量は、片面あたり塗工層が複数存在する場合、それら合計の値である。
原紙は、LBKP(Leaf Bleached Kraft Pulp)、NBKP(Needle Bleached Kraft Pulp)などの化学パルプ、GP(Groundwood Pulp)、PGW(Pressure GroundWood pulp)、RMP(Refiner Mechanical Pulp)、TMP(ThermoMechanical Pulp)、CTMP(ChemiThermoMechanical Pulp)、CMP(ChemiMechanical Pulp)、CGP(ChemiGroundwood Pulp)などの機械パルプ、およびDIP(DeInked Pulp)などの古紙パルプから選ばれる少なくとも1種のパルプに、重質炭酸カルシウム、軽質炭酸カルシウム、タルク、クレー、カオリンおよび焼成カオリンなどの各種填料、さらに、サイズ剤、定着剤、歩留まり剤、カチオン化剤、紙力剤などの各種添加剤を必要に応じて配合した紙料を抄造した抄造紙である。さらに原紙には、抄造紙にカレンダー処理、澱粉やポリビニルアルコール等で表面サイズ処理、あるいは表面処理等を施した上質紙が含まれる。さらに原紙には、表面サイズ処理や表面処理を施した後にカレンダー処理した上質紙が含まれる。
抄造は、紙料を酸性、中性またはアルカリ性に調整して、従来公知の抄紙機を用いて行われる。抄紙機の例としては、長網抄紙機、ツインワイヤー抄紙機、コンビネーション抄紙機、円網抄紙機、ヤンキー抄紙機等を挙げることができる。
原紙の坪量は特に限定されない。用紙の取り扱い易さの観点から、原紙の坪量は10g/m2以上100g/m2以下が好ましく、30g/m2以上100g/m2以下がさらに好ましい。また、転写用紙の厚さは特に限定されない。被印刷物への転写に対する取り扱い易さの点から、転写用紙の厚さは0.01mm以上0.5mm以下が好ましく、0.05mm以上0.3mm以下がさらに好ましい。
紙料中には、その他の添加剤としてバインダー、顔料分散剤、増粘剤、流動性改良剤、消泡剤、抑泡剤、離型剤、発泡剤、浸透剤、着色染料、着色顔料、蛍光増白剤、紫外線吸収剤、酸化防止剤、防腐剤、防バイ剤、耐水化剤、湿潤紙力増強剤、乾燥紙力増強剤などから選ばれる1種または2種以上を、本発明の所望の効果を損なわない範囲で、適宜配合することができる。
塗工層は、原紙上または塗工層上に塗工層塗工液を塗工および乾燥することによって原紙上または塗工層上に設けることができる。
塗工層を設ける方法は特に限定されない。例えば、製紙分野で従来公知の塗工装置および乾燥装置を用いて塗工および乾燥する方法を挙げることができる。塗工装置の例としては、サイズプレス、ゲートロールコーター、フィルムトランスファーコーター、ブレードコーター、ロッドコーター、エアナイフコーター、コンマコーター、グラビアコーター、バーコーター、Eバーコーター、カーテンコーター等を挙げることができる。乾燥装置の例としては、直線トンネル乾燥機、アーチドライヤー、エアループドライヤー、サインカーブエアフロートドライヤー等の熱風乾燥機、赤外線加熱ドライヤー、マイクロ波等を利用した乾燥機等を挙げることができる。
また、塗工層は、塗工および乾燥後にカレンダー処理を施すことができる。
塗工層を設ける方法は特に限定されない。例えば、製紙分野で従来公知の塗工装置および乾燥装置を用いて塗工および乾燥する方法を挙げることができる。塗工装置の例としては、サイズプレス、ゲートロールコーター、フィルムトランスファーコーター、ブレードコーター、ロッドコーター、エアナイフコーター、コンマコーター、グラビアコーター、バーコーター、Eバーコーター、カーテンコーター等を挙げることができる。乾燥装置の例としては、直線トンネル乾燥機、アーチドライヤー、エアループドライヤー、サインカーブエアフロートドライヤー等の熱風乾燥機、赤外線加熱ドライヤー、マイクロ波等を利用した乾燥機等を挙げることができる。
また、塗工層は、塗工および乾燥後にカレンダー処理を施すことができる。
最外塗工層は、顔料およびバインダーを少なくとも含有する。
最外塗工層は、顔料として少なくとも非晶質シリカを、バインダーとして異なる2種以上を含有し、バインダーの少なくとも1種がエチレン−酢酸ビニル共重合体である。
最外塗工層中の顔料およびバインダーの合計含有比率は、最外塗工層の乾燥固形分量において60質量%以上が好ましい。最外塗工層中のバインダーの含有比率は、最外塗工層中の顔料100質量部に対して20質量部以上50質量部以下が好ましい。
また、最外塗工層中の非晶質シリカの含有比率は、最外塗工層中の顔料100質量部に対して80質量部以上が好ましい。
また、最外塗工層中のエチレン−酢酸ビニル共重合体の含有比率は、最外塗工層中のバインダー100質量部に対して5質量部以上35質量部以下が好ましい。
最外塗工層は、顔料として少なくとも非晶質シリカを、バインダーとして異なる2種以上を含有し、バインダーの少なくとも1種がエチレン−酢酸ビニル共重合体である。
最外塗工層中の顔料およびバインダーの合計含有比率は、最外塗工層の乾燥固形分量において60質量%以上が好ましい。最外塗工層中のバインダーの含有比率は、最外塗工層中の顔料100質量部に対して20質量部以上50質量部以下が好ましい。
また、最外塗工層中の非晶質シリカの含有比率は、最外塗工層中の顔料100質量部に対して80質量部以上が好ましい。
また、最外塗工層中のエチレン−酢酸ビニル共重合体の含有比率は、最外塗工層中のバインダー100質量部に対して5質量部以上35質量部以下が好ましい。
非晶質シリカは、製造法によって湿式法シリカと気相法シリカとに大別することができる。さらに湿式法シリカは、製造方法によって沈降法シリカとゲル法シリカとに分類できる。沈降法シリカは、珪酸ソーダと硫酸をアルカリ条件で反応させて製造され、粒子成長したシリカ粒子が凝集・沈降し、その後濾過・水洗・乾燥・粉砕・分級の工程を経て製造される。沈降法シリカは、例えば、東ソー・シリカ社からニップシール、OSC社からファインシール、トクシールとして市販されている。ゲル法シリカは、珪酸ソーダと硫酸を酸性条件下で反応させて製造される。熟成中に微小粒子は溶解し、他の一次粒子どうしを結合するように再析出するため、明確な一次粒子は消失し、内部空隙構造を有する比較的硬い凝集粒子を形成する。ゲル法シリカは、例えば、東ソー・シリカ社からニップゲル、グレースジャパン社からサイロイド、サイロジェットとして市販されている。気相法シリカは、湿式法に対して乾式法とも呼ばれ、一般的には火炎加水分解法によって製造される。具体的には、四塩化ケイ素を水素および酸素と共に燃焼して作る方法が一般的に知られている。四塩化ケイ素の代わりにメチルトリクロロシランやトリクロロシラン等のシラン類を単独または四塩化ケイ素と併用して使用することができる。気相法シリカは、日本アエロジル社からアエロジル、トクヤマ社からレオロシールとして市販されている。
非晶質シリカは、沈降法シリカが好ましい。
非晶質シリカは、沈降法シリカが好ましい。
最外塗工層は、非晶質シリカ以外に従来公知の顔料を含有することができる。
従来公知の顔料は、例えば、重質炭酸カルシウム、軽質炭酸カルシウム、タルク、カオリン、サチンホワイト、リトポン、酸化チタン、酸化亜鉛、コロイダルシリカ、アルミナ、水酸化アルミニウム、酸化亜鉛、活性白土、珪藻土などの無機顔料、およびプラスチック顔料などの有機顔料を挙げることができる。最外塗工層は、これら顔料からなる群から選ばれる1種または2種以上を組み合わせて、非晶質シリカと併用して含有することができる。
従来公知の顔料は、例えば、重質炭酸カルシウム、軽質炭酸カルシウム、タルク、カオリン、サチンホワイト、リトポン、酸化チタン、酸化亜鉛、コロイダルシリカ、アルミナ、水酸化アルミニウム、酸化亜鉛、活性白土、珪藻土などの無機顔料、およびプラスチック顔料などの有機顔料を挙げることができる。最外塗工層は、これら顔料からなる群から選ばれる1種または2種以上を組み合わせて、非晶質シリカと併用して含有することができる。
エチレン−酢酸ビニル共重合体は、エチレン単量体および酢酸ビニル単量体が共重合して得られる共重合体である。エチレン−酢酸ビニル共重合体は、例えば、ポリビニルアルコール等を保護コロイドとし、ヒドロキシエチルセルロースのようなセルロース系誘導体や界面活性剤等を乳化分散剤として併用し、エチレン単量体と酢酸ビニル単量体とを乳化重合法により共重合する製造方法によって得ることができる。また、エチレン−酢酸ビニル共重合体は、例えば、住友化学社のスミカフレックス、三井化学社のケミパール、クラレ社のパンフレックスなどの各社から既に市販されている。
本発明において、エチレン単量体および酢酸ビニル単量体以外に乳化重合に使用される従来公知の単量体を共重合体における含有分率が30質量%未満であり且つ本発明の効果を阻害しない場合には、本発明のエチレン−酢酸ビニル共重合体に含める。また、酢酸ビニル単量体の一部を、プロピオン酸ビニル、ブタン酸ビニルまたはヘキサン酸ビニルで代用することができる。
エチレン−酢酸ビニル共重合体のガラス転移温度は、0℃超が好ましい。ガラス転移温度の上限は、特に限定しないが、35℃以下が好ましく、酢酸ビニルからなる重合単量体のガラス転移温度以下がさらに好ましい。
エチレン−酢酸ビニル共重合体のガラス転移温度は、共重合体を構成する単量体の含有分率によって調整できる。一般に、エチレン単量体の含有分率が増すと共重合体のガラス転移温度が下がり、酢酸ビニル単量体の含有分率が増すと共重合体のガラス転移温度が上がる。
エチレン−酢酸ビニル共重合体のガラス転移温度は、共重合体を構成する単量体の含有分率によって調整できる。一般に、エチレン単量体の含有分率が増すと共重合体のガラス転移温度が下がり、酢酸ビニル単量体の含有分率が増すと共重合体のガラス転移温度が上がる。
ガラス転移温度は、下記のFox式に従い、各重合体部分の単量体の質量比率から算出される値である。
1/Tg=(W1/Tg1)+(W2/Tg2)+・・・+(Wm/Tgm)
W1+W2+・・・Wm=1
式中、Tgは重合体のガラス転移温度を表わし、Tg1,Tg2,・・・,Tgmは各重合単量体のガラス転移温度を表わす。温度の単位はKである。また、W1,W2,・・・,Wmは各重合単量体の質量比率を表わす。
前記Fox式における各重合単量体のガラス転移温度は、例えば、Polymer Handbook Third Edition(Wiley−Interscience 1989)記載の値を用いればよい。
1/Tg=(W1/Tg1)+(W2/Tg2)+・・・+(Wm/Tgm)
W1+W2+・・・Wm=1
式中、Tgは重合体のガラス転移温度を表わし、Tg1,Tg2,・・・,Tgmは各重合単量体のガラス転移温度を表わす。温度の単位はKである。また、W1,W2,・・・,Wmは各重合単量体の質量比率を表わす。
前記Fox式における各重合単量体のガラス転移温度は、例えば、Polymer Handbook Third Edition(Wiley−Interscience 1989)記載の値を用いればよい。
エチレン−酢酸ビニル共重合体の平均粒子径は、0.08μm以上0.3μm以下が好ましい。エチレン−酢酸ビニル共重合体の平均粒子径は、最外塗工層に使用するエチレン−酢酸ビニル共重合体を電子顕微鏡によって拡大観察し、観察された任意の100個の粒子の直径を、画像解析ソフトなどを用いて、測定して求められる値である。
乳化重合時の粒子径の調節は、例えば、特開2007−193343号公報に記載されているが如く、既に知られている。エチレン−酢酸ビニル共重合体の平均粒子は、一般的に、乳化重合の乳化剤濃度および重合開始剤濃度によって調節することができる。
乳化重合時の粒子径の調節は、例えば、特開2007−193343号公報に記載されているが如く、既に知られている。エチレン−酢酸ビニル共重合体の平均粒子は、一般的に、乳化重合の乳化剤濃度および重合開始剤濃度によって調節することができる。
エチレン−酢酸ビニル共重合体のガラス転移温度が0℃超であると、またはエチレン−酢酸ビニル共重合体の平均粒子径が0.08μm以上0.3μm以下であると、発色性または密着性がより良好になる。これらの理由は不明である。理由について発明者らは以下と考える。このようなガラス転移温度のエチレン−酢酸ビニル共重合体は、共重合体内で適度な間隔を有しながらアセトキシ基を比較的多く有して柔軟性を発揮するため、密着性に作用する。また、平均粒子径が比較的小さいエチレン−酢酸ビニル共重合体は、最外塗工層の内部に分散し且つ非晶質シリカの近傍で膜形成し易く、非晶質シリカとインクとの相互作用を適度に抑えるため、発色性に作用する。
最外塗工層は、エチレン−酢酸ビニル共重合体以外に、従来公知のバインダーを含有する。
従来公知のバインダーは、例えば、澱粉およびその各種変性澱粉;カルボキシメチルセルロース、ヒドロキシエチルセルロース等のセルロース誘導体;カゼイン、ゼラチン、大豆蛋白、プルラン、アラビアゴム、カラヤゴム、アルブミン等の天然高分子樹脂又はその誘導体;ポリビニルピロリドン;ポリビニルアルコールおよびその各種変性ポリビニルアルコール;ポリプロピレングリコール;ポリエチレングリコール;無水マレイン酸樹脂;アクリル系樹脂;エチレン−酢酸ビニル共重合体を除くメタクリル酸エステル−ブタジエン共重合体、スチレン−ブタジエン共重合体あるいはこれらの各種共重合体のカルボキシ基等の官能基含有単量体による官能基変性共重合体;メラミン樹脂、尿素樹脂等の熱硬化合成樹脂等のバインダー;ポリウレタン樹脂;不飽和ポリエステル樹脂;ポリビニルブチラール;アルキッド樹脂等を挙げることができる。最外塗工層は、これらバインダーからなる群から選ばれる1種または2種以上を組み合わせて、エチレン−酢酸ビニル共重合体と併用して含有する。
耐画像劣化性の点から、エチレン−酢酸ビニル共重合体と併用するバインダーは、澱粉およびその各種変性澱粉、並びにポリビニルアルコールおよびその各種変性ポリビニルアルコールからなる群から選ばれる少なくとも1種が好ましい。
従来公知のバインダーは、例えば、澱粉およびその各種変性澱粉;カルボキシメチルセルロース、ヒドロキシエチルセルロース等のセルロース誘導体;カゼイン、ゼラチン、大豆蛋白、プルラン、アラビアゴム、カラヤゴム、アルブミン等の天然高分子樹脂又はその誘導体;ポリビニルピロリドン;ポリビニルアルコールおよびその各種変性ポリビニルアルコール;ポリプロピレングリコール;ポリエチレングリコール;無水マレイン酸樹脂;アクリル系樹脂;エチレン−酢酸ビニル共重合体を除くメタクリル酸エステル−ブタジエン共重合体、スチレン−ブタジエン共重合体あるいはこれらの各種共重合体のカルボキシ基等の官能基含有単量体による官能基変性共重合体;メラミン樹脂、尿素樹脂等の熱硬化合成樹脂等のバインダー;ポリウレタン樹脂;不飽和ポリエステル樹脂;ポリビニルブチラール;アルキッド樹脂等を挙げることができる。最外塗工層は、これらバインダーからなる群から選ばれる1種または2種以上を組み合わせて、エチレン−酢酸ビニル共重合体と併用して含有する。
耐画像劣化性の点から、エチレン−酢酸ビニル共重合体と併用するバインダーは、澱粉およびその各種変性澱粉、並びにポリビニルアルコールおよびその各種変性ポリビニルアルコールからなる群から選ばれる少なくとも1種が好ましい。
最外塗工層は、顔料およびバインダー以外に、必要に応じて塗工紙分野で従来公知の各種添加剤を含有することができる。添加剤の例としては、分散剤、定着剤、カチオン化剤、増粘剤、流動性改良剤、消泡剤、離型剤、発泡剤、浸透剤、着色顔料、着色染料、蛍光増白剤、紫外線吸収剤、酸化防止剤、防腐剤、防バイ剤等を挙げることができる。
また、最外塗工層は、転写捺染法で従来公知の各種助剤を含有することができる。助剤は、最外塗工層塗工液の各種物性を最適化する、あるいは転写される昇華型捺染インクの染着性を向上させるため等に加えられるものである。助剤は、例えば、各種界面活性剤、保湿剤、湿潤剤、pH調整剤、アルカリ剤、濃染化剤、脱気剤および還元防止剤等を挙げることができる。
また、最外塗工層は、転写捺染法で従来公知の各種助剤を含有することができる。助剤は、最外塗工層塗工液の各種物性を最適化する、あるいは転写される昇華型捺染インクの染着性を向上させるため等に加えられるものである。助剤は、例えば、各種界面活性剤、保湿剤、湿潤剤、pH調整剤、アルカリ剤、濃染化剤、脱気剤および還元防止剤等を挙げることができる。
最外塗工層は、カチオン性樹脂を含有することが好ましい。
カチオン性樹脂は、従来公知のカチオン性ポリマーまたはカチオン性オリゴマーであればよく、特に限定されない。好ましいカチオン性樹脂は、プロトンが配位しやすく、水に溶解したとき解離してカチオン性を呈する1級〜3級アミンまたは4級アンモニウム塩を含有するポリマーまたはオリゴマーである。カチオン性樹脂の例としては、ポリエチレンイミン、ポリビニルピリジン、ポリアミンスルホン、ポリジアルキルアミノエチルメタクリレート、ポリジアルキルアミノエチルアクリレート、ポリジアルキルアミノエチルメタクリルアミド、ポリジアルキルアミノエチルアクリルアミド、ポリエポキシアミン、ポリアミドアミン、ジシアンジアミド−ホルマリン重縮合物、ジシアンジアミドポリアルキル−ポリアルキレンポリアミン重縮合物、ポリビニルアミン、ポリアリルアミン等の化合物およびこれらの塩酸塩、さらにジアリルアミン−アクリルアミド共重合体、ポリジアリルジメチルアンモニウムクロライド、ジアリルジメチルアンモニウムクロライドとアクリルアミド等との共重合物、ポリジアリルメチルアミン塩酸塩、ジメチルアミン−アンモニア−エピクロルヒドリン重縮合物、ジメチルアミン−エピクロルヒドリン重縮合物のようなアルキルアミンとエピハロヒドリン化合物との重縮合物等を挙げることができる。カチオン性樹脂は、これらからなる群から選ばれる1種以上である。
カチオン性樹脂は、アルキルアミンとエピハロヒドリン化合物との重縮合物、ジアリルアミン−アクリルアミド共重合体、およびポリジアリルジメチルアンモニウムクロライドからなる群から選ばれる1種以上が好ましい。
カチオン性樹脂は、従来公知のカチオン性ポリマーまたはカチオン性オリゴマーであればよく、特に限定されない。好ましいカチオン性樹脂は、プロトンが配位しやすく、水に溶解したとき解離してカチオン性を呈する1級〜3級アミンまたは4級アンモニウム塩を含有するポリマーまたはオリゴマーである。カチオン性樹脂の例としては、ポリエチレンイミン、ポリビニルピリジン、ポリアミンスルホン、ポリジアルキルアミノエチルメタクリレート、ポリジアルキルアミノエチルアクリレート、ポリジアルキルアミノエチルメタクリルアミド、ポリジアルキルアミノエチルアクリルアミド、ポリエポキシアミン、ポリアミドアミン、ジシアンジアミド−ホルマリン重縮合物、ジシアンジアミドポリアルキル−ポリアルキレンポリアミン重縮合物、ポリビニルアミン、ポリアリルアミン等の化合物およびこれらの塩酸塩、さらにジアリルアミン−アクリルアミド共重合体、ポリジアリルジメチルアンモニウムクロライド、ジアリルジメチルアンモニウムクロライドとアクリルアミド等との共重合物、ポリジアリルメチルアミン塩酸塩、ジメチルアミン−アンモニア−エピクロルヒドリン重縮合物、ジメチルアミン−エピクロルヒドリン重縮合物のようなアルキルアミンとエピハロヒドリン化合物との重縮合物等を挙げることができる。カチオン性樹脂は、これらからなる群から選ばれる1種以上である。
カチオン性樹脂は、アルキルアミンとエピハロヒドリン化合物との重縮合物、ジアリルアミン−アクリルアミド共重合体、およびポリジアリルジメチルアンモニウムクロライドからなる群から選ばれる1種以上が好ましい。
最外塗工層中におけるカチオン性樹脂の含有量は、最外塗工層中の顔料100質量部に対して15質量部以上35質量部以下が好ましい。
カチオン性樹脂を含有する理由は、耐画像劣化性が、より良好になるからである。
カチオン性樹脂を含有する理由は、耐画像劣化性が、より良好になるからである。
転写紙は、昇華型捺染インクを備える従来公知の各種印刷方法を用いて、転写用紙の最外塗工層を有する面側に図柄を印刷することによって得ることができる。
転写用紙に図柄を印刷する各種印刷方法は、従来公知の印刷方法であって、特に限定されない。印刷方法は、例えば、グラビア印刷方式、インクジェット印刷方式、電子写真印刷方式およびスクリーン印刷方式などを挙げることができる。中でも、画質の高精細化および装置の小型化の点でインクジェット印刷方式が好ましい。
転写用紙に図柄を印刷する各種印刷方法は、従来公知の印刷方法であって、特に限定されない。印刷方法は、例えば、グラビア印刷方式、インクジェット印刷方式、電子写真印刷方式およびスクリーン印刷方式などを挙げることができる。中でも、画質の高精細化および装置の小型化の点でインクジェット印刷方式が好ましい。
昇華型捺染インクを用いた転写捺染法は、転写用紙に図柄を印刷して転写紙を得る工程と、転写紙を被印刷物に密着させる工程とを有する方法である。密着させる工程には、必要に応じて、加熱および加圧が含まれる。密着させる工程における加熱および加圧の条件は、転写捺染法で従来公知の条件である。密着させる工程は、例えば、プレス機や加熱ドラムなどにより転写紙を被印刷物に密着させ加熱および加圧する方法を挙げることができる。
被印刷物は、繊維材料であって、特に限定されない。繊維材料は、天然繊維材料および合成繊維材料のいずれでも構わない。天然繊維材料は、例えば、綿、麻、リヨセル、レーヨン、アセテート等のセルロース系繊維材料、絹、羊毛、獣毛等の蛋白質系繊維材料等を挙げることができる。合成繊維材料は、例えば、ポリアミド繊維(ナイロン)、ビニロン、ポリエスエル、ポリアクリル等を挙げることができる。繊維材料の構成としては、織物、編物、不織布等の単独、混紡、混繊または交織などを挙げることができる。さらに、これらの構成が複合化してもよい。また、必要に応じて、染着促進に効果のある薬剤などで被印刷物を前処理してもよい。
昇華型捺染インクを用いる転写捺染法において、被印刷物は、合成繊維材料が好ましい。天然繊維材料では前処理が必要な場合が多い。
昇華型捺染インクを用いる転写捺染法において、被印刷物は、合成繊維材料が好ましい。天然繊維材料では前処理が必要な場合が多い。
以下、実施例によって本発明をさらに詳細に説明する。なお、本発明は、これらの実施例に限定されない。ここで「質量部」および「質量%」は、乾燥固形分量あるいは実質成分量の各々「質量部」および「質量%」を表す。塗工層の塗工量は乾燥固形分量を表す。
<原紙>
濾水度450mlCSFのLBKP90質量部および濾水度440mlCSFのNBKP10質量部からなる木材パルプ100質量部に、焼成カオリン(BASF社、アンシレックス)12質量部、酸化澱粉(日本食品加工社、MS#3800)4質量部、ロジンサイズ剤0.3質量部、ポリアクリルアミド樹脂0.6質量部、硫酸バンド0.5質量部を添加して、得られる原紙のpHが4.5以上6未満になるように紙料のpHを調節した。紙料の調成後、長網抄紙機を用いて坪量100g/m2になるように抄造し、原紙を得た。
濾水度450mlCSFのLBKP90質量部および濾水度440mlCSFのNBKP10質量部からなる木材パルプ100質量部に、焼成カオリン(BASF社、アンシレックス)12質量部、酸化澱粉(日本食品加工社、MS#3800)4質量部、ロジンサイズ剤0.3質量部、ポリアクリルアミド樹脂0.6質量部、硫酸バンド0.5質量部を添加して、得られる原紙のpHが4.5以上6未満になるように紙料のpHを調節した。紙料の調成後、長網抄紙機を用いて坪量100g/m2になるように抄造し、原紙を得た。
<最外塗工層塗工液および塗工層塗工液>
水を媒体として下記の材料を配合し、塗工液濃度を13質量%に調整して最外塗工層塗工液および最外塗工層と原紙との間に設ける塗工層の塗工層塗工液を調製した。配合部数は、表1に記載した。エチレン−酢酸ビニル共重合体は乳化重合で調製した。ガラス転移温度および平均粒子径は前出に記載された方法により求めた。下記「Tg」はガラス転移温度を指す。
P1:非晶質シリカ(OSC社、ファインシールX−37B)
P2:軽質炭酸カルシウム(白石カルシウム、Brilliant−15)
P3:カオリン(白石カルシウム社、カオファイン90)
E1:エチレン−酢酸ビニル共重合体(Tg15℃、平均粒子径0.1μm)
E2:エチレン−酢酸ビニル共重合体(Tg−2℃、平均粒子径0.2μm)
E3:エチレン−酢酸ビニル共重合体(Tg−6℃、平均粒子径0.3μm)
E4:エチレン−酢酸ビニル共重合体(Tg 0℃、平均粒子径0.5μm)
E5:エチレン−酢酸ビニル共重合体(Tg 5℃、平均粒子径0.3μm)
E6:エチレン−酢酸ビニル共重合体(Tg10℃、平均粒子径0.7μm)
E7:エチレン−酢酸ビニル共重合体(Tg 5℃、平均粒子径0.09μm)
E8:エチレン−酢酸ビニル共重合体(Tg−4℃、平均粒子径0.1μm)
B1:ポリビニルアルコール(クラレ社、PVA117)
B2:シラノール変性ポリビニルアルコール(クラレ社、R−1130)
B3:スチレン−ブタジエン共重合体(JSR社、JSR−2605G)
B4:澱粉(日本食品化工社、MS#3000)
A1:カチオン性樹脂(田岡化学工業社、スミレッツレジン1001)
水を媒体として下記の材料を配合し、塗工液濃度を13質量%に調整して最外塗工層塗工液および最外塗工層と原紙との間に設ける塗工層の塗工層塗工液を調製した。配合部数は、表1に記載した。エチレン−酢酸ビニル共重合体は乳化重合で調製した。ガラス転移温度および平均粒子径は前出に記載された方法により求めた。下記「Tg」はガラス転移温度を指す。
P1:非晶質シリカ(OSC社、ファインシールX−37B)
P2:軽質炭酸カルシウム(白石カルシウム、Brilliant−15)
P3:カオリン(白石カルシウム社、カオファイン90)
E1:エチレン−酢酸ビニル共重合体(Tg15℃、平均粒子径0.1μm)
E2:エチレン−酢酸ビニル共重合体(Tg−2℃、平均粒子径0.2μm)
E3:エチレン−酢酸ビニル共重合体(Tg−6℃、平均粒子径0.3μm)
E4:エチレン−酢酸ビニル共重合体(Tg 0℃、平均粒子径0.5μm)
E5:エチレン−酢酸ビニル共重合体(Tg 5℃、平均粒子径0.3μm)
E6:エチレン−酢酸ビニル共重合体(Tg10℃、平均粒子径0.7μm)
E7:エチレン−酢酸ビニル共重合体(Tg 5℃、平均粒子径0.09μm)
E8:エチレン−酢酸ビニル共重合体(Tg−4℃、平均粒子径0.1μm)
B1:ポリビニルアルコール(クラレ社、PVA117)
B2:シラノール変性ポリビニルアルコール(クラレ社、R−1130)
B3:スチレン−ブタジエン共重合体(JSR社、JSR−2605G)
B4:澱粉(日本食品化工社、MS#3000)
A1:カチオン性樹脂(田岡化学工業社、スミレッツレジン1001)
<転写用紙>
(単層)
最外塗工層塗工液を、原紙の片面上に塗工量9g/m2となるようにエアナイフコーターを用いて塗工および熱風乾燥機を用いて乾燥した。その後、スーパーカレンダー処理を施して転写用紙を得た。
(2層)
塗工層塗工液を、原紙の片面上に塗工量5g/m2となるようにブレードコーターを用いて塗工および熱風乾燥機を用いて乾燥した。続いて、塗工層上に、最外塗工層塗工液を塗工量9g/m2となるようにエアナイフコーターを用いて塗工および熱風乾燥機を用いて乾燥した。その後、スーパーカレンダー処理を施して転写用紙を得た。
(単層)
最外塗工層塗工液を、原紙の片面上に塗工量9g/m2となるようにエアナイフコーターを用いて塗工および熱風乾燥機を用いて乾燥した。その後、スーパーカレンダー処理を施して転写用紙を得た。
(2層)
塗工層塗工液を、原紙の片面上に塗工量5g/m2となるようにブレードコーターを用いて塗工および熱風乾燥機を用いて乾燥した。続いて、塗工層上に、最外塗工層塗工液を塗工量9g/m2となるようにエアナイフコーターを用いて塗工および熱風乾燥機を用いて乾燥した。その後、スーパーカレンダー処理を施して転写用紙を得た。
<転写紙の調製>
得られた転写用紙に、昇華型捺染インクを使用したインクジェットプリンター(ミマキエンジニアリング社、JV2−130II)を用いて、昇華型捺染インク(シアン、マゼンタ、イエロー、ブラック)による評価用図柄を印刷し、転写紙(ロール紙)を得た。
得られた転写用紙に、昇華型捺染インクを使用したインクジェットプリンター(ミマキエンジニアリング社、JV2−130II)を用いて、昇華型捺染インク(シアン、マゼンタ、イエロー、ブラック)による評価用図柄を印刷し、転写紙(ロール紙)を得た。
<捺染(ロール紙)>
被印刷物として巻き物のポリエステル布を用いた。得られたロール紙状の転写紙とポリエステル布とを密着させ、加熱および加圧機(200℃、0.5MPa、2.0m/min、ローラー型、ローラーとの接触時間45秒)を用いて、染料をポリエステル布へ転写した。その後転写紙をポリエステル布から剥離して、図柄が形成されたポリエステル布を得た。
被印刷物として巻き物のポリエステル布を用いた。得られたロール紙状の転写紙とポリエステル布とを密着させ、加熱および加圧機(200℃、0.5MPa、2.0m/min、ローラー型、ローラーとの接触時間45秒)を用いて、染料をポリエステル布へ転写した。その後転写紙をポリエステル布から剥離して、図柄が形成されたポリエステル布を得た。
<耐画像劣化性の評価>
図柄が形成されたポリエステル布に対して、図柄の鮮鋭性の点から、耐画像劣化性を下記の基準により画質を官能評価した。本発明において、転写用紙は、評価が3または4であれば耐画像劣化性が良好であるものとする。
4:良好なレベル。
3:画質の劣化がほとんど認められず、概ね良好なレベル。
2:画質の劣化が認められるが、実用上問題のないレベル。
1:実用上不可になる画像の劣化が認められるレベル。
図柄が形成されたポリエステル布に対して、図柄の鮮鋭性の点から、耐画像劣化性を下記の基準により画質を官能評価した。本発明において、転写用紙は、評価が3または4であれば耐画像劣化性が良好であるものとする。
4:良好なレベル。
3:画質の劣化がほとんど認められず、概ね良好なレベル。
2:画質の劣化が認められるが、実用上問題のないレベル。
1:実用上不可になる画像の劣化が認められるレベル。
<発色性の評価>
被印刷物において、昇華型捺染インク3色(シアン、マゼンタ、イエロー)のベタ画像部を光学濃度計(サカタインクスエンジニアリング社、X−rite530)を用いて色濃度を測定し、3色の色濃度値を合計した。発色性を下記の基準により判断した。本発明において、転写用紙は、評価が3または4であれば発色性が良好であるものとする。
4:合計の値が4.8以上
3:合計の値が4.5以上4.8未満
2:合計の値が4.2以上4.5未満
1:合計の値が4.2未満
被印刷物において、昇華型捺染インク3色(シアン、マゼンタ、イエロー)のベタ画像部を光学濃度計(サカタインクスエンジニアリング社、X−rite530)を用いて色濃度を測定し、3色の色濃度値を合計した。発色性を下記の基準により判断した。本発明において、転写用紙は、評価が3または4であれば発色性が良好であるものとする。
4:合計の値が4.8以上
3:合計の値が4.5以上4.8未満
2:合計の値が4.2以上4.5未満
1:合計の値が4.2未満
<密着性の評価>
図柄が形成された被印刷物に対して、図柄のピンボケまたは歪みの発生度合いの点から、密着性を下記の基準により官能評価した。本発明において、転写用紙は、評価3または4であれば密着性が良好であるものとする。
4:ピンボケや歪みが認められず、良好なレベル。
3:ピンボケや歪みがほとんど認められず、概ね良好なレベル。
2:ピンボケや歪みが認められるが、実用上問題のないレベル。
1:ピンボケや歪みが認められ、実用上問題となるレベル。
図柄が形成された被印刷物に対して、図柄のピンボケまたは歪みの発生度合いの点から、密着性を下記の基準により官能評価した。本発明において、転写用紙は、評価3または4であれば密着性が良好であるものとする。
4:ピンボケや歪みが認められず、良好なレベル。
3:ピンボケや歪みがほとんど認められず、概ね良好なレベル。
2:ピンボケや歪みが認められるが、実用上問題のないレベル。
1:ピンボケや歪みが認められ、実用上問題となるレベル。
評価結果を表1に示す。
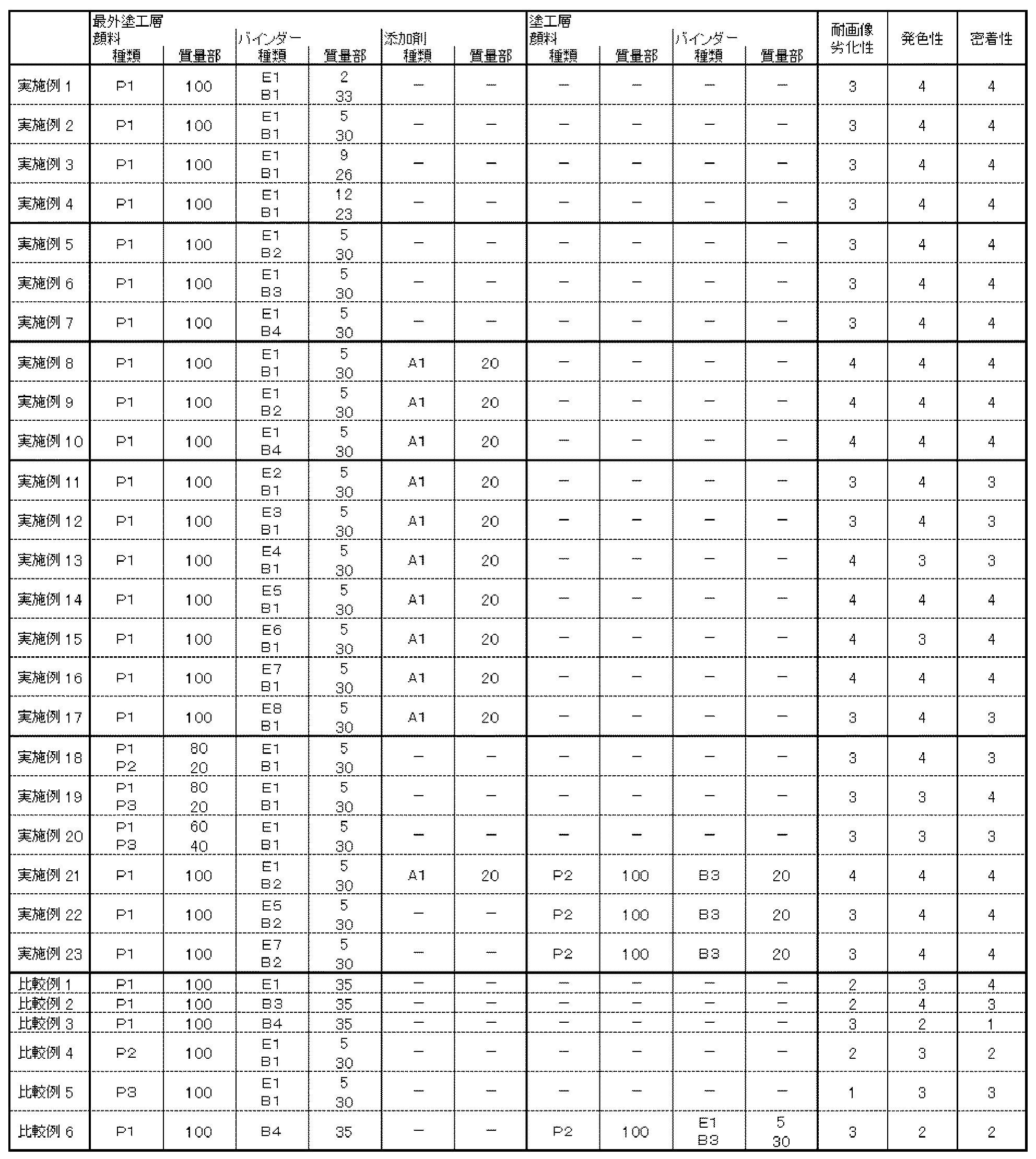
表1の結果から、本発明に該当する実施例1〜23は、耐画像劣化性、発色性および密着性が良好である、ことが分かる。本発明の構成を満足しない比較例1〜6は、本発明に係る効果の全てを同時に満足することができない、ことが分かる。
主に、実施例8、14および16と実施例11、12、13および17との対比から、エチレン−酢酸ビニル共重合体のガラス転移温度は0℃超が好ましい、ことが分かる。
主に、実施例8、14および16と実施例13および15との対比から、エチレン酢酸ビニル共重合体の平均粒子径は0.08μm以上0.3μm以下が好ましい、ことが分かる。
主に、実施例8、14および16と実施例11、12、13および17との対比から、エチレン−酢酸ビニル共重合体のガラス転移温度は0℃超が好ましい、ことが分かる。
主に、実施例8、14および16と実施例13および15との対比から、エチレン酢酸ビニル共重合体の平均粒子径は0.08μm以上0.3μm以下が好ましい、ことが分かる。
Claims (3)
- 原紙と、前記原紙の少なくとも片面上に1層以上の塗工層とを有し、原紙を基準として最外に位置する最外塗工層が、顔料およびバインダーを少なくとも含有し、前記顔料の少なくとも1種が非晶質シリカであり、前記バインダーが異なる2種以上であって少なくとも1種がエチレン−酢酸ビニル共重合体である、昇華型捺染インクを用いる転写捺染法に使用される転写用紙。
- 前記エチレン−酢酸ビニル共重合体のガラス転移温度が、0℃超である請求項1に記載の転写用紙。
- 前記エチレン−酢酸ビニル共重合体の平均粒子径が0.08μm以上0.3μm以下である請求項1または2に記載の転写用紙。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017112664A JP2018204151A (ja) | 2017-06-07 | 2017-06-07 | 転写用紙 |
| PCT/JP2018/014974 WO2018225370A1 (ja) | 2017-06-07 | 2018-04-09 | 転写用紙 |
| US16/615,230 US11104173B2 (en) | 2017-06-07 | 2018-04-09 | Transfer paper |
| EP18813621.2A EP3636447B1 (en) | 2017-06-07 | 2018-04-09 | Transfer sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017112664A JP2018204151A (ja) | 2017-06-07 | 2017-06-07 | 転写用紙 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018204151A true JP2018204151A (ja) | 2018-12-27 |
Family
ID=64956656
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017112664A Pending JP2018204151A (ja) | 2017-06-07 | 2017-06-07 | 転写用紙 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018204151A (ja) |
-
2017
- 2017-06-07 JP JP2017112664A patent/JP2018204151A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017217274A1 (ja) | 転写用紙 | |
| JP2017196748A (ja) | 転写用紙 | |
| US11104173B2 (en) | Transfer paper | |
| CN109844216B (zh) | 转印用纸 | |
| JP2018202780A (ja) | 転写用紙 | |
| JP6829040B2 (ja) | 転写用紙 | |
| JP7328186B2 (ja) | 転写捺染用紙 | |
| JP6514674B2 (ja) | 転写用紙 | |
| JP6514670B2 (ja) | 転写用紙 | |
| JP2018204151A (ja) | 転写用紙 | |
| JP6488259B2 (ja) | 転写用紙 | |
| JP6656203B2 (ja) | 転写用紙 | |
| JP6718408B2 (ja) | 転写用紙 | |
| JP2019195921A (ja) | 転写用紙 | |
| JP2018204152A (ja) | 転写用紙 | |
| JP6488258B2 (ja) | 非塗工紙型の転写用紙 | |
| JP6514667B2 (ja) | 転写用紙 | |
| JP6463301B2 (ja) | 転写用紙 | |
| JP7507708B2 (ja) | 転写用紙 | |
| JP2019195972A (ja) | 転写用紙 | |
| JP6514669B2 (ja) | 転写用紙 | |
| US11117411B2 (en) | Transfer paper | |
| JP2017209885A (ja) | 転写用紙 | |
| JP2018001668A (ja) | 転写用紙 | |
| JP2022131434A (ja) | 転写用紙 |