JP2018099724A - 線材送給装置、線材成形機及び線材送給方法 - Google Patents
線材送給装置、線材成形機及び線材送給方法 Download PDFInfo
- Publication number
- JP2018099724A JP2018099724A JP2016248633A JP2016248633A JP2018099724A JP 2018099724 A JP2018099724 A JP 2018099724A JP 2016248633 A JP2016248633 A JP 2016248633A JP 2016248633 A JP2016248633 A JP 2016248633A JP 2018099724 A JP2018099724 A JP 2018099724A
- Authority
- JP
- Japan
- Prior art keywords
- wire
- pair
- feeding
- feeding device
- amount
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Abstract
Description
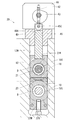
以下、本発明の第1実施形態を図1〜図8に基づいて説明する。図1には、ばね成形機10(本発明に係る「線材成形機」に相当する)の一部が示されている。このばね成形機10は、垂直に起立した支持壁12を有し、その支持壁12の前面と平行かつ水平に延びる架空の線材送給路Rに沿って線材90が送給されて1対の線材成形工具13,14に順次衝合され、コイルばね91へと成形される。
本実施形態の線材送給装置20は、ばね成形機10を連続運転している間に、図9に示した連続運転挟持力制御プログラムPG3を実行する点が第1実施形態のばね成形機10と異なる。その連続運転挟持力制御プログラムPG3は、挟持力制御プログラムPG2におけるステップS22〜S25と同じステップを有する。そして、挟持力制御プログラムPG2では、実測潰れ量Djと目標潰れ量Dwとが同じ値となった場合(S22とS24で共にNO)、所定の処理を行って終了していたところを、連続運転挟持力制御プログラムPG3では終了せずに、繰り返して実測潰れ量Djと目標潰れ量Dwとの大小関係を判別する構成になっている(S24のNOのループ)。
本発明は、前記実施形態に限定されるものではなく、例えば、以下に説明するような実施形態も本発明の技術的範囲に含まれ、さらに、下記以外にも要旨を逸脱しない範囲内で種々変更して実施することができる。
13,14 線材成形工具
18,19 送給ローラ
20 線材送給装置
25 制御部
31,32 線径検出センサ(線径検出手段)
40 後側支持壁
42 加圧用サーボモータ(駆動源)
90 線材
91 コイルばね
PG1 潰れ量演算プログラム
PG2 挟持力制御プログラム
PG3 連続運転挟持力制御プログラム
Claims (8)
- 線材を挟持した状態で対称回転して、線材成形工具に向けて前記線材を送給する1対の送給ローラを有する線材送給装置において、
前記1対の送給ローラの挟持により塑性変形した前記線材の潰れ量を検出するための変形検出手段と、
前記変形検出手段の検出結果に応じて前記1対の送給ローラ同士の間隔を変更するための間隔変更機構と、を備える線材送給装置。 - 前記間隔変更機構を駆動する駆動源と、
前記変形検出手段の検出結果に基づいて、前記線材の前記潰れ量を予め設定された目標値に一致させるように前記間隔変更機構を動作させる制御手段と、を有する請求項1に記載の線材送給装置。 - 前記変形検出手段には、前記線材の線径を検出する線径検出手段が備えられ、
前記線径検出手段は、前記線材を間に挟みかつ前記線材に接触した状態で対向する1対の接触子を有して、前記1対の接触子の間隔を前記線材の線径として検出する請求項1又は2に記載の線材送給装置。 - 前記変形検出手段には、前記線材の線径を検出する線径検出手段が備えられ、
前記線径検出手段は、前記線材を間に挟んで対向する投光器及び受光器を有して、前記投光器から前記受光器への光の前記線材による遮蔽幅を前記線材の線径として検出する請求項1又は2に記載の線材送給装置。 - 前記変形検出手段は、
前記1対の送給ローラの下流側に配置される下流側の前記線径検出手段と、
前記1対の送給ローラの上流側に配置される上流側の前記線径検出手段と、
前記下流側と上流側の線径検出手段の検出結果の差分に基づいて、前記線材の潰れ量を演算する演算部とを有する請求項3又は4に記載の線材送給装置。 - 前記変形検出手段は、
前記1対の送給ローラの下流側に配置された前記線径検出手段と、
塑性変形前の前記線材の線径を記憶した記憶手段と、
前記線径検出手段の検出結果と前記記憶手段に記憶された線材の線径との差分に基づいて、前記線材の潰れ量を演算する演算部とを備えてなる請求項3又は4に記載の線材送給装置。 - 請求項1〜6の何れか1の請求項に記載の線材送給装置を有する線材成形機。
- 線材を1対の送給ローラで挟持して線材成形工具へと送給する線材送給方法において、
前記1対の送給ローラの挟持により塑性変形した前記線材の潰れ量を、予め設定された目標値に一致させるように前記1対の送給ローラの軸間距離を変更する線材送給方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016248633A JP6611695B2 (ja) | 2016-12-22 | 2016-12-22 | 線材成形機及び線材送給方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016248633A JP6611695B2 (ja) | 2016-12-22 | 2016-12-22 | 線材成形機及び線材送給方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018099724A true JP2018099724A (ja) | 2018-06-28 |
| JP6611695B2 JP6611695B2 (ja) | 2019-11-27 |
Family
ID=62714793
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016248633A Active JP6611695B2 (ja) | 2016-12-22 | 2016-12-22 | 線材成形機及び線材送給方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6611695B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020089677A1 (de) * | 2018-10-31 | 2020-05-07 | Schleuniger Holding Ag | Richtvorrichtung für eine kabelverarbeitungsmaschine und verfahren zum betreiben eines richtwerks |
| JP2020146705A (ja) * | 2019-03-12 | 2020-09-17 | 旭精機工業株式会社 | 線材送給装置 |
| CN111910308A (zh) * | 2020-08-01 | 2020-11-10 | 陈勇 | 一种防磨损的纱线张紧结构 |
| CN112830338A (zh) * | 2021-01-19 | 2021-05-25 | 东莞市腾顺电工设备有限公司 | 一种螺旋印刷机构及带有该机构的设备 |
| CN117066169A (zh) * | 2023-08-18 | 2023-11-17 | 青岛理研电线电缆有限公司 | 一种家电护套电线外径检测装置及方法 |
-
2016
- 2016-12-22 JP JP2016248633A patent/JP6611695B2/ja active Active
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020089677A1 (de) * | 2018-10-31 | 2020-05-07 | Schleuniger Holding Ag | Richtvorrichtung für eine kabelverarbeitungsmaschine und verfahren zum betreiben eines richtwerks |
| CN112912187A (zh) * | 2018-10-31 | 2021-06-04 | 施洛伊尼格股份公司 | 电缆加工机的矫直装置和用于操作矫直机构的方法 |
| JP2020146705A (ja) * | 2019-03-12 | 2020-09-17 | 旭精機工業株式会社 | 線材送給装置 |
| JP7071939B2 (ja) | 2019-03-12 | 2022-05-19 | 旭精機工業株式会社 | 線材送給装置 |
| CN111910308A (zh) * | 2020-08-01 | 2020-11-10 | 陈勇 | 一种防磨损的纱线张紧结构 |
| CN112830338A (zh) * | 2021-01-19 | 2021-05-25 | 东莞市腾顺电工设备有限公司 | 一种螺旋印刷机构及带有该机构的设备 |
| CN117066169A (zh) * | 2023-08-18 | 2023-11-17 | 青岛理研电线电缆有限公司 | 一种家电护套电线外径检测装置及方法 |
| CN117066169B (zh) * | 2023-08-18 | 2024-02-02 | 青岛理研电线电缆有限公司 | 一种家电护套电线外径检测装置及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6611695B2 (ja) | 2019-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6611695B2 (ja) | 線材成形機及び線材送給方法 | |
| US8763436B2 (en) | Servo-controlled three axis wire straightening device | |
| KR101574009B1 (ko) | 와이어 인출장치 | |
| JP6092279B2 (ja) | 延伸ユニットとそれに対応する方法 | |
| US8393190B2 (en) | Tube forming apparatus and tube forming method | |
| JP6420690B2 (ja) | コイリングマシンと、コイルばねの製造方法 | |
| US11745242B2 (en) | Machines to roll-form variable component geometries | |
| JP5100503B2 (ja) | シート曲がり判定装置およびこれを備える切断装置並びにシート曲がり判定方法 | |
| JP6327756B2 (ja) | 金属ワイヤ用引き出しおよび矯正装置と、対応する引き出しおよび矯正方法 | |
| JP2008114277A (ja) | 被圧延薄板の巻取方法及び装置 | |
| JP2019535536A (ja) | 多機能加工装置 | |
| JPH04270020A (ja) | 電線計測切断装置 | |
| CN211227822U (zh) | 可防止胶布片褶皱的裁切设备 | |
| WO2020110442A1 (ja) | 加工装置及び加工装置の制御方法 | |
| JP2020179410A (ja) | ローラヘム加工装置及び該装置を用いた予備曲げ加工方法 | |
| JP6438337B2 (ja) | タイヤ成形装置およびタイヤ成形方法 | |
| JP4933668B1 (ja) | 板材供給装置及びこの板材供給装置が配置されたプレス加工ライン | |
| JP2017071028A (ja) | 帯鋸盤 | |
| JP6450640B2 (ja) | コイリングマシンと、コイルばねの製造方法 | |
| JP6913618B2 (ja) | 矯正方法および矯正機 | |
| JP5541108B2 (ja) | チューブの捻り取り方法およびチューブの捻り取り装置 | |
| JP2007125671A (ja) | 廃材切断処理装置 | |
| JP5976294B2 (ja) | シート部材の接合装置及び製造方法 | |
| KR101528155B1 (ko) | 용접강관 성형기의 프레스벤딩 기구 | |
| JP2015096040A (ja) | 巻寿司連続製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180718 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190528 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190530 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190723 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190827 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191009 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191029 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191029 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6611695 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |