JP2017179645A - 湿式不織布およびその製造方法 - Google Patents
湿式不織布およびその製造方法 Download PDFInfo
- Publication number
- JP2017179645A JP2017179645A JP2016067593A JP2016067593A JP2017179645A JP 2017179645 A JP2017179645 A JP 2017179645A JP 2016067593 A JP2016067593 A JP 2016067593A JP 2016067593 A JP2016067593 A JP 2016067593A JP 2017179645 A JP2017179645 A JP 2017179645A
- Authority
- JP
- Japan
- Prior art keywords
- nonwoven fabric
- binder resin
- wet nonwoven
- polyester fiber
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Paper (AREA)
Abstract
Description
δ=(ΔH/V)1/2 (1)
[(1)式中、δはSP値、ΔHはモル蒸発熱(cal)、Vはモル体積(cm3 )である。ここで、SP値は、「POLYMER ENGINEERINGAND SCIENCE,1974,Vol.14,No.2,Robert F.Fedors.(151〜153頁)」に記載の原子団のモル蒸発熱(Δei )の合計(ΔH)とモル体積(Δvi )の合計(V)から算出]
上記SP値は
1.「プラスチック素材辞典」
http://www.plastics-material.com/%E3%83%9B%E3%83%A2%E3%83%9D%E3%83%AA%E3%83%9E%E3%83%BC%E3%83%BB%E6%A8%B9%E8%84%82%E3%81%AE%E6%BA%B6%E8%A7%A3%E3%83%91%E3%83%A9%E3%83%A1%E3%83%BC%E3%82%BFsp%E5%80%A4/
2.「ゴムのSP値の一覧」
http://www.toishi.info/sozai/rubbers/sp.html
に記載されている。
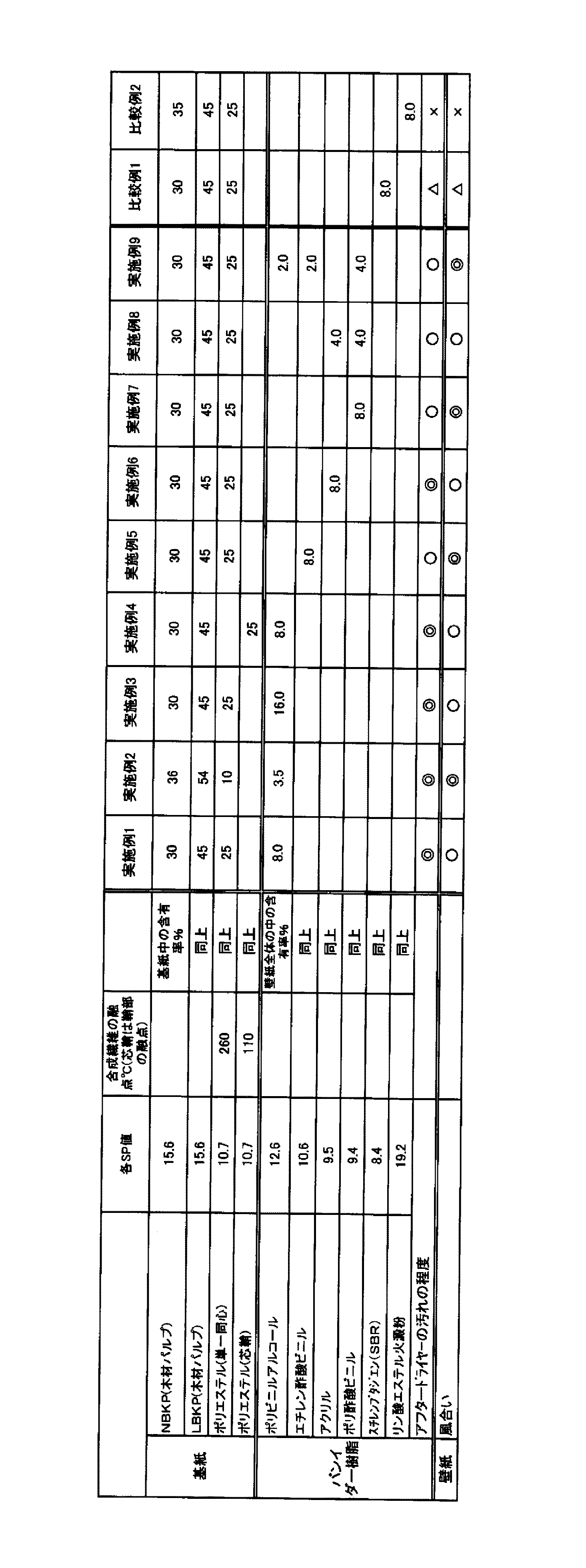
表1に、本発明の実施例および比較例を示すが、それらの例における測定方法および評価方法は以下の通りである。
・基紙にバインダー樹脂を塗布した時のアフタードライヤーの汚れの程度
目視により、樹脂塗布後のバインダー樹脂由来のアフタードライヤーの汚れを以下のように評価した。
◎(汚れ全くなし) ○(汚れほとんどなし)
△(汚れが散見される) ×(汚れが多く、操業不可)
・風合い
触感により、以下のように評価した。
◎(壁紙としてなめらかおよび腰が最良) ○(良)
△(やや不良) ×(不良)
表1に記載の木材パルプとポリエステル系繊維(単一同心タイプと芯鞘タイプ)の配合で、長網抄紙機で壁紙の基紙を抄造し(抄速340m/分、抄紙ドライヤーの表面温度100℃)、この基紙に、表1に記載のバインダー樹脂をサイズフレスにて、オンマシン塗工および乾燥(多筒式アフタードライヤーの表面温度105℃)を行い、壁紙を得た(以下、実施例および比較例は、壁紙の坪量が80.0g/m2となるように調整して壁紙を得た)。
実施例1〜9の壁紙は、いずれもポリエステル系繊維のSP値から±2.0以内のバインダー樹脂を含有させたものである。これらの場合はいずれも、表1に示されるように、バインダー樹脂塗工時のアフタードライヤーの汚れの点で◎又は○の良好な評価であり、また、風合いの点においても◎又は○という良好な評価であった。
比較例1、2はいずれも、ポリエステル系繊維のSP値から±2.0の範囲外であるバインダー樹脂を含有するものであり、そのいずれの場合も、アフタードライヤーの汚れの点並びに風合いの点において△又は×の、実施例よりも劣った評価であった。
Claims (8)
- ポリエステル系繊維およびバインダー樹脂を含み、前記バインダー樹脂の溶解パラメータが前記ポリエステル系繊維の溶解パラメータの±2.0の範囲であることを特徴とする湿式不織布。
- 更にセルロース系繊維を含む、請求項1に記載の湿式不織布。
- 前記バインダー樹脂は、ポリビニルアルコール系、エチレン酢酸ビニル系、アクリル系、ポリ酢酸ビニル系のうちの1種もしくは複数種を含む、請求項1又は2に記載の湿式不織布。
- 前記バインダー樹脂の含有量は前記湿式不織布の全質量に対して3.0〜20.0質量%である、請求項1乃至3のいずれかに記載の湿式不織布。
- ポリエステル系繊維を主成分として湿式法によりシートを形成し、前記シートに、溶解パラメータが前記ポリエステル系繊維の溶解パラメータの±2.0の範囲にあるバインダー樹脂を塗布あるいは含浸した後、アフタードライヤーで乾燥することを特徴とする湿式不織布の製造方法。
- 更にセルロース系繊維を含む、請求項5に記載の湿式不織布の製造方法。
- 前記バインダー樹脂は、ポリビニルアルコール系、エチレン酢酸ビニル系、アクリル系、ポリ酢酸ビニル系のうちの1種もしくは複数種を含む、請求項5又は6に記載の湿式不織布の製造方法。
- 前記バインダー樹脂の含有量は前記湿式不織布の全質量に対して3.0〜20.0質量%である、請求項5乃至7のいずれかに記載の湿式不織布の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016067593A JP6689644B2 (ja) | 2016-03-30 | 2016-03-30 | 壁紙用の湿式不織布およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016067593A JP6689644B2 (ja) | 2016-03-30 | 2016-03-30 | 壁紙用の湿式不織布およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017179645A true JP2017179645A (ja) | 2017-10-05 |
| JP6689644B2 JP6689644B2 (ja) | 2020-04-28 |
Family
ID=60006633
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016067593A Active JP6689644B2 (ja) | 2016-03-30 | 2016-03-30 | 壁紙用の湿式不織布およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6689644B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109629242A (zh) * | 2018-12-12 | 2019-04-16 | 杭州尊尚壁装饰材料有限公司 | 一种水刺无纺布壁纸的制造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61124610A (ja) * | 1984-11-21 | 1986-06-12 | 帝人株式会社 | 肌着 |
| JPH1181186A (ja) * | 1997-06-27 | 1999-03-26 | Oji Paper Co Ltd | 寸法安定性の優れた紙 |
| JP3115749U (ja) * | 2005-07-19 | 2005-11-17 | 丸三製紙株式会社 | 厨房用殺菌シート |
| JP2008266866A (ja) * | 2007-03-29 | 2008-11-06 | Hokuetsu Paper Mills Ltd | 強耐折強度紙 |
| JP2015048541A (ja) * | 2013-08-30 | 2015-03-16 | 三菱製紙株式会社 | 壁紙裏打ち用不織布 |
| JP2015063773A (ja) * | 2013-09-25 | 2015-04-09 | 三菱製紙株式会社 | 壁紙用不織布 |
-
2016
- 2016-03-30 JP JP2016067593A patent/JP6689644B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61124610A (ja) * | 1984-11-21 | 1986-06-12 | 帝人株式会社 | 肌着 |
| JPH1181186A (ja) * | 1997-06-27 | 1999-03-26 | Oji Paper Co Ltd | 寸法安定性の優れた紙 |
| JP3115749U (ja) * | 2005-07-19 | 2005-11-17 | 丸三製紙株式会社 | 厨房用殺菌シート |
| JP2008266866A (ja) * | 2007-03-29 | 2008-11-06 | Hokuetsu Paper Mills Ltd | 強耐折強度紙 |
| JP2015048541A (ja) * | 2013-08-30 | 2015-03-16 | 三菱製紙株式会社 | 壁紙裏打ち用不織布 |
| JP2015063773A (ja) * | 2013-09-25 | 2015-04-09 | 三菱製紙株式会社 | 壁紙用不織布 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109629242A (zh) * | 2018-12-12 | 2019-04-16 | 杭州尊尚壁装饰材料有限公司 | 一种水刺无纺布壁纸的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6689644B2 (ja) | 2020-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6977111B2 (en) | Multi-layer paper peelable into at least two thin sheets | |
| JP5302544B2 (ja) | 壁紙裏打ち用抄合わせ不織布及びその製造方法 | |
| JP2011208323A (ja) | 壁紙用裏打ち紙及びそれを用いた壁紙 | |
| JP5669077B2 (ja) | 壁紙用裏打ち紙 | |
| JP5829550B2 (ja) | 壁紙裏打ち用不織布 | |
| JP6689644B2 (ja) | 壁紙用の湿式不織布およびその製造方法 | |
| JP6088392B2 (ja) | 壁紙用不織布 | |
| JP2016151066A (ja) | 壁紙用裏打ち紙 | |
| JP2011074509A (ja) | 壁紙用裏打ち紙 | |
| JP2018003218A (ja) | 不織布およびその製造方法並びにその不織布を用いた壁紙 | |
| JP6314856B2 (ja) | 壁紙用裏打ち紙 | |
| JP2015048541A (ja) | 壁紙裏打ち用不織布 | |
| JP2017089042A (ja) | 壁紙裏打ち用不織布 | |
| JP2017179646A (ja) | 湿式不織布およびその製造方法 | |
| JP2003155699A (ja) | 壁装材およびその製造方法 | |
| JP6124747B2 (ja) | 壁紙用不織布 | |
| JP6266543B2 (ja) | 壁紙裏打ち用不織布 | |
| JP7073073B2 (ja) | 壁紙用裏打ち紙 | |
| JP2015058661A (ja) | 壁紙用不織布 | |
| JP6266547B2 (ja) | 壁紙裏打ち用不織布 | |
| JP2017145528A (ja) | 壁紙用裏打ち紙 | |
| JP2010084251A (ja) | 印刷用不織布 | |
| WO2016006493A1 (ja) | ファイブラスケーシング用紙素材、その製造方法、及びファイブラスケーシング | |
| JP2017222936A (ja) | 不織布およびその製造方法並びにその不織布を用いた壁紙 | |
| JP2011157642A (ja) | 壁紙用裏打ち紙 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180918 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190607 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190614 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190920 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191108 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200116 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200403 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200408 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6689644 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |