JP2017170613A - ビニル組成物タイルの保守及び修繕のための方法 - Google Patents
ビニル組成物タイルの保守及び修繕のための方法 Download PDFInfo
- Publication number
- JP2017170613A JP2017170613A JP2017106092A JP2017106092A JP2017170613A JP 2017170613 A JP2017170613 A JP 2017170613A JP 2017106092 A JP2017106092 A JP 2017106092A JP 2017106092 A JP2017106092 A JP 2017106092A JP 2017170613 A JP2017170613 A JP 2017170613A
- Authority
- JP
- Japan
- Prior art keywords
- abrasive
- floor
- structured
- particle size
- average particle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L11/00—Machines for cleaning floors, carpets, furniture, walls, or wall coverings
- A47L11/40—Parts or details of machines not provided for in groups A47L11/02 - A47L11/38, or not restricted to one of these groups, e.g. handles, arrangements of switches, skirts, buffers, levers
- A47L11/4036—Parts or details of the surface treating tools
- A47L11/4038—Disk shaped surface treating tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B1/00—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/10—Single-purpose machines or devices
- B24B7/18—Single-purpose machines or devices for grinding floorings, walls, ceilings or the like
- B24B7/186—Single-purpose machines or devices for grinding floorings, walls, ceilings or the like with disc-type tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D13/00—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor
- B24D13/14—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor acting by the front face
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
【課題】ビニル組成物タイル床張り材を改修する方法を提供する。【解決手段】ビニル組成物タイル床張り材を改修する方法は、機械駆動体パッドに貼り付けられた一連の構造化研磨部材100を使用して、ビニル組成物タイル床の露出表面を、連続的に湿式研磨する工程を含み、一連の構造化研磨部材100は、減少する研磨粒径を有する。構造化研磨部材100は、柔軟裏材120に貼り付けられた成形研磨複合材料140を含み、成形研磨複合材料140は、ポリマー結合剤中に分散された砥粒粒子を含む。この方法は、攻撃的な不織布研磨物品を使用する、先行の研磨工程を含み得る。【選択図】図1A
Description
本開示は、広範には、ビニル組成物タイルの保守及び修繕のための方法に関する。
ビニル組成物タイルは、例えば、食料雑貨店及び他の小売店、学校、病院、準工業用途(例えば、実験所)、並びにレストランなどの、商業的環境及び施設的環境内の床張り材として、広く使用される。
2つのタイプのビニルタイルが存在する。第1の、ビニルアスベストタイルは、アスファルトタイルに匹敵するものであるが、ビニルタイプの樹脂が、アスファルト又は他の樹脂の代わりの結合剤である。アスファルトタイル床張り材と同様に、アスベスト、顔料、及び不活性充填剤が使用される。
1982年頃から、ビニルアスベストタイルは製造されていない。アスベストは除去され、他の充填剤に置き換えられた。このタイプの床タイルは、一般的に、ビニル組成物タイル(VCタイル)と称される。このタイルは、ビニルアスベストタイルよりも多孔質であるため、初期光沢を作り上げることが、より困難である。充填剤含量が比較的高いために、これらの床は、タイル形態でのみ利用可能である。VCタイル床の推奨される保守には、一般的に、水性ポリマーエマルジョンコーティング、並びに水性洗浄剤及び剥離剤が必要とされる。
VCタイルは、一般的に、結合剤、充填剤、及び顔料からなり、例えば安定剤及び加工助剤などの、添加剤が配合される。結合剤は、塩化ビニルのポリマー及び/又はコポリマー、他の改質樹脂、並びに可塑剤からなる。ビニル樹脂は、強靭で、化学的に不活性であり、熱可塑性であると共に、多くの溶媒に対して耐性がある。ビニル組成物タイルは、着色ビニルチップに、熱及び圧力を加えることによって、様々な厚さ(1/8インチ(0.32cm)が最も一般的である)の中実シートへと形成され、典型的には、正方形(例えば、12インチ(30cm)四方)へと切り出される。VCタイルには、表面仕上げ層を供給することができるが、それ以外の場合には、一般的に、その厚さ全体にわたって、実質的に外観が均一である。
設置されたVCタイル床張り材の保守には、典型的には、十分な光沢を達成するための、透明ポリマー床仕上げ剤の数回の重ね塗りによるコーティング、その後の頻繁な(例えば、毎日の)除塵及び艶出し、より少ない頻度の洗浄集塵、並びにその外観を維持するための、床仕上げ剤の時折の剥離及び再コーティングが必要とされる。
定期的な保守にもかかわらず、時間の経過と共に、VCタイル床張り材(例えば、その上に床仕上げ剤の1つ以上の層を有するVCタイル)は、一般的に、打痕などの物理的損傷、及び床剥離組成物によって生じ得る化学的損傷により、その外観を損ねる。更には、漏出物(例えば、ヨード系防腐剤の)による染みもまた、VCタイルの外観の劣化に寄与し得る。そのような場合には、床タイルの交換が、典型的な救済策であるが、しかしながら、このプロセスは時間を要し、かつ高価である。
有利には、本開示による方法は、VCタイルの交換の必要性を延期する(例えば、数年間)ことにより、時間、コストを節約し、環境廃棄物を低減することができる。
更には、一部の実施形態では、本開示による方法は、剥離作業及び再コート作業の代わりに使用することができるため、床の外観を改修するために必要とされる煩雑性及び時間を、著しく低減することができる。
一態様では、本開示は、ビニル組成物タイル床張り材を改修する方法を提供し、この方法は、以下の連続的工程、
a)第1の機械駆動体パッドに貼り付けられた第1の構造化研磨部材を使用して、ビニル組成物タイルを含む床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第1の構造化研磨部材が、第1の柔軟裏材に貼り付けられた第1の成形研磨複合材料を含み、第1の成形研磨複合材料が、第1のポリマー結合剤中に分散された第1の砥粒粒子を含み、第1の砥粒粒子が、第1の平均粒径を有する、工程と、
b)第2の機械駆動体パッドに貼り付けられた第2の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第2の構造化研磨部材が、第2の柔軟裏材に貼り付けられた第2の成形研磨複合材料を含み、第2の成形研磨複合材料が、第2のポリマー結合剤中に分散された第2の砥粒粒子を含み、第2の砥粒粒子が、第2の平均粒径を有し、第2の平均粒径が、第1の平均粒径よりも小さい、工程とを含み、
この床の露出表面の少なくとも一部分の平均表面粗さRaは、工程a)及び工程b)のそれぞれの間に減少する。
a)第1の機械駆動体パッドに貼り付けられた第1の構造化研磨部材を使用して、ビニル組成物タイルを含む床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第1の構造化研磨部材が、第1の柔軟裏材に貼り付けられた第1の成形研磨複合材料を含み、第1の成形研磨複合材料が、第1のポリマー結合剤中に分散された第1の砥粒粒子を含み、第1の砥粒粒子が、第1の平均粒径を有する、工程と、
b)第2の機械駆動体パッドに貼り付けられた第2の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第2の構造化研磨部材が、第2の柔軟裏材に貼り付けられた第2の成形研磨複合材料を含み、第2の成形研磨複合材料が、第2のポリマー結合剤中に分散された第2の砥粒粒子を含み、第2の砥粒粒子が、第2の平均粒径を有し、第2の平均粒径が、第1の平均粒径よりも小さい、工程とを含み、
この床の露出表面の少なくとも一部分の平均表面粗さRaは、工程a)及び工程b)のそれぞれの間に減少する。
一部の実施形態では、この方法は、工程b)の後に、
c)第3の圧縮可能な弾性の機械駆動体パッドに貼り付けられた第3の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第3の構造化研磨部材が、第3の柔軟裏材に貼り付けられた第3の成形研磨複合材料を含み、第3の成形研磨複合材料が、第3のポリマー結合剤中に分散された第3の砥粒粒子を含み、第3の砥粒粒子が、第3の平均粒径を有し、第3の平均粒径が、第2の平均粒径よりも小さい、工程を更に含み、
この床の露出表面の少なくとも一部分の平均表面粗さRaは、工程c)の間に減少する。
c)第3の圧縮可能な弾性の機械駆動体パッドに貼り付けられた第3の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第3の構造化研磨部材が、第3の柔軟裏材に貼り付けられた第3の成形研磨複合材料を含み、第3の成形研磨複合材料が、第3のポリマー結合剤中に分散された第3の砥粒粒子を含み、第3の砥粒粒子が、第3の平均粒径を有し、第3の平均粒径が、第2の平均粒径よりも小さい、工程を更に含み、
この床の露出表面の少なくとも一部分の平均表面粗さRaは、工程c)の間に減少する。
一部の実施形態では、この方法は、工程b)又は工程c)(含まれる場合には)に続いて、この床の露出表面の少なくとも一部分に、透明ポリマー仕上げ剤を塗布する工程を更に含む。
別の態様では、本開示は、ビニル床張り材を改修する方法を提供し、この方法は、以下の連続的工程、
a)不織布研磨部材を使用して、ビニル組成物タイルを含む床の露出表面の少なくとも一部分を、湿式研磨する工程であって、不織布研磨部材が、第1のポリマー結合剤によって接着された第1の砥粒粒子を有する、不織繊維ウェブを含み、第1の砥粒粒子が、第1の平均粒径を有する、工程と、
b)第1の機械駆動体パッドに貼り付けられた第1の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第1の構造化研磨部材が、第1の柔軟裏材に貼り付けられた第1の成形研磨複合材料を含み、第1の成形研磨複合材料が、第2のポリマー結合剤中に分散された第2の砥粒粒子を含み、第2の砥粒粒子が、第1の平均粒径よりも小さい、第2の平均粒径を有する、工程と、
c)第2の機械駆動体パッドに貼り付けられた第2の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第2の構造化研磨部材が、第2の柔軟裏材に貼り付けられた第2の成形研磨複合材料を含み、第2の成形研磨複合材料が、第3のポリマー結合剤中に分散された第3の砥粒粒子を含み、第3の砥粒粒子が、第3の平均粒径を有し、第3の平均粒径が、第2の平均粒径よりも小さい、工程とを含み、
この床の研磨された露出表面の平均表面粗さRaは、工程b)及び工程c)のそれぞれの間に減少する。
a)不織布研磨部材を使用して、ビニル組成物タイルを含む床の露出表面の少なくとも一部分を、湿式研磨する工程であって、不織布研磨部材が、第1のポリマー結合剤によって接着された第1の砥粒粒子を有する、不織繊維ウェブを含み、第1の砥粒粒子が、第1の平均粒径を有する、工程と、
b)第1の機械駆動体パッドに貼り付けられた第1の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第1の構造化研磨部材が、第1の柔軟裏材に貼り付けられた第1の成形研磨複合材料を含み、第1の成形研磨複合材料が、第2のポリマー結合剤中に分散された第2の砥粒粒子を含み、第2の砥粒粒子が、第1の平均粒径よりも小さい、第2の平均粒径を有する、工程と、
c)第2の機械駆動体パッドに貼り付けられた第2の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第2の構造化研磨部材が、第2の柔軟裏材に貼り付けられた第2の成形研磨複合材料を含み、第2の成形研磨複合材料が、第3のポリマー結合剤中に分散された第3の砥粒粒子を含み、第3の砥粒粒子が、第3の平均粒径を有し、第3の平均粒径が、第2の平均粒径よりも小さい、工程とを含み、
この床の研磨された露出表面の平均表面粗さRaは、工程b)及び工程c)のそれぞれの間に減少する。
一部の実施形態では、この方法は、工程c)の後に、
d)第3の圧縮可能な弾性の機械駆動体パッドに貼り付けられた第3の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第3の構造化研磨部材が、第3の柔軟裏材に貼り付けられた第3の成形研磨複合材料を含み、第3の成形研磨複合材料が、第4のポリマー結合剤中に分散された第4の砥粒粒子を含み、第4の砥粒粒子が、第4の平均粒径を有し、第4の平均粒径が、第3の平均粒径よりも小さい、工程を更に含み、
この床の露出表面の少なくとも一部分の平均表面粗さRaは、工程d)の間に減少する。
d)第3の圧縮可能な弾性の機械駆動体パッドに貼り付けられた第3の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第3の構造化研磨部材が、第3の柔軟裏材に貼り付けられた第3の成形研磨複合材料を含み、第3の成形研磨複合材料が、第4のポリマー結合剤中に分散された第4の砥粒粒子を含み、第4の砥粒粒子が、第4の平均粒径を有し、第4の平均粒径が、第3の平均粒径よりも小さい、工程を更に含み、
この床の露出表面の少なくとも一部分の平均表面粗さRaは、工程d)の間に減少する。
一部の実施形態では、この方法は、工程c)又は工程d)(含まれる場合には)に続いて、この床の研磨された露出表面に、透明ポリマー仕上げ剤を塗布する工程を更に含む。
従来の不織布ダイヤモンド研磨床パッドは、床の高さの凹凸に適合するものであり、床の表面を平坦化するためには、あまり有効ではない。対照的に、本開示による方法で使用される構造化研磨部材は、十分な剛性を有するため、床上の高い場所を有効に研磨除去して、新品同様の外観、又は更に新品よりも良好な外観を、生成することが可能である。
本明細書で使用するとき、
用語「柔軟」は加圧力に対応して降伏及び/又は適合することを意味する。
用語「(メタ)アクリル」は、アクリル及び/又はメタクリルを指す。
用語「ポリマー」及び「ポリマーの」は、有機ポリマーを指す。
用語「続いて」は、後の時点を意味し、即時又は後の時点(例えば、1つ以上の介在する研磨工程又は他のプロセス若しくはイベントの後)とすることができる。
用語「湿式研磨」は、水の存在下での研磨を指し、この水は、例えば、有機溶媒、pH調節剤、着色剤、染料、芳香剤、消毒剤、及び界面活性剤などの、1種以上の追加的構成成分を、任意選択的に含有する。
用語「柔軟」は加圧力に対応して降伏及び/又は適合することを意味する。
用語「(メタ)アクリル」は、アクリル及び/又はメタクリルを指す。
用語「ポリマー」及び「ポリマーの」は、有機ポリマーを指す。
用語「続いて」は、後の時点を意味し、即時又は後の時点(例えば、1つ以上の介在する研磨工程又は他のプロセス若しくはイベントの後)とすることができる。
用語「湿式研磨」は、水の存在下での研磨を指し、この水は、例えば、有機溶媒、pH調節剤、着色剤、染料、芳香剤、消毒剤、及び界面活性剤などの、1種以上の追加的構成成分を、任意選択的に含有する。
本明細書で使用するとき、表面粗さRa及びRzは、以降の実施例のセクションで定義されるものである。
本開示の特徴及び有利点は、発明を実施するための形態、並びに添付の特許請求の範囲を考察することで、更に理解されるであろう。
上記で特定された図面は、本開示の幾つかの実施形態を記載するものであるが、例えば、この論考中で述べられるように、他の実施形態もまた想到される。いずれの場合にも、本開示は、説明として提示されるものであって、限定するものではない。本開示の原理の範囲及び趣旨に含まれる、数多くの他の改変例並びに実施形態が、当業者によって考案され得る点を理解するべきである。これらの図は、一定の比率の縮尺で描かれていない場合もある。同様の参照番号が、同様の部分を示すために、これらの図の全体を通じて使用されている場合がある。
本開示による方法は、ビニル組成物タイル床張り材を改修するために好適である。好ましくは、本開示による方法を実施する前に、改修される床張り材を点検して、亀裂入りのタイル、隆起及び/又は膨れがあるタイル、あるいは破損したタイルを交換するべきである。一部の実施形態では、従来の湿式剥離技術を使用して、既存の床仕上げ剤を除去することができる。一部の実施形態では、既存の床仕上げ剤は、攻撃的な不織布研磨部材、例えば、従来の湿式剥離プロセスで使用される床仕上げ剤剥離パッドを使用して、除去される。好ましくは、関与する床の区域は、改修プロセスの間、一般の立ち入りから封鎖される。
一実施形態では、本開示によるビニル床張り材を改修する方法は、第1の圧縮可能な弾性の機械駆動体パッドに貼り付けられた第1の構造化研磨部材を使用して、ビニル組成物タイルを含む床の露出表面を湿式研磨する工程と、次いで、第2の圧縮可能な弾性の機械駆動体パッドに貼り付けられた第2の構造化研磨部材を使用して、床の露出表面を湿式研磨する工程とを含む。一部の実施形態では、この方法は、次いで、第3の圧縮可能な弾性の機械駆動体パッドに貼り付けられた第3の構造化研磨部材を使用して、床の露出表面を湿式研磨する工程を更に含む。
これらの構造化研磨部材のうちの1つを使用する湿式研磨の後には、典型的なVCタイル床の研磨部分は、その研磨工程の前よりも平滑である(より小さい粗さを有する)。当然ながら、この粗度は、研磨前の初期粗さ、持続時間及び研磨中に加えられる力、研磨部材の性質、並びに研磨粒径に応じて変化するものである。例えば、一部の実施形態では、構造化研磨部材を使用する湿式研磨(例えば、実施形態に応じて、工程a)、b)、及び工程c)、あるいは工程b)、c)、及び工程d))の後、その平均表面粗さRaは、120マイクロインチ(3.05マイクロメートル)(例えば、300μmのダイヤモンド構造化研磨ディスクを使用する湿式研磨の後)、95マイクロインチ(2.41マイクロメートル)(例えば、45μmのダイヤモンド構造化研磨ディスクを使用する湿式研磨の後)、80マイクロインチ(2.03マイクロメートル)(例えば、10μmのダイヤモンド構造化研磨ディスクを使用する湿式研磨の後)以下、70マイクロインチ(1.78マイクロメートル)、60マイクロインチ(1.52マイクロメートル)、50マイクロインチ(1.27マイクロメートル)、40マイクロインチ(1.02マイクロメートル)、30マイクロインチ(0.76マイクロメートル)(例えば、6μmのダイヤモンド構造化研磨ディスクを使用する湿式研磨の後)、又は20マイクロインチ(0.51マイクロメートル)、若しくは更に10マイクロインチ(0.25マイクロメートル)未満(例えば、3μmのダイヤモンド構造化研磨ディスクを使用する湿式研磨の後)に至るまで低下させることができる。
同様に、VCタイル床の研磨部分の表面粗さRzは、構造化研磨部材を使用する湿式研磨(例えば、実施形態に応じて、工程a)、b)、及び工程c)、あるいは工程b)、c)、及び工程d))の後、700マイクロインチ(17.8マイクロメートル)(例えば、300μmのダイヤモンド構造化研磨ディスクを使用する湿式研磨の後)、600マイクロインチ(15.2マイクロメートル)(例えば、45μmのダイヤモンド構造化研磨ディスクを使用する湿式研磨の後)、525マイクロインチ(13.3マイクロメートル)(例えば、10μmのダイヤモンド構造化研磨ディスクを使用する湿式研磨の後)以下、500マイクロインチ(12.7マイクロメートル)、430マイクロインチ(10.9マイクロメートル)、360マイクロインチ(9.14マイクロメートル)、280マイクロインチ(7.11マイクロメートル)、180マイクロインチ(4.57マイクロメートル)(例えば、6μmのダイヤモンド構造化研磨ディスクを使用する湿式研磨の後)、又は150マイクロインチ(3.81マイクロメートル)、若しくは更に100マイクロインチ(2.54マイクロメートル)未満(例えば、3μmのダイヤモンド構造化研磨ディスクを使用する湿式研磨の後)に至るまで低下させることができる。
ここで図1Aを参照すると、例示的な構造化研磨部材100は、柔軟裏材120の第1表面122上に配置された、構造化研磨材層110を含む。任意選択の取り付けインターフェースシステム130が、接着剤層135によって、柔軟裏材120の第2表面124に固定される。任意選択の取り付けインターフェースシステム130は、面ファスナーのループ状部分160と、その両側上に面ファスナー締着システムのフック状部分を有するフック状インターフェースパッド150とを、更に含む。
構造化研磨材層110は、結合剤148中に分散された砥粒粒子145の複合材料である、複数個の成形研磨複合材料140を含む(例えば、図1Bを参照)。全般的には、この成形研磨複合材料は剛性である。成形研磨複合材料140は、この成形研磨複合材料の形状に関連する、1つ又は複数の境界によって隔てられることにより、1つの成形研磨複合材料は、隣接する研磨複合材料から、ある程度まで隔てられる結果となる。成形研磨複合材料(例えば、精密成形研磨複合材料)を有する研磨物品についての最も早期の言及の1つは、米国特許第5,152,917号(Pieperら)である。多くの他のものが、その後に続いている。用語「精密成形研磨複合材料」は、本明細書で使用するとき、砥粒粒子と硬化性結合剤前駆体との硬化性の流動性混合物を硬化させる間に、その混合物が裏材上に圧迫され、かつ製造工具の表面上の空洞部を充填することによって形成された形状を有する、研磨複合材料を指す。そのような精密成形研磨複合材料は、空洞部の形状と正確に同じ形状を有する。複数個のそのような複合材料は、非ランダムパターンで、すなわち、製造工具のパターンの反転で、裏材の表面から外向きに突出する、3次元形状を提供する。各複合材料は、境界によって画定され、この境界の基底部分は、精密成形複合材料が接着される裏材との、インターフェースである。境界の残余部分は、複合材料がその中で硬化した、製造工具の表面上の空洞部によって画定される。複合材料の外側表面の全体は、その形成の間は、裏材又は空洞部のいずれかによって拘束される。
有用な柔軟裏材120としては、例えば、金属、厚いポリマーのシート及び/又はフィルム(例えば、ポリカーボネート)、含浸剤処理布(例えば、ガラス布及び/又はポリエステル布)、及び不織布、これらの処理若しくは下塗りされたバージョン、並びにこれらの組み合わせなどの、研磨物品内で有用であることが既知のものを挙げることができる。例としては、ポリエステルシート、ポリオレフィンシート(例えば、ポリエチレン及びプロピレンシート)、ポリアミドシート、ポリイミドシート、及びポリカーボネートシートが挙げられる。
砥粒粒子145は、例えば、溶融酸化アルミニウム(白色溶融アルミナ、熱処理酸化アルミニウム、及び褐色酸化アルミニウムを含む)、酸化アルミニウムセラミック(成形アルミナセラミック粒子を含む)、加熱した処理済酸化アルミニウム、炭化ケイ素、ダイヤモンド(天然及び合成)、立方晶窒化ホウ素、炭化ホウ素、炭化チタン、立方晶窒化ホウ素、ガーネット、溶融アルミナ−ジルコニア、ダイヤモンド、ジルコニア、及びこれらの組み合わせを含み得る。これらのうち、ダイヤモンドが好ましい。有用なダイヤモンドは、天然ダイヤモンド又は人工ダイヤモンドのいずれかとすることができる。このダイヤモンドは、樹脂マトリックス中でのダイヤモンドの保持を改善するための、表面コーティング(例えば、ニッケル又は他の金属)を含み得る。
砥粒粒子145はまた、研磨凝集体中に存在することもできる。そのような凝集体は、複数個の砥粒粒子、マトリックス材料、及び任意選択の添加剤を含む。マトリックス材料は、有機及び/又は無機とすることができる。マトリックス材料は、例えば、ポリマー樹脂、ガラス(例えば、ガラス状結合ダイヤモンド凝集体)、金属、ガラスセラミック、セラミック(例えば、米国特許第6,790,126号(Woodら)で説明されるような、セラミック結合凝集体)、又はこれらの組み合わせとすることができる。例えば、石英ガラス、ガラスセラミック、ホウケイ酸ガラスなどのガラス、フェノール樹脂、エポキシ樹脂、アクリル樹脂、及び複合結合剤との関連で説明される他の樹脂を、マトリックス材料として使用することができる。研磨凝集体は、不規則に成形されるか、又はそれらの研磨凝集体に関連する既定の形状を有し得る。様々な研磨凝集体及びそれらの作製方法に関する更なる詳細は、例えば、米国特許第4,311,489号(Kressner)、同第4,652,275号(Bloecherら)、同第4,799,939号(Bloecherら)、同第5,549,962号(Holmesら)、同第5,975,988号(Christianson)、同第6,620,214号(McArdle)、同第6,521,004号(Cullerら)、同第6,551,366号(D’Souzaら)、同第6,645,624号(Adefrisら)、及び同第7,169,031号(Fletcherら)、並びに米国公開特許出願第2007/0026770号(Fletcherら)に見出すことができる。
ガラス状結合研磨凝集体は、例えば、ガラス結合剤から作製される複数個のガラス体を提供する工程であって、各ガラス体が規定形状を有し、ガラス体が一定の軟化温度を有する工程と、複数個の砥粒粒子を提供する工程と、複数個のガラス体と複数個の砥粒粒子とを混ぜ合わせて混合物を形成する工程と、ガラス体が軟化しつつも、その規定形状を実質的に保持するように、ガラス体の軟化温度まで混合物を加熱する工程と、軟化したガラス体に砥粒粒子を接着して、複数個の研磨凝集体を形成する工程と、ガラス体のガラス結合剤が硬化するように、研磨凝集体を冷却する工程とによって、作製することができる。更なる詳細は、米国特許第7,887,608号(Schwabelら)で説明される。
砥粒粒子は、例えば、カップリング剤又は金属コーティング若しくはセラミックコーティングなどの、表面処理又はコーティングを更に含み得る。好ましくは、砥粒粒子は、少なくとも7の、好ましくは少なくとも8の、より好ましくは少なくとも9のモース硬度を有する。
砥粒粒子は、好ましくは、約0.01マイクロメートル(小粒子)〜500マイクロメートル(大粒子)の、より好ましくは約0.25マイクロメートル〜約500マイクロメートルの、更により好ましくは約3マイクロメートル〜約400マイクロメートルの、最も好ましくは約5マイクロメートル〜約50マイクロメートルの範囲の平均粒径を有する。場合により、研磨粒径は、「メッシュ」又は「グレード」として報告されるが、これらの双方とも、公知の研磨粒径測定法である。
研磨粒径の選択は、典型的には、本開示の改修プロセス中での、使用される時点に応じて決定されるものであり、砥粒粒子の平均サイズは、連続するそれぞれの構造化研磨部材(例えば、第1の、次いで第2の、及び任意選択的に第3の)と共に減少する。
成形研磨複合材料140は、砥粒粒子として有効に機能するほど十分に硬くはない希釈粒子を、任意選択的に含み得る。これらの希釈粒子の粒径は、砥粒粒子と同程度のものとすることができる。そのような希釈粒子の例としては、石膏、大理石、石灰岩、フリント、シリカ、ガラス球、ガラスビーズ、及びケイ酸アルミニウムが挙げられる。
砥粒粒子145は、結合剤148で互いに接着されることにより、成形研磨複合材料140を形成する(例えば、図1Bを参照)。結合剤148は、有機結合剤及び/又はポリマー結合剤であり、結合剤前駆体から誘導される。好ましい実施形態では、砥粒粒子145は、ガラス状結合研磨凝集体(図示せず)中に存在する。
構造化研磨材層110の製造の間、結合剤前駆体は、結合剤前駆体の重合又は硬化の開始を援助する、エネルギー源に曝露される。
エネルギー源の例としては、熱エネルギー及び放射エネルギーが挙げられ、後者には、電子ビーム、紫外線、及び可視光線が含まれる。この重合プロセスの間に、結合剤前駆体は、重合又は硬化されて、固化結合剤へと変換される。結合剤前駆体が固化すると、接着剤マトリックスが形成される。
結合剤148は、例えば、硬化性(UV光又は熱などのエネルギーを介した)有機結合剤前駆体材料で形成することができる。例としては、アルキル化尿素ホルムアルデヒド樹脂、メラミンホルムアルデヒド樹脂、及びアルキル化ベンゾグアナミンホルムアルデヒド樹脂、アクリレート樹脂(アクリレート及びメタクリレートを含む)(ビニルアクリレート、エポキシアクリレート、ウレタンアクリレート、ポリエステルアクリレート、アクリルアクリレート、ポリエーテルアクリレート、ビニルエーテル、油脂アクリレート、及びシリコーンアクリレートなどの)、アルキド樹脂(ウレタンアルキド樹脂などの)、ポリエステル樹脂、反応性ウレタン樹脂、フェノール樹脂(レゾール樹脂及びノボラック樹脂などの)、フェノール/ラテックス樹脂、エポキシ樹脂(ビスフェノールエポキシ樹脂などの)、イソシアネート、イソシアヌレート、ポリシロキサン樹脂(アルキルアルコキシシラン樹脂を含む)、反応性ビニル樹脂、フェノール樹脂(レゾール及びノボラック)などが挙げられる。これらの樹脂は、モノマー、オリゴマー、ポリマー、又はこれらの組み合わせとして提供することができる。硬化を促進するために、結合剤前駆体は、光開始剤、架橋剤、熱反応開始剤、触媒、及びこれらの組み合わせのうちの1つ以上を含み得る。そのような材料は、当該技術分野において周知である。
成形研磨複合材料を有し、この複合材料が、メイクコート内に固定された研磨凝集体を任意選択のサイズコーティングと共に含む、構造化研磨部材を作製する別の有用な方法が、米国特許第6,217,413号(Christianson)で説明されている。
例えば、米国特許第5,014,468号(Ravipatiら)で説明されるように、エンボス加工及び/又はスクリーン印刷もまた、成形研磨複合材料を形成するために使用することができる。
構造化研磨部材は、例えば、ディスク、正方形、デイジー、矩形ストリップ、リング、三日月形、螺旋、波線、又は任意の2次元幾何学形状などの、任意の形状を有し得る。
本開示での使用のために好適な、市販の構造化研磨部材の例としては、例えば、3M Company(St.Paul,Minnesota)より、3M TRIZACT DIAMOND HX Gold、Red、及びBlueディスクとして入手可能なものが挙げられる。
構造化研磨部材を作製するための方法及び材料に関する更なる詳細は、例えば、米国特許第5,152,917号(Pieperら)及び同第5,435,816号(Spurgeonら)、同第5,437,754号(Calhoun)、同第5,454,844号(Hibbardら)、同第5,304,223号(Pieperら)、及び同第7,300,479号(McArdleら)に見出すことができる。
任意選択の取り付けインターフェースシステム130は、例えば、面ファスナー締着システムのフック状部分、又は自己噛合機械式ファスナーのキャップ付きステム(例えば、米国特許第5672186号(Chesleyら)又は同第5,201,101号(Rouserら)で説明されるような)を含み得る。任意選択の取り付けインターフェースシステムは、例えば、その両側上に面ファスナーのフック状部分を有することにより、機械駆動体パッドに装着するためのフック状外側表面を提供する、インターフェースパッドと組み合わされる、面ファスナーのループ状部分などの、複数の要素を含み得る。
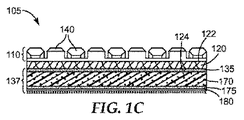
図1Cに示す別の実施形態では、例示的な構造化研磨部材105は、柔軟裏材120の第1表面122上に配置された、構造化研磨材層110を含む。取り付けインターフェースシステム137が、接着剤層135によって、柔軟裏材120の第2表面124に固定される。図示のように、取り付けインターフェースシステム137は、発泡体層170、補助接着剤層175、及びキャップ付きステム裏材180を含む、キャップ付きステム自己噛合ファスナーの半分を含む。しかしながら、フックタイプの突起を有する他の取り付けインターフェースシステムもまた、使用することができる(例えば、Jフックファスナー及びTフックファスナー)。
好適な任意選択のインターフェース層は、典型的には、圧縮可能かつ形状適合性である。好ましくは、この任意選択の取り付け層は、十分な全厚を有するため、この層が取り付けられる機械駆動体パッドの表面を越えて、構造化研磨部材を隆起させることにより、機械駆動体パッドは、構造化研磨部材と床表面との接触圧を、実質的に低減することがない。したがって、一部の実施形態では、この任意選択のインターフェース層は、2ミリメートル〜13ミリメートルの、好ましくは2ミリメートル〜5ミリメートルの範囲の厚さを有し得る。
任意選択の取り付けインターフェースシステムが存在しない場合には、パッドを装着するための何らかの他の方法(例えば、接着剤などの)を使用することができる。そのような場合には、また実際に殆どの実例では、圧縮可能な弾性の不織布機械駆動体パッドに、構造化研磨部材を確実に装着することを多様に実施することにより、使用する構造化研磨部材の各タイプのための組立体を形成することが、望ましい場合がある。したがって、1つの構造化研磨部材から別の構造化研磨部材に変更するためには、個別の構造化研磨部材を再装着する代わりに、構造化研磨部材/圧縮可能な弾性の機械駆動体パッドの組立体を変更することのみが必要とされる。
第1、第2、及び任意選択の第3の構造化研磨部材は、柔軟裏材(すなわち、この裏材は、付随的な屈曲を超えて屈曲される場合には、不可逆的な機械的損傷を生じる傾向がある)に貼り付けられた成形研磨複合材料を、個別に含む。成形研磨複合材料のそれぞれは、第1のポリマー結合剤中に分散された砥粒粒子を含む。連続するそれぞれの構造化研磨部材中の、砥粒粒子の平均粒径は、先行の平均粒径よりも小さいことにより、平滑度のレベルが増大し続けると共に、適正な全研磨率が達成される結果となる。
構造化研磨部材の成形研磨複合材料が、減少し続ける粒径を含む一方で、例えば、結合剤と砥粒粒子の組成、柔軟裏材、並びに研磨複合材料のサイズ、形状、及び/又は配置構成などの、他の構成要素を変更することができる。一部の状況では、このことにより、VCタイル床の表面粗さの増大がもたらされる場合があり、構造化研磨部材のそのような組み合わせは、一般的には、回避されるか、又は追加的な研磨工程を続行して、床表面を平滑化するべきである。この問題を回避するためには、構造化研磨部材は、砥粒粒子の平均サイズを除いて、実質的に同じであること(例えば、成形研磨複合材料の形状、サイズ、組成、及び配置構成、砥粒粒子の組成、並びに/あるいは柔軟裏材の観点で)が望ましい。
機械駆動体パッドは、構造化研磨部材を支持することが可能な、任意の材料で作製することができる(例えば、金属板、不織布パッド、発泡体、ゴム製ディスク)。一部の実施形態では、機械駆動体パッドは、実質的な永久歪みを伴うことなく、圧縮及び回復することが可能である(すなわち、それらは圧縮可能かつ弾性である)。圧縮性及び弾性により、この機械駆動体パッドは、床の高さの緩やかな凹凸(例えば、下層のコンクリート表面によって引き起こされる場合がある)の上を浮動することが可能となるが、その一方で、剛性の機械駆動体パッドは、そのような状況では、床に打痕を生じさせる傾向があり得る(例えば、床保守用機械の設計に応じて)。好ましくは、機械駆動体パッドは、ディスク形状を有し(他の形状を使用することも可能であるが)、かつスイングアーム式バフ研磨機用の従来のバフ研磨パッドに典型的な厚さ及び圧縮性を有する、不織布材料を含む。例えば、機械駆動体パッドは、1〜5センチメートル(cm)の範囲の厚さ、及び0.3〜1メートルの範囲の直径を有する、不織繊維ディスクを含み得る。有用な不織布材料は、例えば、合成繊維(例えば、ポリエステル、ポリアミド、ポリオレフィン、及び複合コア−シェル合成繊維)、天然繊維(例えば、バナナ、亜麻、綿、ジュート、アガーベ、サイザル、ココナツ、大豆、及び麻)、及び上記の組み合わせを含み得る。機械駆動体パッドは、不織繊維に結合された砥粒粒子を有し得る。
嵩高の不織布機械駆動体パッドは、例えば、Rando Machine Corporation(Macedon,New York)より市販のRando Webberウェブ形成機を使用して、低密度のエアレイド繊維ウェブを形成することなどによる、従来の方法により、調製することができる。一部の実施形態では、繊維のブレンドを使用することができる。1つの例示的なそのようなブレンドは、ポリエステル(ポリエチレンテレフタレート)短繊維、及び捲縮シース−コア溶融結合可能ポリエステル短繊維を含む。次いで、その繊維ウェブを、任意選択的に、熱対流式オーブン内で加熱することにより、繊維ウェブ内のあらゆる溶融結合可能繊維を活性化させ、ウェブを事前結合する。好適な溶融結合可能繊維の例は、米国特許第5,082,720号(Hayes)で説明されている。これらの繊維は、好ましくは、伸張及び捲縮されるが、また、例えば米国特許第4,227,350号(Fitzer)で説明されるように、押し出しプロセスによって形成されるものなどの、連続フィラメントとすることもできる。
次いで、任意選択的に事前結合された繊維ウェブは、底部コーティングロールが液体結合剤樹脂組成物中に部分的に浸漬された、2つのロールコーターのコーティングロールの間に、その繊維ウェブを通過させることによって、液体結合剤前駆体組成物でコーティングされる。例示的な液体結合剤前駆体組成物としては、アミノ樹脂、尿素ホルムアルデヒド樹脂、フェノール樹脂、エポキシ、及びウレタンが挙げられるが、他の結合剤前駆体もまた、使用することができる。次いで、コーティングされた不織布ウェブを、オーブン内に定置して加熱することにより、液体結合剤前駆体樹脂を硬化させて、結合不織布ウェブを作り出す。
一部の実施形態では、機械駆動体パッドは、外部裏材層を有さない、開放性の不織繊維基材(例えば、不織繊維ディスク)を含む。好適な圧縮可能な弾性の不織布裏材はまた、例えば、3M WHITE SUPER POLISH PAD 4100、3M RED BUFFER PAD 5100、及び3M NATURAL BLEND WHITE PAD 3300床パッド(全て3M Company(St.Paul.,MN)製)などの、商業的供給源からも入手可能である。一部の実施形態では、圧縮可能な弾性裏材は、発泡体(例えば、発泡体ディスク)を含み得る。例えば、発泡体及び不織繊維ウェブの積層体などの、積層構成体もまた、使用することができる。
VCタイルは、一般的に、その厚さ全体にわたって、実質的に外観が均一である。VCタイルは、例えば、Armstrong World Industries,Inc.(Lancaster,Pennsylvania)、Mannington Mills(Salem,New Jersey)、及びCongoleum Corp.(Mercerville,New Jersey)などの商業的供給元から、広く入手可能である。
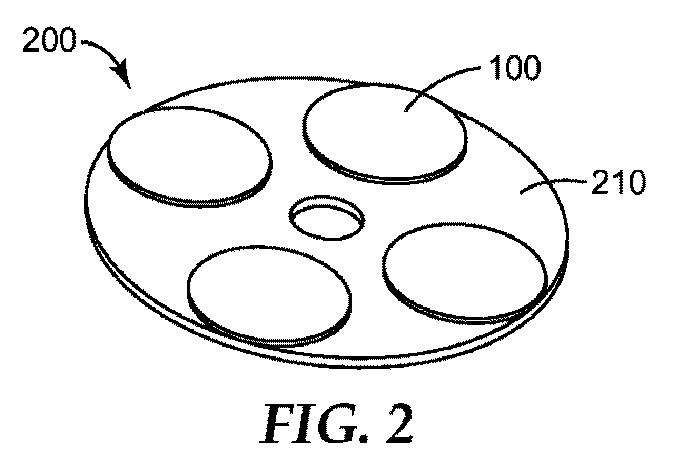
構造化研磨部材は、圧縮可能な弾性裏材に固定され(例えば、第1の構造化研磨部材、第2の構造化研磨部材、又は任意選択的に第3の構造化研磨部材)、同様に、この裏材は、典型的には、VCタイル床張り剤を保守するために使用されるタイプの、低速(すなわち、毎分約175〜約350回転)の機械装置に装着される。例としては、手動操作の回転式床機械、及びウォークビハインド型若しくは乗用型の自動床洗浄機が挙げられる。図2は、本開示の実施に際して有用な、機械駆動体パッド210に貼り付けられた構造化研磨部材100の、例示的な組立体200を示す。任意の適正な数の構造化研磨部材を、任意の配置構成で使用することができる(例えば、構造化研磨部材の数は、1、2、3、4、5、6、7、8、9、10、又はそれよりも多いものとすることができる)。典型的には、構造化研磨部材は、圧縮可能な弾性の機械駆動体パッドの表面上に、対称的に配置構成されるが、他の配置構成もまた、使用することができる。また、構造化研磨部材は、典型的には、圧縮可能な弾性の機械駆動体パッドの周縁部に隣接するように位置決めされるが、他の配置構成もまた、使用することができる。
一部の実施形態では、ダイヤモンドを結合させた不織布パッドが、構造化研磨部材を使用する湿式研磨工程(例えば、a)、b)、及び任意選択的にc))の後の、VCタイル床張り材の最終的な艶出しのために、有用とすることができる。例としては、3M Company製の、3M SCOTCH−BRITE PURPLE DIAMOND FLOOR PAD PLUS、及び3M SCOTCH−BRITE SIENNA DIAMOND FLOOR PAD PLUSとして入手可能なものが挙げられる。そのようなパッドはまた、本開示によるプロセスを増強するために任意選択的に使用することができる、1つ以上の追加的な低速の湿式研磨工程でも、使用することができる。床の表面の美的品質を改善するための高速艶出し(例えば、毎分1000回転を超える速度での)が、好ましくは、本開示によるプロセスの最終工程として使用されるが、しかしながら、このことは必要条件ではない。高速艶出しは、例えば、電気式、バッテリー式、又はプロパン式の艶出し機を使用する、当該技術分野において周知の方法を使用して、実施することができる。
VCタイル床張り材は、本開示による研磨に、より適合するように、事前調整することができる。例えば、化学的剥離剤及び不織布剥離パッドを使用して、既存の床仕上げ剤を除去することができる。望ましくは、化学的剥離は、煩雑で、時間を要し、かつ審美的に不快であるため、省略される。したがって、一部の実施形態では、事前調整工程は使用されないが、その一方で、他の実施形態では、攻撃的な研磨床パッドを使用して、剥離剤の援助なしで(防塵のために水が有用となる場合があるが)仕上げ剤を除去する。そのような攻撃的な研磨床パッドの例は、3M BLACK STRIPPER PAD 7200、3M BROWN STRIPPER PAD 7100、3M HIGH PRODUCTIVITY PAD 7300、及び3M CLEAN AND STRIP XT床パッド(全て3M Company製)として入手可能である。
床を事前調整する場合であれ、しない場合であれ、VCタイル床の露出表面の一部分は、第1の圧縮可能な弾性の機械駆動体パッドに貼り付けられた第1の構造化研磨部材を使用して研磨され、第1の構造化研磨部材は、第1の柔軟裏材に貼り付けられた第1の成形研磨複合材料を含み、第1の成形研磨複合材料は、第1のポリマー結合剤中に分散された第1の砥粒粒子を含み、第1の砥粒粒子は、第1の平均粒径を有する。一部の実施形態では、第1の平均粒径は、200〜400マイクロメートル、好ましくは250〜350マイクロメートルの範囲である。
この第1の湿式研磨工程が完了した後、第1の平均粒径よりも小さい第2の平均粒径を有する第2の砥粒粒子を備える、第2の構造化研磨部材を使用して、このプロセスを再度繰り返す。一部の実施形態では、第2の平均粒径は、25〜75マイクロメートル、好ましくは35〜65マイクロメートルの範囲である。
第1及び第2の構造化研磨部材を使用する湿式研磨工程が完了した後、その床は、使用するために十分に修復されている可能性がある。しかしながら、場合によっては、上記と同様であるが、連続的に小さくなる平均研磨粒径を使用する、追加的な(例えば、第3の、及び任意選択的に第4の)湿式研磨プロセスを実施することが望ましい場合がある。
上述のようにVCタイル床が研磨された(すなわち、表面再仕上げ及び/又は修復された)後、透明ポリマー仕上げ剤を塗布することにより、外観を向上させ、床を磨耗から保護することができる。透明ポリマー仕上げ剤としては、金属を含まないアクリル仕上げ剤などの、水溶性若しくは水分散性の皮膜形成剤、遷移金属を使用して架橋された酸含有ポリマー、及び水溶性若しくは水分散性の多成分(例えば、2成分)ポリウレタンを挙げることができる。透明ポリマー仕上げ剤は、皮膜形成剤の混合物を含有し得る。
好適な市販の透明ポリマー仕上げ剤の例としては、3M Company(Saint Paul,Minnesota)製の、アクリル床仕上げ剤3M SCOTCHGARD VINYL FLOOR PROTECTOR、3M CORNERSTONE、3M SCOTCHGARD UHS 25 FLOOR FINISH、及び3M SCOTCHGARD LM 25 FLOOR FINISH、並びに3M SCOTCHGARD ULTRA DURABLE FLOOR FINISHなどのポリウレタン仕上げ剤が挙げられる。
本開示の選択実施形態
第1の実施形態では、本開示は、ビニル組成物タイル床張り材を改修する方法を提供し、この方法は、以下の連続的工程、
a)第1の機械駆動体パッドに貼り付けられた第1の構造化研磨部材を使用して、ビニル組成物タイルを含む床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第1の構造化研磨部材が、第1の柔軟裏材に貼り付けられた第1の成形研磨複合材料を含み、第1の成形研磨複合材料が、第1のポリマー結合剤中に分散された第1の砥粒粒子を含み、第1の砥粒粒子が、第1の平均粒径を有する、工程と、
b)第2の機械駆動体パッドに貼り付けられた第2の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第2の構造化研磨部材が、第2の柔軟裏材に貼り付けられた第2の成形研磨複合材料を含み、第2の成形研磨複合材料が、第2のポリマー結合剤中に分散された第2の砥粒粒子を含み、第2の砥粒粒子が、第2の平均粒径を有し、第2の平均粒径が、第1の平均粒径よりも小さい、工程とを含み、
この床の露出表面の少なくとも一部分の平均表面粗さRaは、工程a)及び工程b)のそれぞれの間に減少する。
第1の実施形態では、本開示は、ビニル組成物タイル床張り材を改修する方法を提供し、この方法は、以下の連続的工程、
a)第1の機械駆動体パッドに貼り付けられた第1の構造化研磨部材を使用して、ビニル組成物タイルを含む床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第1の構造化研磨部材が、第1の柔軟裏材に貼り付けられた第1の成形研磨複合材料を含み、第1の成形研磨複合材料が、第1のポリマー結合剤中に分散された第1の砥粒粒子を含み、第1の砥粒粒子が、第1の平均粒径を有する、工程と、
b)第2の機械駆動体パッドに貼り付けられた第2の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第2の構造化研磨部材が、第2の柔軟裏材に貼り付けられた第2の成形研磨複合材料を含み、第2の成形研磨複合材料が、第2のポリマー結合剤中に分散された第2の砥粒粒子を含み、第2の砥粒粒子が、第2の平均粒径を有し、第2の平均粒径が、第1の平均粒径よりも小さい、工程とを含み、
この床の露出表面の少なくとも一部分の平均表面粗さRaは、工程a)及び工程b)のそれぞれの間に減少する。
第2の実施形態では、本開示は、第1の実施形態による方法を提供し、この床の露出表面の少なくとも一部分の平均表面粗さRzは、工程a)及び工程b)のそれぞれの間に減少する。
第3の実施形態では、本開示は、第1又は第2の実施形態による方法を提供し、第1の構造化研磨部材のそれぞれは、第1の柔軟裏材に固定された第1の取り付けインターフェースシステムを更に含み、第1の取り付けインターフェースシステムは、第1の柔軟裏材に対向する複数個のループを有し、第1の構造化研磨部材は、そこから延出するフックを有し互いに反対面となる2つの主面を有する、第1の取り付けインターフェース部材によって、第1の機械駆動体パッドに貼り付けられる。
第4の実施形態では、本開示は、第1〜第3の実施形態のいずれかによる方法を提供し、第1の構造化研磨部材のそれぞれは、第1の柔軟裏材に固定された第1の柔軟発泡体層と、第1の柔軟発泡体層に対向する、複数個のフックを有する取り付けインターフェースシステムとを更に含む。
第5の実施形態では、本開示は、第1〜第4の実施形態のいずれかによる方法を提供し、第2の構造化研磨部材のそれぞれは、第2の柔軟裏材に固定された第2の柔軟発泡体層と、第2の柔軟発泡体層に対向する、複数個のフックを有する取り付けインターフェースシステムとを更に含む。
第6の実施形態では、本開示は、第1〜第5の実施形態のいずれかによる方法を提供し、第2の構造化研磨部材のそれぞれは、第2の柔軟裏材に固定された第2の取り付けインターフェースシステムを更に含み、第2の取り付けインターフェースシステムは、第2の柔軟裏材に対向する複数個のループを有し、第2の構造化研磨部材は、そこから延出するフックを有し互いに反対面となる2つの主面を有する、取り付けインターフェース部材によって、第2の機械駆動体パッドに貼り付けられる。
第7の実施形態では、本開示は、第1〜第6の実施形態のいずれかによる方法を提供し、第1及び第2の機械駆動体パッドは、圧縮可能かつ弾性である。
第8の実施形態では、本開示は、第1〜第7の実施形態のいずれかによる方法を提供し、第1の成形研磨複合材料、第2の成形研磨複合材料、又は双方は、精密成形される。
第9の実施形態では、本開示は、第1〜第8の実施形態のいずれかによる方法を提供し、第1の平均粒径は、400マイクロメートル〜600マイクロメートルの範囲である。
第10の実施形態では、本開示は、第1〜第9の実施形態のいずれかによる方法を提供し、第2の平均粒径は、25マイクロメートル〜75マイクロメートルの範囲である。
第11の実施形態では、本開示は、第1〜第10の実施形態のいずれかによる方法を提供し、第1又は第2の成形研磨複合材料の少なくとも一方は、ガラス状結合剤中に保持された超砥粒粒子を含む。
第12の実施形態では、本開示は、第1〜第11の実施形態のいずれかによる方法を提供し、工程b)の後に、床の露出表面の少なくとも一部分の平均表面粗さRaは、95マイクロインチ(2.41マイクロメートル)以下である。
第13の実施形態では、本開示は、第1〜第12の実施形態のいずれかによる方法を提供し、工程b)の後に、
c)第3の圧縮可能な弾性の機械駆動体パッドに貼り付けられた第3の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第3の構造化研磨部材が、第3の柔軟裏材に貼り付けられた第3の成形研磨複合材料を含み、第3の成形研磨複合材料が、第3のポリマー結合剤中に分散された第3の砥粒粒子を含み、第3の砥粒粒子が、第3の平均粒径を有し、第3の平均粒径が、第2の平均粒径よりも小さい、工程を更に含み、
この床の露出表面の少なくとも一部分の平均表面粗さRaは、工程c)の間に減少する。
c)第3の圧縮可能な弾性の機械駆動体パッドに貼り付けられた第3の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第3の構造化研磨部材が、第3の柔軟裏材に貼り付けられた第3の成形研磨複合材料を含み、第3の成形研磨複合材料が、第3のポリマー結合剤中に分散された第3の砥粒粒子を含み、第3の砥粒粒子が、第3の平均粒径を有し、第3の平均粒径が、第2の平均粒径よりも小さい、工程を更に含み、
この床の露出表面の少なくとも一部分の平均表面粗さRaは、工程c)の間に減少する。
第14の実施形態では、本開示は、第1〜第13の実施形態のいずれかによる方法を提供し、工程c)の後に、この床の研磨された露出表面は、80マイクロインチ(2.03マイクロメートル)未満の平均表面粗さを有する。
第15の実施形態では、本開示は、第1〜第14の実施形態のいずれかによる方法を提供し、工程b)に続いて、この床の露出表面の少なくとも一部分に、透明ポリマー仕上げ剤を塗布する工程を更に含む。
第16の実施形態では、本開示は、ビニル床張り材を改修する方法を提供し、この方法は、以下の連続的工程、
a)不織布研磨部材を使用して、ビニル組成物タイルを含む床の露出表面の少なくとも一部分を、湿式研磨する工程であって、不織布研磨部材が、第1のポリマー結合剤によって接着された第1の砥粒粒子を有する、不織繊維ウェブを含み、第1の砥粒粒子が、第1の平均粒径を有する、工程と、
b)第1の機械駆動体パッドに貼り付けられた第1の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第1の構造化研磨部材が、第1の柔軟裏材に貼り付けられた第1の成形研磨複合材料を含み、第1の成形研磨複合材料が、第2のポリマー結合剤中に分散された第2の砥粒粒子を含み、第2の砥粒粒子が、第1の平均粒径よりも小さい、第2の平均粒径を有する、工程と、
c)第2の機械駆動体パッドに貼り付けられた第2の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第2の構造化研磨部材が、第2の柔軟裏材に貼り付けられた第2の成形研磨複合材料を含み、第2の成形研磨複合材料が、第3のポリマー結合剤中に分散された第3の砥粒粒子を含み、第3の砥粒粒子が、第3の平均粒径を有し、第3の平均粒径が、第2の平均粒径よりも小さい、工程とを含み、
この床の研磨された露出表面の平均表面粗さRaは、工程b)及び工程c)のそれぞれの間に減少する。
a)不織布研磨部材を使用して、ビニル組成物タイルを含む床の露出表面の少なくとも一部分を、湿式研磨する工程であって、不織布研磨部材が、第1のポリマー結合剤によって接着された第1の砥粒粒子を有する、不織繊維ウェブを含み、第1の砥粒粒子が、第1の平均粒径を有する、工程と、
b)第1の機械駆動体パッドに貼り付けられた第1の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第1の構造化研磨部材が、第1の柔軟裏材に貼り付けられた第1の成形研磨複合材料を含み、第1の成形研磨複合材料が、第2のポリマー結合剤中に分散された第2の砥粒粒子を含み、第2の砥粒粒子が、第1の平均粒径よりも小さい、第2の平均粒径を有する、工程と、
c)第2の機械駆動体パッドに貼り付けられた第2の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第2の構造化研磨部材が、第2の柔軟裏材に貼り付けられた第2の成形研磨複合材料を含み、第2の成形研磨複合材料が、第3のポリマー結合剤中に分散された第3の砥粒粒子を含み、第3の砥粒粒子が、第3の平均粒径を有し、第3の平均粒径が、第2の平均粒径よりも小さい、工程とを含み、
この床の研磨された露出表面の平均表面粗さRaは、工程b)及び工程c)のそれぞれの間に減少する。
第17の実施形態では、本開示は、第16の実施形態による方法を提供し、不織布研磨部材は、床仕上げ剤剥離パッドを含む。
第18の実施形態では、本開示は、第16又は第17の実施形態による方法を提供し、この床の露出表面の少なくとも一部分の平均表面粗さRzは、工程a)及び工程b)のそれぞれの間に減少する。
第19の実施形態では、本開示は、第16〜第18の実施形態のいずれかによる方法を提供し、第1の構造化研磨部材のそれぞれは、第1の柔軟裏材に固定された第1の柔軟発泡体層と、第1の柔軟発泡体層に対向する、複数個のフックを有する取り付けインターフェースシステムとを更に含む。
第20の実施形態では、本開示は、第16〜第19の実施形態のいずれかによる方法を提供し、第2の構造化研磨部材のそれぞれは、第2の柔軟裏材に固定された第2の柔軟発泡体層と、第2の柔軟発泡体層に対向する、複数個のフックを有する取り付けインターフェースシステムとを更に含む。
第21の実施形態では、本開示は、第16〜第20の実施形態のいずれかによる方法を提供し、第1の構造化研磨部材のそれぞれは、第1の柔軟裏材に固定された第1の取り付けインターフェースシステムを更に含み、第1の取り付けインターフェースシステムは、第1の柔軟裏材に対向する複数個のループを有し、第1の構造化研磨部材は、そこから延出するフックを有し互いに反対面となる2つの主面を有する、第1の取り付けインターフェース部材によって、第1の機械駆動体パッドに貼り付けられる。
第22の実施形態では、本開示は、第16〜第21の実施形態のいずれかによる方法を提供し、第2の構造化研磨部材のそれぞれは、第2の柔軟裏材に固定された第2の取り付けインターフェースシステムを更に含み、第2の取り付けインターフェースシステムは、第2の柔軟裏材に対向する複数個のループを有し、第2の構造化研磨部材は、そこから延出するフックを有し互いに反対面となる2つの主面を有する、取り付けインターフェース部材によって、第2の機械駆動体パッドに貼り付けられる。
第23の実施形態では、本開示は、第16〜第22の実施形態のいずれかによる方法を提供し、第1及び第2の機械駆動体パッドは、圧縮可能かつ弾性である。
第24の実施形態では、本開示は、第16〜第23の実施形態のいずれかによる方法を提供し、第1の成形研磨複合材料、第2の成形研磨複合材料、又は双方は、精密成形される。
第25の実施形態では、本開示は、第16〜第24の実施形態のいずれかによる方法を提供し、第2の平均粒径は、400マイクロメートル〜600マイクロメートルの範囲である。
第26の実施形態では、本開示は、第16〜第25の実施形態のいずれかによる方法を提供し、第3の平均粒径は、25マイクロメートル〜75マイクロメートルの範囲である。
第27の実施形態では、本開示は、第16〜第26の実施形態のいずれかによる方法を提供し、第1又は第2の成形研磨複合材料の少なくとも一方は、ガラス状結合剤中に保持された超砥粒粒子を含む。
第28の実施形態では、本開示は、第16〜第27の実施形態のいずれかによる方法を提供し、工程c)の後に、この床の研磨された露出表面の平均表面粗さRaは、2.4マイクロメートル以下である。
第29の実施形態では、本開示は、第16〜第28の実施形態のいずれかによる方法を提供し、工程c)の後に、
d)第3の圧縮可能な弾性の機械駆動体パッドに貼り付けられた第3の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第3の構造化研磨部材が、第3の柔軟裏材に貼り付けられた第3の成形研磨複合材料を含み、第3の成形研磨複合材料が、第4のポリマー結合剤中に分散された第4の砥粒粒子を含み、第4の砥粒粒子が、第4の平均粒径を有し、第4の平均粒径が、第3の平均粒径よりも小さい、工程を更に含み、 この床の露出表面の少なくとも一部分の平均表面粗さRaは、工程d)の間に減少する。
d)第3の圧縮可能な弾性の機械駆動体パッドに貼り付けられた第3の構造化研磨部材を使用して、床の露出表面の少なくとも一部分を、湿式研磨する工程であって、第3の構造化研磨部材が、第3の柔軟裏材に貼り付けられた第3の成形研磨複合材料を含み、第3の成形研磨複合材料が、第4のポリマー結合剤中に分散された第4の砥粒粒子を含み、第4の砥粒粒子が、第4の平均粒径を有し、第4の平均粒径が、第3の平均粒径よりも小さい、工程を更に含み、 この床の露出表面の少なくとも一部分の平均表面粗さRaは、工程d)の間に減少する。
第30の実施形態では、本開示は、第16〜第29の実施形態のいずれかによる方法を提供し、工程d)の後に、この床の露出表面の少なくとも一部分の平均表面粗さRaは、80マイクロインチ(2.03マイクロメートル)以下である。
第31の実施形態では、本開示は、第16〜第30の実施形態のいずれかによる方法を提供し、工程c)に続いて、この床の露出表面の少なくとも一部分に、透明ポリマー仕上げ剤を塗布する工程を更に含む。
本開示の目的及び有利点は、以下の非限定的な実施例によって更に例示されるが、これらの実施例に記載される具体的な材料及びその量、並びに他の条件及び詳細は、本開示を不当に限定するものとして解釈されるべきではない。
特に断りがない限り、実施例、並びに本明細書の残部での、全ての部、百分率、及び比率などは、重量基準である。
実施例で使用される材料
3M SCOTCHGARD VINYL FLOOR PROTECTORは、3M Company製の、床保護剤として使用するために設計された、ポリマーとナノ粒径の無機粒子との水性混合物である。
3M SCOTCHGARD VINYL FLOOR PROTECTORは、3M Company製の、床保護剤として使用するために設計された、ポリマーとナノ粒径の無機粒子との水性混合物である。
「T300」は、可撓性の布裏材上に、微細複製された複合ダイヤモンド研磨構造を有する、直径5インチ(13センチメートル)の300μmダイヤモンド構造化研磨ディスクを指し、3Mフック装着ディスクと共に供給され、3M Companyより商品名「3M TRIZACT DIAMOND HX GOLD」で得られる。
「T45」は、可撓性の布裏材上に、微細複製された複合ダイヤモンド研磨構造を有する、直径5インチ(13センチメートル)の45μmダイヤモンド構造化研磨ディスクを指し、3Mフック装着ディスクと共に供給され、3M Companyより商品名「3M TRIZACT DIAMOND HX RED」で得られる。
「T10」は、可撓性の布裏材上に、微細複製された複合ダイヤモンド研磨構造を有する、直径5インチ(13センチメートル)の10μmダイヤモンド構造化研磨ディスクを指し、3Mフック装着ディスクと共に供給され、3M Companyより商品名「3M TRIZACT DIAMOND HX BLUE」で得られる。
「T6」は、ポリカーボネート裏材に積層された5ミル(130マイクロメートル)の被膜上に、微細複製された複合ダイヤモンド研磨構造を有する、直径5インチ(13センチメートル)の6μmダイヤモンド構造化研磨ディスクを指し、3M Companyより商品名「3M TRIZACT 673LAグレードA6」で得られる。
「T3」は、ポリカーボネート裏材に積層された5ミル(130マイクロメートル)の被膜上に、微細複製された複合ダイヤモンド研磨構造を有する、直径5インチ(13センチメートル)の3μmダイヤモンド構造化研磨ディスクである、3M Company製の「3M TRIZACT 673LAグレードA3」を指す。
「PDP」は、直径20インチ(43センチメートル)のダイヤモンド研磨不織布床磨きパッドを指し、3M Companyより商品名「3M SCOTH−BRITE PURPLE DIAMOND FLOOR PAD PLUS」で得られる。
「WSP1」は、直径17インチ(43センチメートル)の不織布床磨きパッドを指し、3M Companyより商品名「3M WHITE SUPERPOLISH PAD 4100」で得られる。
「WSP2」は、直径20インチ(43センチメートル)の不織布床磨きパッドを指し、3M Companyより商品名「3M WHITE SUPERPOLISH PAD 4100」で得られる。
試験方法
表面粗さ測定
ビニル複合材料(VC)タイルの表面粗さは、Rz及びRaによって定義される。表面のRaは、擦過傷の深さの算術平均の測定値である。この測定値は、5つの連続的な測定長さの、5つの個別の粗さの深さの平均値であり、個別の粗さの深さは、最高点と中心線との間の垂直距離である。Rzは、1つの測定長さの、5つの個別の粗さの深さの平均値であり、個別の粗さの深さは、最高点と最低点との間の垂直距離である。表1で報告される表面粗さデータは、Taylor Hobson,Inc.(Leicester,England)より商品名「SURTRONIC 25 PROFILOMETER」で入手可能な表面形状測定装置を使用して、6つのVCタイル試料上で取得した、6つの測定値の平均値である。
表面粗さ測定
ビニル複合材料(VC)タイルの表面粗さは、Rz及びRaによって定義される。表面のRaは、擦過傷の深さの算術平均の測定値である。この測定値は、5つの連続的な測定長さの、5つの個別の粗さの深さの平均値であり、個別の粗さの深さは、最高点と中心線との間の垂直距離である。Rzは、1つの測定長さの、5つの個別の粗さの深さの平均値であり、個別の粗さの深さは、最高点と最低点との間の垂直距離である。表1で報告される表面粗さデータは、Taylor Hobson,Inc.(Leicester,England)より商品名「SURTRONIC 25 PROFILOMETER」で入手可能な表面形状測定装置を使用して、6つのVCタイル試料上で取得した、6つの測定値の平均値である。
光沢測定
VCタイル試料の光沢は、BYK−Gardner(Columbia,Maryland)より入手した光沢計、モデル「4430」を使用して、20度、60度、及び85度の角度で測定した。表1及び表2で報告される光沢データは、6つのVCタイル試料上で取得した、6つの測定値の平均値である。
VCタイル試料の光沢は、BYK−Gardner(Columbia,Maryland)より入手した光沢計、モデル「4430」を使用して、20度、60度、及び85度の角度で測定した。表1及び表2で報告される光沢データは、6つのVCタイル試料上で取得した、6つの測定値の平均値である。
乾燥静止摩擦係数(DSCF)測定
VCタイルの乾燥静止摩擦係数(DSCF)は、Regan Scientific Instruments,Inc.(Southlake,Texas)より入手した摩擦計、モデル「BOT−3000」を使用して測定した。表1及び表2で報告されるDSCFデータは、1つのVCタイル試料上で取得した、4つの測定値の平均値である。
VCタイルの乾燥静止摩擦係数(DSCF)は、Regan Scientific Instruments,Inc.(Southlake,Texas)より入手した摩擦計、モデル「BOT−3000」を使用して測定した。表1及び表2で報告されるDSCFデータは、1つのVCタイル試料上で取得した、4つの測定値の平均値である。
実施例1〜10及び比較実施例B〜Dでは、ダイヤモンド構造化研磨ディスクを使用して床を研磨する場合、房糸モップによって塗布されるような水の存在下で、プロセスを実施した。ダイヤモンド構造化研磨ディスクの各タイプを使用する湿式研磨工程が完了した後、結果的に生じた研磨スラリーを、床の表面から除去した。高速艶出しを、乾式で実施した。
(実施例1〜2)
数ヶ月にわたって頻繁な歩行者の往来に晒された、磨耗したビニル組成物床タイルの、6フィート×5フィート(1.83メートル×1.52メートル)の区域に、以下の研磨工程を施した。
数ヶ月にわたって頻繁な歩行者の往来に晒された、磨耗したビニル組成物床タイルの、6フィート×5フィート(1.83メートル×1.52メートル)の区域に、以下の研磨工程を施した。
ダイヤモンド構造化研磨ディスク(上記)と共に供給される、両面上にフックを有するインターフェースパッドを、毎分175回転で動作するWSP1機械駆動体パッドを備えるスイング式床機械に取り付けた。次いで、4つのT300ディスクを、このインターフェースパッドに取り付け、この床機械を88ft/分(26.82メートル/分)で使用して、4回、試験区域を磨いた。次いで、表面仕上げ、光沢、及び乾燥静止摩擦係数の値を測定した。T300ディスクをT45ディスクに交換して、このプロセスを繰り返し、その後、表面仕上げ、光沢、及び乾燥静止摩擦係数の値を再び測定した。連続的に細かくなるT10研磨ディスクを使用して、この研磨プロセスを継続した。表面仕上げ、光沢、及び乾燥静止摩擦係数の値を、各研磨工程の後に測定した。
試験区域の半分を区切って、実施例1用の「E−1」に指定し、他の半分を、実施例2用の「E−2」に指定した。T10研磨ディスクをT6ディスクに交換して、床機械を88ft/分(26.82メートル/分)で使用して、4回、区域E−2を研磨した。次いで、T6ディスクをT3ディスクに交換して、同じ方式で再度、区域E−2を研磨した。次いで、Tennant Trend,Inc.(Holland,Michigan)より入手した高速艶出し機、モデル「SPEEDSHINE 2000」を、PDP床研磨パッドと共に、88ft/分(26.82メートル/分)で使用して、E−1及びE−2の試験区域全体を6回通過させることによって艶出しした(第1 PDP工程)。「3M EASY SHINE APPLICATOR SYSTEM」を使用して、この艶出し区域に、3M Company製のビニル組成物タイル保護剤、商品名「3M SCOTCHGARD VINYL FLOOR PROTECTOR」を塗布して、艶出し工程を繰り返し(第2 PDP工程)、その後にWSP2床パッドを6回通過させた(第1WSP工程)。試験区域全体を、ビニル床保護剤で再度コーティングし、次いで、上述のようにPDP及びWSP床パッドを使用して、再度艶出しした(それぞれ、第3PDP工程及び第2WSP工程)。次いで、区域E−1並びに区域E−2の双方に関して、表面仕上げ、光沢、及び乾燥静止摩擦係数の値を測定した。結果を、表1(下記)で報告する。
実施例3及び比較実施例A
これらの実施例は、実験室建物内のビニル組成物タイル床を使用して実施した。この床区域を、剥離して水洗いした。同じ床の別個の区域を、各実施例のために使用した。実施例3は、以下で説明するように、3M SCOTCHGARD VINYL FLOOR PROTECTORを使用するコーティングのために、構造化研磨ディスクを使用して、床を前処理した。比較実施例Aは、3M SCOTCHGARD VINYL FLOOR PROTECTOR技術データシート(2011年2月付け)で概説される、床の前処理手順を使用して、床を前処理した。床の前処理の後、双方の実施例は、3M SCOTCHGARD VINYL FLOOR PROTECTOR技術データシート(2011年2月付け)の塗布手順に従った。
これらの実施例は、実験室建物内のビニル組成物タイル床を使用して実施した。この床区域を、剥離して水洗いした。同じ床の別個の区域を、各実施例のために使用した。実施例3は、以下で説明するように、3M SCOTCHGARD VINYL FLOOR PROTECTORを使用するコーティングのために、構造化研磨ディスクを使用して、床を前処理した。比較実施例Aは、3M SCOTCHGARD VINYL FLOOR PROTECTOR技術データシート(2011年2月付け)で概説される、床の前処理手順を使用して、床を前処理した。床の前処理の後、双方の実施例は、3M SCOTCHGARD VINYL FLOOR PROTECTOR技術データシート(2011年2月付け)の塗布手順に従った。
実施例3に関しては、以下の通りに床を処理した。
1.T300ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.T45ダイヤモンド構造化研磨ディスクを使用する4回の通過
3.T10ダイヤモンド構造化研磨ディスクを使用する4回の通過
4.T6ダイヤモンド構造化研磨ディスクを使用する4回の通過
5.T3ダイヤモンド構造化研磨ディスクを使用する4回の通過
6.3M Company製の3M SCOTCHGARD VINYL FLOOR PROTECTOR床仕上げ剤の第1コート
7.PDP磨きパッドを使用する艶出し
8.WSP磨きパッドを使用する艶出し
9.3M SCOTCHGARD VINYL FLOOR PROTECTOR床仕上げ剤の第2コート
10.PDP磨きパッドを使用する艶出し
11.WSP磨きパッドを使用する艶出し
1.T300ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.T45ダイヤモンド構造化研磨ディスクを使用する4回の通過
3.T10ダイヤモンド構造化研磨ディスクを使用する4回の通過
4.T6ダイヤモンド構造化研磨ディスクを使用する4回の通過
5.T3ダイヤモンド構造化研磨ディスクを使用する4回の通過
6.3M Company製の3M SCOTCHGARD VINYL FLOOR PROTECTOR床仕上げ剤の第1コート
7.PDP磨きパッドを使用する艶出し
8.WSP磨きパッドを使用する艶出し
9.3M SCOTCHGARD VINYL FLOOR PROTECTOR床仕上げ剤の第2コート
10.PDP磨きパッドを使用する艶出し
11.WSP磨きパッドを使用する艶出し
比較実施例Aに関しては、以下の通りに床を処理した。
1.3M SCOTCH−BRITE SIENNA DIAMOND FLOOR PAD PLUS磨きパッド(3M Company)を使用する艶出し
2.PDPを使用する艶出し
3.3M SCOTCHGARD VINYL FLOOR PROTECTOR床仕上げ剤の第1コート
4.PDPを使用する艶出し
5.WSPを使用する艶出し
6.3M SCOTCHGARD VINYL FLOOR PROTECTOR床仕上げ剤の第2コート
7.PDP磨きパッドを使用する艶出し
8.WSP磨きパッドを使用する艶出し
1.3M SCOTCH−BRITE SIENNA DIAMOND FLOOR PAD PLUS磨きパッド(3M Company)を使用する艶出し
2.PDPを使用する艶出し
3.3M SCOTCHGARD VINYL FLOOR PROTECTOR床仕上げ剤の第1コート
4.PDPを使用する艶出し
5.WSPを使用する艶出し
6.3M SCOTCHGARD VINYL FLOOR PROTECTOR床仕上げ剤の第2コート
7.PDP磨きパッドを使用する艶出し
8.WSP磨きパッドを使用する艶出し
BYK−Gardner光沢計(BYK−Gardner(Columbia,Maryland))を使用して、20°及び60°の光沢を測定した。Mahr Federal,Inc.(Providence,Rhode Island)製のPerthometer M1表面形状測定装置を使用して、表面粗さRa及びRzを測定した。Elcometer 6015 NOVO−GLOSS│Q DOIヘイズメータ(Elcometer,Inc.(Rochester Hills,Michigan))を使用して、写像性(DOI)、ヘイズ、及びピーク正反射率(Rspec)を測定した。測定値は、研磨された各試験区域内の、4つの異なる場所から取得した。これらの測定値の平均値を、表2(下記)に示す。
実施例4〜10及び比較実施例B〜D
これらの実施例は、実験室建物内のビニル組成物タイル床上で実施した。この床区域を、剥離して水洗いした。同じ床の別個の区域を、各実施例のために使用した。実施例4〜10及び比較実施例B〜Cは、3M SCOTCHGARD VINYL FLOOR PROTECTOR床仕上げ剤を使用するコーティングのために、構造化研磨ディスクを種々の組み合わせで使用して、床を前処理したが、その一方で、比較実施例Dは、PDP床パッドを使用する床の艶出しのみで、床を前処理した。床の前処理の後、全ての実施例は、3M SCOTCHGARD VINYL FLOOR PROTECTOR技術データシート(2011年2月付け)の塗布手順に従った。
これらの実施例は、実験室建物内のビニル組成物タイル床上で実施した。この床区域を、剥離して水洗いした。同じ床の別個の区域を、各実施例のために使用した。実施例4〜10及び比較実施例B〜Cは、3M SCOTCHGARD VINYL FLOOR PROTECTOR床仕上げ剤を使用するコーティングのために、構造化研磨ディスクを種々の組み合わせで使用して、床を前処理したが、その一方で、比較実施例Dは、PDP床パッドを使用する床の艶出しのみで、床を前処理した。床の前処理の後、全ての実施例は、3M SCOTCHGARD VINYL FLOOR PROTECTOR技術データシート(2011年2月付け)の塗布手順に従った。
(実施例4)
1.T45ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.T10ダイヤモンド構造化研磨ディスクを使用する4回の通過
3.PDP磨きパッドを使用する艶出し
1.T45ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.T10ダイヤモンド構造化研磨ディスクを使用する4回の通過
3.PDP磨きパッドを使用する艶出し
(実施例5)
1.T300ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.T45ダイヤモンド構造化研磨ディスクを使用する4回の通過
3.T10ダイヤモンド構造化研磨ディスクを使用する4回の通過
4.PDP磨きパッドを使用する艶出し
1.T300ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.T45ダイヤモンド構造化研磨ディスクを使用する4回の通過
3.T10ダイヤモンド構造化研磨ディスクを使用する4回の通過
4.PDP磨きパッドを使用する艶出し
(実施例6)
1.T300ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.T10ダイヤモンド構造化研磨ディスクを使用する4回の通過
3.PDP磨きパッドを使用する艶出し
1.T300ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.T10ダイヤモンド構造化研磨ディスクを使用する4回の通過
3.PDP磨きパッドを使用する艶出し
比較実施例B
1.T300ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.PDP磨きパッドを使用する艶出し
1.T300ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.PDP磨きパッドを使用する艶出し
(実施例7)
1.T45ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.T10ダイヤモンド構造化研磨ディスクを使用する4回の通過
3.PDP磨きパッドを使用する艶出し
1.T45ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.T10ダイヤモンド構造化研磨ディスクを使用する4回の通過
3.PDP磨きパッドを使用する艶出し
比較実施例C
1.T45ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.PDP磨きパッドを使用する艶出し
1.T45ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.PDP磨きパッドを使用する艶出し
(実施例8)
1.T300ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.T45ダイヤモンド構造化研磨ディスクを使用する4回の通過
3.T10ダイヤモンド構造化研磨ディスクを使用する4回の通過
1.T300ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.T45ダイヤモンド構造化研磨ディスクを使用する4回の通過
3.T10ダイヤモンド構造化研磨ディスクを使用する4回の通過
(実施例9)
1.T300ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.T45ダイヤモンド構造化研磨ディスクを使用する4回の通過
3.T10ダイヤモンド構造化研磨ディスクを使用する4回の通過
4.T6ダイヤモンド構造化研磨ディスクを使用する4回の通過
1.T300ダイヤモンド構造化研磨ディスクを使用する4回の通過
2.T45ダイヤモンド構造化研磨ディスクを使用する4回の通過
3.T10ダイヤモンド構造化研磨ディスクを使用する4回の通過
4.T6ダイヤモンド構造化研磨ディスクを使用する4回の通過
(実施例10)
1.T300ダイヤモンド構造化研磨ディスクを使用する4回の通過 2.T45ダイヤモンド構造化研磨ディスクを使用する4回の通過
3.T10ダイヤモンド構造化研磨ディスクを使用する4回の通過
4.T6ダイヤモンド構造化研磨ディスクを使用する4回の通過
5.T3ダイヤモンド構造化研磨ディスクを使用する4回の通過
1.T300ダイヤモンド構造化研磨ディスクを使用する4回の通過 2.T45ダイヤモンド構造化研磨ディスクを使用する4回の通過
3.T10ダイヤモンド構造化研磨ディスクを使用する4回の通過
4.T6ダイヤモンド構造化研磨ディスクを使用する4回の通過
5.T3ダイヤモンド構造化研磨ディスクを使用する4回の通過
比較実施例D
1.PDP磨きパッドを使用する艶出し
1.PDP磨きパッドを使用する艶出し
測定は、研磨された各試験床区域内の、6つの異なる場所で行った。これらの測定値の平均値を、表3(下記)に示す。
本明細書で言及される全ての特許及び刊行物は、それらの全容を本明細書に援用するものである。本明細書に示す全ての実施例は、特に指定のない限り、非限定的なものと見なされるべきである。本開示の範囲及び趣旨から逸脱することなく、当業者によって本開示の様々な修正及び変更を行うことができ、また本開示は、本明細書に記載される例示的な実施形態に不当に限定されるものではない点を理解するべきである。
Claims (31)
- ビニル組成物タイル床張り材を改修する方法であって、以下の連続的工程、
a)第1の機械駆動体パッドに貼り付けられた第1の構造化研磨部材を使用して、ビニル組成物タイルを含む床の露出表面の少なくとも一部分を、湿式研磨する工程であって、前記第1の構造化研磨部材が、第1の柔軟裏材に貼り付けられた第1の成形研磨複合材料を含み、前記第1の成形研磨複合材料が、第1のポリマー結合剤中に分散された第1の研磨粒子を含み、前記第1の研磨粒子が、第1の平均粒径を有する、工程と、
b)第2の機械駆動体パッドに貼り付けられた第2の構造化研磨部材を使用して、前記床の露出表面の少なくとも一部分を、湿式研磨する工程であって、前記第2の構造化研磨部材が、第2の柔軟裏材に貼り付けられた第2の成形研磨複合材料を含み、前記第2の成形研磨複合材料が、第2のポリマー結合剤中に分散された第2の研磨粒子を含み、前記第2の研磨粒子が、第2の平均粒径を有し、前記第2の平均粒径が、前記第1の平均粒径よりも小さい、工程と、
を含み、前記床の露出表面の少なくとも一部分の平均表面粗さRaが、工程a)及び工程b)のそれぞれの間に減少する、方法。 - 前記床の露出表面の少なくとも一部分の平均表面粗さRzが、工程a)及び工程b)のそれぞれの間に減少する、請求項1に記載の方法。
- 前記第1の構造化研磨部材のそれぞれが、前記第1の柔軟裏材に固定された第1の取り付けインターフェースシステムを更に含み、前記第1の取り付けインターフェースシステムが、前記第1の柔軟裏材に対向する複数個のループを有し、前記第1の構造化研磨部材が、そこから延出するフックを有し互いに反対面となる2つの主面を有する、第1の取り付けインターフェース部材によって、前記第1の機械駆動体パッドに貼り付けられる、請求項1に記載の方法。
- 前記第1の構造化研磨部材のそれぞれが、前記第1の柔軟裏材に固定された柔軟発泡体層と、前記柔軟発泡体層に対向する複数個のフックを有する取り付けインターフェースシステムとを更に含む、請求項1に記載の方法。
- 前記第2の構造化研磨部材のそれぞれが、前記第2の柔軟裏材に固定された柔軟発泡体層と、前記柔軟発泡体層に対向する複数個のフックを有する取り付けインターフェースシステムとを更に含む、請求項1に記載の方法。
- 前記第2の構造化研磨部材のそれぞれが、前記第2の柔軟裏材に固定された第2の取り付けインターフェースシステムを更に含み、前記第2の取り付けインターフェースシステムが、前記第2の柔軟裏材に対向する複数個のループを有し、前記第2の構造化研磨部材が、そこから延出するフックを有し互いに反対面となる2つの主面を有する、取り付けインターフェース部材によって、前記第2の機械駆動体パッドに貼り付けられる、請求項1に記載の方法。
- 前記第1及び第2の機械駆動体パッドが、圧縮可能かつ弾性である、請求項6に記載の方法。
- 前記第1の成形研磨複合材料、前記第2の成形研磨複合材料、又は双方が、精密成形される、請求項1に記載の方法。
- 前記第1の平均粒径が、400マイクロメートル〜600マイクロメートルの範囲である、請求項1に記載の方法。
- 前記第2の平均粒径が、25マイクロメートル〜75マイクロメートルの範囲である、請求項1に記載の方法。
- 前記第1又は第2の成形研磨複合材料の少なくとも一方が、ガラス状結合剤中に保持された超砥粒粒子を含む、請求項1に記載の方法。
- 工程b)の後に、前記床の露出表面の少なくとも一部分の前記平均表面粗さRaが、95マイクロインチ(2.41マイクロメートル)以下である、請求項1に記載の方法。
- 工程b)の後に、
c)第3の圧縮可能な弾性の機械駆動体パッドに貼り付けられた第3の構造化研磨部材を使用して、前記床の露出表面の少なくとも一部分を、湿式研磨する工程であって、前記第3の構造化研磨部材が、第3の柔軟裏材に貼り付けられた第3の成形研磨複合材料を含み、前記第3の成形研磨複合材料が、第3のポリマー結合剤中に分散された第3の研磨粒子を含み、前記第3の研磨粒子が、第3の平均粒径を有し、前記第3の平均粒径が、前記第2の平均粒径よりも小さい、工程を更に含み、
前記床の露出表面の少なくとも一部分の前記平均表面粗さRaが、工程c)の間に減少する、請求項1に記載の方法。 - 工程c)の後に、前記床の研磨された露出表面が、80マイクロインチ(2.03マイクロメートル)未満の平均表面粗さを有する、請求項13に記載の方法。
- 工程b)に続いて、前記床の露出表面の少なくとも一部分に、透明ポリマー仕上げ剤を塗布する工程を更に含む、請求項1に記載の方法。
- ビニル床張り材を改修する方法であって、以下の連続的工程、
a)不織布研磨部材を使用して、ビニル組成物タイルを含む床の露出表面の少なくとも一部分を、湿式研磨する工程であって、前記不織布研磨部材が、第1のポリマー結合剤によって接着された第1の研磨粒子を有する、不織繊維ウェブを含み、前記第1の研磨粒子が、第1の平均粒径を有する、工程と、
b)第1の機械駆動体パッドに貼り付けられた第1の構造化研磨部材を使用して、前記床の露出表面の少なくとも一部分を、湿式研磨する工程であって、前記第1の構造化研磨部材が、第1の柔軟裏材に貼り付けられた第1の成形研磨複合材料を含み、前記第1の成形研磨複合材料が、第2のポリマー結合剤中に分散された第2の研磨粒子を含み、前記第2の研磨粒子が、前記第1の平均粒径よりも小さい、第2の平均粒径を有する、工程と、
c)第2の機械駆動体パッドに貼り付けられた第2の構造化研磨部材を使用して、前記床の露出表面の少なくとも一部分を、湿式研磨する工程であって、前記第2の構造化研磨部材が、第2の柔軟裏材に貼り付けられた第2の成形研磨複合材料を含み、前記第2の成形研磨複合材料が、第3のポリマー結合剤中に分散された第3の研磨粒子を含み、前記第3の研磨粒子が、第3の平均粒径を有し、前記第3の平均粒径が、前記第2の平均粒径よりも小さい、工程と、
を含み、前記床の研磨された露出表面の平均表面粗さRaが、工程b)及び工程c)のそれぞれの間に減少する、方法。 - 前記不織布研磨部材が、床仕上げ剤剥離パッドを含む、請求項16に記載の方法。
- 前記床の露出表面の少なくとも一部分の平均表面粗さRzが、工程a)及び工程b)のそれぞれの間に減少する、請求項17に記載の方法。
- 前記第1の構造化研磨部材のそれぞれが、前記第1の柔軟裏材に固定された柔軟発泡体層と、前記柔軟発泡体層に対向する複数個のフックを有する取り付けインターフェースシステムとを更に含む、請求項16に記載の方法。
- 前記第2の構造化研磨部材のそれぞれが、前記第2の柔軟裏材に固定された柔軟発泡体層と、前記柔軟発泡体層に対向する複数個のフックを有する取り付けインターフェースシステムとを更に含む、請求項16に記載の方法。
- 前記第1の構造化研磨部材のそれぞれが、前記第1の柔軟裏材に固定された第1の取り付けインターフェースシステムを更に含み、前記第1の取り付けインターフェースシステムが、前記第1の柔軟裏材に対向する複数個のループを有し、前記第1の構造化研磨部材が、そこから延出するフックを有し互いに反対面となる2つの主面を有する、第1の取り付けインターフェース部材によって、前記第1の機械駆動体パッドに貼り付けられる、請求項16に記載の方法。
- 前記第2の構造化研磨部材のそれぞれが、前記第2の柔軟裏材に固定された第2の取り付けインターフェースシステムを更に含み、前記第2の取り付けインターフェースシステムが、前記第2の柔軟裏材に対向する複数個のループを有し、前記第2の構造化研磨部材が、そこから延出するフックを有し互いに反対面となる2つの主面を有する、取り付けインターフェース部材によって、前記第2の機械駆動体パッドに貼り付けられる、請求項16に記載の方法。
- 前記第1及び第2の機械駆動体パッドが、圧縮可能かつ弾性である、請求項16に記載の方法。
- 前記第1の成形研磨複合材料、前記第2の成形研磨複合材料、又は双方が、精密成形される、請求項16に記載の方法。
- 前記第2の平均粒径が、400マイクロメートル〜600マイクロメートルの範囲である、請求項16に記載の方法。
- 前記第3の平均粒径が、25マイクロメートル〜75マイクロメートルの範囲である、請求項16に記載の方法。
- 前記第1又は第2の成形研磨複合材料の少なくとも一方が、ガラス状結合剤中に保持された超砥粒粒子を含む、請求項16に記載の方法。
- 工程c)の後に、前記床の研磨された露出表面の前記平均表面粗さRaが、2.4マイクロメートル以下である、請求項16に記載の方法。
- 工程c)の後に、
d)第3の圧縮可能な弾性の機械駆動体パッドに貼り付けられた第3の構造化研磨部材を使用して、前記床の露出表面の少なくとも一部分を、湿式研磨する工程であって、前記第3の構造化研磨部材が、第3の柔軟裏材に貼り付けられた第3の成形研磨複合材料を含み、前記第3の成形研磨複合材料が、第4のポリマー結合剤中に分散された第4の研磨粒子を含み、前記第4の研磨粒子が、第4の平均粒径を有し、前記第4の平均粒径が、前記第3の平均粒径よりも小さい、工程を更に含み、
前記床の露出表面の少なくとも一部分の前記平均表面粗さRaが、工程d)の間に減少する、請求項16に記載の方法。 - 工程d)の後に、前記床の露出表面の少なくとも一部分の前記平均表面粗さRaが、80マイクロインチ(2.03マイクロメートル)以下である、請求項16に記載の方法。
- 工程c)に続いて、前記床の露出表面の少なくとも一部分に、透明ポリマー仕上げ剤を塗布する工程を更に含む、請求項16に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/230,287 US20130065490A1 (en) | 2011-09-12 | 2011-09-12 | Method of refurbishing vinyl composition tile |
| US13/230,287 | 2011-09-12 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014529762A Division JP2014528845A (ja) | 2011-09-12 | 2012-08-28 | ビニル組成物タイルを改修する方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017170613A true JP2017170613A (ja) | 2017-09-28 |
Family
ID=46964014
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014529762A Pending JP2014528845A (ja) | 2011-09-12 | 2012-08-28 | ビニル組成物タイルを改修する方法 |
| JP2017106092A Withdrawn JP2017170613A (ja) | 2011-09-12 | 2017-05-30 | ビニル組成物タイルの保守及び修繕のための方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014529762A Pending JP2014528845A (ja) | 2011-09-12 | 2012-08-28 | ビニル組成物タイルを改修する方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20130065490A1 (ja) |
| EP (1) | EP2755799A1 (ja) |
| JP (2) | JP2014528845A (ja) |
| KR (1) | KR20140075712A (ja) |
| CN (1) | CN103781593B (ja) |
| BR (1) | BR112014005560A2 (ja) |
| CA (1) | CA2848294A1 (ja) |
| MX (1) | MX2014002837A (ja) |
| WO (1) | WO2013039688A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104736299A (zh) * | 2012-08-02 | 2015-06-24 | 3M创新有限公司 | 具有精确成形特征部的研磨制品及其制造方法 |
| SG11201500713PA (en) * | 2012-08-02 | 2015-02-27 | 3M Innovative Properties Co | Abrasive elements with precisely shaped features, abrasive articles fabricated therefrom and methods of making thereof |
| US20150065012A1 (en) * | 2013-08-27 | 2015-03-05 | 3M Innovative Properties Company | Method of finishing a stone surface and abrasive article |
| BR112016010724B1 (pt) | 2013-11-12 | 2021-11-16 | 3M Innovative Properties Company | Artigo abrasivo estruturado |
| JP6728568B2 (ja) * | 2014-03-27 | 2020-07-22 | 大日本印刷株式会社 | シート |
| WO2016109786A1 (en) * | 2014-12-31 | 2016-07-07 | Saint-Gobain Abrasives, Inc. | Aggregates of diamond with vitrified bond |
| CN106064340B (zh) * | 2015-04-23 | 2020-09-29 | 内陆钻石制品公司 | 地板抛光垫 |
| WO2018119275A1 (en) | 2016-12-23 | 2018-06-28 | Saint-Gobain Abrasives, Inc. | Coated abrasives having a performance enhancing composition |
| AU2019234025B2 (en) * | 2018-03-13 | 2022-02-24 | 3M Innovative Properties Company | Floor bristle brush assembly |
| CN109015435A (zh) * | 2018-09-10 | 2018-12-18 | 台山市远鹏研磨科技有限公司 | 一种金刚石塔型砂纸 |
| CN112792620A (zh) * | 2020-12-31 | 2021-05-14 | 成都中车四方轨道车辆有限公司 | 一种轨道列车车厢橡胶布修旧如新的工艺 |
| CN113199365A (zh) * | 2021-05-08 | 2021-08-03 | 乔冠应用材料(淮安)有限公司 | 一种铜材料全自动研磨机及研磨方法 |
Family Cites Families (60)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3823516A (en) * | 1970-11-24 | 1974-07-16 | Norton Co | Motion imparting member incorporating holding means for nonwoven fibrous abrasive pads |
| US4114225A (en) * | 1977-07-11 | 1978-09-19 | Malish Brush & Specialty Company | Brush-like mounting device |
| US4227350A (en) | 1977-11-02 | 1980-10-14 | Minnesota Mining And Manufacturing Company | Low-density abrasive product and method of making the same |
| US4311489A (en) | 1978-08-04 | 1982-01-19 | Norton Company | Coated abrasive having brittle agglomerates of abrasive grain |
| US4271557A (en) * | 1979-04-27 | 1981-06-09 | Zimmerman Brush Co. | Shock absorbing floor brush assembly |
| US4322920A (en) * | 1979-10-29 | 1982-04-06 | Wells Raymond E | Rotary floor conditioning machine attachment |
| DE3277176D1 (en) * | 1982-12-24 | 1987-10-15 | Fabritius Hans Josef | Attaching element to be employed in grinding and polishing machines |
| EP0189617B1 (en) * | 1985-01-22 | 1991-10-02 | Giovanni Todescato | Improved floor sanding and polishing machine |
| US4652275A (en) | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4799939A (en) | 1987-02-26 | 1989-01-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US5082720A (en) | 1988-05-06 | 1992-01-21 | Minnesota Mining And Manufacturing Company | Melt-bondable fibers for use in nonwoven web |
| US5014468A (en) | 1989-05-05 | 1991-05-14 | Norton Company | Patterned coated abrasive for fine surface finishing |
| US5174795A (en) * | 1990-05-21 | 1992-12-29 | Wiand Ronald C | Flexible abrasive pad with ramp edge surface |
| US5054245A (en) * | 1990-07-25 | 1991-10-08 | The Butcher Company | Combination of cleaning pads, cleaning pad mounting members and a base member for a rotary cleaning machine |
| US5152917B1 (en) | 1991-02-06 | 1998-01-13 | Minnesota Mining & Mfg | Structured abrasive article |
| JP3128259B2 (ja) * | 1991-05-22 | 2001-01-29 | 三和研磨工業株式会社 | 床研磨機及び床研磨方法 |
| US5437754A (en) | 1992-01-13 | 1995-08-01 | Minnesota Mining And Manufacturing Company | Abrasive article having precise lateral spacing between abrasive composite members |
| US5201101A (en) | 1992-04-28 | 1993-04-13 | Minnesota Mining And Manufacturing Company | Method of attaching articles and a pair of articles fastened by the method |
| US5435816A (en) | 1993-01-14 | 1995-07-25 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article |
| JPH08507257A (ja) * | 1993-03-12 | 1996-08-06 | ミネソタ・マイニング・アンド・マニュファクチュアリング・カンパニー | 石材を研磨する方法および物品 |
| US5549962A (en) | 1993-06-30 | 1996-08-27 | Minnesota Mining And Manufacturing Company | Precisely shaped particles and method of making the same |
| US5454844A (en) | 1993-10-29 | 1995-10-03 | Minnesota Mining And Manufacturing Company | Abrasive article, a process of making same, and a method of using same to finish a workpiece surface |
| US5505747A (en) | 1994-01-13 | 1996-04-09 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article |
| US5438728A (en) * | 1994-03-18 | 1995-08-08 | Minnesota Mining And Manufacturing Company | Rotary brush with segmented fiber sections |
| US5605493A (en) * | 1994-04-19 | 1997-02-25 | Clarke Industries, Inc. | Stone polishing apparatus and method |
| JPH10506579A (ja) | 1994-09-30 | 1998-06-30 | ミネソタ・マイニング・アンド・マニュファクチュアリング・カンパニー | 被覆研磨物品、その製造法及び使用方法 |
| US5679067A (en) * | 1995-04-28 | 1997-10-21 | Minnesota Mining And Manufacturing Company | Molded abrasive brush |
| EP0938400A1 (en) * | 1996-11-06 | 1999-09-01 | Minnesota Mining And Manufacturing Company | Multiple abrasive assembly and method |
| WO1998019829A1 (en) * | 1996-11-06 | 1998-05-14 | Minnesota Mining And Manufacturing Company | Multiple abrasive assembly and method |
| AU772590B2 (en) * | 1999-06-08 | 2004-04-29 | Diversey, Inc. | Floor cleaning apparatus |
| AU2002213054A1 (en) | 2000-10-06 | 2002-04-15 | 3M Innovative Properties Company | Ceramic aggregate particles |
| US6521004B1 (en) | 2000-10-16 | 2003-02-18 | 3M Innovative Properties Company | Method of making an abrasive agglomerate particle |
| ATE462774T1 (de) | 2000-10-16 | 2010-04-15 | 3M Innovative Properties Co | Verfahren zur herstellung von keramischen agglomeratteilchen |
| US6645624B2 (en) | 2000-11-10 | 2003-11-11 | 3M Innovative Properties Company | Composite abrasive particles and method of manufacture |
| US6551366B1 (en) | 2000-11-10 | 2003-04-22 | 3M Innovative Properties Company | Spray drying methods of making agglomerate abrasive grains and abrasive articles |
| US6616517B2 (en) * | 2001-07-23 | 2003-09-09 | Onfloor Technologies, Llc | Wood floor sanding machine |
| US6840842B2 (en) * | 2001-12-13 | 2005-01-11 | Toyo Cushion Co., Ltd. | Burnishing pad, burnishing machine equipped with burnishing pad and burnishing method |
| US7022004B2 (en) * | 2002-01-08 | 2006-04-04 | Boehler Daniel | Device for the treatment/working of surfaces |
| SE521608C2 (sv) * | 2002-03-13 | 2003-11-18 | Htc Sweden Ab | Anordning vid ett för städning avsett cirkulärt, skivformigt städningselement samt användning av städningselementet |
| JP2004237227A (ja) * | 2003-02-07 | 2004-08-26 | Sankyo Rikagaku Co Ltd | 面擦り具及びその構成部品 |
| US7300479B2 (en) | 2003-09-23 | 2007-11-27 | 3M Innovative Properties Company | Compositions for abrasive articles |
| CN1541806A (zh) * | 2003-11-07 | 2004-11-03 | 霍镰泉 | 一种瓷质砖表面抛光处理方法 |
| US8105134B2 (en) * | 2005-01-25 | 2012-01-31 | Epoxi Tech, Inc. | Low pressure polishing method and apparatus |
| US7988539B2 (en) * | 2004-05-21 | 2011-08-02 | Epoxi-Tech, Inc. | Abrasive cleaning device |
| GB0420054D0 (en) * | 2004-09-09 | 2004-10-13 | 3M Innovative Properties Co | Floor cleaning pads and preparation thereof |
| WO2006036143A1 (en) * | 2004-09-24 | 2006-04-06 | Badger Machine Company | Riding floor polishing and grinding machine for treating concrete, terrazzo, stone, and similar surfaces |
| US20060073776A1 (en) * | 2004-10-04 | 2006-04-06 | Eric Gallup | Tool holder for a grinding machine |
| RU2379198C2 (ru) * | 2004-12-16 | 2010-01-20 | Флоринг Индастриз Лтд. | Панель для настилки пола и способ ее изготовления |
| SI1877219T1 (sl) * | 2005-03-15 | 2012-02-29 | Htc Sweden Ab | Postopek za vzdrĺ˝evanje trdne gladke talne povrĺ ine, ki vsebuje polimerni material |
| US7169031B1 (en) | 2005-07-28 | 2007-01-30 | 3M Innovative Properties Company | Self-contained conditioning abrasive article |
| US7494519B2 (en) * | 2005-07-28 | 2009-02-24 | 3M Innovative Properties Company | Abrasive agglomerate polishing method |
| US7399330B2 (en) | 2005-10-18 | 2008-07-15 | 3M Innovative Properties Company | Agglomerate abrasive grains and methods of making the same |
| US20070272223A1 (en) * | 2006-05-24 | 2007-11-29 | Jeffrey Stuckey | Method for maintaining a polished concrete floor |
| US20080233845A1 (en) * | 2007-03-21 | 2008-09-25 | 3M Innovative Properties Company | Abrasive articles, rotationally reciprocating tools, and methods |
| EP2166912A4 (en) * | 2007-06-21 | 2013-05-29 | Diversey Inc | SOIL CLEANING APPARATUS AND BUFFER |
| US20090053982A1 (en) * | 2007-08-23 | 2009-02-26 | Popov Georgi M | Fibrous pad for cleaning/polishing floors |
| US7731573B2 (en) * | 2008-01-30 | 2010-06-08 | 3M Innovative Properties Company | Method, system, and apparatus for modifying surfaces |
| US7892074B2 (en) * | 2008-01-30 | 2011-02-22 | 3M Innovative Properties Company | Surface modifying tool adapter using a plurality of surface modifying article inserts for use in a surface modifying system |
| US8348723B2 (en) * | 2009-09-16 | 2013-01-08 | 3M Innovative Properties Company | Structured abrasive article and method of using the same |
| US20110300784A1 (en) * | 2010-06-04 | 2011-12-08 | Tchakarov Tchavdar V | Flexible and interchangeable multi-head floor polishing disk assembly |
-
2011
- 2011-09-12 US US13/230,287 patent/US20130065490A1/en not_active Abandoned
-
2012
- 2012-08-28 KR KR1020147009480A patent/KR20140075712A/ko not_active Application Discontinuation
- 2012-08-28 CA CA2848294A patent/CA2848294A1/en not_active Abandoned
- 2012-08-28 JP JP2014529762A patent/JP2014528845A/ja active Pending
- 2012-08-28 CN CN201280043598.1A patent/CN103781593B/zh not_active Expired - Fee Related
- 2012-08-28 WO PCT/US2012/052660 patent/WO2013039688A1/en active Application Filing
- 2012-08-28 MX MX2014002837A patent/MX2014002837A/es unknown
- 2012-08-28 BR BR112014005560A patent/BR112014005560A2/pt not_active IP Right Cessation
- 2012-08-28 EP EP12766744.2A patent/EP2755799A1/en not_active Withdrawn
-
2017
- 2017-05-30 JP JP2017106092A patent/JP2017170613A/ja not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| BR112014005560A2 (pt) | 2017-04-04 |
| CA2848294A1 (en) | 2013-03-21 |
| CN103781593A (zh) | 2014-05-07 |
| WO2013039688A1 (en) | 2013-03-21 |
| MX2014002837A (es) | 2014-06-23 |
| JP2014528845A (ja) | 2014-10-30 |
| US20130065490A1 (en) | 2013-03-14 |
| KR20140075712A (ko) | 2014-06-19 |
| EP2755799A1 (en) | 2014-07-23 |
| CN103781593B (zh) | 2017-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017170613A (ja) | ビニル組成物タイルの保守及び修繕のための方法 | |
| CN109890564B (zh) | 具有成形磨粒的成形玻璃化磨料团聚物、磨料制品和相关方法 | |
| US11097398B2 (en) | Abrasive article and method of making the same | |
| KR100562446B1 (ko) | 연마 용품 및 유리 연마 방법 | |
| AU2006294911B2 (en) | Conformable abrasive articles and methods of making and using the same | |
| JP5384326B2 (ja) | 構造化研磨物品並びにその製造及び使用方法 | |
| AU674735B2 (en) | Method and article for polishing stone | |
| JP5107224B2 (ja) | 硬い表面を維持するための方法及び工具、及びかかる工具の製造方法 | |
| TW411306B (en) | Abrasive article for providing a clear surface finish on glass | |
| JP6838811B2 (ja) | 断続的構造化研磨物品並びに被加工物の研磨方法 | |
| WO2018063902A1 (en) | Open coat abrasive article and method of abrading | |
| EP4153380A1 (en) | Composite abrasive article, and method of making and using the same | |
| CA2281921A1 (en) | Abrasive article for providing a clear surface finish on glass | |
| JPH07186030A (ja) | 光学レンズの研磨仕上げ方法 | |
| WO2007038037A1 (en) | Flexible abrasive article and methods of making and using the same | |
| CN109475998B (zh) | 成形玻璃化磨料团聚物、磨料制品和研磨方法 | |
| CA2418078A1 (en) | Abrasive sheet, method of manufacturing the same and method to abrade a fiber optic connector | |
| KR20090029842A (ko) | 기재를 갖지 않는 연마재 제품 | |
| CN104822493A (zh) | 磨料制品 | |
| TW201532738A (zh) | 修整石材表面之方法及研磨物品 | |
| US10265826B2 (en) | Method of forming a recess in a substrate | |
| CN102883644A (zh) | 地板研磨和清洁体 | |
| US20090233528A1 (en) | Floor sanding sponge pads | |
| US20200187743A1 (en) | Composite article for maintaining and cleaning hard surfaces | |
| JP2018108613A (ja) | 足付け用研磨材、目消し用研磨材及び塗装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20170911 |