BR112016010724B1 - Artigo abrasivo estruturado - Google Patents
Artigo abrasivo estruturado Download PDFInfo
- Publication number
- BR112016010724B1 BR112016010724B1 BR112016010724-1A BR112016010724A BR112016010724B1 BR 112016010724 B1 BR112016010724 B1 BR 112016010724B1 BR 112016010724 A BR112016010724 A BR 112016010724A BR 112016010724 B1 BR112016010724 B1 BR 112016010724B1
- Authority
- BR
- Brazil
- Prior art keywords
- abrasive
- side walls
- molded
- top surface
- structured
- Prior art date
Links
- 239000002131 composite material Substances 0.000 claims abstract description 156
- 239000011230 binding agent Substances 0.000 claims abstract description 36
- 239000011159 matrix material Substances 0.000 claims abstract description 10
- 239000006061 abrasive grain Substances 0.000 claims abstract description 7
- 238000000034 method Methods 0.000 abstract description 16
- 239000010410 layer Substances 0.000 description 36
- -1 polyethylene Polymers 0.000 description 28
- 238000004519 manufacturing process Methods 0.000 description 26
- 239000002245 particle Substances 0.000 description 24
- 239000002243 precursor Substances 0.000 description 20
- 229920000647 polyepoxide Polymers 0.000 description 15
- 229920001169 thermoplastic Polymers 0.000 description 15
- 238000000227 grinding Methods 0.000 description 14
- 229910052751 metal Inorganic materials 0.000 description 13
- 239000002184 metal Substances 0.000 description 13
- 229920005989 resin Polymers 0.000 description 13
- 239000011347 resin Substances 0.000 description 13
- 239000004416 thermosoftening plastic Substances 0.000 description 13
- 238000001723 curing Methods 0.000 description 12
- 239000003822 epoxy resin Substances 0.000 description 11
- 239000000463 material Substances 0.000 description 11
- 239000002002 slurry Substances 0.000 description 11
- 239000000126 substance Substances 0.000 description 11
- 239000003795 chemical substances by application Substances 0.000 description 10
- 238000000576 coating method Methods 0.000 description 10
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 10
- 239000000203 mixture Substances 0.000 description 9
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 8
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 8
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 8
- 125000002091 cationic group Chemical group 0.000 description 7
- 150000001875 compounds Chemical class 0.000 description 7
- 229920001568 phenolic resin Polymers 0.000 description 7
- 150000003254 radicals Chemical class 0.000 description 7
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 6
- 239000001993 wax Substances 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 5
- 238000005299 abrasion Methods 0.000 description 5
- 239000012790 adhesive layer Substances 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 5
- 238000004049 embossing Methods 0.000 description 5
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 5
- 239000005011 phenolic resin Substances 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- 150000003839 salts Chemical class 0.000 description 5
- 239000004593 Epoxy Substances 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- WCUXLLCKKVVCTQ-UHFFFAOYSA-M Potassium chloride Chemical compound [Cl-].[K+] WCUXLLCKKVVCTQ-UHFFFAOYSA-M 0.000 description 4
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 4
- 239000000975 dye Substances 0.000 description 4
- 238000010894 electron beam technology Methods 0.000 description 4
- 125000003700 epoxy group Chemical group 0.000 description 4
- 239000004744 fabric Substances 0.000 description 4
- 238000011049 filling Methods 0.000 description 4
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 4
- 229910001092 metal group alloy Inorganic materials 0.000 description 4
- 229920003986 novolac Polymers 0.000 description 4
- 238000006116 polymerization reaction Methods 0.000 description 4
- 229920001296 polysiloxane Polymers 0.000 description 4
- KUBDPQJOLOUJRM-UHFFFAOYSA-N 2-(chloromethyl)oxirane;4-[2-(4-hydroxyphenyl)propan-2-yl]phenol Chemical compound ClCC1CO1.C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 KUBDPQJOLOUJRM-UHFFFAOYSA-N 0.000 description 3
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 3
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 3
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 239000002585 base Substances 0.000 description 3
- ISAOCJYIOMOJEB-UHFFFAOYSA-N benzoin Chemical compound C=1C=CC=CC=1C(O)C(=O)C1=CC=CC=C1 ISAOCJYIOMOJEB-UHFFFAOYSA-N 0.000 description 3
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 3
- 229910001610 cryolite Inorganic materials 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 150000002148 esters Chemical class 0.000 description 3
- 229910052736 halogen Inorganic materials 0.000 description 3
- 150000002367 halogens Chemical class 0.000 description 3
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 3
- 239000003999 initiator Substances 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- 150000003673 urethanes Chemical class 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- MYRTYDVEIRVNKP-UHFFFAOYSA-N 1,2-Divinylbenzene Chemical compound C=CC1=CC=CC=C1C=C MYRTYDVEIRVNKP-UHFFFAOYSA-N 0.000 description 2
- CQGDBBBZCJYDRY-UHFFFAOYSA-N 1-methoxyanthracene-9,10-dione Chemical compound O=C1C2=CC=CC=C2C(=O)C2=C1C=CC=C2OC CQGDBBBZCJYDRY-UHFFFAOYSA-N 0.000 description 2
- INQDDHNZXOAFFD-UHFFFAOYSA-N 2-[2-(2-prop-2-enoyloxyethoxy)ethoxy]ethyl prop-2-enoate Chemical compound C=CC(=O)OCCOCCOCCOC(=O)C=C INQDDHNZXOAFFD-UHFFFAOYSA-N 0.000 description 2
- UHFFVFAKEGKNAQ-UHFFFAOYSA-N 2-benzyl-2-(dimethylamino)-1-(4-morpholin-4-ylphenyl)butan-1-one Chemical compound C=1C=C(N2CCOCC2)C=CC=1C(=O)C(CC)(N(C)C)CC1=CC=CC=C1 UHFFVFAKEGKNAQ-UHFFFAOYSA-N 0.000 description 2
- LWRBVKNFOYUCNP-UHFFFAOYSA-N 2-methyl-1-(4-methylsulfanylphenyl)-2-morpholin-4-ylpropan-1-one Chemical compound C1=CC(SC)=CC=C1C(=O)C(C)(C)N1CCOCC1 LWRBVKNFOYUCNP-UHFFFAOYSA-N 0.000 description 2
- KUDUQBURMYMBIJ-UHFFFAOYSA-N 2-prop-2-enoyloxyethyl prop-2-enoate Chemical compound C=CC(=O)OCCOC(=O)C=C KUDUQBURMYMBIJ-UHFFFAOYSA-N 0.000 description 2
- UUEWCQRISZBELL-UHFFFAOYSA-N 3-trimethoxysilylpropane-1-thiol Chemical compound CO[Si](OC)(OC)CCCS UUEWCQRISZBELL-UHFFFAOYSA-N 0.000 description 2
- KWOLFJPFCHCOCG-UHFFFAOYSA-N Acetophenone Chemical compound CC(=O)C1=CC=CC=C1 KWOLFJPFCHCOCG-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- TWRXJAOTZQYOKJ-UHFFFAOYSA-L Magnesium chloride Chemical compound [Mg+2].[Cl-].[Cl-] TWRXJAOTZQYOKJ-UHFFFAOYSA-L 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000006087 Silane Coupling Agent Substances 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 244000028419 Styrax benzoin Species 0.000 description 2
- 235000000126 Styrax benzoin Nutrition 0.000 description 2
- 235000008411 Sumatra benzointree Nutrition 0.000 description 2
- 229920001807 Urea-formaldehyde Polymers 0.000 description 2
- 125000001931 aliphatic group Chemical group 0.000 description 2
- 125000000129 anionic group Chemical group 0.000 description 2
- 150000001450 anions Chemical class 0.000 description 2
- 150000004056 anthraquinones Chemical class 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 229960002130 benzoin Drugs 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 235000014113 dietary fatty acids Nutrition 0.000 description 2
- YYLGKUPAFFKGRQ-UHFFFAOYSA-N dimethyldiethoxysilane Chemical compound CCO[Si](C)(C)OCC YYLGKUPAFFKGRQ-UHFFFAOYSA-N 0.000 description 2
- FWDBOZPQNFPOLF-UHFFFAOYSA-N ethenyl(triethoxy)silane Chemical compound CCO[Si](OCC)(OCC)C=C FWDBOZPQNFPOLF-UHFFFAOYSA-N 0.000 description 2
- WOXXJEVNDJOOLV-UHFFFAOYSA-N ethenyl-tris(2-methoxyethoxy)silane Chemical compound COCCO[Si](OCCOC)(OCCOC)C=C WOXXJEVNDJOOLV-UHFFFAOYSA-N 0.000 description 2
- 239000000194 fatty acid Substances 0.000 description 2
- 229930195729 fatty acid Natural products 0.000 description 2
- 150000004665 fatty acids Chemical class 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 235000019382 gum benzoic Nutrition 0.000 description 2
- 239000013003 healing agent Substances 0.000 description 2
- 230000000977 initiatory effect Effects 0.000 description 2
- 239000012948 isocyanate Chemical class 0.000 description 2
- 150000002513 isocyanates Chemical class 0.000 description 2
- 229910052752 metalloid Inorganic materials 0.000 description 2
- 150000002738 metalloids Chemical class 0.000 description 2
- 238000001000 micrograph Methods 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 125000002524 organometallic group Chemical group 0.000 description 2
- 239000000123 paper Substances 0.000 description 2
- 150000002989 phenols Chemical class 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000001103 potassium chloride Substances 0.000 description 2
- 235000011164 potassium chloride Nutrition 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- ABTOQLMXBSRXSM-UHFFFAOYSA-N silicon tetrafluoride Chemical class F[Si](F)(F)F ABTOQLMXBSRXSM-UHFFFAOYSA-N 0.000 description 2
- 239000011780 sodium chloride Substances 0.000 description 2
- 229910001495 sodium tetrafluoroborate Inorganic materials 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 239000012815 thermoplastic material Substances 0.000 description 2
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 2
- BPSIOYPQMFLKFR-UHFFFAOYSA-N trimethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](OC)(OC)CCCOCC1CO1 BPSIOYPQMFLKFR-UHFFFAOYSA-N 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 2
- QNODIIQQMGDSEF-UHFFFAOYSA-N (1-hydroxycyclohexyl)-phenylmethanone Chemical compound C=1C=CC=CC=1C(=O)C1(O)CCCCC1 QNODIIQQMGDSEF-UHFFFAOYSA-N 0.000 description 1
- JRZKNHITLINYHV-UHFFFAOYSA-N 1,2,3,4,5-pentachloronaphthalene Chemical compound ClC1=CC=CC2=C(Cl)C(Cl)=C(Cl)C(Cl)=C21 JRZKNHITLINYHV-UHFFFAOYSA-N 0.000 description 1
- NAQWICRLNQSPPW-UHFFFAOYSA-N 1,2,3,4-tetrachloronaphthalene Chemical class C1=CC=CC2=C(Cl)C(Cl)=C(Cl)C(Cl)=C21 NAQWICRLNQSPPW-UHFFFAOYSA-N 0.000 description 1
- MYWOJODOMFBVCB-UHFFFAOYSA-N 1,2,6-trimethylphenanthrene Chemical compound CC1=CC=C2C3=CC(C)=CC=C3C=CC2=C1C MYWOJODOMFBVCB-UHFFFAOYSA-N 0.000 description 1
- BPXVHIRIPLPOPT-UHFFFAOYSA-N 1,3,5-tris(2-hydroxyethyl)-1,3,5-triazinane-2,4,6-trione Chemical compound OCCN1C(=O)N(CCO)C(=O)N(CCO)C1=O BPXVHIRIPLPOPT-UHFFFAOYSA-N 0.000 description 1
- DVFAVJDEPNXAME-UHFFFAOYSA-N 1,4-dimethylanthracene-9,10-dione Chemical compound O=C1C2=CC=CC=C2C(=O)C2=C1C(C)=CC=C2C DVFAVJDEPNXAME-UHFFFAOYSA-N 0.000 description 1
- BOCJQSFSGAZAPQ-UHFFFAOYSA-N 1-chloroanthracene-9,10-dione Chemical compound O=C1C2=CC=CC=C2C(=O)C2=C1C=CC=C2Cl BOCJQSFSGAZAPQ-UHFFFAOYSA-N 0.000 description 1
- PBGPBHYPCGDFEZ-UHFFFAOYSA-N 1-ethenylpiperidin-2-one Chemical compound C=CN1CCCCC1=O PBGPBHYPCGDFEZ-UHFFFAOYSA-N 0.000 description 1
- 239000012956 1-hydroxycyclohexylphenyl-ketone Substances 0.000 description 1
- VOBUAPTXJKMNCT-UHFFFAOYSA-N 1-prop-2-enoyloxyhexyl prop-2-enoate Chemical compound CCCCCC(OC(=O)C=C)OC(=O)C=C VOBUAPTXJKMNCT-UHFFFAOYSA-N 0.000 description 1
- KWVGIHKZDCUPEU-UHFFFAOYSA-N 2,2-dimethoxy-2-phenylacetophenone Chemical compound C=1C=CC=CC=1C(OC)(OC)C(=O)C1=CC=CC=C1 KWVGIHKZDCUPEU-UHFFFAOYSA-N 0.000 description 1
- PUGOMSLRUSTQGV-UHFFFAOYSA-N 2,3-di(prop-2-enoyloxy)propyl prop-2-enoate Chemical compound C=CC(=O)OCC(OC(=O)C=C)COC(=O)C=C PUGOMSLRUSTQGV-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- YIJYFLXQHDOQGW-UHFFFAOYSA-N 2-[2,4,6-trioxo-3,5-bis(2-prop-2-enoyloxyethyl)-1,3,5-triazinan-1-yl]ethyl prop-2-enoate Chemical compound C=CC(=O)OCCN1C(=O)N(CCOC(=O)C=C)C(=O)N(CCOC(=O)C=C)C1=O YIJYFLXQHDOQGW-UHFFFAOYSA-N 0.000 description 1
- ZLBMMLSOPAHLSR-UHFFFAOYSA-N 2-[3,5-bis[2-(2-methylprop-2-enoyloxy)ethyl]-1,3,5-triazinan-1-yl]ethyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCCN1CN(CCOC(=O)C(C)=C)CN(CCOC(=O)C(C)=C)C1 ZLBMMLSOPAHLSR-UHFFFAOYSA-N 0.000 description 1
- DZZAHLOABNWIFA-UHFFFAOYSA-N 2-butoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OCCCC)C(=O)C1=CC=CC=C1 DZZAHLOABNWIFA-UHFFFAOYSA-N 0.000 description 1
- KMNCBSZOIQAUFX-UHFFFAOYSA-N 2-ethoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OCC)C(=O)C1=CC=CC=C1 KMNCBSZOIQAUFX-UHFFFAOYSA-N 0.000 description 1
- SJEBAWHUJDUKQK-UHFFFAOYSA-N 2-ethylanthraquinone Chemical compound C1=CC=C2C(=O)C3=CC(CC)=CC=C3C(=O)C2=C1 SJEBAWHUJDUKQK-UHFFFAOYSA-N 0.000 description 1
- CKKQLOUBFINSIB-UHFFFAOYSA-N 2-hydroxy-1,2,2-triphenylethanone Chemical compound C=1C=CC=CC=1C(C=1C=CC=CC=1)(O)C(=O)C1=CC=CC=C1 CKKQLOUBFINSIB-UHFFFAOYSA-N 0.000 description 1
- YOJAHTBCSGPSOR-UHFFFAOYSA-N 2-hydroxy-1,2,3-triphenylpropan-1-one Chemical compound C=1C=CC=CC=1C(=O)C(C=1C=CC=CC=1)(O)CC1=CC=CC=C1 YOJAHTBCSGPSOR-UHFFFAOYSA-N 0.000 description 1
- LRRQSCPPOIUNGX-UHFFFAOYSA-N 2-hydroxy-1,2-bis(4-methoxyphenyl)ethanone Chemical compound C1=CC(OC)=CC=C1C(O)C(=O)C1=CC=C(OC)C=C1 LRRQSCPPOIUNGX-UHFFFAOYSA-N 0.000 description 1
- DIVXVZXROTWKIH-UHFFFAOYSA-N 2-hydroxy-1,2-diphenylpropan-1-one Chemical compound C=1C=CC=CC=1C(O)(C)C(=O)C1=CC=CC=C1 DIVXVZXROTWKIH-UHFFFAOYSA-N 0.000 description 1
- XMLYCEVDHLAQEL-UHFFFAOYSA-N 2-hydroxy-2-methyl-1-phenylpropan-1-one Chemical compound CC(C)(O)C(=O)C1=CC=CC=C1 XMLYCEVDHLAQEL-UHFFFAOYSA-N 0.000 description 1
- BQZJOQXSCSZQPS-UHFFFAOYSA-N 2-methoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OC)C(=O)C1=CC=CC=C1 BQZJOQXSCSZQPS-UHFFFAOYSA-N 0.000 description 1
- RIWRBSMFKVOJMN-UHFFFAOYSA-N 2-methyl-1-phenylpropan-2-ol Chemical compound CC(C)(O)CC1=CC=CC=C1 RIWRBSMFKVOJMN-UHFFFAOYSA-N 0.000 description 1
- UNIYDALVXFPINL-UHFFFAOYSA-N 3-(2-methylprop-2-enoyloxy)propylsilicon Chemical compound CC(=C)C(=O)OCCC[Si] UNIYDALVXFPINL-UHFFFAOYSA-N 0.000 description 1
- XDLMVUHYZWKMMD-UHFFFAOYSA-N 3-trimethoxysilylpropyl 2-methylprop-2-enoate Chemical compound CO[Si](OC)(OC)CCCOC(=O)C(C)=C XDLMVUHYZWKMMD-UHFFFAOYSA-N 0.000 description 1
- YMRDPCUYKKPMFC-UHFFFAOYSA-N 4-hydroxy-2,2,5,5-tetramethylhexan-3-one Chemical compound CC(C)(C)C(O)C(=O)C(C)(C)C YMRDPCUYKKPMFC-UHFFFAOYSA-N 0.000 description 1
- VOLRSQPSJGXRNJ-UHFFFAOYSA-N 4-nitrobenzyl bromide Chemical compound [O-][N+](=O)C1=CC=C(CBr)C=C1 VOLRSQPSJGXRNJ-UHFFFAOYSA-N 0.000 description 1
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-O Ammonium Chemical compound [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- 239000004342 Benzoyl peroxide Substances 0.000 description 1
- OMPJBNCRMGITSC-UHFFFAOYSA-N Benzoylperoxide Chemical compound C=1C=CC=CC=1C(=O)OOC(=O)C1=CC=CC=C1 OMPJBNCRMGITSC-UHFFFAOYSA-N 0.000 description 1
- 229930185605 Bisphenol Natural products 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- 239000004641 Diallyl-phthalate Substances 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical class S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- 229920003261 Durez Polymers 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 206010073306 Exposure to radiation Diseases 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- WOBHKFSMXKNTIM-UHFFFAOYSA-N Hydroxyethyl methacrylate Chemical compound CC(=C)C(=O)OCCO WOBHKFSMXKNTIM-UHFFFAOYSA-N 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- CNCOEDDPFOAUMB-UHFFFAOYSA-N N-Methylolacrylamide Chemical compound OCNC(=O)C=C CNCOEDDPFOAUMB-UHFFFAOYSA-N 0.000 description 1
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 1
- CAORDYFDRZFBKD-UHFFFAOYSA-K N.[F-].[F-].[F-].F.F.F.[Al+3] Chemical compound N.[F-].[F-].[F-].F.F.F.[Al+3] CAORDYFDRZFBKD-UHFFFAOYSA-K 0.000 description 1
- 239000006057 Non-nutritive feed additive Substances 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 241000220317 Rosa Species 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- BOTDANWDWHJENH-UHFFFAOYSA-N Tetraethyl orthosilicate Chemical compound CCO[Si](OCC)(OCC)OCC BOTDANWDWHJENH-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- DAKWPKUUDNSNPN-UHFFFAOYSA-N Trimethylolpropane triacrylate Chemical compound C=CC(=O)OCC(CC)(COC(=O)C=C)COC(=O)C=C DAKWPKUUDNSNPN-UHFFFAOYSA-N 0.000 description 1
- 239000012963 UV stabilizer Substances 0.000 description 1
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical class C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 1
- MCMNRKCIXSYSNV-UHFFFAOYSA-N ZrO2 Inorganic materials O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 1
- LFOXEOLGJPJZAA-UHFFFAOYSA-N [(2,6-dimethoxybenzoyl)-(2,4,4-trimethylpentyl)phosphoryl]-(2,6-dimethoxyphenyl)methanone Chemical compound COC1=CC=CC(OC)=C1C(=O)P(=O)(CC(C)CC(C)(C)C)C(=O)C1=C(OC)C=CC=C1OC LFOXEOLGJPJZAA-UHFFFAOYSA-N 0.000 description 1
- HVVWZTWDBSEWIH-UHFFFAOYSA-N [2-(hydroxymethyl)-3-prop-2-enoyloxy-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(CO)(COC(=O)C=C)COC(=O)C=C HVVWZTWDBSEWIH-UHFFFAOYSA-N 0.000 description 1
- APZPSKFMSWZPKL-UHFFFAOYSA-N [3-hydroxy-2,2-bis(hydroxymethyl)propyl] 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCC(CO)(CO)CO APZPSKFMSWZPKL-UHFFFAOYSA-N 0.000 description 1
- NNDGIEARKHXAEO-UHFFFAOYSA-J [F-].[F-].[F-].[F-].F.F.[Al+3].[K+] Chemical compound [F-].[F-].[F-].[F-].F.F.[Al+3].[K+] NNDGIEARKHXAEO-UHFFFAOYSA-J 0.000 description 1
- RUFZJUYWZZUTJE-UHFFFAOYSA-J [F-].[F-].[F-].[F-].F.F.[Na+].[Al+3] Chemical compound [F-].[F-].[F-].[F-].F.F.[Na+].[Al+3] RUFZJUYWZZUTJE-UHFFFAOYSA-J 0.000 description 1
- NOZAQBYNLKNDRT-UHFFFAOYSA-N [diacetyloxy(ethenyl)silyl] acetate Chemical compound CC(=O)O[Si](OC(C)=O)(OC(C)=O)C=C NOZAQBYNLKNDRT-UHFFFAOYSA-N 0.000 description 1
- 239000003082 abrasive agent Substances 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 229920006397 acrylic thermoplastic Polymers 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 229920003180 amino resin Polymers 0.000 description 1
- 239000003945 anionic surfactant Substances 0.000 description 1
- PYKYMHQGRFAEBM-UHFFFAOYSA-N anthraquinone Natural products CCC(=O)c1c(O)c2C(=O)C3C(C=CC=C3O)C(=O)c2cc1CC(=O)OC PYKYMHQGRFAEBM-UHFFFAOYSA-N 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000003491 array Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000013475 authorization Methods 0.000 description 1
- LHMRXAIRPKSGDE-UHFFFAOYSA-N benzo[a]anthracene-7,12-dione Chemical compound C1=CC2=CC=CC=C2C2=C1C(=O)C1=CC=CC=C1C2=O LHMRXAIRPKSGDE-UHFFFAOYSA-N 0.000 description 1
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical compound C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 description 1
- 239000012965 benzophenone Substances 0.000 description 1
- 235000019400 benzoyl peroxide Nutrition 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- CSXPRVTYIFRYPR-UHFFFAOYSA-N bis(ethenyl)-diethoxysilane Chemical compound CCO[Si](C=C)(C=C)OCC CSXPRVTYIFRYPR-UHFFFAOYSA-N 0.000 description 1
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 description 1
- FPODCVUTIPDRTE-UHFFFAOYSA-N bis(prop-2-enyl) hexanedioate Chemical compound C=CCOC(=O)CCCCC(=O)OCC=C FPODCVUTIPDRTE-UHFFFAOYSA-N 0.000 description 1
- MQDJYUACMFCOFT-UHFFFAOYSA-N bis[2-(1-hydroxycyclohexyl)phenyl]methanone Chemical compound C=1C=CC=C(C(=O)C=2C(=CC=CC=2)C2(O)CCCCC2)C=1C1(O)CCCCC1 MQDJYUACMFCOFT-UHFFFAOYSA-N 0.000 description 1
- 229910052797 bismuth Inorganic materials 0.000 description 1
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 description 1
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 1
- 239000004841 bisphenol A epoxy resin Substances 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- CJZGTCYPCWQAJB-UHFFFAOYSA-L calcium stearate Chemical compound [Ca+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O CJZGTCYPCWQAJB-UHFFFAOYSA-L 0.000 description 1
- 239000008116 calcium stearate Substances 0.000 description 1
- 235000013539 calcium stearate Nutrition 0.000 description 1
- 239000002775 capsule Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000007822 coupling agent Substances 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- XLJMAIOERFSOGZ-UHFFFAOYSA-M cyanate Chemical compound [O-]C#N XLJMAIOERFSOGZ-UHFFFAOYSA-M 0.000 description 1
- 150000001913 cyanates Chemical class 0.000 description 1
- 125000004386 diacrylate group Chemical group 0.000 description 1
- 238000007516 diamond turning Methods 0.000 description 1
- KTQYJQFGNYHXMB-UHFFFAOYSA-N dichloro(methyl)silicon Chemical compound C[Si](Cl)Cl KTQYJQFGNYHXMB-UHFFFAOYSA-N 0.000 description 1
- VTEHVUWHCBXMPI-UHFFFAOYSA-N dichloro-bis(prop-2-enyl)silane Chemical compound C=CC[Si](Cl)(Cl)CC=C VTEHVUWHCBXMPI-UHFFFAOYSA-N 0.000 description 1
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical class C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 1
- OLLFKUHHDPMQFR-UHFFFAOYSA-N dihydroxy(diphenyl)silane Chemical compound C=1C=CC=CC=1[Si](O)(O)C1=CC=CC=C1 OLLFKUHHDPMQFR-UHFFFAOYSA-N 0.000 description 1
- PBDDFKGMGASJHE-UHFFFAOYSA-N dimethoxy-methyl-(7-oxabicyclo[4.1.0]heptan-4-ylmethoxy)silane Chemical compound C1C(CO[Si](C)(OC)OC)CCC2OC21 PBDDFKGMGASJHE-UHFFFAOYSA-N 0.000 description 1
- YZEPTPHNQLPQIU-UHFFFAOYSA-M dimethyl-[2-(2-methylprop-2-enoyloxy)ethyl]-(3-trimethoxysilylpropyl)azanium;chloride Chemical compound [Cl-].CO[Si](OC)(OC)CCC[N+](C)(C)CCOC(=O)C(C)=C YZEPTPHNQLPQIU-UHFFFAOYSA-M 0.000 description 1
- LIKFHECYJZWXFJ-UHFFFAOYSA-N dimethyldichlorosilane Chemical compound C[Si](C)(Cl)Cl LIKFHECYJZWXFJ-UHFFFAOYSA-N 0.000 description 1
- RYEOCIUXFIZXNC-UHFFFAOYSA-L dipotassium;docosyl phosphate Chemical compound [K+].[K+].CCCCCCCCCCCCCCCCCCCCCCOP([O-])([O-])=O RYEOCIUXFIZXNC-UHFFFAOYSA-L 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 238000005323 electroforming Methods 0.000 description 1
- 230000005670 electromagnetic radiation Effects 0.000 description 1
- 239000005007 epoxy-phenolic resin Substances 0.000 description 1
- QBKVWLAQSQPTNL-UHFFFAOYSA-N ethyl 2-methylprop-2-enoate;styrene Chemical compound CCOC(=O)C(C)=C.C=CC1=CC=CC=C1 QBKVWLAQSQPTNL-UHFFFAOYSA-N 0.000 description 1
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical class OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- SBRXLTRZCJVAPH-UHFFFAOYSA-N ethyl(trimethoxy)silane Chemical compound CC[Si](OC)(OC)OC SBRXLTRZCJVAPH-UHFFFAOYSA-N 0.000 description 1
- 238000007765 extrusion coating Methods 0.000 description 1
- 239000004835 fabric adhesive Substances 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 235000013312 flour Nutrition 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- SLGWESQGEUXWJQ-UHFFFAOYSA-N formaldehyde;phenol Chemical compound O=C.OC1=CC=CC=C1 SLGWESQGEUXWJQ-UHFFFAOYSA-N 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000002223 garnet Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 150000002357 guanidines Chemical class 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- XMBWDFGMSWQBCA-UHFFFAOYSA-N hydrogen iodide Chemical class I XMBWDFGMSWQBCA-UHFFFAOYSA-N 0.000 description 1
- 150000002484 inorganic compounds Chemical class 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- LDHQCZJRKDOVOX-IHWYPQMZSA-N isocrotonic acid Chemical compound C\C=C/C(O)=O LDHQCZJRKDOVOX-IHWYPQMZSA-N 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 239000011133 lead Substances 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 229910001629 magnesium chloride Inorganic materials 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 239000004579 marble Substances 0.000 description 1
- 229910052976 metal sulfide Inorganic materials 0.000 description 1
- 125000005641 methacryl group Chemical group 0.000 description 1
- 239000005055 methyl trichlorosilane Substances 0.000 description 1
- 239000005048 methyldichlorosilane Substances 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- JLUFWMXJHAVVNN-UHFFFAOYSA-N methyltrichlorosilane Chemical compound C[Si](Cl)(Cl)Cl JLUFWMXJHAVVNN-UHFFFAOYSA-N 0.000 description 1
- BFXIKLCIZHOAAZ-UHFFFAOYSA-N methyltrimethoxysilane Chemical compound CO[Si](C)(OC)OC BFXIKLCIZHOAAZ-UHFFFAOYSA-N 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 235000010755 mineral Nutrition 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 239000002480 mineral oil Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229940088644 n,n-dimethylacrylamide Drugs 0.000 description 1
- YLGYACDQVQQZSW-UHFFFAOYSA-N n,n-dimethylprop-2-enamide Chemical compound CN(C)C(=O)C=C YLGYACDQVQQZSW-UHFFFAOYSA-N 0.000 description 1
- FOGSDLLFGSNQCW-UHFFFAOYSA-N n-[(prop-2-enoylamino)methoxymethyl]prop-2-enamide Chemical compound C=CC(=O)NCOCNC(=O)C=C FOGSDLLFGSNQCW-UHFFFAOYSA-N 0.000 description 1
- YPHQUSNPXDGUHL-UHFFFAOYSA-N n-methylprop-2-enamide Chemical compound CNC(=O)C=C YPHQUSNPXDGUHL-UHFFFAOYSA-N 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 125000004433 nitrogen atom Chemical group N* 0.000 description 1
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 1
- 239000002736 nonionic surfactant Substances 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 229920000620 organic polymer Polymers 0.000 description 1
- 150000002898 organic sulfur compounds Chemical class 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 125000004430 oxygen atom Chemical group O* 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- 239000005054 phenyltrichlorosilane Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 150000003014 phosphoric acid esters Chemical class 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 239000004848 polyfunctional curative Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000013047 polymeric layer Substances 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- HJWLCRVIBGQPNF-UHFFFAOYSA-N prop-2-enylbenzene Chemical compound C=CCC1=CC=CC=C1 HJWLCRVIBGQPNF-UHFFFAOYSA-N 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 239000006254 rheological additive Substances 0.000 description 1
- 238000007142 ring opening reaction Methods 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 150000004756 silanes Chemical class 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 230000003595 spectral effect Effects 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 239000000375 suspending agent Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- ISXSCDLOGDJUNJ-UHFFFAOYSA-N tert-butyl prop-2-enoate Chemical compound CC(C)(C)OC(=O)C=C ISXSCDLOGDJUNJ-UHFFFAOYSA-N 0.000 description 1
- LFQCEHFDDXELDD-UHFFFAOYSA-N tetramethyl orthosilicate Chemical compound CO[Si](OC)(OC)OC LFQCEHFDDXELDD-UHFFFAOYSA-N 0.000 description 1
- 238000001029 thermal curing Methods 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- 150000003608 titanium Chemical class 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- ZOYFEXPFPVDYIS-UHFFFAOYSA-N trichloro(ethyl)silane Chemical compound CC[Si](Cl)(Cl)Cl ZOYFEXPFPVDYIS-UHFFFAOYSA-N 0.000 description 1
- KWDQAHIRKOXFAV-UHFFFAOYSA-N trichloro(pentyl)silane Chemical compound CCCCC[Si](Cl)(Cl)Cl KWDQAHIRKOXFAV-UHFFFAOYSA-N 0.000 description 1
- ORVMIVQULIKXCP-UHFFFAOYSA-N trichloro(phenyl)silane Chemical compound Cl[Si](Cl)(Cl)C1=CC=CC=C1 ORVMIVQULIKXCP-UHFFFAOYSA-N 0.000 description 1
- FYUZFGQCEXHZQV-UHFFFAOYSA-N triethoxy(hydroxy)silane Chemical compound CCO[Si](O)(OCC)OCC FYUZFGQCEXHZQV-UHFFFAOYSA-N 0.000 description 1
- CPUDPFPXCZDNGI-UHFFFAOYSA-N triethoxy(methyl)silane Chemical compound CCO[Si](C)(OCC)OCC CPUDPFPXCZDNGI-UHFFFAOYSA-N 0.000 description 1
- FHVAUDREWWXPRW-UHFFFAOYSA-N triethoxy(pentyl)silane Chemical compound CCCCC[Si](OCC)(OCC)OCC FHVAUDREWWXPRW-UHFFFAOYSA-N 0.000 description 1
- JCVQKRGIASEUKR-UHFFFAOYSA-N triethoxy(phenyl)silane Chemical compound CCO[Si](OCC)(OCC)C1=CC=CC=C1 JCVQKRGIASEUKR-UHFFFAOYSA-N 0.000 description 1
- UMFJXASDGBJDEB-UHFFFAOYSA-N triethoxy(prop-2-enyl)silane Chemical compound CCO[Si](CC=C)(OCC)OCC UMFJXASDGBJDEB-UHFFFAOYSA-N 0.000 description 1
- QQQSFSZALRVCSZ-UHFFFAOYSA-N triethoxysilane Chemical compound CCO[SiH](OCC)OCC QQQSFSZALRVCSZ-UHFFFAOYSA-N 0.000 description 1
- HQYALQRYBUJWDH-UHFFFAOYSA-N trimethoxy(propyl)silane Chemical compound CCC[Si](OC)(OC)OC HQYALQRYBUJWDH-UHFFFAOYSA-N 0.000 description 1
- YUYCVXFAYWRXLS-UHFFFAOYSA-N trimethoxysilane Chemical compound CO[SiH](OC)OC YUYCVXFAYWRXLS-UHFFFAOYSA-N 0.000 description 1
- 229940096522 trimethylolpropane triacrylate Drugs 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N urea group Chemical group NC(=O)N XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 239000000080 wetting agent Substances 0.000 description 1
- 210000002517 zygapophyseal joint Anatomy 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/001—Manufacture of flexible abrasive materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D7/00—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting otherwise than only by their periphery, e.g. by the front face; Bushings or mountings therefor
- B24D7/18—Wheels of special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/02—Backings, e.g. foils, webs, mesh fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
- B24D18/0009—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for using moulds or presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D7/00—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting otherwise than only by their periphery, e.g. by the front face; Bushings or mountings therefor
- B24D7/06—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting otherwise than only by their periphery, e.g. by the front face; Bushings or mountings therefor with inserted abrasive blocks, e.g. segmental
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1409—Abrasive particles per se
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1436—Composite particles, e.g. coated particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D2203/00—Tool surfaces formed with a pattern
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Composite Materials (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Abstract
artigos abrasivos estruturados e seus métodos de uso artigos abrasivos estruturados incluem compósitos abrasivos moldados afixados ao suporte. os compósitos abrasivos moldados incluem grãos abrasivos dispersos em uma matriz aglutinante. os compósitos abrasivos moldados incluem uma superfície de fundo e uma superfície de topo oposta e que não entra em contato com a superfície de fundo e, ao menos três paredes laterais que encostam nas superfícies de fundo e de topo e em duas outras paredes laterais. em uma modalidade, ao menos duas cúspides são formadas pela superfície de topo e pelas paredes laterais individuais. em uma outra modalidade, a superfície de topo inclui ao menos duas facetas triangulares que entram em contato com ao menos duas paredes laterais respectivas e ao menos duas cúspides. a superfície de topo inclui ao menos uma porção interior rebaixada mais próxima das cúspides do que a superfície de fundo. métodos de abrasão de uma peça de trabalho usando o artigo abrasivo estruturado também são revelados.
Description
[001]A presente revelação refere-se amplamente a artigos abrasivos revestidos e métodos de uso dos mesmos.
[002]Artigos abrasivos estruturados são um tipo específico de artigo abrasivo revestido que tem uma pluralidade de compósitos abrasivos moldados afixados a uma superfície principal de um suporte. Cada compósito abrasivo moldado tem uma superfície de fundo em contato com o suporte e uma extremidade distal que se estende para fora a partir do suporte. Os compósitos abrasivos moldados compreendem partículas dispersas em uma matriz aglutinante, tipicamente incluindo um polímero orgânico reticulado. Os compósitos abrasivos moldados são geralmente dispostos em uma formação. Em uma configuração comum de um artigo abrasivo estruturado, os compósitos abrasivos moldados são piramidais (por exemplo, piramidal tetraedro ou quadrado).
[003]Tradicionalmente, produtos abrasivos estruturados como, por exemplo, os disponíveis como TRIZACT STRUCTURED ABRASIVE junto à empresa 3M de St. Paul, Minnesota, EUA, têm utilizado compósitos abrasivos piramidais. As pirâmides são tipicamente usadas por várias razões, nem todas elas com base no desempenho da abrasão. Por exemplo, as pirâmides são um formato fácil de produzir no ferramental utilizado na fabricação dos produtos abrasivos estruturados. Além disso, durante a fabricação, o ferramental é tipicamente relativamente fácil de ser enchido com pasta fluida curável e separado do artigo abrasivo estruturado após a cura, quando as pirâmides são usadas.
[004]Uma característica dos compósitos abrasivos piramidais é uma mudança na área de suporte de carga a partir das superfícies de topo dos compósitos moldados para as suas superfícies de fundo, conforme elas se desgastam durante a utilização. Inicialmente, o desgaste é bastante rápido. Com o uso contínuo, a área do suporte de carga aumenta até atingir um ponto além do qual já não se rompe mais e interrompe a abrasão de modo eficiente. Isso normalmente ocorre quando a área de suporte de carga está na faixa de 50 a 70 porcento da área de superfície de trabalho abrasivo. Na prática, isso tem limitado o tempo de vida útil dos artigos abrasivos estruturados que incorporam elementos em formato piramidal.
[005]A utilização de modelos alternativos para os compósitos abrasivos moldados para superar este problema é descrita na Patente U.S. n° 8.425.278 B2 (Culler et al.). Nessa abordagem, cúspides foram formadas nas interseções das paredes laterais e em uma superfície de trituração que incluía uma característica rebaixada. No entanto, na prática, problemas com o preenchimento das cavidades do molde na ferramenta de produção pode resultar em cúspides malformadas, reduzindo assim a confiabilidade do desempenho de abrasão do artigo abrasivo estruturado resultante ou na produtividade de fabricação.
[006]Consequentemente, continua a haver uma necessidade por artigos abrasivos estruturados que proporcionam propriedades de abrasão superiores para artigos abrasivos estruturados com compósitos abrasivos piramidais, ao mesmo tempo superando os problemas associados ao preenchimento com os compósitos abrasivos moldados descritos na patente U.S. n° 8.425.278 B2 (Culler et al.).
[007]Em um aspecto, a presente revelação apresenta um artigo abrasivo estruturado que compreende: um suporte com primeira e segunda superfícies principais opostas; compósitos abrasivos moldados afixados à primeira superfície principal, em que os compósitos abrasivos precisamente moldados compreendem grãos abrasivos dispersos em uma matriz aglutinante e, em que ao menos alguns dos compósitos abrasivos moldados compreendem independentemente: uma superfície de fundo; uma superfície de topo oposta e que não entra em contato com a superfície de fundo, em que a superfície de topo compreende ao menos uma porção interior rebaixada; n paredes laterais, em que n representa um número inteiro maior ou igual a três, sendo que cada uma das n paredes laterais encosta na superfície de fundo e na superfície de topo e, em que cada uma das n paredes laterais encosta em duas outras das n paredes laterais; e ao menos duas cúspides formadas pela superfície de topo e as respectivas cúspides diferentes das n paredes laterais, em que a ao menos uma porção interior rebaixada está mais próxima da superfície de fundo do que as ditas ao menos duas cúspides.
[008]Em um outro aspecto, a presente revelação fornece um artigo abrasivo estruturado compreendendo: um suporte com primeira e segunda superfícies principais opostas; compósitos abrasivos moldados afixados à primeira superfície principal, em que os compósitos abrasivos precisamente moldados compreendem grãos abrasivos dispersos em uma matriz aglutinante e, em que ao menos alguns dos compósitos abrasivos moldados compreendem independentemente: uma superfície de fundo; uma superfície de topo oposta e que não entra em contato com uma superfície de fundo, em que a superfície de topo compreende ao menos uma porção interior rebaixada e ao menos duas facetas triangulares; n paredes laterais, em que n representa um número inteiro maior ou igual a três, em que cada uma das n paredes laterais se encosta tanto na superfície de fundo como na superfície de topo e em que cada uma das n paredes laterais encosta nas duas outras das n paredes laterais, em que cada uma das ao menos duas facetas triangulares encosta em uma parede respectiva diferente das n paredes laterais; e ao menos duas cúspides formadas em parte por ao menos duas das ditas ao menos duas facetas triangulares, em que a ao menos uma porção interior rebaixada está mais próxima da superfície de fundo do que as ditas ao menos duas cúspides.
[009]Vantajosamente, partículas abrasivas estruturadas de acordo com a presente revelação podem apresentar um preenchimento mais completo de cavidades do molde durante a fabricação do que as partículas abrasivas estruturadas que têm cúspides localizadas nos cantos dos compósitos abrasivos moldados. Isso resulta em maior produtividade da fabricação e/ou confiabilidade do artigo abrasivo estruturado.
[010]Os artigos abrasivos estruturados de acordo com a presente revelação são úteis para a abrasão de uma peça de trabalho. Consequentemente, em um outro aspecto, a presente revelação fornece um método de abrasão de uma peça de trabalho; o método compreende: colocar ao menos uma porção da camada abrasiva de um artigo abrasivo estruturado, de acordo com a presente revelação, em contato por atrito com uma superfície da peça de trabalho; e mover ao menos uma entre a peça de trabalho ou a camada abrasiva, uma em relação à outra, para fazer a abrasão de ao menos uma porção da superfície da peça de trabalho.
[011]Como usado aqui, o termo “cúspide” refere-se a um ponto ou crista (de preferência um ponto) que tem uma altura em relação à base que representa um local máximo da superfície de topo.
[012]Como usado aqui, o termo “superfície de topo” refere-se à superfície oposta à superfície de fundo do compósito abrasivo moldado de modo individual e não à superfície exposta da camada abrasiva como um todo, para a qual o termo “superfície de trabalho” será usado.
[013]Como usado aqui, o termo “compósito abrasivo precisamente moldado” refere-se a um compósito abrasivo moldado formado por um processo no qual ele é formado pela cura, ao menos parcial, de uma pasta fluida que reside em uma cavidade em um molde antes de ser removida do molde, de modo que o compósito abrasivo resultante replique substancialmente o acabamento da superfície e/ou o formato da cavidade.
[014]As características e vantagens da presente revelação serão compreendidas adicionalmente considerando-se a descrição detalhada e também as reivindicações em anexo.
[015]A figura 1 é uma vista esquemática em perspectiva de um artigo abrasivo estruturado exemplificador 100 de acordo com a presente revelação.
[016]A figura 1A é uma vista esquemática em perspectiva de um compósito abrasivo precisamente moldado 135.
[017]A figura 1B é uma vista de topo esquemática de um compósito abrasivo precisamente moldado 135.
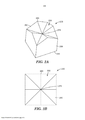
[018]A figura 2A é uma vista esquemática em perspectiva de um compósito abrasivo moldado 235.
[019]A figura 2B é uma vista de topo esquemática de um compósito abrasivo moldado 235.
[020]A figura 3A é uma vista esquemática em perspectiva de um compósito abrasivo moldado 335.
[021]A figura 3B é uma vista de topo esquemática de um compósito abrasivo moldado 335.
[022]A figura 4A é uma vista esquemática em perspectiva de um compósito abrasivo moldado 435.
[023]A figura 4B é uma vista de topo esquemática de um compósito abrasivo moldado 435.
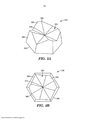
[024]A figura 5A é uma vista esquemática em perspectiva de um compósito abrasivo moldado 535.
[025]A figura 5B é uma vista de topo esquemática de um compósito abrasivo moldado 535.
[026]A figura 6 é uma vista esquemática em perspectiva do artigo abrasivo estruturado exemplificador 600 de acordo com a presente revelação.
[027]A figura 6A é uma vista esquemática em perspectiva de um compósito abrasivo moldado 635.
[028]A figura 6B é uma vista de topo esquemática de um compósito abrasivo moldado 635.
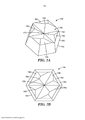
[029]A figura 7A é uma vista esquemática em perspectiva de um compósito abrasivo moldado 735.
[030]A figura 7B é uma vista de topo esquemática de um compósito abrasivo moldado 735.
[031]A figura 8 é um micrógrafo digital do disco abrasivo estruturado preparado no Exemplo 1.
[032]A figura 9 é um micrógrafo digital do disco abrasivo estruturado preparado no Exemplo Comparativo A.
[033]Nas figuras que representam os compósitos abrasivos moldados, todas as superfícies (incluindo as de fundo, paredes laterais e facetas), com exceção das superfícies de topo são planas, a menos que claramente indicado o contrário. O uso repetido de caracteres de referência no relatório descritivo e nos desenhos destina-se a representar características ou elementos iguais ou análogos da revelação. Deve-se compreender que várias outras modificações e modalidades podem ser desenvolvidas pelos versados na técnica, que se inserem no escopo e espírito dos princípios da revelação. As figuras podem não estar desenhadas em escala.
[034]Com relação agora à figura 1, um artigo abrasivo estruturado exemplificador 100 compreende um suporte 110 que tem respectivas primeira e segunda superfícies principais 115, 117. A camada abrasiva 130 entra em contato e é afixada à primeira superfície principal 115. A camada abrasiva 130 compreende uma pluralidade de compósitos abrasivos precisamente moldados 135. A camada de interface de fixação opcional 145 é afixada à segunda superfície principal 117 por meio da camada adesiva opcional 170.
[035]Com referência agora às figuras 1A e 1B, o compósito abrasivo precisamente moldado individual 135 compreende partículas abrasivas 137 dispersas na matriz aglutinante 138. O compósito abrasivo precisamente moldado 135 compreende superfície plana de fundo 140 disposta sobre e firmemente afixada à primeira superfície principal 115 do suporte 110. A superfície de topo 150 é oposta e não entra em contato com a superfície de fundo 140. A superfície de topo 150 compreende a porção interior rebaixada 175. Em conjunto, as seis paredes laterais 160, a superfície de fundo 140 e a superfície de topo 150 definem a totalidade da superfície do compósito abrasivo precisamente moldado 135. Cada uma das seis paredes laterais 160 encosta na superfície de fundo 140, na superfície de topo 150, e nas duas outras das paredes laterais 160. Seis cúspides 165 são formadas pela superfície de topo e cada uma das respectivas paredes laterais 160. A porção rebaixada interior 175 é mais próxima da superfície de fundo 140 do que as cúspides 165. A superfície de topo 150 é composta por doze facetas 180.
[036]Outros formatos para os compósitos abrasivos moldados também podem ser usados em vez ou além dos compósitos abrasivos precisamente moldados 135.
[037]Uma outra modalidade de compósito abrasivo moldado adequadamente é mostrada nas figuras 2A e 2B. Com referência agora às figuras 2A e 2B, o compósito abrasivo precisamente moldado 235 compreende a superfície de topo 250 oposta e que não está em contato com a superfície de fundo 240. A superfície de topo 250 compreende a porção interior rebaixada 275. Em conjunto, as quatro paredes laterais 260, a superfície de fundo 240 e a superfície de topo 250 definem a totalidade da superfície do compósito abrasivo moldado 235. Cada uma das paredes laterais 260 encosta na superfície de fundo 240, na superfície de topo 250 e nas duas outras das paredes laterais 260. Quatro cúspides 265 são formadas pela superfície de topo 250 e cada uma das respectivas paredes laterais 260. A porção rebaixada interior 275 é mais próxima da superfície de fundo 240 do que as cúspides 265. A superfície de topo 250 é composta por oito facetas 280.
[038]Ainda uma outra modalidade de compósito abrasivo moldado adequadamente é mostrada nas figuras 3A e 3B. Com referência agora às figuras 3A e 3B, o compósito abrasivo precisamente moldado 335 compreende a superfície de topo 350 oposta e que não está em contato com a superfície de fundo 340. A superfície de topo 350 compreende a porção interior rebaixada 375. Em conjunto, as seis paredes laterais 360, a superfície de fundo 340 e a superfície de topo 350 definem a totalidade da superfície do compósito abrasivo moldado 335. Cada uma das paredes laterais 360 encosta na superfície de fundo 340, na superfície de topo 350 e nas duas outras das paredes laterais 360. Quatro cúspides 365 são formadas pela superfície de topo 350 e cada uma das respectivas paredes laterais 360. A porção rebaixada interior 375 é mais próxima da superfície de fundo 340 do que as cúspides 365. A superfície de topo 350 é composta por oito facetas 380.
[039]Ainda uma outra modalidade de compósito abrasivo moldado adequadamente é mostrada nas figuras 4A e 4B. Com referência agora às figuras 4A e 4B, o compósito abrasivo precisamente moldado 435 compreende a superfície de topo 450 oposta e que não está em contato com a superfície de fundo 440. A superfície de topo 450 compreende a porção interior rebaixada 475. Em conjunto, as cinco paredes laterais 460, a superfície de fundo 440 e a superfície de topo 450 definem a totalidade da superfície do compósito abrasivo moldado 435. Cada uma das paredes laterais 460 encosta na superfície de fundo 440, na superfície de topo 450 e nas duas outras das paredes laterais 460. Cada uma das seis cúspides 465 é formada pela superfície de topo 450 e uma parede lateral 460 (duas cúspides por parede lateral). A porção rebaixada interior 475 é mais próxima da superfície de fundo 440 do que as cúspides 465. A superfície de topo 450 é composta por doze facetas 480.
[040]Ainda uma outra modalidade de compósito abrasivo moldado adequadamente é mostrada nas figuras 5A e 5B. Com referência agora às figuras 5A e 5B, o compósito abrasivo precisamente moldado 535 compreende a superfície de topo 550 oposta e que não está em contato com a superfície de fundo 540. A superfície de topo 550 compreende a porção interior rebaixada 575. Em conjunto, as cinco paredes laterais 560, a superfície de fundo 540 e a superfície de topo 550 definem a totalidade da superfície do compósito abrasivo moldado 535. Cada uma das paredes laterais 560 encosta na superfície de fundo 540, na superfície de topo 550 e nas duas outras das paredes laterais 560. Cada uma das dez cúspides 565 é formada pela superfície de topo 550 e uma parede lateral 560 (duas cúspides por parede lateral). A porção rebaixada interior 575 é mais próxima da superfície de fundo 540 do que as cúspides 565. A superfície de topo 550 é composta por vinte facetas 580.
[041]Com referência agora à figura 6, um outro artigo abrasivo estruturado exemplificador 600 compreende um suporte 110 que tem respectivas primeira e segunda superfícies principais 115, 117. A camada abrasiva 630 entra em contato e é afixada à primeira superfície principal 115. A camada abrasiva 630 compreende uma pluralidade de compósitos abrasivos precisamente moldados 635. A camada de interface de fixação opcional 145 é afixada à segunda superfície principal 117 por meio da camada adesiva opcional 170. Com referência agora à figura 6A, compósitos abrasivos precisamente moldados 635 compreendem a superfície de fundo 640 disposta e firmemente afixada à primeira superfície principal 115 do suporte 110.
[042]Com referência agora às figuras 6A e 6B, o compósito abrasivo precisamente moldado 635 compreende partículas abrasivas 137 dispersas na matriz aglutinante 138. O compósito abrasivo moldado 635 compreende a superfície de fundo 640 e a superfície de topo 650 oposta e não em contato com a superfície 640. A superfície de topo 650 compreende a porção interior rebaixada 675. Em conjunto com as seis paredes laterais 660, a superfície de fundo 640 e a superfície de topo 650 definem a totalidade da superfície do compósito abrasivo precisamente moldado 635. Cada uma das seis paredes laterais 660 encosta na superfície de fundo 640, na superfície de topo 650 e nas duas outras das paredes laterais 660. A superfície de topo 650 compreende seis facetas triangulares 682 e doze facetas não triangulares 684. Cada faceta triangular 682 encosta em diferentes paredes laterais 660. As cúspides 665 são parcialmente formadas pelas respectivas facetas triangulares 682 e fazem parte da superfície de topo 650. A porção rebaixada interior 675 é mais próxima da superfície de fundo 640 do que as cúspides 665. A superfície de topo 650 é composta por dezoito facetas 680.
[043]Uma outra modalidade desse tipo geral de compósito abrasivo moldado é mostrada nas figuras 7A e 7B. Com referência agora às figuras 7A e 7B, o compósito abrasivo moldado 735 compreende a superfície de fundo 740 e a superfície de topo 750 oposta e não em contato com a superfície de fundo 740. A superfície de topo 750 compreende a porção interior rebaixada 775. Em conjunto com as seis paredes laterais 760, a superfície de fundo 740 e a superfície de topo 750 definem a totalidade da superfície do compósito abrasivo moldado 735. Cada uma das seis paredes laterais 760 encosta na superfície de fundo 740, na superfície de topo 750 e nas duas outras das paredes laterais 760. A superfície de topo 750 compreende seis facetas triangulares 782 e dez facetas não triangulares. Cada faceta triangular 782 encosta em diferentes paredes laterais 760. Quatro cúspides 765 são parcialmente formadas pelas respectivas facetas triangulares 782 e fazem parte da superfície de topo 750. A porção rebaixada interior é mais próxima da superfície de fundo 740 do que as cúspides 765. A superfície de topo 750 é composta por quatorze facetas 780.
[044]Os compósitos abrasivos moldados serão agora descritos com mais detalhe.
[045]A superfície de fundo, a qual é, de preferência, plana, pode ter qualquer formato, como, por exemplo, um polígono. Por exemplo, pode ser triangular, quadrada, retangular ou hexagonal, e pode ser de formato regular ou irregular. As paredes laterais estendem-se para cima a partir da superfície de fundo. As paredes laterais podem compreender porções planas e/ou curvas, mas são, de preferência, planas. As paredes laterais adjacentes compartilham uma aresta comum. As paredes laterais individuais podem ser verticais (isto é, formando um ângulo diedro de 90 graus com a superfície de fundo) ou podem ser inclinadas para dentro, de modo que as paredes laterais, independentemente, formem ângulos diedros com a superfície de fundo de menos de 90 graus.
[046]Cada um dos compósitos abrasivos moldados tem uma superfície de topo que não está em contato com a superfície de fundo. A superfície de topo está delimitada pelas paredes laterais e não entra em contato com a superfície de fundo. A superfície de topo inclui ao menos duas cúspides e ao menos uma porção rebaixada interna. Em algumas modalidades, o número de cúspides e o número de paredes laterais é o mesmo, embora o número de cúspides em contato com a superfície de topo possa ser maior ou menor do que o número de paredes laterais. Em algumas modalidades, o número de paredes laterais é de 4, 5, 6, 7, 8 ou mais. De preferência, o número de paredes laterais é um número par (por exemplo, 4 ou 6). Em várias modalidades, o número de cúspides é de 2, 3, 4, 5, 6, 7, 8 ou mais. Em algumas modalidades, duas ou mais cúspides (por exemplo, 2, 3 ou 4 cúspides) podem ser parcialmente formadas por uma única das paredes laterais.
[047]Em algumas modalidades, ao menos duas, ao menos três, ao menos quatro, ao menos 5, ao menos 6, ou mesmo, ao menos n cúspides podem ser parcialmente formadas pelas respectivas n paredes laterais diferentes e a superfície de topo. Por exemplo, ao menos algumas (por exemplo, todas ou menos que todas as cúspides) podem ser formadas pela superfície de topo e respectivas paredes laterais diferentes (ou seja, uma primeira cúspide da primeira parede lateral e a superfície de topo, uma cúspide do segunda parede lateral e a superfície de topo, etc.).
[048]Exemplos de suportes úteis incluem filmes, espumas (de célula aberta ou célula fechada), papéis, folhas metálicas e tecidos. O suporte pode ser, por exemplo, um filme termoplástico que inclui um polímero termoplástico, o qual pode conter vários aditivos. Exemplos de aditivos adequados incluem corantes, elementos auxiliares ao processamento, fibras de reforço, estabilizantes de calor, estabilizantes UV e antioxidantes. Exemplos de enchimentos úteis incluem argilas, carbonato de cálcio, cápsulas de vidro, talco, mica, farinha de madeira; e negro de fumo. O suporte pode ser um filme compósito, por exemplo, um filme coextrudado tendo duas ou mais camadas distintas.
[049]Polímeros termoplásticos adequados incluem, por exemplo, poliolefinas (por exemplo, polietileno e polipropileno), poliésteres (por exemplo, tereftalato de polietileno), poliamidas (por exemplo, náilon-6 e náilon-6,6), poli- imidas, policarbonatos, misturas e combinações dos mesmos.
[050]Tipicamente, a espessura média do suporte está em uma faixa de ao menos 25 mícrons (1 mil) a 2,5 mm (100 mils), embora também possam ser usadas espessuras fora dessa faixa.
[051]A camada abrasiva compreende compósitos abrasivos moldados, cada um compreendendo partículas abrasivas dispersas num aglutinante polimérico. A camada abrasiva estruturada pode ser contínua ou descontínua, por exemplo, pode ter regiões desprovidas de compósitos abrasivos moldados. Tipicamente, os compósitos abrasivos moldados são dispostos sobre a camada de suporte de acordo com um padrão ou disposição predeterminada, embora isso não seja um requisito. Os compósitos abrasivos moldados podem ter formatos e/ou tamanhos substancialmente idênticos ou uma mistura de vários formatos e/ou tamanhos. Tipicamente, essencialmente todos os compósitos abrasivos formados na camada abrasiva têm o mesmo tamanho e formato, o que permite tolerâncias na fabricação (por exemplo, em relação a porções faltantes de alguns compósitos abrasivos moldados ou de excesso de material que pode estar presente), apesar de diferentes formatos e tamanhos também serem permitidos.
[052]Em modalidades preferenciais, os compósitos abrasivos moldados são compósitos abrasivos “precisamente moldados”, embora isso não seja um requisito. Isso significa que os compósitos abrasivos precisamente moldados são definidos por lados relativamente lisos que são delimitados e unidos por bordas bem definidas tendo comprimentos distintos com pontos extremos distintos definidos pelas interseções dos vários lados. Os termos “delimitado” e “limite” referem-se às superfícies e bordas expostas de cada compósito que delimitam e definem o formato real tridimensional de cada compósito abrasivo precisamente moldado. Esses limites são prontamente visíveis e discerníveis quando o corte transversal de um artigo abrasivo é visualizado através de um microscópio eletrônico de varredura. Esses limites separam e distinguem um compósito abrasivo precisamente moldado de outro, mesmo se os compósitos encostarem uns nos outros ao longo de uma borda comum em suas superfícies de fundo. Por comparação, em um compósito abrasivo precisamente moldado que não tem um formato preciso, os limites e bordas não são bem definidos (por exemplo, onde o compósito abrasivo cede antes da conclusão de sua cura).
[053]A camada abrasiva compreende compósitos abrasivos moldados, preferencialmente incluindo ao menos alguns compósitos abrasivos precisamente moldados, embora isso não seja um requisito. Ao menos alguns dos compósitos abrasivos compreendem uma superfície de fundo, paredes e uma superfície de topo compreendendo cúspides e facetas. Em algumas modalidades, o número de facetas é o dobro do número de cúspides. Em algumas modalidades, os compósitos abrasivos moldados têm substancialmente o mesmo tamanho e formato, embora possam ser diferentes. As paredes dos compósitos abrasivos moldados individuais podem ter o mesmo tamanho e/ou formato, embora possam ser diferentes. As facetas dos compósitos abrasivos moldados individuais podem ter o mesmo tamanho e/ou formato, embora possam ser diferentes. As cúspides dos compósitos abrasivos moldados individuais podem ter o mesmo tamanho e/ou formato, embora possam ser diferentes. As cúspides de compósitos abrasivos moldados individuais podem ser equidistantes a partir da superfície de fundo, ou podem ter alturas diferentes. Em algumas modalidades, podem ter tamanhos e formas diferentes.
[054]As paredes podem ser inclinadas de modo a que o ângulo de diedro, formado por qualquer determinada parede e pela superfície de fundo se situe na faixa de cerca de 20 a 90 graus, tipicamente na faixa de cerca de 80 a 87 graus, mais tipicamente na faixa de cerca de 83 a 85 graus, embora também possam ser utilizados outros ângulos.
[055]Do mesmo modo, as facetas em contato com as cúspides adjacentes podem definir os ângulos de diedro independentemente em uma faixa de 120 a 135 graus, mais tipicamente de 125 a 130 graus, embora possam ser utilizados outros ângulos.
[056]Em algumas modalidades, os compósitos abrasivos moldados na camada abrasiva consistem essencialmente (isto é, que não sejam formatos devido a defeitos de fabricação) nos compósitos abrasivos moldados descritos acima. Como usado aqui, o termo “defeito de fabricação” refere-se a uma depressão não intencional, vácuo, ou bolha na forma da superfície do compósito abrasivo moldado que geralmente varia na localização e/ou no tamanho de um compósito abrasivo moldado para o outro. Examinando a forma geral e o padrão de muitos compósitos abrasivos moldados no artigo abrasivo, os defeitos dos compósitos abrasivos moldados são facilmente perceptíveis quando se compara os compósitos abrasivos moldados individuais na camada abrasiva.
[057]De um modo vantajoso, os compósitos abrasivos moldados construídos como acima mencionado podem ser formados de modo que apresentem alteração mínima da área de suporte de carga, depois de um período de utilização inicial, enquanto simultaneamente, fornecem pontos e bordas (cúspides e cristas de junção de facetas) abrasivos suficientes de modo que um grau suficiente de corte inicial também seja atingido. Sem ater-se à teoria, os presentes inventores acreditam que o desgaste das cúspides relativamente fracas é desejável na medida em que expõe o mineral na superfície de topo que, de outra forma seria coberto por uma camada de aglutinante polimérico, contribuindo, assim, para o desempenho inicial de corte. Assim, se os compósitos abrasivos moldados tivessem topos planos, um corte inicial ruim seria esperado.
[058]Os compósitos abrasivos moldados supracitados podem ser combinados com compósitos abrasivos que têm formatos diferentes. Exemplos incluem pirâmides (por exemplo, pirâmides de três lados ou pirâmides de quatro lados), prismas e hastes.
[059]Os compósitos abrasivos moldados podem compreender uma disposição compactada fechada (close packed array); no entanto, descobriu-se atualmente que, ao separar os compósitos abrasivos moldados, é possível controlar a área de suporte de carga do artigo abrasivo estruturado. Como usado aqui, o termo “área de suporte de carga”, expressa como uma porcentagem, refere- se à área combinada de todas as superfícies de fundo de todos os compósitos abrasivos moldados dividida pela área total da primeira superfície do suporte. Tipicamente, a área de suporte de carga se situa na faixa de 10 a 100 porcento, mais tipicamente na faixa de 15 a 60 porcento e, ainda mais tipicamente, na faixa de 20 a 50 porcento, embora isso não seja um requisito. Áreas de suporte de carga de menos de 100 porcento podem ser obtidas, por exemplo, através da inclusão de canaletas entre os compósitos abrasivos moldados individuais ou entre as disposições compactadas fechadas dos compósitos abrasivos moldados.
[060]Para aplicações de acabamento fino, a altura dos compósitos abrasivos moldados é geralmente maior ou igual a um mícron e menor ou igual a 510 mícrons (20 mils); por exemplo, menor que 380 mícrons (15 mils), 250 mícrons (10 mils), 130 mícrons (5 mils), 50 mícrons (2 mils), ou mesmo menor que 25 mícrons (um mil), embora alturas maiores e menores também possam ser usadas.
[061]Para aplicações de acabamento fino, a densidade de área dos compósitos abrasivos moldados na camada abrasiva situa-se tipicamente na faixa de ao menos 150, 1.500 ou mesmo 7.800 compósitos abrasivos por centímetro quadrado (por exemplo, ao menos 1000, 10.000, ou mesmo ao menos 20.000 compósitos abrasivos moldados por polegada quadrada) até e incluindo 7.800, 11.000 ou mesmo tanto quanto 15.000 compósitos abrasivos moldados por centímetro quadrado (50.000, 70.000 ou mesmo tanto quanto 100.000 compósitos abrasivos moldados por polegada quadrada), embora densidades maiores ou menores de compósitos abrasivos também possam ser usadas.
[062]Qualquer partícula pode estar incluída nos compósitos abrasivos. Tipicamente, as partículas abrasivas têm uma dureza Mohs de ao menos 8 ou mesmo 9. Exemplos de tais partículas abrasivas incluem óxido de alumínio, óxido de alumínio fundido, óxido de alumínio cerâmico, óxido de alumínio branco fundido, óxido de alumínio tratado por calor, sílica, carbureto de silício, carbureto de silício verde, alumina- zircônia, diamante, óxido de ferro, nitreto de boro cúbico, granada, trípoli, partículas abrasivas derivadas de sol-gel e combinações dos mesmos.
[063]Tipicamente, as partículas abrasivas têm um tamanho médio de partícula menor ou igual a 1.500 mícrons, embora também possam ser usados tamanhos de partícula médios fora dessa faixa. Para aplicações de reparo e acabamento, tamanhos de partículas abrasivas úteis situam-se, tipicamente, na faixa de um tamanho médio de partícula de ao menos 0,01, 1, 3 ou mesmo 5 mícrons até e incluindo 35, 100, 250, 500 ou mesmo até 1.500 mícrons.
[064]As partículas abrasivas são dispersadas em um aglutinante polimérico, que pode ser termoplástico e/ou reticulado. Isso é geralmente realizado através da dispersão das partículas abrasivas em um precursor de aglutinante geralmente na presença de um agente curativo adequado (por exemplo, fotoiniciador, curativo térmico e/ou catalisador). Exemplos de aglutinantes poliméricos adequados que são úteis em compósitos abrasivos incluem compostos fenólicos, aminoplásticos, uretanos, epóxis, acrílicos, cianatos, isocianuratos, cola e combinações dos mesmos.
[065]Tipicamente, o aglutinante polimérico é preparado pela reticulação (por exemplo, ao menos parcialmente, curando e/ou polimerizando) de um precursor de aglutinante. Durante a fabricação do artigo abrasivo estruturado, o precursor de aglutinante polimérico é exposto a uma fonte de energia que ajuda na iniciação da polimerização (tipicamente incluindo a reticulação) do precursor de aglutinante. Exemplos de fontes de energia incluem energia térmica e energia de radiação, que incluem feixe de elétrons, luz ultravioleta e luz visível. No caso de uma fonte de energia de feixe de elétrons, o agente curativo não é sempre necessário, porque o próprio feixe de elétrons gera radicais livres.
[066]Após este processo de polimerização, o precursor de aglutinante é convertido em um aglutinante solidificado. Alternativamente, para um precursor de aglutinante termoplástico, durante a fabricação do artigo abrasivo, o precursor de aglutinante termoplástico é resfriado até um grau que resulta na solidificação do precursor de aglutinante. Após a solidificação do precursor de aglutinante, o compósito abrasivo é formado.
[067]Existem duas classes principais de resinas polimerizáveis que podem ser incluídas no precursor de aglutinante, resinas polimerizáveis por condensação e resinas polimerizáveis por adição. Resinas polimerizáveis por adição são vantajosas porque são prontamente curadas mediante a exposição à energia de radiação. Resinas polimerizadas por adição podem ser polimerizadas, por exemplo, através de um mecanismo catiônico ou um mecanismo de radical livre. Dependendo da fonte de energia que é utilizada e da química do precursor de aglutinante, um agente de cura, iniciador ou catalisador pode ser útil para ajudar na iniciação da polimerização.
[068]Exemplos de precursores de aglutinantes típicos incluem resinas fenólicas, resinas de ureia-formaldeído, resinas aminoplásticas, resinas de uretano, resinas de melamina formaldeído, resinas de cianato, resinas de isocianurato, resinas de (met)acrilato (por exemplo, uretanos de (met)acrilato, epóxis (met)acrilato, compostos polimerizáveis por radicais livres etilenicamente insaturados, derivados aminoplásticos tendo grupos carbonila alfa pendentes, beta- insaturados, derivados de isocianurato contendo ao menos um grupo acrilato pendente, e derivados de isocianato contendo ao menos um grupo acrilato pendente) éteres de vinila, resinas epóxi, e misturas e combinações dos mesmos. Para uso na presente invenção, o termo “(met)acrila” abrange acrila ou metacrila.
[069]Resinas fenólicas têm boas propriedades térmicas, disponibilidade, custo relativamente baixo e facilidade de manuseio. Existem dois tipos de resinas fenólicas: resólica e novolaca. As resinas fenólicas resólicas têm uma razão molar entre o formaldeído e o fenol maior ou igual a um para um, tipicamente na faixa de 1,5:1,0 e 3,0:1,0. Resinas novolaca têm uma razão molar entre o formaldeído e o fenol menor que um para um. Exemplos de resinas fenólicas comercialmente disponíveis incluem as conhecidas pelas designações comerciais DUREZ e VARCUM da Occidental Chemicals Corp., Dallas, Texas, EUA; RESINOX junto à Monsanto Co., Saint Louis, Missouri, EUA; e AEROFENE e AROTAP junto à Ashland Specialty Chemical Co., Dublin, Ohio, EUA.
[070]Uretanos (met)acrilados incluem ésteres de di(met)acrilato de poliésteres de NCO estendidos com terminação hidroxila ou poliéteres. Exemplos de uretanos acrilatos disponíveis comercialmente incluem aqueles disponíveis como CMD 6600, CMD 8400 e CMD 8805 junto à Cytec Industries, West Paterson, Nova Jersey, EUA
[071]Epóxis (met)acrilatos incluem ésteres di(met)acrilatos de resinas epóxi, como os ésteres de diacrilato de resina de epóxi bisfenol A. Exemplos de epóxis acrilatos disponíveis comercialmente incluem aqueles disponíveis como CMD 3500, CMD 3600 e CMD 3700 junto à Cytec Industries.
[072]Compostos polimerizáveis por radicais livres etilenicamente insaturados incluem tanto compostos monoméricos como poliméricos que contêm átomos de carbono, hidrogênio e oxigênio e, opcionalmente, nitrogênio e halogênios. Átomos de oxigênio ou nitrogênio, ou ambos, geralmente estão presentes em grupos éter, éster, uretano, amida e ureia. Compostos polimerizáveis por radicais livres etilenicamente insaturados têm, tipicamente, um peso molecular menor que cerca de 4.000 g/mol e são, tipicamente, ésteres produzidos a partir da reação de compostos contendo um grupo hidroxila alifático único ou múltiplos grupos hidroxila alifáticos e ácidos carboxílicos insaturados, como ácido acrílico, ácido metacrílico, ácido itacônico, ácido crotônico, ácido isocrotônico, ácido maléico e similares. Exemplos representativos de resinas de (met)acrilato incluem metacrilato de metila, estireno metacrilato de etila, divinil benzeno, vinil tolueno, diacrilato de etilenoglicol, metacrilato de etilenoglicol, diacrilato de hexanodiol, diacrilato de trietileno glicol, triacrilato de trimetilol propano, triacrilato de glicerol, triacrilato de pentaeritritol, metacrilato de pentaeritritol e tetra-acrilato de pentaeritritol. Outras resinas etilenicamente insaturadas incluem ésteres de monoalila, polialila, e polimetalila e amidas de ácidos carboxílicos, como ftalato de dialila, adipato de dialila e N,N- dialiladipamida. Ainda outros compostos contendo nitrogênio incluem tris(2-acriloil- oxietil) isocianurato, 1,3,5-tris(2-metacriloxietil)-s-triazina, acrilamida, N- metilacrilamida, N,N-dimetilacrilamida, N-vinil pirrolidona, e N-vinil piperidona.
[073]As resinas aminoplásticas úteis têm ao menos um grupo carbonila alfa, beta-insaturado pendente por molécula ou oligômero. Esses grupos carbonila insaturados podem ser grupos do tipo acrilato, metacrilato, ou acrilamida. Exemplos desses materiais incluem N-(hidróximetil)acrilamida, N,N'- oxidimetilenobisacrilamida, orto e fenol paraacrilamidometilado, novolaca fenólica acrilamidometilada e combinações dos mesmos. Esses materiais são descritos com mais detalhes nas patentes U.S. n°s 4.903.440 e 5.236.472 (ambas atribuídas à Kirk et al.).
[074]Derivados de isocianurato contendo ao menos um grupo acrilato pendente e derivados de isocianato contendo ao menos um grupo acrilato pendente são descritos com mais detalhes na patente U.S. n° 4.652.274 (Boettcher et al.). Um exemplo de um material isocianurato é o triacrilato de tris(hidróxietil) isocianurato.
[075]As resinas epóxi têm um ou mais grupos epóxi, que podem ser polimerizados por abertura do anel do(s) grupo(s) epóxi. Tais resinas epóxi incluem resinas epóxi monoméricas e resinas epóxi oligoméricas. Exemplos de resinas epóxi úteis incluem 2,2-bis[4-(2,3-epoxipropoxi)-fenil propano] (diglicidil éter de bisfenol) e materiais disponíveis como EPON 828, EPON 1004 e EPON 1001F junto à Momentive Specialty Chemicals, Columbus, Ohio, EUA; e DER-331, DER-332 e DER-334 junto à Dow Chemical Co., Midland, Michigan, EUA. Outras resinas epóxi adequadas incluem éteres de glicidila de novolaca fenol formaldeído, comercialmente disponíveis como DEN-431 e DEN-428, disponíveis junto à Dow Chemical Co.
[076]As resinas epóxi podem ser polimerizadas por meio de um mecanismo catiônico, com a adição de um agente de cura catiônico adequado. Agentes de cura catiônicos geram uma fonte de ácido para iniciar a polimerização de uma resina epóxi. Esses agentes de cura catiônicos podem incluir um sal contendo um cátion ônio e um halogênio contendo um ânion complexo de um metal ou metaloide. Outros agentes de cura também podem ser utilizados (por exemplo, endurecedores de amina e guanidinas) para resinas epóxi e resinas fenólicas.
[077]Outros agentes de cura catiônicos incluem um sal contendo um cátion complexo organometálico e um halogênio contendo um ânion complexo de um metal ou metaloide, que são descritos com mais detalhes na patente U.S. n° 4.751.138 (Tumey et al.). Outro exemplo é um sal organometálico e um sal de ônio descritos na patente U.S. n° 4.985.340 (Palazotto et al.); patente U.S. n° 5.086.086 (Brown-Wensley et al.); e patente U.S. n° 5.376.428 (Palazzotto et al.). Ainda outros agentes de cura catiônicos incluem um sal aniônico de um complexo organometálico, em que o metal é selecionado a partir de elementos do Grupo Periódico IVB, VB, VIB, VIIB e VIIIB, que são descritos na patente U.S. n° 5.385.954 (Palazzotto et al.).
[078]Exemplos de iniciadores térmicos de radicais livres incluem peróxidos, por exemplo, peróxido de benzoíla e compostos azo.
[079]Compostos que geram uma fonte de radicais livres, se forem expostos à radiação eletromagnética actínica, são geralmente denominados fotoiniciadores. Exemplos de fotoiniciadores incluem benzoína e seus derivados como alfa- metilbenzoína; alfa-fenilbenzoina; alfa-alilabenzoina; alfa-benzilbenzoina; éteres benzoínicos como benzil dimetil cetal (por exemplo, conforme comercialmente disponível como IRGACURE 651 junto à Ciba Specialty Chemicals, Tarrytown, Nova York, EUA), éter metílico de benzoína, éter etílico de benzoína, n-butil éter de benzoína; acetofenona e seus derivados como 2-hidróxi-2-metil-1-fenil-1-propanona (por exemplo, como DAROCUR 1173 junto à Ciba Specialty Chemicals) e 1-hidróxicicloexil fenilcetona (por exemplo, como IRGACURE 184, junto à Ciba Specialty Chemicals); 2-metil-1-[4- (metiltio)fenil]-2-(4-morfolinil)-1-propanona (por exemplo, como IRGACURE 907, junto à Ciba Specialty Chemicals); 2-benzila-2-(dimetilamino)-1-(4-(4-morfolinila)fenila)-1- butanona (por exemplo, como IRGACURE 369 junto à Ciba Specialty Chemicals) Outros fotoiniciadores úteis incluem, por exemplo, éter etílico de pivaloína, éter etílico de anisoína, antraquinonas (por exemplo, antraquinona, 2-etilantraquinona, 1- cloroantraquinona, 1,4-dimetilantraquinona, 1-metoxiantraquinona ou benzantraquinona), halometiltriazinas, benzofenona e seus derivados, sais de iodônio e sais de sulfônio, complexos de titânio como bis(eta5-2,4-ciclopentadieno-1-il)-bis[2,6- difluoro-3-(1H-pirrol-1-il)fenil] de titânio (por exemplo, como CGI 784DC junto à Ciba Specialty Chemicals); halonitrobenzenos (por exemplo, 4-bromometil-nitrobenzeno), mono e bis-acilfosfinas (por exemplo, como IRGACURE 1700, IRGACURE 1800, IRGACURE 1850 e DAROCUR 4265 todos junto à Ciba Specialty Chemicals). Combinações de fotoiniciadores também podem ser usadas. Um ou mais sensibilizadores espectrais (por exemplo, corantes) podem ser usados na combinação com o(s) fotoiniciador(es), por exemplo, para aumentar a sensibilidade do fotoiniciador a uma fonte específica de radiação actínica.
[080]Para promover uma ponte de associação entre o aglutinante acima mencionado e as partículas abrasivas, um agente de acoplamento de silano pode ser incluído na pasta fluida de partículas abrasivas e no precursor de aglutinante; tipicamente em uma quantidade de cerca de 0,01 a 5 porcento em peso, mais tipicamente em uma quantidade de cerca de 0,01 a 3 porcento em peso, mais tipicamente em uma quantidade de cerca de 0,01 a 1 porcento em peso, embora outras quantidades também possam ser usadas, por exemplo, dependendo do tamanho das partículas abrasivas. Agentes de acoplamento de silano adequados incluem, por exemplo, metacriloxipropilsilano, viniltrietoxissilano, viniltris(2- metoxietoxi)silano, 3,4-epoxicicloexil metiltrimetoxissilano, gama-glicidoxipropil trimetoxissilano, gama-mercaptopropil trimetoxissilano e (por exemplo, como disponível sob as respectivas designações comerciais A-174, A-151, A-172, A-186, A- 187 e A-189 junto à Witco Corp. de Greenwich, Connecticut, EUA), aliltrietoxissilano, dialildiclorossilano, divinildietoxissilano, e meta, para-estiril etiltrimetoxissilano (por exemplo, como comercialmente disponível sob as respectivas designações comerciais A0564, D4050, D6205, e S 1588 junto à United Chemical Industries, Bristol, Pensilvânia, EUA), dimetildietoxissilano, di-hidroxidifenilsilano, trietoxissilano, trimetoxissilano, trietoxissilanol, 3- (2-aminoetilamino) propiltrimetoxissilano, metiltrimetoxissilano, viniltriacetoxissilano, metiltrietoxissilano, ortossilicato de tetraetil, ortossilicato de tetrametil, etiltrietoxissilano, amiltrietoxissilano, etiltriclorossilano, amiltriclorossilano, feniltriclorossilano, feniltrietoxissilano, metiltriclorossilano, metildiclorossilano, dimetildiclorossilano, dimetildietoxissilano, e misturas dos mesmos.
[081]O precursor de aglutinante contém, opcionalmente, aditivos como, por exemplo, corantes, auxiliares de trituração, agentes de enchimento, agentes umectantes, agentes dispersantes, fotoestabilizantes e antioxidantes.
[082]Auxiliares de trituração que podem opcionalmente ser incluídos na camada abrasiva através do precursor de aglutinante abrangem uma grande variedade de diferentes materiais, incluindo compostos orgânicos e inorgânicos. Uma amostragem de compostos químicos eficazes como auxiliares de trituração inclui ceras, compostos de haletos orgânicos, sais de haleto, metais e ligas de metal. Ceras específicas eficazes como auxiliares de trituração incluem especificamente, mas não exclusivamente, as ceras halogenadas de tetracloronaftaleno e de pentacloronaftaleno. Outros auxiliares de trituração eficazes incluem termoplásticos halogenados, termoplásticos sulfonados, ceras, ceras halogenadas, ceras sulfonadas, e suas misturas. Outros materiais orgânicos eficazes como auxiliar de trituração incluem especificamente, mas não exclusivamente, cloreto de polivinila e cloreto de polivinilideno. Exemplos de sais de haleto geralmente eficazes como um auxiliar de trituração incluem cloreto de sódio, criólito de potássio, criólito de sódio, criólito de amônio, tetrafluoroborato de potássio, tetrafluoroborato de sódio, fluoretos de silício, cloreto de potássio, e cloreto de magnésio. Sais de haleto empregados como auxiliar de trituração, tipicamente possuem um tamanho médio de partícula inferior a 100 mícrons, com partículas de menos que 25 mícrons sendo preferenciais. Exemplos de metais geralmente eficazes como auxiliar de trituração incluem antimônio, bismuto, cádmio, cobalto, ferro, chumbo, estanho e titânio. Outros auxiliares de trituração comumente usados incluem enxofre, compostos de enxofre orgânico, grafite e sulfetos metálicos. Combinações destes auxiliares de trituração podem também ser usadas.
[083]O superdimensionado opcional, se presente, é disposto em ao menos uma porção da camada abrasiva. Por exemplo, um superdimensionado pode ser disposto apenas nos compósitos abrasivos moldados (por exemplo, nas suas superfícies de topo), embora também possa ser disposto sobre as canaletas. Exemplos de superdimensionados incluem um ou mais compostos selecionados do grupo que consiste em auxiliares de trituração secundários, como sais de tetrafluoroborato de metal alcalino, sais de metal de ácidos graxos (por exemplo, estearato de zinco ou estearato de cálcio), e sais de ésteres de fosfato (por exemplo, fosfato de behenil potássio), ésteres de fosfato, resinas de ureia-formaldeído, óleos minerais, silanos reticulados. silicones reticulados e/ou produtos químicos fluorados; materiais fibrosos; agentes antiestática; lubrificantes; tensoativos, pigmentos; corantes; agentes de acoplamento; plastificantes: agentes anticarregamento; agentes de liberação; agentes de suspensão; modificadores de reologia; agentes de cura; e misturas dos mesmos. Um auxiliar de trituração secundário é preferencialmente selecionado do grupo de cloreto de sódio, hexafluoreto de alumínio e potássio, hexafluoreto de alumínio e sódio, hexafluoreto de alumínio de amônio, tetrafluoroborato de potássio, tetrafluoroborato de sódio, fluoretos de silício, cloreto de potássio, cloreto de magnésio, e misturas dos mesmos. Em algumas modalidades, um ou mais sais metálicos de ácidos graxos (por exemplo, estearato de zinco) podem ser incluídos de maneira útil no superdimensionado.
[084]O artigo abrasivo estruturado pode incluir, opcionalmente, uma camada de interface de fixação como, por exemplo, um filme em forma de gancho, tecido laçado, ou adesivo sensível à pressão que afixa o artigo abrasivo estruturado a uma ferramenta ou um suporte de apoio durante o uso.
[085]Adesivos sensíveis à pressão (PSAs) úteis incluem, por exemplo, PSAs termorreversíveis, PSAs à base de solvente e PSAs à base de látex. Adesivos sensíveis à pressão são amplamente disponíveis comercialmente; por exemplo, junto à 3M. A camada de PSA, se presente, pode revestir o suporte por meio de qualquer técnica adequada incluindo, por exemplo, aspersão, revestimento por lâmina e revestimento por extrusão. Em algumas modalidades, o revestimento de liberação pode ser disposto na camada sensível à pressão para protegê-la antes do uso. Exemplos de revestimentos de liberação incluem filmes de poliolefina e papéis siliconados.
[086]Artigos abrasivos estruturados, de acordo com a presente revelação, podem ser preparados formando uma pasta fluida de grãos abrasivos e um precursor solidificável ou polimerizável da resina aglutinante acima mencionada (isto é, um precursor de aglutinante), fazendo a pasta fluida entrar em contato com um suporte (ou, se presente, uma camada adesiva opcional) e, ao menos parcialmente, curar o precursor de aglutinante (por exemplo, por exposição a uma fonte de energia) de um modo que o artigo abrasivo estruturado resultante tenha uma pluralidade de compósitos abrasivos moldados afixados ao suporte. Os exemplos de fontes de energia incluem energia térmica e energia radiante (incluindo feixe de elétrons, luz ultravioleta e luz visível).
[087]Em uma modalidade, uma pasta fluida de partículas abrasivas num precursor de aglutinante pode revestir diretamente uma ferramenta de produção tendo cavidades moldadas (preferencialmente cavidades formadas de superfícies planas que se cruzam em ângulos agudos) na mesma e ser colocada em contato com o suporte (ou, se presente, com a camada adesiva opcional), ou revestir o suporte e ser colocada em contato com a ferramenta de produção. Nessa modalidade, a pasta fluida é, então, tipicamente solidificada (ou ao menos parcialmente curada) enquanto está presente nas cavidades da ferramenta de produção.
[088]A ferramenta de produção pode ser uma esteira, uma lâmina, uma lâmina ou manta contínua, um cilindro de revestimento como um cilindro de rotogravura, uma capa montada em um cilindro de revestimento, ou matriz. A ferramenta de produção pode ser composta de metal (por exemplo, níquel), ligas metálicas ou plástico. A ferramenta de produção metálica pode ser fabricada através de qualquer técnica convencional como, por exemplo, gravação, prensagem, eletroformação, ou torneamento com diamante. Uma ferramenta termoplástica pode ser copiada a partir de uma ferramenta mestra de metal. A ferramenta mestra terá um padrão inverso ao desejado para a ferramenta de produção. A ferramenta mestra pode ser produzida da mesma maneira que a ferramenta de produção. A ferramenta mestra é, de preferência, feita de metal, por exemplo, níquel, e é torneada com diamante. O material da lâmina termoplástica pode ser aquecido junto com a ferramenta mestra de modo que o material termoplástico seja gofrado com a ferramenta mestra padrão através da prensagem de ambos. O termoplástico pode, também, ser extrudado ou fundido em uma ferramenta mestra e, então, prensado. O material termoplástico é resfriado para solidificar e produzir a ferramenta de produção. Exemplos de materiais de ferramentas de produção termoplástica incluem poliéster, policarbonatos, cloreto de polivinila, polipropileno, polietileno e combinações dos mesmos. Se uma ferramenta de produção termoplástica for utilizada, então, deve-se tipicamente tomar cuidado para não gerar calor excessivo que possa distorcer a ferramenta de produção termoplástica.
[089]A ferramenta de produção pode conter, também, um revestimento para liberação, para permitir a liberação mais fácil do artigo abrasivo da ferramenta de produção. Exemplos de tais revestimentos para liberação para metais incluem carbureto sólido, nitretos ou revestimentos de boretos. Exemplos de revestimento para liberação para termoplásticos incluem silicones e fluoroquímicos.
[090]Detalhes adicionais com relação aos métodos de fabricação de artigos abrasivos estruturados tendo compósitos abrasivos precisamente moldados podem ser encontrados, por exemplo, na patente U.S. n° 5.152.917 (Pieper et ai.); patente U.S. n° 5.435.816 (Spurgeon et al.); patente U.S. n° 5.672.097 (Hoopman); patente U.S. n° 5.681.217 (Hoopman et al.); patente U.S. n° 5.454.844 (Hibbard et al.); patente U.S. n° 5.851.247 (Stoetzel et al.); e patente U.S. n° 6.139.594 (Kincaid et al.).
[091]Em uma outra modalidade, uma pasta fluida que compreende um precursor de aglutinante e partículas abrasivas podem ser depositada em um suporte de maneira padronizada (por exemplo, por serigrafia ou impressão por gravura) e parcialmente polimerizada para processar ao menos a superfície do plástico de pasta fluida revestido mas não fluir. Então, um padrão é gofrado na formulação de pasta fluida parcialmente polimerizada, a qual é subsequentemente curada (por exemplo, por exposição a uma fonte de energia), para formar uma pluralidade de compósitos abrasivos moldados afixados ao suporte. Mais detalhes acerca do método e os respectivos métodos são descritos, por exemplo, na patente U.S. n° 5.833.724 (Wei et al.); patente U.S. n° 5.863.306 (Wei et al.); patente U.S. n° 5.908.476 (Nishio et al.); patente U.S. n° 6.048.375 (Yang et al.); patente U.S. n° 6.293.980 (Wei et al.); e na publicação dos pedidos de patente U.S. n° 2001/0041511 (Lack et al.).
[092]Nessa modalidade, quando a camada abrasiva é afixada ao suporte, os artigos abrasivos estruturados resultantes, sejam em forma de lâmina ou de disco neste ponto, moldaram as características gofradas na mesma, de modo que tanto o suporte como a camada abrasiva estruturada têm características gofradas sobrepostas. A gofragem pode ser realizada por quaisquer meios adequados, incluindo, por exemplo, aplicação de calor e/ou pressão a uma matriz de gofragem (isto é, por gofragem) que tem o padrão desejado (ou o seu inverso) de acordo com as condições de gofragem utilizadas. A matriz de gofragem pode compreender, por exemplo, uma placa ou um rolo. Tipicamente, as dimensões dos elementos gofrados serão, ao menos, de uma ordem de magnitude maior em seção transversal (por exemplo, ao menos 10, 100 ou mesmo ao menos 1.000 vezes maior) do que o tamanho médio dos compósitos abrasivos moldados.
[093]Artigos abrasivos estruturados, de acordo com a presente revelação, podem ser afixados a uma estrutura de suporte como, por exemplo, um suporte afixado a uma ferramenta como, por exemplo, uma lixadeira orbital aleatória. A camada de interface de fixação opcional pode ser, por exemplo, uma camada adesiva (por exemplo, um adesivo sensível à pressão), uma fita adesiva de dupla face, um tecido laçado para uma fixação de gancho e laço (por exemplo, para uso com uma placa ou suporte de apoio tendo uma estrutura em forma de gancho afixado à mesma), uma estrutura em forma de gancho para uma fixação de gancho e laço (por exemplo, para uso com uma placa ou suporte de apoio tendo um tecido laçado afixado à mesma) ou uma camada de interface de fixação entrelaçada (por exemplo, fechos de intertravamento do tipo cogumelo projetados para se entrelaçar a um fecho de intertravamento do tipo cogumelo similar na placa ou suporte de apoio). Outros detalhes relativos a tais camadas de interface de fixação podem ser encontrados, por exemplo, na patente U.S. n° 5.152.917 (Pieper et al.); patente U.S. n° 5.254.194 (Ott); patente U.S. n° 5.454.844 (Hibbard et al.); e patente U.S. n° 5.681.217 (Hoopman et al.). e na publicação dos pedidos de patente U.S. n°s 2003/0143938 (Braunschweig et al.) e 2003/0022604 (Annen et al.).
[094]Do mesmo modo, a segunda superfície principal do suporte pode ter uma pluralidade de ganchos formados integralmente, projetando-se a partir da mesma, por exemplo, conforme descrito na patente U.S. n° 5.672.186 (Chesley et al.). Esses ganchos irão, então, fornecer o engate entre o artigo abrasivo estruturado e o suporte que tem um tecido laçado afixado ao mesmo.
[095]Artigos abrasivos estruturados, de acordo com a presente revelação, podem ser fornecidos em qualquer formato (por exemplo, como uma lâmina, correia ou disco), e ter quaisquer dimensões gerais. Os discos abrasivos estruturados gofrados podem ter qualquer diâmetro, mas tipicamente têm um diâmetro na faixa de 0,5 centímetro a 15,2 centímetros. O artigo abrasivo estruturado pode ter fendas ou rasgos nele e pode, de outro modo, ser fornecido com perfurações.
[096]Artigos abrasivos estruturados, de acordo com a presente revelação são, geralmente, úteis para abrasão de uma peça de trabalho e, especialmente peças de trabalho tendo uma camada polimérica rígida nas mesmas. A peça de trabalho pode compreender qualquer material e pode ter qualquer formato. Exemplos de materiais incluem metal, ligas metálicas, ligas metálicas exóticas, cerâmicas, superfícies pintadas, plásticos, revestimentos poliméricos, pedra, silicone policristalino, madeira, mármore, e combinações dos mesmos. Exemplos de peças de trabalho incluem artigos moldados e/ou modelados (por exemplo, lentes ópticas, painéis de carroceria de automóveis, cascos de navio, balcões e pias), pastilhas, lâminas e blocos.
[097]Um fluido de lubrificação pode ser usado em conjunto com o artigo abrasivo estruturado durante as operações de abrasão. Os exemplos incluem óleos, água e soluções de tensoativos em água (por exemplo, aniônicas ou soluções de tensoativos não iônicos em água). Modalidades selecionadas da presente revelação
[098]Em uma primeira modalidade, a presente revelação fornece um artigo abrasivo estruturado compreendendo: um suporte com primeira e segunda superfícies principais opostas; compósitos abrasivos moldados afixados à primeira superfície principal, em que os compósitos abrasivos precisamente moldados compreendem grãos abrasivos dispersos em uma matriz aglutinante e, em que ao menos alguns dos compósitos abrasivos moldados compreendem independentemente: uma superfície de fundo; uma superfície de topo oposta e que não entra em contato com a superfície de fundo, em que a superfície de topo compreende ao menos uma porção interior rebaixada; n paredes laterais, em que n representa um número inteiro maior ou igual a três, sendo que cada uma das n paredes laterais encosta na superfície de fundo e na superfície de topo e, em que cada uma das n paredes laterais encosta em duas outras das n paredes laterais; e ao menos duas cúspides formadas pela superfície de topo e as respectivas cúspides diferentes das n paredes laterais, em que a ao menos uma porção interior rebaixada está mais próxima da superfície de fundo do que as ditas ao menos duas cúspides.
[099]Em uma segunda modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com a primeira modalidade, onde n é maior ou igual a 4.
[0100]Em uma terceira modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com a primeira modalidade, onde n é 4 ou 6.
[0101]Em uma quarta modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da primeira à terceira modalidades, em que ao menos uma dentre as n paredes laterais se inclina para dentro.
[0102]Em uma quinta modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da primeira à quarta modalidades, em que ao menos uma dentre as n paredes laterais é plana.
[0103]Em uma sexta modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da primeira à quinta modalidades, em que a superfície de fundo compreende uma superfície plana limitada pelos n lados.
[0104]Em uma sétima modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da primeira à sexta modalidades, em que os compósitos abrasivos moldados têm uma dimensão máxima na faixa de 12 a 2.000 mícrons.
[0105]Em uma oitava modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da primeira à sétima modalidades, em que os compósitos abrasivos moldados compreendem compósitos abrasivos precisamente moldados.
[0106]Em uma nona modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da primeira à oitava modalidades, em que os compósitos abrasivos moldados são regularmente espaçados uns dos outros.
[0107]Em uma décima modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da primeira à nona modalidades, em que cada uma das cúspides é substancialmente equidistante a partir da superfície de fundo.
[0108]Em uma décima primeira modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da primeira à décima modalidades, em que, em relação à sua superfície de fundo, cada um dos compósitos abrasivos moldados tem uma altura e, em que a característica rebaixada tem um ponto mais baixo, que é mais alto do que a metade da altura.
[0109]Em uma décima segunda modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da primeira à décima primeira modalidades, em que cada um dos compósitos abrasivos moldados tem substancialmente o mesmo tamanho e forma.
[0110]Em uma décima terceira modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da primeira à décima segunda modalidades, que compreende ainda uma camada de interface de fixação disposta sobre a segunda superfície principal.
[0111]Em uma décima terceira modalidade, a presente revelação fornece um método de abrasão de uma peça de trabalho, sendo que o método compreende: colocar ao menos uma porção da camada abrasiva do artigo abrasivo estruturado de qualquer uma da primeira à décima terceira modalidades em contato por atrito com uma superfície da peça de trabalho; e mover ao menos uma entre a peça de trabalho ou a camada abrasiva, uma em relação à outra, para fazer a abrasão de ao menos uma porção da superfície da peça de trabalho.
[0112]Em uma décima quinta modalidade, a presente revelação fornece um artigo abrasivo estruturado compreendendo: um suporte com primeira e segunda superfícies principais opostas; compósitos abrasivos moldados afixados à primeira superfície principal, em que os compósitos abrasivos precisamente moldados compreendem grãos abrasivos dispersos em uma matriz aglutinante e, em que ao menos alguns dos compósitos abrasivos moldados compreendem independentemente: uma superfície de fundo; uma superfície de topo oposta e que não entra em contato com uma superfície de fundo, em que a superfície de topo compreende ao menos uma porção interior rebaixada e ao menos duas facetas triangulares; n paredes laterais, em que n representa um número inteiro maior ou igual a três, em que cada uma das n paredes laterais se encosta tanto na superfície de fundo como na superfície de topo e em que cada uma das n paredes laterais encosta nas duas outras das n paredes laterais, em que cada uma das ao menos duas facetas triangulares encosta em uma parede respectiva diferente das n paredes laterais; e ao menos duas cúspides formadas em parte por ao menos duas das ditas ao menos duas facetas triangulares, em que a ao menos uma porção interior rebaixada está mais próxima da superfície de fundo do que as ditas ao menos duas cúspides.
[0113]Em uma décima sexta modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com a décima quinta modalidade, em que n é maior ou igual a 4.
[0114]Em uma décima sétima modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com a décima quinta modalidade, em que n é 4 ou 6.
[0115]Em uma décima oitava modalidade, a presente revelação apresenta um artigo abrasivo estruturado, de acordo com qualquer uma da décima quinta à décima sétima modalidades, em que ao menos uma das n paredes laterais se inclina para dentro.
[0116]Em uma décima nona modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da décima quinta à décima oitava modalidades, em que ao menos uma das n paredes laterais é plana.
[0117]Em uma vigésima modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da décima quinta à décima nona modalidades, em que a superfície inferior compreende uma superfície plana limitada pelos n lados.
[0118]Em uma vigésima primeira modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da décima quinta à vigésima modalidades, em que os compósitos abrasivos moldados têm uma dimensão máxima na faixa de 12 a 2.000 mícrons.
[0119]Em uma vigésima segunda modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da décima quinta à vigésima primeira modalidades, em que os compósitos abrasivos moldados compreendem compósitos abrasivos precisamente moldados.
[0120]Em uma vigésima terceira modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da décima quinta à vigésima segunda modalidades, em que os compósitos abrasivos moldados são regularmente espaçados uns dos outros.
[0121]Em uma vigésima quarta modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da décima quinta à décima nona modalidades, em que os compósitos abrasivos moldados compreendem compósitos abrasivos precisamente moldados.
[0122]Em uma vigésima quinta modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer um da décima sétima à vigésima quarta modalidades, em que os compósitos abrasivos moldados são regularmente espaçados uns dos outros.
[0123]Em uma décima sexta modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da décima quinta à vigésima quarta modalidades, em que cada um dos compósitos abrasivos moldados tem substancialmente o mesmo tamanho e forma.
[0124]Em uma vigésima sétima modalidade, a presente revelação fornece um artigo abrasivo estruturado, de acordo com qualquer uma da décima quinta à vigésima sexta modalidades, que compreende ainda uma camada de interface de fixação disposta na segunda superfície principal.
[0125]Em uma vigésima oitava modalidade, a presente revelação fornece um método de abrasão de uma peça de trabalho, sendo que o método compreende: colocar ao menos uma porção da camada abrasiva do artigo abrasivo estruturado, de acordo com o artigo abrasivo estruturado, de acordo com qualquer uma da décima quinta à vigésima sétima modalidades em contato por atrito com uma superfície da peça de trabalho; e mover ao menos uma entre a peça de trabalho ou a camada abrasiva, uma em relação à outra, para fazer a abrasão de ao menos uma porção da superfície da peça de trabalho.
[0126]Os objetivos e as vantagens desta revelação são adicionalmente ilustrados pelos exemplos não limitadores a seguir, mas os materiais específicos e suas quantidades mencionadas nestes exemplos, e também outras condições e outros detalhes, não devem ser interpretados como limitando indevidamente esta revelação. Exemplos
[0127]Exceto onde especificado ao contrário, todas as partes, porcentagens, razões, etc., nos exemplos e no restante do relatório descritivo são em peso.
[0128]Tabela das abreviaturas usadas nos exemplos. Exemplo 1
Exemplo 1
[0129]Um artigo abrasivo estruturado foi preparado combinando, nessa ordem, 23,8 partes de SR351, 0,54 partes de DSP, 1,47 partes de A174, 0,81 partes de PI, 2,9 partes de OX50, e 70,5 partes de WA2500 e agitado com um misturador de alto cisalhamento. Uma ferramenta em polipropileno tendo rebaixos para fornecer uma disposição dos compósitos abrasivos moldados (genericamente moldados como o compósito abrasivo precisamente moldado mostrado nas figuras 2A e 2B) com uma distância de 0,1472 mm (5,8 mil). Cada abertura da cavidade moldada (correspondendo à base) tinha 0,1027 mm x 0,1027 mm (4,0 mils x 4,0 mils) e cada parede subia em um ângulo de 82 graus até uma altura de 0,0831 mm (3,3 mils) acima da base. A face de topo de cada compósito abrasivo moldado tinha dois cortes ortogonais em forma de V centralmente dispostos nos ângulos retos de canto a canto ao longo da face de topo (proporcionando cúspides laterais no compósito abrasivo), cada corte sendo de 0,019 mm (0,75 mils) de profundidade e entalhado a 110 graus. A pasta fluida abrasiva foi aplicada (usando-se uma espátula) nas cavidades da ferramenta em polipropileno para obter um peso de revestimento de cerca de 71 g/m2 (1,1 g/24 pol.2). A ferramenta preenchida foi colocada em contato com um suporte de filme de poliéster de 0,08 mm (3 mil) tendo um revestimento de iniciador EAA e irradiada por luz ultravioleta de duas lâmpadas D (Fusion Systems, Gaithersburg, Maryland, EUA) operando a 120 watts/cm. A ferramenta em polipropileno foi removida da composição resultando em um artigo abrasivo estruturado. Uma camada de fixação de PSA foi laminada no suporte e discos abrasivos de 3,175 cm (1,25 pol.) de diâmetro foram cortados da laminação para testes. Exemplo comparativo A
[0130]O Exemplo Comparativo A foi preparado de maneira idêntica ao Exemplo 1 da patente U.S. n° 8.425.278 B2 (Culler et al.), que tinha cúspides localizadas nos cantos formados pela interseção das paredes laterais em vez de ao longo das faces das paredes laterais como no Exemplo 1.
[0131]Os discos de teste do Exemplo 1 e do Exemplo Comparativo A foram examinados sob uma ampliação de 400X usando um microscópio digital KEYENCE VHX-1000. Uma área representativa do disco do Exemplo 1 é mostrada na figura 8 e uma área representativa do disco do Exemplo Comparativo A é mostrada na figura 9. As características mais escuras e manchadas na figura 9 são vazios causados pelo preenchimento imperfeito das cavidades da ferramenta.
[0132]Todas as referências, patentes ou pedidos de patente citados no pedido acima para autorização de patente são aqui incorporados, a título de referência em sua totalidade de uma maneira consistente. No caso de inconsistências ou contradições entre porções das referências incorporadas e este pedido, prevalecerão as informações na descrição precedente. A descrição precedente, oferecida com a finalidade de permitir que o versado na técnica pratique a revelação reivindicada, não deve ser interpretada como limitadora do escopo da revelação que é definido pelas reivindicações e todos os equivalentes às mesmas.
Claims (9)
1. Artigo abrasivo estruturado CARACTERIZADO pelo fato de que compreende: um suporte tendo primeira e segunda superfícies principais opostas; compósitos abrasivos moldados fixados à primeira superfície principal, em que os compósitos abrasivos precisamente moldados compreendem grãos abrasivos dispersos em uma matriz aglutinante e, em que ao menos alguns dos compósitos abrasivos moldados compreendem independentemente: uma superfície de fundo; uma superfície de topo oposta e que não entra em contato com a superfície de fundo, em que a superfície de topo compreende ao menos uma porção interior rebaixada; n paredes laterais, em que n representa um número inteiro maior ou igual a três, em que cada uma das n paredes laterais encosta na superfície de fundo e na superfície de topo e, em que cada uma das n paredes laterais encosta em duas outras das n paredes laterais; e ao menos duas cúspides formadas pela superfície de topo e as respectivas diferentes n paredes laterais, e cada parede lateral tem pelo menos uma cúspide, em que a ao menos uma porção interior rebaixada está mais próxima da superfície de fundo do que as ditas ao menos duas cúspides.
2. Artigo abrasivo estruturado, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que n é 4 ou 6.
3. Artigo abrasivo estruturado, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que ao menos uma dentre as n paredes laterais inclinam para dentro.
4. Artigo abrasivo estruturado, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que pelo menos uma das paredes laterais é plana.
5. Artigo abrasivo estruturado, de acordo a reivindicação 1, CARACTERIZADO pelo fato de que a superfície de fundo compreende uma superfície plana limitada por n lados.
6. Artigo abrasivo estruturado, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que os compósitos abrasivos moldados compreendem compósitos abrasivos precisamente moldados.
7. Artigo abrasivo estruturado, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que os compósitos abrasivos moldados são regularmente espaçados uns dos outros.
8. Artigo abrasivo estruturado, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que cada uma das cúspides está substancialmente equidistante da superfície de fundo.
9. Artigo abrasivo estruturado, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que, em relação à sua superfície de fundo, cada um dos compósitos abrasivos moldados tem uma altura e, em que a porção rebaixada tem um ponto mais baixo, que é mais alto do que metade da altura.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361902947P | 2013-11-12 | 2013-11-12 | |
| US61/902,947 | 2013-11-12 | ||
| PCT/US2014/063841 WO2015073258A1 (en) | 2013-11-12 | 2014-11-04 | Structured abrasive articles and methods of using the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112016010724A8 BR112016010724A8 (pt) | 2020-04-28 |
| BR112016010724B1 true BR112016010724B1 (pt) | 2021-11-16 |
Family
ID=53057881
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112016010724-1A BR112016010724B1 (pt) | 2013-11-12 | 2014-11-04 | Artigo abrasivo estruturado |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10293466B2 (pt) |
| EP (1) | EP3068581B1 (pt) |
| JP (1) | JP6623153B2 (pt) |
| KR (1) | KR102290663B1 (pt) |
| CN (1) | CN105722643B (pt) |
| BR (1) | BR112016010724B1 (pt) |
| CA (1) | CA2929139A1 (pt) |
| MX (1) | MX2016005756A (pt) |
| WO (1) | WO2015073258A1 (pt) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160148590A (ko) | 2014-04-21 | 2016-12-26 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 연마 입자 및 이를 포함하는 연마 용품 |
| US20190264082A1 (en) * | 2016-11-16 | 2019-08-29 | 3M Innovative Properties Company | Structured abrasive article including features with improved structural integrity |
| USD850041S1 (en) * | 2017-07-31 | 2019-05-28 | 3M Innovative Properties Company | Scouring pad |
| JPWO2019123922A1 (ja) * | 2017-12-19 | 2019-12-19 | バンドー化学株式会社 | 研磨材及び研磨材の製造方法 |
| CN108747876B (zh) * | 2018-06-11 | 2021-03-19 | 河北思瑞恩新材料科技有限公司 | 一种漆面研磨砂碟的制备方法 |
| CN113195673A (zh) * | 2018-12-18 | 2021-07-30 | 3M创新有限公司 | 弹性体衍生陶瓷结构及其用途 |
| JP6899404B2 (ja) * | 2019-01-08 | 2021-07-07 | 株式会社アライドマテリアル | 超砥粒ホイール |
| CN112917400B (zh) * | 2021-01-21 | 2022-07-19 | 苏州远东砂轮有限公司 | 高性能复合材料精密抛光研磨砂布及其制备方法 |
Family Cites Families (52)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5191101A (en) | 1982-11-22 | 1993-03-02 | Minnesota Mining And Manufacturing Company | Energy polymerizable compositions containing organometallic initiators |
| US4652274A (en) | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Coated abrasive product having radiation curable binder |
| US4751138A (en) | 1986-08-11 | 1988-06-14 | Minnesota Mining And Manufacturing Company | Coated abrasive having radiation curable binder |
| US4950696A (en) | 1987-08-28 | 1990-08-21 | Minnesota Mining And Manufacturing Company | Energy-induced dual curable compositions |
| US5086086A (en) | 1987-08-28 | 1992-02-04 | Minnesota Mining And Manufacturing Company | Energy-induced curable compositions |
| US5254194A (en) | 1988-05-13 | 1993-10-19 | Minnesota Mining And Manufacturing Company | Coated abrasive sheet material with loop material for attachment incorporated therein |
| US4985340A (en) | 1988-06-01 | 1991-01-15 | Minnesota Mining And Manufacturing Company | Energy curable compositions: two component curing agents |
| US4903440A (en) | 1988-11-23 | 1990-02-27 | Minnesota Mining And Manufacturing Company | Abrasive product having binder comprising an aminoplast resin |
| US5152917B1 (en) * | 1991-02-06 | 1998-01-13 | Minnesota Mining & Mfg | Structured abrasive article |
| US5378251A (en) | 1991-02-06 | 1995-01-03 | Minnesota Mining And Manufacturing Company | Abrasive articles and methods of making and using same |
| US5236472A (en) | 1991-02-22 | 1993-08-17 | Minnesota Mining And Manufacturing Company | Abrasive product having a binder comprising an aminoplast binder |
| US5251802A (en) | 1991-04-25 | 1993-10-12 | Minnesota Mining And Manufacturing Company | Abrasive article and processes for producing it |
| US5435816A (en) | 1993-01-14 | 1995-07-25 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article |
| EP0664187B1 (en) | 1993-06-02 | 1999-10-13 | Dai Nippon Printing Co., Ltd. | Grinding tape and method of manufacturing the same |
| US5549962A (en) | 1993-06-30 | 1996-08-27 | Minnesota Mining And Manufacturing Company | Precisely shaped particles and method of making the same |
| WO1995007797A1 (en) | 1993-09-13 | 1995-03-23 | Minnesota Mining And Manufacturing Company | Abrasive article, method of manufacture of same, method of using same for finishing, and a production tool |
| US5454844A (en) | 1993-10-29 | 1995-10-03 | Minnesota Mining And Manufacturing Company | Abrasive article, a process of making same, and a method of using same to finish a workpiece surface |
| US5505747A (en) | 1994-01-13 | 1996-04-09 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article |
| BR9506932A (pt) | 1994-02-22 | 1997-09-09 | Minnesota Mining & Mfg | Artigo abrasivo e processo para produzir o mesmo |
| AU6593796A (en) | 1996-07-23 | 1998-02-10 | Minnesota Mining And Manufacturing Company | Structured abrasive article containing hollow spherical filler |
| US5833724A (en) | 1997-01-07 | 1998-11-10 | Norton Company | Structured abrasives with adhered functional powders |
| US5863306A (en) | 1997-01-07 | 1999-01-26 | Norton Company | Production of patterned abrasive surfaces |
| US5851247A (en) | 1997-02-24 | 1998-12-22 | Minnesota Mining & Manufacturing Company | Structured abrasive article adapted to abrade a mild steel workpiece |
| US6139594A (en) | 1998-04-13 | 2000-10-31 | 3M Innovative Properties Company | Abrasive article with tie coat and method |
| US6048375A (en) | 1998-12-16 | 2000-04-11 | Norton Company | Coated abrasive |
| US6458018B1 (en) | 1999-04-23 | 2002-10-01 | 3M Innovative Properties Company | Abrasive article suitable for abrading glass and glass ceramic workpieces |
| US6319108B1 (en) | 1999-07-09 | 2001-11-20 | 3M Innovative Properties Company | Metal bond abrasive article comprising porous ceramic abrasive composites and method of using same to abrade a workpiece |
| US6293980B2 (en) | 1999-12-20 | 2001-09-25 | Norton Company | Production of layered engineered abrasive surfaces |
| US20010041511A1 (en) | 2000-01-19 | 2001-11-15 | Lack Craig D. | Printing of polishing pads |
| ATE302094T1 (de) | 2000-05-09 | 2005-09-15 | 3M Innovative Properties Co | Poröser schleifgegenstand mit keramischen schleifcomposites, verfahren zur herstellung und verfahren zur verwendung |
| US20030022604A1 (en) | 2001-05-07 | 2003-01-30 | 3M Innovative Properties Company | Abrasive product and method of making and using the same |
| US6846232B2 (en) | 2001-12-28 | 2005-01-25 | 3M Innovative Properties Company | Backing and abrasive product made with the backing and method of making and using the backing and abrasive product |
| US7044989B2 (en) | 2002-07-26 | 2006-05-16 | 3M Innovative Properties Company | Abrasive product, method of making and using the same, and apparatus for making the same |
| US20060147177A1 (en) | 2004-12-30 | 2006-07-06 | Naiyong Jing | Fluoropolymer coating compositions with olefinic silanes for anti-reflective polymer films |
| US7494519B2 (en) | 2005-07-28 | 2009-02-24 | 3M Innovative Properties Company | Abrasive agglomerate polishing method |
| US7594845B2 (en) | 2005-10-20 | 2009-09-29 | 3M Innovative Properties Company | Abrasive article and method of modifying the surface of a workpiece |
| US20070128991A1 (en) * | 2005-12-07 | 2007-06-07 | Yoon Il-Young | Fixed abrasive polishing pad, method of preparing the same, and chemical mechanical polishing apparatus including the same |
| US20070243798A1 (en) | 2006-04-18 | 2007-10-18 | 3M Innovative Properties Company | Embossed structured abrasive article and method of making and using the same |
| US7410413B2 (en) | 2006-04-27 | 2008-08-12 | 3M Innovative Properties Company | Structured abrasive article and method of making and using the same |
| US8083820B2 (en) | 2006-12-22 | 2011-12-27 | 3M Innovative Properties Company | Structured fixed abrasive articles including surface treated nano-ceria filler, and method for making and using the same |
| US8038750B2 (en) | 2007-07-13 | 2011-10-18 | 3M Innovative Properties Company | Structured abrasive with overlayer, and method of making and using the same |
| US8080073B2 (en) | 2007-12-20 | 2011-12-20 | 3M Innovative Properties Company | Abrasive article having a plurality of precisely-shaped abrasive composites |
| JP5450622B2 (ja) | 2008-07-18 | 2014-03-26 | スリーエム イノベイティブ プロパティズ カンパニー | 浮遊要素を備えた研磨パッド、その製造方法及び使用方法 |
| US20110021114A1 (en) | 2009-07-27 | 2011-01-27 | Mcardle James L | Abrasive article with preconditioning and persistent indicators |
| US8425278B2 (en) * | 2009-08-26 | 2013-04-23 | 3M Innovative Properties Company | Structured abrasive article and method of using the same |
| US8348723B2 (en) | 2009-09-16 | 2013-01-08 | 3M Innovative Properties Company | Structured abrasive article and method of using the same |
| EP2507013B1 (en) | 2009-12-02 | 2019-12-25 | 3M Innovative Properties Company | Dual tapered shaped abrasive particles |
| CN102858496B (zh) | 2010-04-27 | 2016-04-27 | 3M创新有限公司 | 陶瓷成形磨粒及其制备方法以及包含陶瓷成形磨粒的磨具制品 |
| CN103025490B (zh) | 2010-08-04 | 2016-05-11 | 3M创新有限公司 | 相交平板成形磨粒 |
| EP2658680B1 (en) * | 2010-12-31 | 2020-12-09 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles comprising abrasive particles having particular shapes and methods of forming such articles |
| US20130065490A1 (en) | 2011-09-12 | 2013-03-14 | 3M Innovative Properties Company | Method of refurbishing vinyl composition tile |
| CN102862128B (zh) * | 2012-09-20 | 2015-10-21 | 北京国瑞升科技股份有限公司 | 一种凹凸结构磨料制品及其制备方法 |
-
2014
- 2014-11-04 WO PCT/US2014/063841 patent/WO2015073258A1/en active Application Filing
- 2014-11-04 US US15/033,848 patent/US10293466B2/en active Active
- 2014-11-04 KR KR1020167015031A patent/KR102290663B1/ko active IP Right Grant
- 2014-11-04 JP JP2016529900A patent/JP6623153B2/ja active Active
- 2014-11-04 EP EP14862088.3A patent/EP3068581B1/en active Active
- 2014-11-04 MX MX2016005756A patent/MX2016005756A/es active IP Right Grant
- 2014-11-04 CN CN201480061998.4A patent/CN105722643B/zh active Active
- 2014-11-04 CA CA2929139A patent/CA2929139A1/en not_active Abandoned
- 2014-11-04 BR BR112016010724-1A patent/BR112016010724B1/pt active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| CA2929139A1 (en) | 2015-05-21 |
| JP2016536152A (ja) | 2016-11-24 |
| MX2016005756A (es) | 2016-07-18 |
| KR102290663B1 (ko) | 2021-08-19 |
| US10293466B2 (en) | 2019-05-21 |
| EP3068581A4 (en) | 2017-08-16 |
| EP3068581B1 (en) | 2019-12-25 |
| KR20160085285A (ko) | 2016-07-15 |
| EP3068581A1 (en) | 2016-09-21 |
| WO2015073258A1 (en) | 2015-05-21 |
| CN105722643A (zh) | 2016-06-29 |
| CN105722643B (zh) | 2018-06-05 |
| JP6623153B2 (ja) | 2019-12-18 |
| BR112016010724A8 (pt) | 2020-04-28 |
| US20160279762A1 (en) | 2016-09-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8425278B2 (en) | Structured abrasive article and method of using the same | |
| JP7535499B2 (ja) | 構造化研磨物品及びそれを製造する方法 | |
| BR112016010724B1 (pt) | Artigo abrasivo estruturado | |
| JP5384326B2 (ja) | 構造化研磨物品並びにその製造及び使用方法 | |
| JP6899219B2 (ja) | 複数の研磨要素の異なるセットを有する研磨材 | |
| RU2471609C2 (ru) | Структурированный абразивный материал с верхним слоем и способ его изготовления и использования | |
| BR112012005697B1 (pt) | artigo abrasivo estruturado e método de abrasão de uma peça de trabalho | |
| JP2009534202A (ja) | エンボス構造研磨物品並びにその製造及び使用方法 | |
| US20190264082A1 (en) | Structured abrasive article including features with improved structural integrity | |
| JP2007505756A (ja) | 被覆研磨材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 04/11/2014, OBSERVADAS AS CONDICOES LEGAIS. |