JP2017156560A - 光ファイバテープ心線、光ファイバテープ心線の分離方法 - Google Patents
光ファイバテープ心線、光ファイバテープ心線の分離方法 Download PDFInfo
- Publication number
- JP2017156560A JP2017156560A JP2016039870A JP2016039870A JP2017156560A JP 2017156560 A JP2017156560 A JP 2017156560A JP 2016039870 A JP2016039870 A JP 2016039870A JP 2016039870 A JP2016039870 A JP 2016039870A JP 2017156560 A JP2017156560 A JP 2017156560A
- Authority
- JP
- Japan
- Prior art keywords
- optical fiber
- adhesive
- strands
- strand
- ribbon
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000013307 optical fiber Substances 0.000 title claims abstract description 264
- 238000000034 method Methods 0.000 title claims description 19
- 239000000853 adhesive Substances 0.000 claims abstract description 263
- 230000001070 adhesive effect Effects 0.000 claims abstract description 254
- 238000000926 separation method Methods 0.000 claims description 10
- 239000011347 resin Substances 0.000 description 11
- 229920005989 resin Polymers 0.000 description 11
- 239000000835 fiber Substances 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 6
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000002955 isolation Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 description 1
Images





Abstract
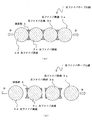
【解決手段】 少なくとも一部の任意の隣り合う一方の光ファイバ素線と接着剤5との接着力が、隣り合う他方の光ファイバ素線と接着剤5との接着力よりも弱い。例えば、互いに隣り合う光ファイバ素線3a、3bにおいて、一方の光ファイバ素線3aと接着剤5との接着力が、他方の光ファイバ素線3bと接着剤5との接着力よりも弱い。また、互いに隣り合う光ファイバ素線3c、3dにおいて、一方の光ファイバ素線3dと接着剤5との接着力が、他方の光ファイバ素線3cと接着剤5との接着力よりも弱い。
【選択図】図3
Description
(光ファイバ素線3a、3dと接着剤5の接着力)<(接着剤5の引張強さ)<(光ファイバ素線3c、3dと接着剤5の接着力)、
の関係が成り立つ。したがって、光ファイバ素線3a、3b間の接着剤5および光ファイバ素線3c、3d間の接着剤5が破断することがなく、光ファイバ素線3b、3c間の接着剤5が破断する。
3、3a、3b、3c、3d、3e、3f、3g、3h………光ファイバ素線
5………接着剤
10………接着強度測定装置
13………針金
15、17………固定部
19………ロードセル
Claims (6)
- 複数の光ファイバ素線が整列して形成される光ファイバテープ心線であって、
前記光ファイバテープ心線は、
任意の隣り合う一方の光ファイバ素線および他方の光ファイバ素線は、少なくとも一部が接着剤で接着されており、
少なくとも一部の前記一方の光ファイバ素線と前記接着剤との接着力が、前記他方の光ファイバ素線と前記接着剤との接着力および前記接着剤の引張強さよりも弱いことを特徴とする光ファイバテープ心線。 - 前記接着剤と前記一方の光ファイバ素線との接着面積が、前記接着剤と前記他方の光ファイバ素線との接着面積よりも小さいことを特徴とする請求項1記載の光ファイバテープ心線。
- 前記接着剤と前記一方の光ファイバ素線との接着強度が、前記接着剤と前記他方の光ファイバ素線との接着強度よりも小さいことを特徴とする請求項1記載の光ファイバテープ心線。
- 整列した光ファイバ素線の少なくとも一部の範囲において、前記接着剤との接着力が相対的に小さい光ファイバ素線と、前記接着剤との接着力が相対的に大きい光ファイバ素線とが、交互に配置されることを特徴とする請求項1から請求項3のいずれかに記載の光ファイバテープ心線。
- 前記接着剤は、光ファイバ素線の長手方向に対して間欠的に配置されることを特徴とする請求項1から請求項4のいずれかに記載の光ファイバテープ心線。
- 複数の光ファイバ素線が整列して形成された、光ファイバテープ心線の分離方法であって、
前記光ファイバテープ心線は、複数の光ファイバ素線が整列して形成され、
任意の隣り合う一方の光ファイバ素線および他方の光ファイバ素線は、少なくとも一部が接着剤で接着されており、
少なくとも一部の前記一方の光ファイバ素線と前記接着剤との接着力が、前記他方の光ファイバ素線と前記接着剤との接着力および前記接着剤の引張強さよりも弱く、
前記一方の光ファイバ素線と、前記他方の光ファイバ素線とを分離した後、前記他方の光ファイバ素線のみについて、前記接着剤を除去することを特徴とする光ファイバテープ心線の分離方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016039870A JP6534953B2 (ja) | 2016-03-02 | 2016-03-02 | 光ファイバテープ心線、光ファイバテープ心線の分離方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016039870A JP6534953B2 (ja) | 2016-03-02 | 2016-03-02 | 光ファイバテープ心線、光ファイバテープ心線の分離方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017156560A true JP2017156560A (ja) | 2017-09-07 |
| JP6534953B2 JP6534953B2 (ja) | 2019-06-26 |
Family
ID=59809600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016039870A Active JP6534953B2 (ja) | 2016-03-02 | 2016-03-02 | 光ファイバテープ心線、光ファイバテープ心線の分離方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6534953B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019142842A1 (ja) * | 2018-01-18 | 2019-07-25 | 住友電気工業株式会社 | 光ファイバテープ心線の製造方法および製造装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002296467A (ja) * | 2001-04-02 | 2002-10-09 | Nippon Telegr & Teleph Corp <Ntt> | 光ファイバ多心コード |
| US20020197032A1 (en) * | 2001-06-21 | 2002-12-26 | Conrad Craig M. | Identification of optical ribbons |
| JP2010117592A (ja) * | 2008-11-13 | 2010-05-27 | Nippon Telegr & Teleph Corp <Ntt> | 光ファイバテープ及び光ファイバケーブル |
| JP2011185992A (ja) * | 2010-03-04 | 2011-09-22 | Fujikura Ltd | 光ファイバ素線テープ心線の製造方法及び光ファイバ素線テープ心線の製造装置 |
| JP2012103293A (ja) * | 2010-11-05 | 2012-05-31 | Nippon Telegr & Teleph Corp <Ntt> | 光ファイバテープおよび光ファイバケーブル |
| CN102822711A (zh) * | 2011-03-30 | 2012-12-12 | 昭和电线电缆系统株式会社 | 光纤带芯线、光纤带芯线的制造方法及光缆 |
| JP2013156507A (ja) * | 2012-01-31 | 2013-08-15 | Nippon Telegr & Teleph Corp <Ntt> | 樹脂除去方法及び樹脂除去工具 |
-
2016
- 2016-03-02 JP JP2016039870A patent/JP6534953B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002296467A (ja) * | 2001-04-02 | 2002-10-09 | Nippon Telegr & Teleph Corp <Ntt> | 光ファイバ多心コード |
| US20020197032A1 (en) * | 2001-06-21 | 2002-12-26 | Conrad Craig M. | Identification of optical ribbons |
| JP2010117592A (ja) * | 2008-11-13 | 2010-05-27 | Nippon Telegr & Teleph Corp <Ntt> | 光ファイバテープ及び光ファイバケーブル |
| JP2011185992A (ja) * | 2010-03-04 | 2011-09-22 | Fujikura Ltd | 光ファイバ素線テープ心線の製造方法及び光ファイバ素線テープ心線の製造装置 |
| JP2012103293A (ja) * | 2010-11-05 | 2012-05-31 | Nippon Telegr & Teleph Corp <Ntt> | 光ファイバテープおよび光ファイバケーブル |
| CN102822711A (zh) * | 2011-03-30 | 2012-12-12 | 昭和电线电缆系统株式会社 | 光纤带芯线、光纤带芯线的制造方法及光缆 |
| JP2013156507A (ja) * | 2012-01-31 | 2013-08-15 | Nippon Telegr & Teleph Corp <Ntt> | 樹脂除去方法及び樹脂除去工具 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019142842A1 (ja) * | 2018-01-18 | 2019-07-25 | 住友電気工業株式会社 | 光ファイバテープ心線の製造方法および製造装置 |
| CN111630426A (zh) * | 2018-01-18 | 2020-09-04 | 住友电气工业株式会社 | 光纤带芯线的制造方法及制造装置 |
| JPWO2019142842A1 (ja) * | 2018-01-18 | 2021-01-14 | 住友電気工業株式会社 | 光ファイバテープ心線の製造方法および製造装置 |
| EP3742211A4 (en) * | 2018-01-18 | 2021-09-22 | Sumitomo Electric Industries, Ltd. | METHOD AND DEVICE FOR MANUFACTURING GLASS FIBER TAPE CORES |
| US11181709B2 (en) | 2018-01-18 | 2021-11-23 | Ssumitomom Electric Industries, Ltd. | Manufacturing method of optical fiber ribbon and manufacturing apparatus thereof |
| CN111630426B (zh) * | 2018-01-18 | 2022-05-06 | 住友电气工业株式会社 | 光纤带芯线的制造方法及制造装置 |
| JP7151728B2 (ja) | 2018-01-18 | 2022-10-12 | 住友電気工業株式会社 | 光ファイバテープ心線の製造方法および製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6534953B2 (ja) | 2019-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI678566B (zh) | 間歇連結型光纖帶及間歇連結型光纖帶的製造方法 | |
| KR20200106082A (ko) | 가요성 광섬유 리본의 제조 방법 및 상기 리본 | |
| JP2009163045A (ja) | 光ファイバテープ心線およびその分割方法 | |
| JP2011232733A (ja) | 光ファイバテープ心線、光ファイバケーブル、及び光ファイバテープ心線の製造方法 | |
| WO2005101080A1 (ja) | 光ファイバテープユニット及び光ファイバケーブル | |
| TWI617855B (zh) | 光纖帶芯線的製造方法及其製造裝置 | |
| JP2020024257A (ja) | 光ファイバテープ心線、光ファイバケーブル、および光ファイバテープ心線の融着接続方法 | |
| JP2016146003A (ja) | 間欠接着型光ファイバテープおよびこれを用いた光ケーブル | |
| JP2022016133A (ja) | 光ファイバテープ心線、光ファイバケーブル | |
| JP3902201B2 (ja) | 光ファイバ素線及び光ファイバテープ心線 | |
| JP6490431B2 (ja) | 光ファイバテープ心線、光ファイバテープ心線の分割方法 | |
| JP6329912B2 (ja) | 光ファイバテープ心線、光ファイバケーブル | |
| JP5721686B2 (ja) | 光ファイバテープ心線及び光ファイバケーブル | |
| JP6083803B2 (ja) | テープ心線 | |
| JP6534953B2 (ja) | 光ファイバテープ心線、光ファイバテープ心線の分離方法 | |
| JP2011102915A (ja) | 光ファイバの製造方法および光ファイバ | |
| JP2003232973A (ja) | 光ファイバテープ心線 | |
| JP6391508B2 (ja) | 光ファイバテープ心線 | |
| JP2012128304A (ja) | 光ファイバユニット、光ファイバユニットの製造方法、光ファイバユニットを用いた光ファイバーケーブル | |
| JP4249202B2 (ja) | 光ファイバテープおよび光ケーブル | |
| JP2008065038A (ja) | 光ファイバドロップケーブル及び光ファイバインドアケーブル | |
| JP4094630B2 (ja) | 光ファイバテープの単心分離方法 | |
| JPH01150106A (ja) | テープ状光ファイバ心線 | |
| JP2008176120A (ja) | 光ファイバテープおよび光ケーブル | |
| JP2006208940A (ja) | 光ファイバテープおよび光ケーブル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181025 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190530 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6534953 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |