JP2017148860A - プレス加工装置 - Google Patents
プレス加工装置 Download PDFInfo
- Publication number
- JP2017148860A JP2017148860A JP2016036376A JP2016036376A JP2017148860A JP 2017148860 A JP2017148860 A JP 2017148860A JP 2016036376 A JP2016036376 A JP 2016036376A JP 2016036376 A JP2016036376 A JP 2016036376A JP 2017148860 A JP2017148860 A JP 2017148860A
- Authority
- JP
- Japan
- Prior art keywords
- hydraulic
- secondary processing
- press
- pressure
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Punching Or Piercing (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
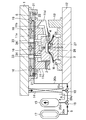
【解決手段】ラム1の下降エネルギーによって油圧を発生する油圧発生シリンダ14と、油圧発生シリンダ14が発生する油圧をガス圧に変換して蓄えるアキュムレータ15と、アキュムレータ15で蓄えられた油圧を利用して二次加工具4〜7を駆動する油圧シリンダ16と、油圧発生シリンダ14から圧油がアクチュエータ15に供給され、アクチュエータ15から油圧シリンダ16に圧油が供給されるように油路を切り換える第1及び第2の切換弁18,19を有する。
【選択図】図1
Description
プレス機のラムの下降によって上記ワークをプレス成形する上型及び下型と、
上記ワークの二次加工をする二次加工具と、
上記二次加工具を復帰させるリターンスプリングと、
作動液を媒体として上記二次加工具を駆動する液圧回路とを備え、
上記液圧回路は、
上記ラムの下降エネルギーによって上記作動液を吐出する液圧発生シリンダと、
上記液圧発生シリンダが発生する液圧をガス圧に変換して蓄えるアキュムレータと、
上記アキュムレータで蓄えられた液圧を利用して上記二次加工具を二次加工方向に駆動するアクチュエータと、
上記作動液の流路を、上記アキュムレータに液圧が蓄えられるように上記液圧発生シリンダから作動液を吐出させる流路と、上記アクチュエータが上記二次加工具を駆動するように上記アキュムレータから作動液を吐出させる流路と、上記リターンスプリングの付勢によって上記二次加工具が復帰するように上記アクチュエータから作動液を吐出させる流路とに切り換える切換手段とを備えていることを特徴とする。
図1に示すように、ワークWを上型2と下型3の間に搬入した状態でラム1を下降させると、上型2がロッド33,34を介してラム1で押されて下降する。これにより、ワークWは上型2と下型3に挟まれて上向きの凸になるように変形していく。このときは、流路Aが形成されるように第1及び第2の切換弁18,19が切り換えられる。これにより、ラム1の下降に伴って油圧発生シリンダ14から流路A(油路20a,20c,20d)を介して高圧アキュムレータ15に向かって圧油が吐出される。よって、油圧発生シリンダ14が発生する油圧が高圧アキュムレータ15に蓄えられる。
2 上型
3 下型
4〜7 二次加工具
8 昇降プレート
9 油圧回路(液圧回路)
11 上ホルダ
14 油圧発生シリンダ(液圧発生シリンダ)
15 高圧アキュムレータ
16 油圧シリンダ(アクチュエータ)
18 第1切換弁(切換手段)
19 第2切換弁(切換手段)
A〜D 油路(流路)
W ワーク
Claims (4)
- ワークのプレス成形と当該ワークの二次加工とを行なうプレス加工装置であって、
プレス機のラムの下降によって上記ワークをプレス成形する上型及び下型と、
上記ワークの二次加工をする二次加工具と、
上記二次加工具を復帰させるリターンスプリングと、
作動液を媒体として上記二次加工具を駆動する液圧回路とを備え、
上記液圧回路は、
上記ラムの下降エネルギーによって上記作動液を吐出する液圧発生シリンダと、
上記液圧発生シリンダが発生する液圧をガス圧に変換して蓄えるアキュムレータと、
上記アキュムレータで蓄えられた液圧によって上記二次加工具を二次加工方向に駆動するアクチュエータと、
上記作動液の流路を、上記アキュムレータに液圧が蓄えられるように上記液圧発生シリンダから作動液を吐出させる流路と、上記アクチュエータが上記二次加工具を駆動するように上記アキュムレータから作動液を吐出させる流路と、上記リターンスプリングの付勢によって上記二次加工具が復帰するように上記アクチュエータから作動液を吐出させる流路とに切り換える切換手段とを備えていることを特徴とするプレス加工装置。 - 請求項1において、
上記上型及び下型は、加熱された上記ワークのプレス成形と、該プレス成形に続いて当該ワークの焼入れのための冷却とを行なうホットプレス型であり、
上記切換手段は、上記ワークのプレス成形後、該ワークが焼入れによって硬化する前に、上記作動液の流路を、上記液圧発生シリンダから作動液を吐出させる流路から、上記アキュムレータから作動液を吐出させる流路に切り換えることを特徴とするプレス加工装置。 - 請求項1又は請求項2において、
上記二次加工具は、上記上型に対して相対的に昇降するように設けられたホルダに支持され、該ホルダが上記上型に対して相対的に下降することにより、上記ワークの二次加工を行なうものであり、
上記ホルダを上記上型に対して相対的に下降させるために、上記ラムと上記ホルダの間に上記アクチュエータとしての液圧シリンダが複数本設けられていることを特徴とするプレス加工装置。 - 請求項3において、
上記二次加工具として、上記ワークのトリミングを行なう加工具と、上記ワークのピアッシングを行なう加工具とを備え、
上記両加工具が上記ホルダに支持され、上記ワークのプレス成形に続いて当該両加工具による上記ワークのトリミングとピアッシングが同時に行なわれることを特徴とするプレス加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016036376A JP6299787B2 (ja) | 2016-02-26 | 2016-02-26 | プレス加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016036376A JP6299787B2 (ja) | 2016-02-26 | 2016-02-26 | プレス加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017148860A true JP2017148860A (ja) | 2017-08-31 |
| JP6299787B2 JP6299787B2 (ja) | 2018-03-28 |
Family
ID=59738728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016036376A Expired - Fee Related JP6299787B2 (ja) | 2016-02-26 | 2016-02-26 | プレス加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6299787B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107537934A (zh) * | 2017-10-21 | 2018-01-05 | 浙江博鑫涵汽车零部件有限公司 | 一种冲压模具 |
| CN107584016A (zh) * | 2017-10-21 | 2018-01-16 | 浙江博鑫涵汽车零部件有限公司 | 金属板材的冲压模具 |
| CN109500239A (zh) * | 2019-01-22 | 2019-03-22 | 重庆至信实业集团有限公司 | 一种电池盒支架加强件生产装置 |
| CN109570345A (zh) * | 2019-01-16 | 2019-04-05 | 重庆至信实业集团有限公司 | 一种备胎加强件生产装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6040621A (ja) * | 1983-08-11 | 1985-03-04 | Nissan Motor Co Ltd | プレス型 |
| US5038598A (en) * | 1990-09-07 | 1991-08-13 | Gene Pitzer | Method and apparatus for performing secondary operations in a press |
| JPH05237564A (ja) * | 1992-02-27 | 1993-09-17 | Toyota Motor Corp | 曲げ抜き同時加工方法およびその装置 |
| JPH08132299A (ja) * | 1994-11-04 | 1996-05-28 | Toyota Motor Corp | プレス装置 |
| JP2000158057A (ja) * | 1998-11-26 | 2000-06-13 | Toyota Auto Body Co Ltd | プレス型 |
| JP2005248253A (ja) * | 2004-03-04 | 2005-09-15 | Unipres Corp | 鋼材のホットプレス加工方法及び装置 |
| WO2014162350A1 (ja) * | 2013-04-02 | 2014-10-09 | 株式会社キーレックス | プレス装置 |
-
2016
- 2016-02-26 JP JP2016036376A patent/JP6299787B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6040621A (ja) * | 1983-08-11 | 1985-03-04 | Nissan Motor Co Ltd | プレス型 |
| US5038598A (en) * | 1990-09-07 | 1991-08-13 | Gene Pitzer | Method and apparatus for performing secondary operations in a press |
| JPH05237564A (ja) * | 1992-02-27 | 1993-09-17 | Toyota Motor Corp | 曲げ抜き同時加工方法およびその装置 |
| JPH08132299A (ja) * | 1994-11-04 | 1996-05-28 | Toyota Motor Corp | プレス装置 |
| JP2000158057A (ja) * | 1998-11-26 | 2000-06-13 | Toyota Auto Body Co Ltd | プレス型 |
| JP2005248253A (ja) * | 2004-03-04 | 2005-09-15 | Unipres Corp | 鋼材のホットプレス加工方法及び装置 |
| WO2014162350A1 (ja) * | 2013-04-02 | 2014-10-09 | 株式会社キーレックス | プレス装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107537934A (zh) * | 2017-10-21 | 2018-01-05 | 浙江博鑫涵汽车零部件有限公司 | 一种冲压模具 |
| CN107584016A (zh) * | 2017-10-21 | 2018-01-16 | 浙江博鑫涵汽车零部件有限公司 | 金属板材的冲压模具 |
| CN109570345A (zh) * | 2019-01-16 | 2019-04-05 | 重庆至信实业集团有限公司 | 一种备胎加强件生产装置 |
| CN109570345B (zh) * | 2019-01-16 | 2023-10-31 | 重庆至信实业集团有限公司 | 一种备胎加强件生产装置 |
| CN109500239A (zh) * | 2019-01-22 | 2019-03-22 | 重庆至信实业集团有限公司 | 一种电池盒支架加强件生产装置 |
| CN109500239B (zh) * | 2019-01-22 | 2023-12-15 | 重庆至信实业集团有限公司 | 一种电池盒支架加强件生产装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6299787B2 (ja) | 2018-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6299787B2 (ja) | プレス加工装置 | |
| JP5047053B2 (ja) | 金属要素を液圧成形するための装置 | |
| WO2014162350A1 (ja) | プレス装置 | |
| KR20100024374A (ko) | 실린더/피스톤 유닛의 동기화를 제어하고 정밀 블랭킹 또는 스탬핑 프레스에서의 성형 및/또는 정밀 블랭킹 도중의 압력 피크를 감소시키기 위한 방법 및 장치 | |
| JP6345050B2 (ja) | プレス機での被加工物の精密切断のための方法及び装置 | |
| CN111318605B (zh) | 精密冲裁压力机和用于操作精密冲裁压力机的方法 | |
| JP2005248253A (ja) | 鋼材のホットプレス加工方法及び装置 | |
| CN103706713B (zh) | 冲孔模具及其冲孔切换机构 | |
| JP6123810B2 (ja) | 鍛造金型の複動システム | |
| JP6299786B2 (ja) | プレス加工装置 | |
| JP2012066293A (ja) | プレス成形装置 | |
| JP5434476B2 (ja) | 多段プレス装置 | |
| CN102581113B (zh) | 汽车防撞梁冲切机 | |
| JP2008105094A (ja) | プレス成形方法、それに用いる兼用プレス型および成形装置 | |
| JP4129621B2 (ja) | プレス金型 | |
| JP4588553B2 (ja) | 鍛造方法及び鍛造用複動金型装置 | |
| JP3213661U (ja) | 加工装置 | |
| JP4442234B2 (ja) | 重ね合せ板材の液圧成形装置、その液圧成形金型およびその液圧成形方法 | |
| JP6299781B2 (ja) | プレス加工装置 | |
| CN210190684U (zh) | 一种液压精冲机 | |
| CN110935778B (zh) | 一种多功能试验机及其使用方法 | |
| CN208853504U (zh) | 一种伺服化锁定机构、缓冲装置及冲床 | |
| JP2021164956A (ja) | スタンピングプレス機に適用されたシリンダにおけるステムの戻りを制御するための装置 | |
| JP6010756B2 (ja) | 多段プレス装置 | |
| JP2022117078A (ja) | プレス加工方法及び油圧プレス機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171010 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180116 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6299787 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |