JP2017141084A - ゴム製ハンドレール - Google Patents
ゴム製ハンドレール Download PDFInfo
- Publication number
- JP2017141084A JP2017141084A JP2016022773A JP2016022773A JP2017141084A JP 2017141084 A JP2017141084 A JP 2017141084A JP 2016022773 A JP2016022773 A JP 2016022773A JP 2016022773 A JP2016022773 A JP 2016022773A JP 2017141084 A JP2017141084 A JP 2017141084A
- Authority
- JP
- Japan
- Prior art keywords
- rubber
- tensile body
- synthetic resin
- core
- strands
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Escalators And Moving Walkways (AREA)
Abstract
Description
[ゴム製ハンドレールの全体構成]
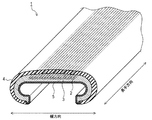
実施形態のゴム製ハンドレール1は、エスカレータ、動く歩道、及び、これらに類似した輸送装置(以下、エスカレータ等と表記する)のための移動手摺として適用されるものである。図1に例示されるように、ゴム製ハンドレール1は、抗張体2と、芯材層3と、化粧層4と、帆布層5とを備える。全体として断面形状C字状に形成されたゴム製ハンドレール1は、ほぼ平坦な中央部分と、幅方向の端部において円弧状に丸めて形成された側端部とを有する。なお、図1においては、ゴム製ハンドレール1の部分斜視図を表しているが、ゴム製ハンドレール1がエスカレータ等に設けられる際には、長手方向における両端部同士を接続した無端状に形成される。
(実施例1)
実施例1の抗張体2Aは、図2に例示されるとおり、合成樹脂で形成された線材である合成樹脂芯線23Aの周りに、5本の金属製の周ストランド21Aがほぼ等間隔に配置された芯入りスチールコードからなる。周ストランド21Aは、7本のスチール素線22Aを撚り合わせて形成された線材である。これら5本の周ストランド21Aを、合成樹脂芯線23Aを中心にして、スチール素線22Aの撚り方向とは逆に撚り合わせることにより、抗張体2Aの芯入りスチールコードが形成される。この抗張体2Aとして適用される芯入りスチールコードの寸法の一例として、直径約0.155mmのスチール素線22Aと、直径約0.33mmの合成樹脂芯線23Aを用いて、全体として直径約1.26mmのスチールコードを形成するものが挙げられる。
実施例2の抗張体2Bは、図3に例示されるとおり、合成樹脂で形成された線材である合成樹脂芯線23Bの周りに、6本の金属製の周ストランド21Bがほぼ等間隔に配置された芯入りスチールコードからなる。周ストランド21Bは、4本のスチール素線22Bを撚り合わせて形成された線材である。これら6本の周ストランド21Bを、合成樹脂芯線23Bを中心にして、スチール素線22Bの撚り方向とは逆に撚り合わせることにより、抗張体2Bの芯入りスチールコードが形成される。この抗張体2Bとして適用される芯入りスチールコードの寸法の一例として、直径約0.175mmのスチール素線22Bと、直径約0.52mmの合成樹脂芯線23Bを用いて、全体として直径約1.22mmの芯入りスチールコードを形成するものが挙げられる。
上記実施例1,2に適用される合成樹脂芯線23A,23B(以下、単に合成樹脂芯線23という)は、合成樹脂を紡糸して形成される繊維(すなわち、合成繊維)を複数束ねたマルチフィラメントであってもよいし、1本の無垢の線材からなるモノフィラメントであってもよい。合成樹脂芯線23として適用可能な材料としては、例えば、ナイロン6,6(融点260℃)、ポリエチレンテレフタレート(PET、融点260℃)、ポリエチレンナフタレート(PEN、融点269℃)、ポリフェニレンサルファイド(PPS、融点285℃)、ポリエーテルエーテルケトン(PEEK、融点334℃)、ポリアミドイミド(PAI、融点300℃)等の合成樹脂が挙げられる。
実施形態のゴム製ハンドレール1によれば、以下の効果を奏する。
芯材層3に埋め込まれる抗張体2の芯部に、金属製の芯ストランドではなく合成樹脂芯線23が設けられている。上記実施形態において例示した合成樹脂を材料とする合成樹脂芯線は、高強度であると共に可撓性に優れているため、ゴム製ハンドレール1表面からの飛び出しを抑制できる。
(1)上記実施形態では、ゴム製ハンドレール1を構成する芯材層3や化粧層4の材料として、ゴムを用いた事例について説明した。これに限らず、芯材層3や化粧層4の材料として、公知のエラストマーを用いるものであってもよい。
Claims (4)
- 長手方向に延びる抗張体と、
前記抗張体の周りを被覆するゴムで形成された芯材層を含む本体部とを備え、
前記抗張体は、複数の金属素線が撚り合わされたストランドが複数撚り合わされて形成された金属製コード、又は撚り合わされていない金属素線が複数撚り合わされて形成された金属製コードであって、複数の前記ストランド又は複数の前記撚り合わされていない金属素線に囲まれた芯部に合成樹脂で形成された芯線が設けられており、
前記芯線を形成する合成樹脂は、前記ゴムが前記抗張体に被覆されて前記芯材層が成形される製造工程において前記ゴムが加温される温度よりも融点が高いこと、
を特徴とするゴム製ハンドレール。 - 長手方向に延びる抗張体と、
前記抗張体の周りを被覆するゴムで形成された芯材層を含む本体部とを備え、
前記抗張体は、複数の金属素線が撚り合わされたストランドが複数撚り合わされて形成された金属製コード、又は撚り合わされていない金属素線が複数撚り合わされて形成された金属製コードであって、複数の前記ストランド又は複数の前記撚り合わされていない金属素線に囲まれた芯部に合成樹脂で形成された芯線が設けられており、
前記芯線の材料となる合成樹脂の融点が245℃〜350℃であること、
を特徴とするゴム製ハンドレール。 - 請求項1又は請求項2に記載のゴム製ハンドレールにおいて、
前記芯線の材料となる合成樹脂は、ナイロン6,6、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリフェニレンサルファイド、ポリエーテルエーテルケトン、又は、ポリアミドイミドの何れかであること、
を特徴とするゴム製ハンドレール。 - 請求項1ないし請求項3の何れか1項に記載のゴム製ハンドレールにおいて、
前記芯線は、前記合成樹脂で形成される繊維を束ねたものであること、
を特徴とするゴム製ハンドレール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016022773A JP2017141084A (ja) | 2016-02-09 | 2016-02-09 | ゴム製ハンドレール |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016022773A JP2017141084A (ja) | 2016-02-09 | 2016-02-09 | ゴム製ハンドレール |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017141084A true JP2017141084A (ja) | 2017-08-17 |
Family
ID=59628206
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016022773A Pending JP2017141084A (ja) | 2016-02-09 | 2016-02-09 | ゴム製ハンドレール |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017141084A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10399265B2 (en) * | 2013-09-26 | 2019-09-03 | Mitsubishi Electric Corporation | Method of manufacturing escalator handrail |
| CN110482389A (zh) * | 2019-09-10 | 2019-11-22 | 依合斯电梯配件(上海)有限公司 | 交联型聚氨酯电梯扶手带 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56169886A (en) * | 1980-05-26 | 1981-12-26 | Hitachi Cable | Cord for reinforcing strip material and movable handrail using same |
| JPH03223088A (ja) * | 1990-01-29 | 1991-10-02 | Showa Electric Wire & Cable Co Ltd | エスカレータハンドベルトの製造方法 |
| JPH0733376A (ja) * | 1993-07-19 | 1995-02-03 | Showa Electric Wire & Cable Co Ltd | 乗客コンベア用ハンドベルト |
| JP2002538327A (ja) * | 1999-03-04 | 2002-11-12 | ナムローゼ・フェンノートシャップ・ベーカート・ソシエテ・アノニム | ポリマーコア付きのスチールコード |
| JP2004250154A (ja) * | 2003-02-19 | 2004-09-09 | Mitsubishi Electric Corp | 乗客コンベア用移動手摺の製造方法 |
| JP2010538932A (ja) * | 2007-09-10 | 2010-12-16 | イー エイチ シー カナダ インコーポレーテッド | 熱可塑性ハンドレールの押出方法及び装置 |
-
2016
- 2016-02-09 JP JP2016022773A patent/JP2017141084A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56169886A (en) * | 1980-05-26 | 1981-12-26 | Hitachi Cable | Cord for reinforcing strip material and movable handrail using same |
| JPH03223088A (ja) * | 1990-01-29 | 1991-10-02 | Showa Electric Wire & Cable Co Ltd | エスカレータハンドベルトの製造方法 |
| JPH0733376A (ja) * | 1993-07-19 | 1995-02-03 | Showa Electric Wire & Cable Co Ltd | 乗客コンベア用ハンドベルト |
| JP2002538327A (ja) * | 1999-03-04 | 2002-11-12 | ナムローゼ・フェンノートシャップ・ベーカート・ソシエテ・アノニム | ポリマーコア付きのスチールコード |
| JP2004250154A (ja) * | 2003-02-19 | 2004-09-09 | Mitsubishi Electric Corp | 乗客コンベア用移動手摺の製造方法 |
| JP2010538932A (ja) * | 2007-09-10 | 2010-12-16 | イー エイチ シー カナダ インコーポレーテッド | 熱可塑性ハンドレールの押出方法及び装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10399265B2 (en) * | 2013-09-26 | 2019-09-03 | Mitsubishi Electric Corporation | Method of manufacturing escalator handrail |
| US11207814B2 (en) | 2013-09-26 | 2021-12-28 | Mitsubishi Electric Corporation | Method of manufacturing an escalator handrail |
| CN110482389A (zh) * | 2019-09-10 | 2019-11-22 | 依合斯电梯配件(上海)有限公司 | 交联型聚氨酯电梯扶手带 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FI109034B (fi) | Nostovaijeri | |
| ES2252311T3 (es) | Cuerda de acero para neumaticos todo terreno y bandas transportadoras. | |
| TWI237080B (en) | Coated steel cable rope | |
| US11465885B2 (en) | Reinforced fabric elevator belt with improved internal wear resistance | |
| JP6305659B2 (ja) | エレベータロープ及びその製造方法 | |
| JP4504113B2 (ja) | 被覆ワイヤロープ | |
| WO2004037702A1 (ja) | エレベータ用ロープ | |
| JP2008133073A (ja) | ハンドレール及びその製造方法 | |
| JP4118880B2 (ja) | 被覆型ワイヤロープ | |
| JP2017141084A (ja) | ゴム製ハンドレール | |
| KR20190141737A (ko) | 수지제 벨트 | |
| JP2016222441A (ja) | コンベヤベルト | |
| JP5768568B2 (ja) | エレベータ用巻上ロープ | |
| US10637218B2 (en) | Wire puller and cord | |
| PH12020552303A1 (en) | Reinforcing cable having increased degree of bonding | |
| JP6697297B2 (ja) | 工業用ベルト | |
| JP2009242007A (ja) | 平ベルト | |
| JP2000130427A (ja) | コントロールケーブルの内索 | |
| KR100908362B1 (ko) | 이단 피복 로프 제조방법 | |
| JP6631290B2 (ja) | ゴム製ハンドレール、ゴム製ハンドレールの製造方法 | |
| JP2004115985A (ja) | ハイブリッドロープ | |
| JP2015045727A (ja) | 光ファイバケーブル及びその製造方法 | |
| CN110998019A (zh) | 护套元件和用于插接线缆的方法 | |
| JP6620430B2 (ja) | ゴム製品用補強層 | |
| JP3022611U (ja) | 搬送ベルトの蛇行防止用紐 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190903 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191018 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200324 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200515 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20201013 |