JP2017113760A - 溶接トーチ、溶接ロボット、及び溶接システム - Google Patents
溶接トーチ、溶接ロボット、及び溶接システム Download PDFInfo
- Publication number
- JP2017113760A JP2017113760A JP2015248891A JP2015248891A JP2017113760A JP 2017113760 A JP2017113760 A JP 2017113760A JP 2015248891 A JP2015248891 A JP 2015248891A JP 2015248891 A JP2015248891 A JP 2015248891A JP 2017113760 A JP2017113760 A JP 2017113760A
- Authority
- JP
- Japan
- Prior art keywords
- tip
- orifice
- shield member
- welding
- torch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/24—Features related to electrodes
- B23K9/28—Supporting devices for electrodes
- B23K9/29—Supporting devices adapted for making use of shielding means
- B23K9/291—Supporting devices adapted for making use of shielding means the shielding means being a gas
- B23K9/295—Supporting devices adapted for making use of shielding means the shielding means being a gas using consumable electrode-wire
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/24—Features related to electrodes
- B23K9/26—Accessories for electrodes, e.g. ignition tips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/164—Arc welding or cutting making use of shielding gas making use of a moving fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/173—Arc welding or cutting making use of shielding gas and of a consumable electrode
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/24—Features related to electrodes
- B23K9/28—Supporting devices for electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/32—Accessories
- B23K9/321—Protecting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/32—Accessories
- B23K9/325—Devices for supplying or evacuating shielding gas
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/32—Accessories
- B23K9/328—Cleaning of weld torches, i.e. removing weld-spatter; Preventing weld-spatter, e.g. applying anti-adhesives
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Arc Welding In General (AREA)
Abstract
Description
まず、本実施形態の溶接トーチの全体像を把握するために、溶接トーチが用いられた溶接ロボット1について説明する。
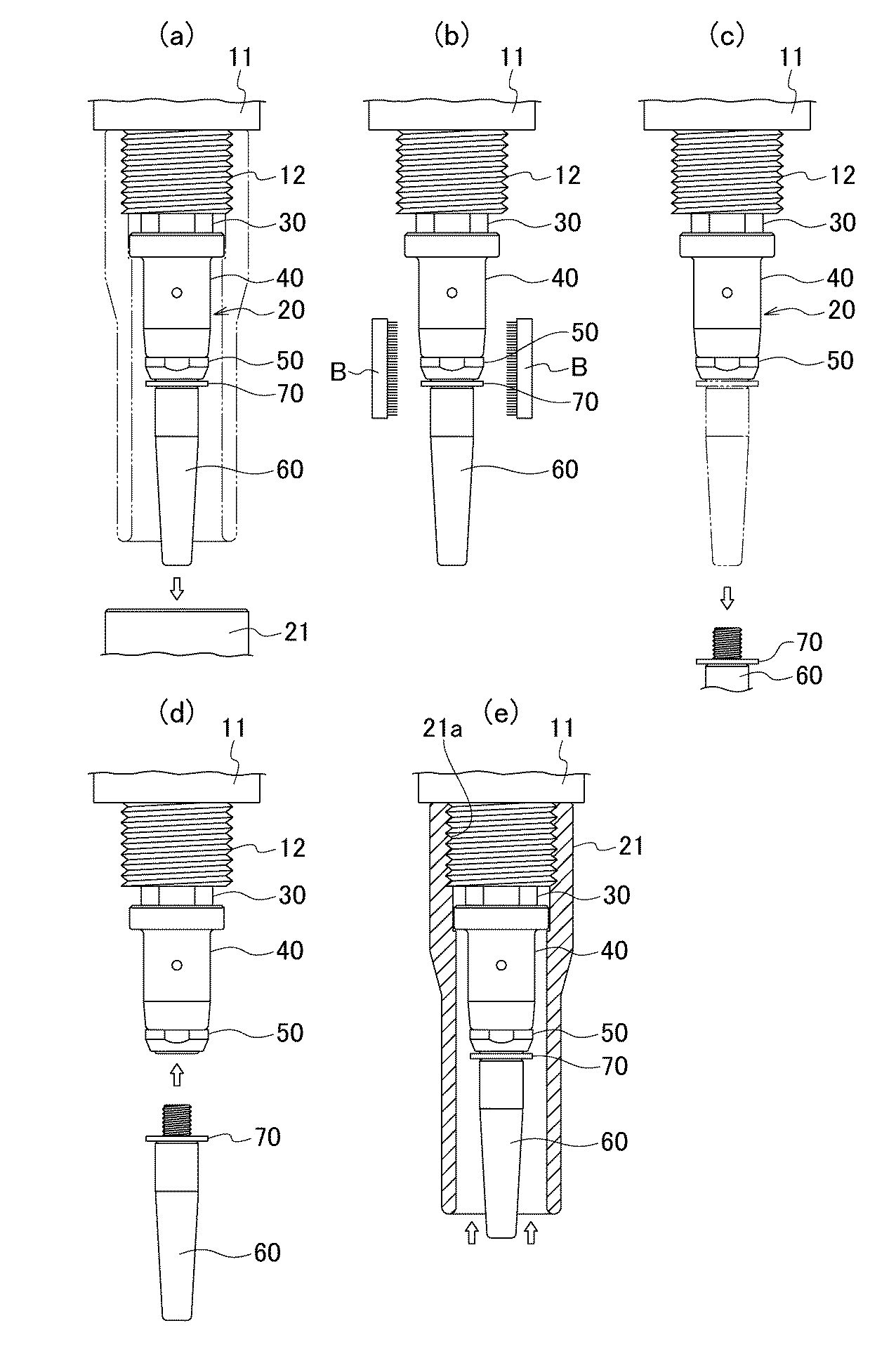
溶接トーチ10は、図2及び図3に示すように、マニピュレータ6に取り付けられるトーチ銃身11と、トーチ銃身11に取り付けられるチップ20と、トーチ銃身11に取り付けられ、チップ20を内部に収容する円筒状のノズル21と、を備え、ガスシールドアーク溶接を行うものである。
トーチ銃身11の先端部には、チップ20及びノズル21が取り付けられる円筒状のホルダ12が形成されている。そして、ホルダ12の内周面には、チップ20のチップボディ30を螺合させる雌ねじ部12aが形成され、ホルダ12の外周面には、ノズル21を螺合させる雄ねじ部12bが形成されている。なお、トーチ銃身11には、トーチケーブル3を介して溶接電流、溶接ワイヤW、及びシールドガスが供給されている。
チップ20は、図4及び図5に示すように、トーチ銃身11に取り付けられる筒状のチップボディ30と、チップボディ30の外周に先端側から挿入される筒状のオリフィス40と、チップボディ30の先端外周に着脱自在に取り付けられ、オリフィス40をチップボディ30の外周に支持するオリフィス支持ナット50と、チップボディ30の先端内周に着脱自在に取り付けられる筒状のコンタクトチップ60と、チップボディ30とコンタクトチップ60との間に挟み込まれる円環状のシールド部材70と、を備える。
チップボディ30は、銅等の通電性を有する金属材料からなる円筒形状の部材であり、その後端部の外周面にトーチ銃身11のホルダ12の雌ねじ部12aに螺合する雄ねじ部31が形成されている。また、チップボディ30は、トーチ銃身11のホルダ12の雌ねじ部12aに螺着されると、インナチューブ13の外周面との間に一定の空間を形成する。
オリフィス40は、セラミック材料からなる円筒形状の部材であり、チップボディ30に装着された状態において、チップボディ30の貫通穴33よりも先端側の位置に、シールドガスをノズル21内に噴出する複数(本実施形態では8つ)のガス噴出穴41が周方向に等間隔で形成されている。
オリフィス支持ナット50は、銅等の通電性を有する金属材料からなるリング形状の部材であり、その内周面に、チップボディ30の先端部の雄ねじ部35に螺合する雌ねじ部51が形成されている。
コンタクトチップ60は、溶接電流を溶接ワイヤWに供給すると共に、溶接対象の母材Aに溶接ワイヤWをガイドするものである。コンタクトチップ60は、銅等の通電性を有する金属材料で形成されている。
シールド部材70は、コンタクトチップ60の雄ねじ部62に後側から挿入される円環状の板部材である。そして、シールド部材70がコンタクトチップ60の雄ねじ部62に挿入された状態で、コンタクトチップ60の雄ねじ部62をチップボディ30の雌ねじ部34に螺着することにより、シールド部材70がチップボディ30とコンタクトチップ60との間に挟持される。これにより、シールド部材70は、オリフィス40及びオリフィス支持ナット50よりも前方に配置されている。
ノズル21は、金属材料からなる円筒形状の部材であり、溶接対象の母材Aに対して、オリフィス40のガス噴出穴41から噴出されるアルゴン(Ar)や炭酸ガス(CO2)等のシールドガスを噴射するものである。また、ノズル21は、チップ20を内部に収容することが可能な内部空間を有する。また、ノズル21の後端部の内周面には、トーチ銃身11のノズル21の雄ねじ部12bに螺合する雌ねじ部21a(図6(e)参照)が形成されている。
例えば、上記実施形態では、シールド部材は、独立した部材であるが、これに限定されず、オリフィス支持ナットやコンタクトチップに一体に形成されていてもよい。
[溶接条件]
溶接電流:300A
アーク電圧:32V
溶接速度:30cm/min
ワイヤ突出長さ:25mm
シールドガス:100%CO2ガス
オリフィスの外径:14mm
オリフィス支持ナットの先端外径:10mm
コンタクトチップの雄ねじ部の外径:6mm
11 トーチ銃身
20 チップ
21 ノズル
30 チップボディ
40 オリフィス
50 オリフィス支持ナット
60 コンタクトチップ
70 シールド部材
70F 前面(シールド部材の表面)
70R 後面(シールド部材の表面)
D1 シールド部材の外径
D2 オリフィス支持ナットの先端外径
D3 オリフィスの外径
D4 シールド部材の内径
D5 コンタクトチップの雄ねじ部の外径
T シールド部材の板厚
Claims (6)
- トーチ銃身と、前記トーチ銃身に取り付けられるチップと、前記トーチ銃身に取り付けられ、前記チップを内部に収容する筒状のノズルと、を備え、ガスシールドアーク溶接に用いられる溶接トーチであって、
前記チップは、
前記トーチ銃身に取り付けられる筒状のチップボディと、
前記チップボディの外周に挿入される筒状のオリフィスと、
前記チップボディの先端外周に着脱自在に取り付けられ、前記オリフィスを前記チップボディの外周に支持するオリフィス支持ナットと、
前記チップボディの先端内周に着脱自在に取り付けられる筒状のコンタクトチップと、
前記チップボディと前記コンタクトチップとの間に配置される環状のシールド部材と、を備え、
前記シールド部材の外径は、前記オリフィス支持ナットの先端外径以上、前記オリフィスの外径以下に設定されることを特徴とする溶接トーチ。 - 前記シールド部材の板厚は、0.5mm〜3.0mmに設定され、
前記シールド部材の内径は、前記コンタクトチップの着脱部分の外径の1.5倍以下に設定されることを特徴とする請求項1に記載の溶接トーチ。 - 前記シールド部材の前記コンタクトチップの先端側の表面は、平面に形成され、
前記平面の表面粗さ(Ra)は、50μm以下に設定されることを特徴とする請求項1又は2に記載の溶接トーチ。 - 前記シールド部材の表面は、純銅又は銅を50重量%以上含む合金で構成されることを特徴とする請求項1〜3のいずれか1項に記載の溶接トーチ。
- 請求項1〜4のいずれか1項に記載の溶接トーチを備えることを特徴とする溶接ロボット。
- 請求項5に記載の溶接ロボットと、溶接電源と、を備えることを特徴とする溶接システム。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015248891A JP6377051B2 (ja) | 2015-12-21 | 2015-12-21 | 溶接トーチ、溶接ロボット、及び溶接システム |
| US15/355,942 US10507543B2 (en) | 2015-12-21 | 2016-11-18 | Welding torch, welding robot, and welding system |
| CN201611173953.3A CN106964879B (zh) | 2015-12-21 | 2016-12-16 | 焊枪、焊接机器人以及焊接系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015248891A JP6377051B2 (ja) | 2015-12-21 | 2015-12-21 | 溶接トーチ、溶接ロボット、及び溶接システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017113760A true JP2017113760A (ja) | 2017-06-29 |
| JP6377051B2 JP6377051B2 (ja) | 2018-08-22 |
Family
ID=59064085
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015248891A Active JP6377051B2 (ja) | 2015-12-21 | 2015-12-21 | 溶接トーチ、溶接ロボット、及び溶接システム |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US10507543B2 (ja) |
| JP (1) | JP6377051B2 (ja) |
| CN (1) | CN106964879B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018225817A1 (ja) | 2017-06-08 | 2018-12-13 | サントリーホールディングス株式会社 | 甘味の増大した飲食品 |
| WO2024135181A1 (ja) * | 2022-12-23 | 2024-06-27 | 株式会社神戸製鋼所 | 溶接トーチ及び止めリング |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX2016006072A (es) * | 2013-11-13 | 2016-12-16 | Victor Equipment Co | Sistema y metodo de colocacion de productos consumibles de soldadura por arco electrico. |
| CN112007920B (zh) * | 2020-08-21 | 2021-06-08 | 广州东焊智能装备有限公司 | 一种改进型焊枪清枪器 |
| CN113681134B (zh) * | 2021-09-01 | 2023-03-31 | 江苏科技大学 | 用于气体保护焊的可伸缩套筒形喷嘴及其使用方法 |
| CN117961288A (zh) * | 2024-04-01 | 2024-05-03 | 苏州创鑫激光科技有限公司 | 激光焊接装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4414671Y1 (ja) * | 1966-03-11 | 1969-06-23 | ||
| JPS59178183A (ja) * | 1983-03-30 | 1984-10-09 | Hitachi Ltd | ア−ク溶接用ト−チ |
| JPS6316576U (ja) * | 1986-07-14 | 1988-02-03 | ||
| US20070062922A1 (en) * | 2005-09-19 | 2007-03-22 | Lincoln Global, Inc. | Torch for arc welding gun |
| JP2014233723A (ja) * | 2013-05-30 | 2014-12-15 | 株式会社神戸製鋼所 | 溶接トーチ |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2989357B2 (ja) | 1991-11-22 | 1999-12-13 | 三菱重工業株式会社 | 溶接トーチのノズル清掃装置 |
| AT408079B (de) * | 2000-01-11 | 2001-08-27 | Hoffmann Hans | Schweissbrenner und stromdüse |
| US20050056628A1 (en) * | 2003-09-16 | 2005-03-17 | Yiping Hu | Coaxial nozzle design for laser cladding/welding process |
| JP5271338B2 (ja) * | 2010-11-24 | 2013-08-21 | 株式会社神戸製鋼所 | 溶接用トーチ、溶接用チップ、および溶接用ロボット |
| JP5631816B2 (ja) | 2011-07-06 | 2014-11-26 | 株式会社神戸製鋼所 | 溶接用チップ交換装置、溶接用チップ交換システムおよび溶接用チップ交換方法 |
-
2015
- 2015-12-21 JP JP2015248891A patent/JP6377051B2/ja active Active
-
2016
- 2016-11-18 US US15/355,942 patent/US10507543B2/en active Active
- 2016-12-16 CN CN201611173953.3A patent/CN106964879B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4414671Y1 (ja) * | 1966-03-11 | 1969-06-23 | ||
| JPS59178183A (ja) * | 1983-03-30 | 1984-10-09 | Hitachi Ltd | ア−ク溶接用ト−チ |
| JPS6316576U (ja) * | 1986-07-14 | 1988-02-03 | ||
| US20070062922A1 (en) * | 2005-09-19 | 2007-03-22 | Lincoln Global, Inc. | Torch for arc welding gun |
| JP2014233723A (ja) * | 2013-05-30 | 2014-12-15 | 株式会社神戸製鋼所 | 溶接トーチ |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018225817A1 (ja) | 2017-06-08 | 2018-12-13 | サントリーホールディングス株式会社 | 甘味の増大した飲食品 |
| WO2024135181A1 (ja) * | 2022-12-23 | 2024-06-27 | 株式会社神戸製鋼所 | 溶接トーチ及び止めリング |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6377051B2 (ja) | 2018-08-22 |
| CN106964879B (zh) | 2019-12-10 |
| US10507543B2 (en) | 2019-12-17 |
| CN106964879A (zh) | 2017-07-21 |
| US20170173722A1 (en) | 2017-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6377051B2 (ja) | 溶接トーチ、溶接ロボット、及び溶接システム | |
| JP5271338B2 (ja) | 溶接用トーチ、溶接用チップ、および溶接用ロボット | |
| CA2767979C (en) | Refractory material reinforced composites for the gmaw contact tips | |
| US9266181B2 (en) | Head assembly for multi-wire submerged arc welding (SAW) | |
| EP3938134B1 (en) | Gas metal arc welding torch | |
| JP6022406B2 (ja) | 溶接トーチ | |
| JP2009142850A (ja) | ガスシールドアーク溶接用トーチ先端ユニット | |
| JP5078143B2 (ja) | 亜鉛めっき鋼板のプラズマ溶接方法 | |
| JPH11123559A (ja) | 高速mig溶接用溶接トーチ | |
| JP4619810B2 (ja) | アーク溶接用ガスノズル | |
| JP2007167879A (ja) | 溶接用コンタクトチップ及び溶接用トーチ | |
| JP2013052395A (ja) | アーク溶接用トーチ | |
| KR100434694B1 (ko) | 플라즈마토치 | |
| JP3882758B2 (ja) | 溶接用トーチ | |
| RU2817363C2 (ru) | Горелка для дуговой сварки металлическим электродом в газовой среде | |
| JP5483538B2 (ja) | ガスシールドアーク溶接トーチのシールドノズル | |
| JP5659365B2 (ja) | スポット溶接用電極 | |
| JP2017144479A (ja) | ガスシールドアーク溶接トーチのシールドノズル | |
| JP2020199547A (ja) | ガスシールドアーク溶接トーチのシールドノズル | |
| TR2021014079A2 (tr) | Gazalti kaynaklar i̇çi̇n kontak memesi̇ | |
| JP3136631U (ja) | ガスシールドアーク溶接トーチ | |
| JP3136437U (ja) | ガスシールドアーク溶接トーチのシールドノズル | |
| JP2018086671A (ja) | 狭開先用溶接トーチ、狭開先溶接方法及び狭開先溶接システム | |
| JPS58199674A (ja) | 溶接用ト−チ | |
| KR20190109875A (ko) | 용재의 공급구조가 개선된 티그용접 용 토치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170901 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180626 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180627 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180724 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6377051 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |