JP2017106073A - 無方向性電磁鋼板の製造方法 - Google Patents
無方向性電磁鋼板の製造方法 Download PDFInfo
- Publication number
- JP2017106073A JP2017106073A JP2015240390A JP2015240390A JP2017106073A JP 2017106073 A JP2017106073 A JP 2017106073A JP 2015240390 A JP2015240390 A JP 2015240390A JP 2015240390 A JP2015240390 A JP 2015240390A JP 2017106073 A JP2017106073 A JP 2017106073A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- less
- heating
- steel sheet
- induction heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 42
- 239000010959 steel Substances 0.000 title claims abstract description 42
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 22
- 238000010438 heat treatment Methods 0.000 claims abstract description 136
- 230000006698 induction Effects 0.000 claims abstract description 58
- 238000000137 annealing Methods 0.000 claims abstract description 48
- 238000005097 cold rolling Methods 0.000 claims abstract description 19
- 230000005855 radiation Effects 0.000 claims abstract description 18
- 238000005098 hot rolling Methods 0.000 claims abstract description 6
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 4
- 229910052748 manganese Inorganic materials 0.000 claims abstract description 4
- 229910052759 nickel Inorganic materials 0.000 claims abstract description 4
- 229910052698 phosphorus Inorganic materials 0.000 claims abstract description 4
- 229910000565 Non-oriented electrical steel Inorganic materials 0.000 claims description 27
- 229910000859 α-Fe Inorganic materials 0.000 claims description 11
- 239000000203 mixture Substances 0.000 claims description 8
- 229910052757 nitrogen Inorganic materials 0.000 claims description 8
- 229910052796 boron Inorganic materials 0.000 claims description 6
- 229910052758 niobium Inorganic materials 0.000 claims description 6
- 229910052717 sulfur Inorganic materials 0.000 claims description 6
- 229910052719 titanium Inorganic materials 0.000 claims description 6
- 229910052787 antimony Inorganic materials 0.000 claims description 5
- 239000012535 impurity Substances 0.000 claims description 2
- 230000004907 flux Effects 0.000 abstract description 32
- 230000000977 initiatory effect Effects 0.000 abstract 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 40
- 230000000694 effects Effects 0.000 description 20
- 229910052742 iron Inorganic materials 0.000 description 20
- 238000000034 method Methods 0.000 description 19
- 238000001953 recrystallisation Methods 0.000 description 13
- 238000002791 soaking Methods 0.000 description 10
- 239000012298 atmosphere Substances 0.000 description 7
- 239000000047 product Substances 0.000 description 7
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 238000005096 rolling process Methods 0.000 description 5
- 229910001224 Grain-oriented electrical steel Inorganic materials 0.000 description 4
- 230000006872 improvement Effects 0.000 description 4
- 229910052760 oxygen Inorganic materials 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 230000007704 transition Effects 0.000 description 4
- 230000007423 decrease Effects 0.000 description 3
- 238000003303 reheating Methods 0.000 description 3
- 230000032683 aging Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 238000005261 decarburization Methods 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- 239000012299 nitrogen atmosphere Substances 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000001737 promoting effect Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 229910052718 tin Inorganic materials 0.000 description 2
- 238000012795 verification Methods 0.000 description 2
- 229910000976 Electrical steel Inorganic materials 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000011162 core material Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 229910052711 selenium Inorganic materials 0.000 description 1
- 150000003346 selenoethers Chemical class 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
- 238000009849 vacuum degassing Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
- C21D1/42—Induction heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/005—Modifying the physical properties by deformation combined with, or followed by, heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1222—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1233—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1272—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C2202/00—Physical properties
- C22C2202/02—Magnetic
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
Abstract
【解決手段】mass%でC:0.0050%以下、Si:5.0%以下、Mn:3.0%以下、P:0.2%以下、Al:3.0%以下、Ni:3.0%以下、Cr:5.0%以下を含有する鋼スラブを熱間圧延し、必要に応じて熱延板焼鈍し、冷間圧延し、仕上焼鈍を施す無方向性電磁鋼板の製造方法において、上記仕上焼鈍における加熱を、誘導加熱で加熱した後、輻射加熱で加熱する2段加熱で行い、かつ、上記誘導加熱を、600〜700℃間の平均昇温速度50℃/sec以上として720℃以上まで行い、誘導加熱終了から輻射加熱開始までを8sec以下とする無方向性電磁鋼板の製造方法。
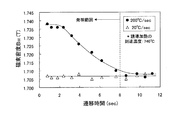
【選択図】図3
Description
また、上記特許文献2に提案された技術は、急速加熱を実施しているものの、発明者らの検証によれば、特許文献2で採用していない誘導加熱を適用した場合には、磁束密度向上効果が安定して得られないことが明らかとなった。
また、特許文献3に提案された技術は、誘導加熱を用いる技術であるが、発明者らが検証したところ、やはり、安定した磁束密度向上効果が得られなかった。また、この技術では、急速加熱後、冷却と再加熱が必要になるため、製造コストや設備コストが高くなるという問題がある。
また、特許文献4および5に提案された技術は、通電加熱で急速加熱を行っている。しかし、通電加熱は、コンダクターロールと鋼板との間でスパークが発生して表面欠陥が発生し易いため、無方向性電磁鋼板の仕上焼鈍に適用するには問題がある。
C:0.0025mass%、Si:1.42mass%、Mn:0.42mass%、P:0.07mass%、S:0.0016mass%、Al:0.0002mass%、N:0.0018mass%、Ni:0.01mass%、Cr:0.02mass%、Ti:0.0018mass%、Nb:0.0006mass%、B:0.0001mass%およびO:0.0023mass%を含有する鋼を真空炉で溶解し、鋼塊とした後、熱間圧延して板厚2.3mmの熱延板とした。なお、この熱延板は、完全に再結晶しており、フェライト粒径は20〜30μmの範囲内であることを確認した。
これに対して、無方向性電磁鋼板では、上記のような第2相をほとんど含まないため、冷間圧延後、仕上焼鈍で再結晶させるためには、より高温まで加熱する必要がある。しかし、一般的なソレノイド式の誘導加熱は、素材のキュリー点付近で加熱効率が急激に低下するため、誘導加熱のみでは無方向性電磁鋼板を再結晶させるのに十分な温度領域まで急速加熱することができない。そのため、急速加熱による集合組織改善効果が十分に得られなかったものと考えられる。
C:0.0050mass%以下
Cは、製品板において、磁気時効を起こして炭化物を形成し、鉄損を劣化させる有害元素である。そこで、上記磁気時効を抑制するため、Cは0.0050mass%以下に制限する。好ましくは0.0030mass%以下の範囲である。
Siは、鋼の比抵抗を高めて、鉄損を低減する効果があるため、0.1mass%以上添加するのが好ましい。しかし、5.0mass%を超える添加は、鋼を硬質化し、圧延することを困難とするため、Siの上限は5.0mass%とする。なお、Siは鉄損を低減するが、磁束密度も低下するため、磁束密度を重視する場合には、3.0mass%以下とするのが好ましい。
Mnは、鋼の比抵抗を高めて鉄損を低減する効果があり、また、熱間脆性を防止する効果があるため、0.05mass%以上添加するのが好ましい。しかし、3.0mass%を超える添加は、炭窒化物が析出し、却って鉄損を悪化するため、Mnの上限は3.0mass%とする。なお、Siと同様、2.0mass%を超える添加は、磁束密度の低下が大きくなるので、磁束密度を重視する場合は、2.0mass%以下にするのが好ましい。
Pは、鋼の硬さ(打抜性)の調整に用いられる元素である。しかし、0.2mass%を超えて添加すると、鋼が脆化し、圧延することが難しくなるため、Pの上限は0.2mass%とする。好ましくは0.1mass%以下である。
Alは、Siと同様、鋼の比抵抗を高めて、鉄損を低減する効果がある。しかし、3.0mass%を超えて添加すると、鋼が硬質化し、圧延が困難になるため、上限を3.0mass%に制限する。
なお、Alの含有量が0.01〜0.1mass%の範囲では、微細なAlNが析出し、鉄損が悪化する。また、Alを0.01mass%以下に低減すると、集合組織が改善され、磁束密度が向上する。したがって、鉄損より磁束密度を重視する場合には、Al:0.01mass%以下とするのが好ましい。より好ましくは0.003mass%以下である。一方、磁束密度より鉄損を重視する場合には、Al:0.1〜3.0mass%の範囲とするのが好ましい。より好ましくは0.1〜2.0mass%の範囲である。
Niは、鋼の強度調整や磁束密度向上に有効な元素である。しかし、Niは高価な元素であり、3.0mass%を超える添加は原料コストの上昇を招くため、上限は3.0mass%とする。好ましくは1.0mass%以下である。
Crは、鋼の比抵抗を高めて、鉄損を低減する効果がある。しかし、5.0mass%を超える添加は、炭窒化物の析出を招き、却って鉄損を悪化させるため、Crの上限は5.0mass%とする。好ましくは2.0mass%以下である。
S,N,Ti,Nb,BおよびOは、炭化物や窒化物、硫化物、硼化物、酸化物等の微細析出物を形成して、鉄損特性を劣化させる有害元素である。特に、上記元素の含有量が0.005mass%を超えると、上記の悪影響が顕著になる。よって、上記元素の上限は、それぞれ0.005mass%とする。好ましくは0.003mass%以下である。なお、Ti,NbおよびBについては、窒素を固定のために意図的に添加してもよいが、その場合でも上記範囲内に収める必要がある。
Sn0.005〜0.20mass%およびSb:0.005〜0.20mass%のうちから選ばれる1種または2種
SnおよびSbは、再結晶集合組織を改善し、磁束密度と鉄損を改善する効果がある。上記効果を得るためには、それぞれ0.005mass%以上の添加が好ましい。しかし、0.20mass%を超えて添加しても、上記効果が飽和する。よって、Sn,Sbは、それぞれ0.005〜0.20mass%の範囲で添加するのが好ましい。より好ましくは、それぞれ0.01〜0.1mass%の範囲である。
Ca,MgおよびREMは、SやSeと安定な硫化物やセレン化物を形成して固定し、粒成長性を改善する効果がある。上記効果を得るためには、それぞれ0.0001mass%以上添加するのが好ましい。しかし、0.010mass%を超えて添加すると、却って鉄損が劣化するため、上限は0.010mass%とするのが好ましい。より好ましくは、それぞれ0.0010〜0.0050mass%の範囲である。
転炉−真空脱ガス処理等、通常公知の精錬プロセスで上記に説明した成分組成に調整した鋼を溶製した後、連続鋳造法等、通常公知の方法で鋼素材(スラブ)とする。
次いで、熱間圧延を行う。上記熱間圧延に先立つスラブの再加熱温度や、熱間圧延における仕上圧延終了温度、巻取温度等については特に制限しないが、磁気特性と生産性を確保する観点から、再加熱温度は1000〜1200℃、仕上圧延終了温度は700〜900℃、巻取温度は600〜800℃の範囲とするのが好ましい。
ここで、本発明において重要なことは、本発明の効果を高めるためには、最終冷間圧延前の鋼板組織(最終冷延前組織)におけるフェライト粒径を70μm以下とするのが好ましく、50μm以下とするのがより好ましい、ということである。ここで、上記フェライト粒径は、鋼板の断面組織における板厚方向の粒径を切断法で求めた平均粒径である。
仕上焼鈍において、{111}方位を有する再結晶粒は、最終冷延前の鋼板組織の粒界近傍から生成するため、最終冷延前組織のフェライト粒径が小さいと、冷延・再結晶後の組織中の{111}再結晶粒が多くなる。このため、急速加熱による{111}低減効果が顕著になるからであると考えられる。
上記誘導加熱は、ソレノイド式とすることが好ましい。ソレノイド式は、加熱効率が高く、板幅方向の温度の均一性に優れるというメリットがあるからである。
上記の誘導加熱は、仕上焼鈍の加熱過程の前段で用いるが、本発明の効果を得るためには600〜700℃の平均昇温速度を50℃/sec以上とする必要がある。より好ましい昇温速度は100℃/sec以上である。昇温速度の上限は特に規定しないが、設備コストを抑える観点から1000℃/sec以下とすることが好ましい。なお、600℃未満の温度領域の平均昇温速度は特に規定しないが、生産性の観点から1℃/sec以上とすることが好ましい。
上記の誘導加熱終了後は、輻射加熱で所定の均熱温度まで加熱を行うが、本発明の効果を得るためには、誘導加熱終了から輻射加熱開始までの時間を8sec以下とする必要がある。好ましくは5sec以下、さらに好ましくは3sec以下である。なお、誘導加熱設備を保護する観点から、高温の輻射加熱炉は、誘導加熱装置から離れて設置することが望ましく、そのためには、意図的に設備を設計しなければ、上記の条件を満たすことは難しい。
その後、ソレノイド式の誘導加熱炉とラジアントチューブ式の輻射加熱炉を組み合わせた連続焼鈍設備で950℃×10secの仕上焼鈍を施した。上記の誘導加熱炉では、出力とライン速度を調整し、誘導加熱炉での到達温度と輻射加熱開始までの時間を調整した。なお、誘導加熱終了から輻射加熱開始までの温度低下は全て10℃以内であった。また、誘導加熱炉の雰囲気は、乾燥窒素とし、続く輻射加熱炉の雰囲気は、vol%比でH2:N2=20:80、露点:−40℃(PH2O/PH2=0.001)とし、輻射加熱炉での均熱温度までの平均昇温速度は18℃/secとした。その後、絶縁被膜を塗布して製品板とした。
この結果から、同じ熱延板焼鈍条件で比較すると、本発明の製造方法で製造された鋼板は、いずれも優れた磁束密度と鉄損特性を有していることがわかる。特に、最終冷延前組織のフェライト粒径を70μm以下とした場合には、磁束密度B50の向上代が特に大きいことがわかる。

Claims (4)
- C:0.0050mass%以下、Si:5.0mass%以下、Mn:3.0mass%以下、P:0.2mass%以下、S:0.005mass%以下、Al:3.0mass%以下、N:0.005mass%以下、Ni:3.0mass%以下、Cr:5.0mass%以下、Ti:0.005mass%以下、Nb:0.005mass%以下、B:0.005mass%以下およびO:0.005mass%以下を含有し、残部がFeおよび不可避不純物からなる成分組成を有する鋼スラブを熱間圧延し、熱延板焼鈍しあるいは熱延板焼鈍を施すことなく、冷間圧延し、仕上焼鈍を施す無方向性電磁鋼板の製造方法において、
上記仕上焼鈍における加熱を、誘導加熱で加熱した後、輻射加熱で加熱する2段加熱で行い、かつ、
上記誘導加熱を、600〜700℃間の平均昇温速度50℃/sec以上として720℃以上まで行い、
上記誘導加熱終了から輻射加熱開始までを8sec以下とすることを特徴とする無方向性電磁鋼板の製造方法。 - 上記鋼スラブは、上記成分組成に加えてさらに、Sn:0.005〜0.20mass%およびSb:0.005〜0.20mass%のうちからから選ばれる1種または2種を含有することを特徴とする請求項1に記載の無方向性電磁鋼板の製造方法。
- 上記鋼スラブは、上記成分組成に加えてさらに、Ca:0.0001〜0.010mass%,Mg:0.0001〜0.010mass%およびREM:0.0001〜0.010mass%のうちからから選ばれる1種または2種以上を含有することを特徴とする請求項1または2に記載の無方向性電磁鋼板の製造方法。
- 上記冷間圧延における最終冷間圧延前の鋼板組織のフェライト粒径を70μm以下とすることを特徴とする請求項1〜3のいずれか1項に記載の無方向性電磁鋼板の製造方法。
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015240390A JP6406522B2 (ja) | 2015-12-09 | 2015-12-09 | 無方向性電磁鋼板の製造方法 |
| KR1020187015634A KR102120572B1 (ko) | 2015-12-09 | 2016-10-11 | 무 방향성 전자 강판의 제조 방법 |
| CA3006620A CA3006620C (en) | 2015-12-09 | 2016-10-11 | Method for producing non-oriented electrical steel sheet |
| PCT/JP2016/080072 WO2017098800A1 (ja) | 2015-12-09 | 2016-10-11 | 無方向性電磁鋼板の製造方法 |
| CN201680071970.8A CN108368561B (zh) | 2015-12-09 | 2016-10-11 | 无取向性电磁钢板的制造方法 |
| BR112018010370-5A BR112018010370B1 (pt) | 2015-12-09 | 2016-10-11 | Método para produzir uma chapa de aço elétrica não orientada |
| RU2018119964A RU2692138C1 (ru) | 2015-12-09 | 2016-10-11 | Способ изготовления нетекстурированного листа из электротехнической стали |
| US15/781,920 US20180355454A1 (en) | 2015-12-09 | 2016-10-11 | Method for producing non-oriented electrical steel sheet |
| MX2018006883A MX2018006883A (es) | 2015-12-09 | 2016-10-11 | Metodo para la produccion de lamina de acero electrico de grano no orientado. |
| EP16872700.6A EP3388537B1 (en) | 2015-12-09 | 2016-10-11 | Method for producing non-oriented electrical steel sheet |
| TW105139246A TWI605128B (zh) | 2015-12-09 | 2016-11-29 | Non-directional electromagnetic steel plate manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015240390A JP6406522B2 (ja) | 2015-12-09 | 2015-12-09 | 無方向性電磁鋼板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017106073A true JP2017106073A (ja) | 2017-06-15 |
| JP6406522B2 JP6406522B2 (ja) | 2018-10-17 |
Family
ID=59013998
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015240390A Active JP6406522B2 (ja) | 2015-12-09 | 2015-12-09 | 無方向性電磁鋼板の製造方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20180355454A1 (ja) |
| EP (1) | EP3388537B1 (ja) |
| JP (1) | JP6406522B2 (ja) |
| KR (1) | KR102120572B1 (ja) |
| CN (1) | CN108368561B (ja) |
| BR (1) | BR112018010370B1 (ja) |
| CA (1) | CA3006620C (ja) |
| MX (1) | MX2018006883A (ja) |
| RU (1) | RU2692138C1 (ja) |
| TW (1) | TWI605128B (ja) |
| WO (1) | WO2017098800A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019178373A (ja) * | 2018-03-30 | 2019-10-17 | 日本製鉄株式会社 | 無方向性電磁鋼板およびその製造方法、並びにモータコアおよびその製造方法 |
| WO2020111006A1 (ja) | 2018-11-26 | 2020-06-04 | Jfeスチール株式会社 | 無方向性電磁鋼板の製造方法 |
| KR20200076832A (ko) * | 2018-12-19 | 2020-06-30 | 주식회사 포스코 | 무방향성 전기강판 및 그 제조방법 |
| JP2022545025A (ja) * | 2019-08-26 | 2022-10-24 | バオシャン アイアン アンド スティール カンパニー リミテッド | Cu含有無方向性電磁鋼板及びその製造方法 |
| US11492678B2 (en) | 2017-12-26 | 2022-11-08 | Posco | Non-oriented electrical steel sheet and method for preparing same |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3404124B1 (en) * | 2016-01-15 | 2021-08-04 | JFE Steel Corporation | Non-oriented electrical steel sheet and production method thereof |
| JP6748375B2 (ja) * | 2016-10-19 | 2020-09-02 | Jfeスチール株式会社 | Si含有熱延鋼板の脱スケール方法 |
| JP6624393B2 (ja) * | 2016-12-28 | 2019-12-25 | Jfeスチール株式会社 | リサイクル性に優れる無方向性電磁鋼板 |
| PL3569728T3 (pl) * | 2017-01-16 | 2022-02-07 | Nippon Steel Corporation | Blacha cienka z niezorientowanej stali elektrotechnicznej |
| WO2019017426A1 (ja) * | 2017-07-19 | 2019-01-24 | 新日鐵住金株式会社 | 無方向性電磁鋼板 |
| BR112020015629B1 (pt) * | 2018-03-30 | 2023-12-05 | Nippon Steel Stainless Steel Corporation | Aço inoxidável ferrítico com excelente resistência à formação de estrias |
| KR102106409B1 (ko) * | 2018-07-18 | 2020-05-04 | 주식회사 포스코 | 무방향성 전기강판 및 그 제조방법 |
| RU2768098C1 (ru) * | 2018-10-02 | 2022-03-23 | ДжФЕ СТИЛ КОРПОРЕЙШН | Лист из неструктурированной электротехнической стали и способ изготовления сляба, используемого в качестве материала для него |
| WO2020094230A1 (de) * | 2018-11-08 | 2020-05-14 | Thyssenkrupp Steel Europe Ag | Elektroband oder -blech für höherfrequente elektromotoranwendungen mit verbesserter polarisation und geringen ummagnetisierungsverlusten |
| CN113727788B (zh) * | 2019-04-22 | 2023-09-01 | 杰富意钢铁株式会社 | 无取向性电磁钢板的制造方法 |
| CN110257600B (zh) * | 2019-06-28 | 2021-02-09 | 浙江康盛股份有限公司 | 一种超低碳钢管退火工艺及其装置 |
| CN112430778A (zh) * | 2019-08-26 | 2021-03-02 | 宝山钢铁股份有限公司 | 一种薄规格无取向电工钢板及其制造方法 |
| CN112430779A (zh) * | 2019-08-26 | 2021-03-02 | 宝山钢铁股份有限公司 | 一种高频铁损优良的无取向电工钢板及其制造方法 |
| WO2021095854A1 (ja) * | 2019-11-15 | 2021-05-20 | 日本製鉄株式会社 | 無方向性電磁鋼板の製造方法 |
| DE102021201616A1 (de) | 2020-05-29 | 2021-12-02 | Sms Group Gmbh | Verfahren zum rekristallisierenden Glühen eines nicht-kornorientierten Elektrobandes |
| CN114574756B (zh) * | 2022-02-15 | 2022-10-04 | 山西太钢不锈钢股份有限公司 | 一种低铁损高磁感无取向电工钢及其制造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5794524A (en) * | 1980-12-04 | 1982-06-12 | Nippon Kokan Kk <Nkk> | Method for continuous annealing |
| JP2010280936A (ja) * | 2009-06-03 | 2010-12-16 | Nippon Steel Corp | 無方向性電磁鋼板およびその製造方法 |
| JP2012132070A (ja) * | 2010-12-22 | 2012-07-12 | Jfe Steel Corp | 無方向性電磁鋼板の製造方法 |
| WO2013046661A1 (ja) * | 2011-09-27 | 2013-04-04 | Jfeスチール株式会社 | 無方向性電磁鋼板 |
| JP2013091837A (ja) * | 2011-10-27 | 2013-05-16 | Nippon Steel & Sumitomo Metal Corp | 圧延方向の磁気特性が良好な無方向性電磁鋼板の製造方法 |
| CN103451399A (zh) * | 2013-08-29 | 2013-12-18 | 河北钢铁股份有限公司唐山分公司 | 生产冷轧无取向电工钢的退火工艺 |
| JP2014173099A (ja) * | 2013-03-06 | 2014-09-22 | Jfe Steel Corp | 無方向性電磁鋼板およびその製造方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4898626A (en) * | 1988-03-25 | 1990-02-06 | Armco Advanced Materials Corporation | Ultra-rapid heat treatment of grain oriented electrical steel |
| US4898627A (en) | 1988-03-25 | 1990-02-06 | Armco Advanced Materials Corporation | Ultra-rapid annealing of nonoriented electrical steel |
| RU2085598C1 (ru) * | 1994-01-31 | 1997-07-27 | Акционерное общество "Новолипецкий металлургический комбинат" | Способ получения изотропной электротехнической стали |
| US6290783B1 (en) * | 1999-02-01 | 2001-09-18 | Kawasaki Steel Corporation | Non-oriented electromagnetic steel sheet having excellent magnetic properties after stress relief annealing |
| CN100475982C (zh) * | 2002-05-08 | 2009-04-08 | Ak钢铁资产公司 | 非取向电工钢带的连铸方法 |
| BRPI0711794B1 (pt) * | 2006-05-24 | 2015-12-08 | Nippon Steel & Sumitomo Metal Corp | método para produzir chapa de aço magnético de grão orientado tendo uma alta densidade de fluxo magnético |
| JP5338750B2 (ja) | 2010-06-09 | 2013-11-13 | Jfeスチール株式会社 | 無方向性電磁鋼板の製造方法 |
| JP5854182B2 (ja) * | 2010-08-30 | 2016-02-09 | Jfeスチール株式会社 | 無方向性電磁鋼板の製造方法 |
| CN102453837B (zh) * | 2010-10-25 | 2013-07-17 | 宝山钢铁股份有限公司 | 一种高磁感无取向硅钢的制造方法 |
| CN102453844B (zh) * | 2010-10-25 | 2013-09-04 | 宝山钢铁股份有限公司 | 一种磁性优良的高效无取向硅钢制造方法 |
| BR112013020657B1 (pt) * | 2011-02-24 | 2019-07-09 | Jfe Steel Corporation | Chapa de aço elétrico não orientado e método para produção da mesma |
| KR101364772B1 (ko) | 2011-05-27 | 2014-02-17 | 이영인 | 전자담배의 카트리지 구조 |
| JP5780013B2 (ja) | 2011-06-28 | 2015-09-16 | Jfeスチール株式会社 | 無方向性電磁鋼板の製造方法 |
| JP5892327B2 (ja) * | 2012-03-15 | 2016-03-23 | Jfeスチール株式会社 | 無方向性電磁鋼板の製造方法 |
| JP5429411B1 (ja) * | 2012-05-31 | 2014-02-26 | 新日鐵住金株式会社 | 無方向性電磁鋼板 |
| IN2015DN01613A (ja) * | 2012-09-03 | 2015-07-03 | Jfe Steel Corp | |
| EP3263719B1 (en) * | 2015-02-24 | 2019-05-22 | JFE Steel Corporation | Method for producing non-oriented electrical steel sheets |
| WO2017086036A1 (ja) * | 2015-11-20 | 2017-05-26 | Jfeスチール株式会社 | 無方向性電磁鋼板の製造方法 |
-
2015
- 2015-12-09 JP JP2015240390A patent/JP6406522B2/ja active Active
-
2016
- 2016-10-11 CN CN201680071970.8A patent/CN108368561B/zh active Active
- 2016-10-11 EP EP16872700.6A patent/EP3388537B1/en active Active
- 2016-10-11 RU RU2018119964A patent/RU2692138C1/ru active
- 2016-10-11 US US15/781,920 patent/US20180355454A1/en not_active Abandoned
- 2016-10-11 WO PCT/JP2016/080072 patent/WO2017098800A1/ja active Application Filing
- 2016-10-11 CA CA3006620A patent/CA3006620C/en active Active
- 2016-10-11 KR KR1020187015634A patent/KR102120572B1/ko active IP Right Grant
- 2016-10-11 MX MX2018006883A patent/MX2018006883A/es unknown
- 2016-10-11 BR BR112018010370-5A patent/BR112018010370B1/pt active IP Right Grant
- 2016-11-29 TW TW105139246A patent/TWI605128B/zh active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5794524A (en) * | 1980-12-04 | 1982-06-12 | Nippon Kokan Kk <Nkk> | Method for continuous annealing |
| JP2010280936A (ja) * | 2009-06-03 | 2010-12-16 | Nippon Steel Corp | 無方向性電磁鋼板およびその製造方法 |
| JP2012132070A (ja) * | 2010-12-22 | 2012-07-12 | Jfe Steel Corp | 無方向性電磁鋼板の製造方法 |
| WO2013046661A1 (ja) * | 2011-09-27 | 2013-04-04 | Jfeスチール株式会社 | 無方向性電磁鋼板 |
| JP2013091837A (ja) * | 2011-10-27 | 2013-05-16 | Nippon Steel & Sumitomo Metal Corp | 圧延方向の磁気特性が良好な無方向性電磁鋼板の製造方法 |
| JP2014173099A (ja) * | 2013-03-06 | 2014-09-22 | Jfe Steel Corp | 無方向性電磁鋼板およびその製造方法 |
| CN103451399A (zh) * | 2013-08-29 | 2013-12-18 | 河北钢铁股份有限公司唐山分公司 | 生产冷轧无取向电工钢的退火工艺 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11492678B2 (en) | 2017-12-26 | 2022-11-08 | Posco | Non-oriented electrical steel sheet and method for preparing same |
| JP2019178373A (ja) * | 2018-03-30 | 2019-10-17 | 日本製鉄株式会社 | 無方向性電磁鋼板およびその製造方法、並びにモータコアおよびその製造方法 |
| JP7159593B2 (ja) | 2018-03-30 | 2022-10-25 | 日本製鉄株式会社 | 無方向性電磁鋼板およびその製造方法、並びにモータコアおよびその製造方法 |
| WO2020111006A1 (ja) | 2018-11-26 | 2020-06-04 | Jfeスチール株式会社 | 無方向性電磁鋼板の製造方法 |
| KR20210094027A (ko) | 2018-11-26 | 2021-07-28 | 제이에프이 스틸 가부시키가이샤 | 무방향성 전자 강판의 제조 방법 |
| EP4112755A1 (en) | 2018-11-26 | 2023-01-04 | JFE Steel Corporation | Method of manufacturing non-oriented electrical steel sheet |
| KR20200076832A (ko) * | 2018-12-19 | 2020-06-30 | 주식회사 포스코 | 무방향성 전기강판 및 그 제조방법 |
| KR102241468B1 (ko) * | 2018-12-19 | 2021-04-16 | 주식회사 포스코 | 무방향성 전기강판 및 그 제조방법 |
| JP2022545025A (ja) * | 2019-08-26 | 2022-10-24 | バオシャン アイアン アンド スティール カンパニー リミテッド | Cu含有無方向性電磁鋼板及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017098800A1 (ja) | 2017-06-15 |
| RU2692138C1 (ru) | 2019-06-21 |
| TWI605128B (zh) | 2017-11-11 |
| TW201720935A (zh) | 2017-06-16 |
| CN108368561A (zh) | 2018-08-03 |
| CA3006620C (en) | 2021-06-08 |
| BR112018010370A2 (ja) | 2018-12-04 |
| BR112018010370B1 (pt) | 2021-12-14 |
| US20180355454A1 (en) | 2018-12-13 |
| JP6406522B2 (ja) | 2018-10-17 |
| KR20180078306A (ko) | 2018-07-09 |
| EP3388537B1 (en) | 2020-01-01 |
| EP3388537A4 (en) | 2018-12-05 |
| KR102120572B1 (ko) | 2020-06-08 |
| CA3006620A1 (en) | 2017-06-15 |
| CN108368561B (zh) | 2020-07-17 |
| EP3388537A1 (en) | 2018-10-17 |
| MX2018006883A (es) | 2018-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6406522B2 (ja) | 無方向性電磁鋼板の製造方法 | |
| JP6402865B2 (ja) | 無方向性電磁鋼板の製造方法 | |
| JP6241633B2 (ja) | 無方向性電磁鋼板の製造方法 | |
| JP6455468B2 (ja) | 方向性電磁鋼板の製造方法 | |
| WO2017086036A1 (ja) | 無方向性電磁鋼板の製造方法 | |
| JP6617827B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6191826B2 (ja) | 磁気特性に優れる方向性電磁鋼板の製造方法 | |
| JPWO2011148849A1 (ja) | 一方向性電磁鋼板の製造方法 | |
| JP6856179B1 (ja) | 方向性電磁鋼板の製造方法 | |
| JP2015200002A (ja) | 方向性電磁鋼板の製造方法 | |
| JP6813143B1 (ja) | 方向性電磁鋼板の製造方法 | |
| JPWO2020111006A1 (ja) | 無方向性電磁鋼板の製造方法 | |
| JP6512386B2 (ja) | 方向性電磁鋼板の製造方法 | |
| CN109923222B (zh) | 取向性电磁钢板的制造方法 | |
| JP2016047959A (ja) | 低鉄損高磁束密度方向性電気鋼板及びその製造方法 | |
| KR20240128021A (ko) | 방향성 전기 강판의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170721 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180501 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180622 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180822 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180904 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6406522 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |