JP2017102766A - 数値制御装置 - Google Patents
数値制御装置 Download PDFInfo
- Publication number
- JP2017102766A JP2017102766A JP2015236283A JP2015236283A JP2017102766A JP 2017102766 A JP2017102766 A JP 2017102766A JP 2015236283 A JP2015236283 A JP 2015236283A JP 2015236283 A JP2015236283 A JP 2015236283A JP 2017102766 A JP2017102766 A JP 2017102766A
- Authority
- JP
- Japan
- Prior art keywords
- tool path
- machining program
- tool
- argument
- cycle command
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by monitoring or safety
- G05B19/4068—Verifying part programme on screen, by drawing or other means
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/19—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/19—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path
- G05B19/27—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path using an absolute digital measuring device
- G05B19/29—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path using an absolute digital measuring device for point-to-point control
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/402—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by control arrangements for positioning, e.g. centring a tool relative to a hole in the workpiece, additional detection means to correct position
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by monitoring or safety
- G05B19/4069—Simulating machining process on screen
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/4093—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part programme, for the NC machine
- G05B19/40937—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part programme, for the NC machine concerning programming of machining or material parameters, pocket machining
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/4097—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by using design data to control NC machines, e.g. CAD/CAM
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35167—Automatic toolpath generation and tool selection
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35287—Verify, check program by drawing, display part, testpiece
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35321—Display only tool locus, dynamic
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35336—Display locus and corresponding actual block
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35349—Display part, programmed locus and tool path, traject, dynamic locus
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36342—Tool path processing, sequence to cut paths
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Geometry (AREA)
- Numerical Control (AREA)
Abstract
Description
G00 X1. Y1.
等の記述を行うことにより、工具を座標x1,y1に動かす指令等を出力することができる。
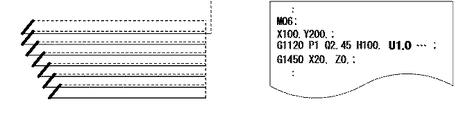
Gxxxx(xは数値) P1 Q2.45 H100.…
等の記述を行う。ここでGxxxxの後に指定された引数の値によって、工具の動きが決定される。
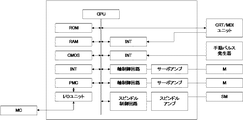
図10は、本発明の実施の形態にかかる数値制御装置100の典型的なハードウェア構成を示すブロック図である。また、図11は、数値制御装置100の機能構成を示すブロック図である。数値制御装置100では、図10に示すCPUがプログラムに従って所定の処理を実行することにより、図11に示す機能部を論理的に実現される。
実施例1にかかる数値制御装置100は、描画された工具経路の一部がカーソルで選択されたとき、その工具経路に関連するサイクル指令の引数を、他の引数とは異なる形態で表示する。また、選択された工具経路以外に、その引数に関連する工具経路があれば、当該工具経路を他の工具経路とは異なる形で表示する。
S101:
加工プログラム作成部101は、加工プログラムの入力を受け付ける。加工シミュレーションの実行が開始される。
工具経路作成部103は、加工プログラム作成部101で作成された加工プログラムを読み込んで、工具経路を計算する。工具経路作成部103は、サイクル指令の引数に基づいて、各工具経路の終点座標を決定していく。なお、工具経路の計算処理自体は公知であるので、ここでは詳細な説明は省略する。
工具経路作成部103は、表示部109に、S102で計算した工具経路を描画させる。
工具経路作成部103は、S103で描画した工具経路を構成する1つの工具経路を選択するための操作が画面上で行われたことを検出したなら、S105に遷移する。典型的には、工具経路作成部103は、ユーザが画面上に表示されたポインタを操作して画面上の位置Pを指示したことを検出する。
工具経路作成部103は、S104でユーザが指示した画面上の位置Pのグラフィック座標系上の座標を取得する。工具経路作成部103は、位置Pのグラフィック座標系上の座標を、ワーク座標系上の座標に変換する。これにより、画面上でユーザが指示した位置Pと、工具経路との位置関係を評価できるようになる。なお、この座標変換処理については、後に図6を用いて再度説明する。
対応関係管理部105は、情報テーブル107を参照し、位置Pと一致する工具経路を選択工具経路として特定する。典型的には、位置Pの座標と、情報テーブル107に格納された工具経路それぞれとの距離Dを計算し、距離Dが所定の許容量以下である場合に、その工具経路を選択工具経路として特定できる。そして、対応関係管理部105は、選択工具経路を決定するために使用されたサイクル指令の引数Aを、情報テーブル107に基づいて特定する。なお、この引数の特定処理については、後に図7及び図3を用いて再度説明する。
加工プログラム作成部101は、S106で特定された引数Aを他の引数とは異なる表示形態として、加工プログラムを表示部109に表示させる。典型的には、引数Aについては、他とは異なる色、大きさ、太さ、フォント等で表示させることができる。
さらに、対応関係管理部105は、情報テーブル107を参照し、引数Aに関係する工具経路を全て抽出する。すなわち、S106で特定した引数Aを含む全てのレコードを、情報テーブル107から選択する。
S201:
工具経路作成部103は、加工プログラム作成部101で作成された加工プログラムを読み込み、構文を解析する。
解析の結果、加工プログラムにサイクル指令が含まれることが分かった場合、S203に遷移する。一方、サイクル指令が存在しない場合は処理を終了する。例えば、図5に示す加工プログラムには、「G1120」で始まるサイクル指令が含まれている。
工具経路作成部103は、公知の手法を用いて、サイクル指令に基づき一連の工具経路を作成する。この処理において、工具経路作成部103は、サイクル指令の引数に基づいて、個々の工具経路の終点座標を決定していく。
対応関係管理部105が、工具経路の終点座標と、その終点座標を決定するために使われたサイクル指令の引数と、実行ブロックNo.を対応付けて、情報テーブル107に記録する。例えば、図5に示す情報テーブル107には、実行ブロックNo.が「52」である工具経路は、終点座標が引数「U」により決定され、その座標値は「X52,Z52」であることが記録されている。
工具経路作成部103は、サイクル指令に基づいて作成すべき全ての工具経路を作成したなら、処理を終了する。一方、未だ作成していない工具経路があるならば、S203に戻って処理を継続する。
S301:
工具経路作成部103は、画面上で1つの工具経路を選択するため、ポインタによる指示等が画面上で行われたことを検出したなら、S302に遷移する。
工具経路作成部103は、S301でユーザが指示した画面上の位置Pのグラフィック座標系上の座標を取得する。グラフィック座標系とは、モデル化された工具経路を数値制御装置100が画面表示するために用いる座標系である。
工具経路作成部103は、位置Pのグラフィック座標系上の座標を、ワーク座標系上の座標値に変換する。ワーク座標系とは、工作機械の加工対象であるワークの物理的な形状を表現するための座標系である。典型的には、工具経路作成部103は、所定の変換行列を使用することにより、グラフィック座標系とワーク座標系とを相互に変換することができる。
S401:
初期状態では、選択工具経路は発見されていない。
対応関係管理部105は、情報テーブル107を参照し、実行ブロックNo.、引数、終点座標を含むレコードを1つ読みだす。
対応関係管理部105は、読みだした実行ブロックNo.の工具経路と、点Pとの距離を評価する。
対応関係管理部105は、S403で発見された選択工具経路の実行ブロックNo.と引数を加工プログラム作成部101に出力する。
対応関係管理部105は、情報ブロック107の全てのレコードの読み出しと評価が終了したか否か判断する。終了したなら処理を終了する。終了していない場合、S402に戻り、前回のループで読み出したレコードの次のレコードを読み出す。
S501:
対応関係管理部105は、情報テーブル107を参照し、実行ブロックNo.、引数、終点座標を含むレコードを1つ読みだす。
対応関係管理部105は、S501で読み出したレコードの「引数」が、引数Aと一致するか否かを判断する。一致する場合、S503に遷移する。一致しない場合はS505に遷移する。
工具経路作成部103は、S502で一致すると判断された工具経路を、表示部109に描画させるための指令を作成する。ここで、工具経路作成部103は、当該工具経路については、他とは異なる色、太さ等で表示させることができる。
対応関係管理部105は、情報ブロック107の全てのレコードの読み出しと評価が終了したか否か判断する。終了したなら処理を終了する。終了していない場合、S501に戻り、前回のループで読み出したレコードの次のレコードを読み出す。
実施例2にかかる数値制御装置100は、加工プログラム中のサイクル指令の引数がカーソルで選択されたとき、その引数に関連する工具経路を、他の工具経路とは異なる形態で表示する。
S101乃至103:
実施例1と同様に、加工プログラム作成部101は、加工プログラムの入力を受け付ける。工具経路作成部103は、加工プログラム作成部101で作成された加工プログラムを読み込んで、工具経路を計算する。そして、対応関係管理部105が、工具経路の終点座標と、その終点座標を決定するために使われたサイクル指令の引数と、実行ブロックNo.を対応付けて、情報テーブル107に記録する。工具経路作成部103は、表示部109に、計算した工具経路を描画させる。
加工プログラム作成部101は、加工プログラム中の引数を選択する操作が画面上で行われたことを検出したなら、S605に遷移する。典型的には、加工プログラム作成部101は、ユーザが画面上に表示されたポインタを操作して引数Aを指示したことを検出する。
実施例1のS108と同様に、対応関係管理部105は、情報テーブル107を参照し、引数Aに関係する工具経路を全て抽出する。すなわち、S106で特定した引数Aを含む全てのレコードを、情報テーブル107から選択する。工具経路作成部103は、ここで抽出された工具経路を他の工具経路とは異なる表示形態として、表示部109に表示させる。
101 加工プログラム作成部
103 工具経路作成部
105 対応関係管理部
107 情報テーブル
109 表示部
Claims (3)
- サイクル指令を含む加工プログラムの入力を受け付ける加工プログラム作成部と、
前記加工プログラムに基づいて複数の工具経路を作成する工具経路作成部と、
前記加工プログラム及び前記複数の工具経路を表示する表示部と、を含む数値制御装置であって、
前記サイクル指令の引数と、前記複数の工具経路と、の関係を情報テーブルに記録する対応関係管理部をさらに含み、
前記対応関係管理部は、前記複数の工具経路の1つである選択工具経路の選択を受け付け、前記情報テーブルを参照して、前記選択工具経路に対応する前記サイクル指令の引数を特定し、
前記表示部は、前記加工プログラムのうち、前記特定された引数を他とは異なる形態で表示することを特徴とする
数値制御装置。 - 前記対応関係管理部は、前記情報テーブルを参照して、前記特定された引数に対応する全ての前記工具経路を特定し、
前記表示部は、前記複数の工具経路のうち、前記特定された工具経路を他とは異なる形態で表示することを特徴とする
請求項1記載の数値制御装置。 - サイクル指令を含む加工プログラムの入力を受け付ける加工プログラム作成部と、
前記加工プログラムに基づいて複数の工具経路を作成する工具経路作成部と、
前記加工プログラム及び前記複数の工具経路を表示する表示部と、を含む数値制御装置であって、
前記サイクル指令の引数と、前記複数の工具経路と、の関係を情報テーブルに記録する対応関係管理部をさらに含み、
前記対応関係管理部は、前記サイクル指令の引数の1つの選択を受け付け、前記情報テーブルを参照して、前記選択された引数に対応する全ての前記工具経路を特定し、
前記表示部は、前記複数の工具経路のうち、前記特定された工具経路を他とは異なる形態で表示することを特徴とする
数値制御装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015236283A JP6333798B2 (ja) | 2015-12-03 | 2015-12-03 | 数値制御装置 |
| US15/366,214 US10437229B2 (en) | 2015-12-03 | 2016-12-01 | Numerical controller |
| CN201611102094.9A CN106843141B (zh) | 2015-12-03 | 2016-12-02 | 数值控制装置 |
| DE102016014382.7A DE102016014382B4 (de) | 2015-12-03 | 2016-12-02 | Numerische Steuerung |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015236283A JP6333798B2 (ja) | 2015-12-03 | 2015-12-03 | 数値制御装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017102766A true JP2017102766A (ja) | 2017-06-08 |
| JP6333798B2 JP6333798B2 (ja) | 2018-05-30 |
Family
ID=58722982
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015236283A Active JP6333798B2 (ja) | 2015-12-03 | 2015-12-03 | 数値制御装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10437229B2 (ja) |
| JP (1) | JP6333798B2 (ja) |
| CN (1) | CN106843141B (ja) |
| DE (1) | DE102016014382B4 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018196593A (ja) * | 2017-05-24 | 2018-12-13 | 株式会社大一商会 | 遊技機 |
| JP2018196595A (ja) * | 2017-05-24 | 2018-12-13 | 株式会社大一商会 | 遊技機 |
| WO2024189907A1 (ja) * | 2023-03-16 | 2024-09-19 | ファナック株式会社 | 加工経路表示装置およびコンピュータ読み取り可能な記憶媒体 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6725469B2 (ja) * | 2017-10-04 | 2020-07-22 | ファナック株式会社 | 数値制御装置 |
| JP2019219878A (ja) * | 2018-06-19 | 2019-12-26 | ファナック株式会社 | 数値制御装置及び誤入力検出方法 |
| US20220342381A1 (en) * | 2021-04-23 | 2022-10-27 | Siemens Industry Software Inc. | Managing a machine tool method, for example method of mapping toolpath data and machine code, a control device, and a machine tool |
| JP2023000694A (ja) * | 2021-06-18 | 2023-01-04 | キヤノン株式会社 | 情報処理方法、情報処理装置、プログラム及び記録媒体 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000039909A (ja) * | 1998-07-23 | 2000-02-08 | Hitachi Ltd | 数値制御情報作成装置 |
| JP2002126975A (ja) * | 2000-10-26 | 2002-05-08 | Hitachi Seiki Co Ltd | 固定サイクル指令作成支援方法およびnc装置 |
| JP2014016982A (ja) * | 2012-06-13 | 2014-01-30 | Fanuc Ltd | 数値制御装置のシミュレーション装置 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61170807A (ja) | 1985-01-25 | 1986-08-01 | Yamazaki Mazak Corp | 数値制御装置 |
| JPH03184640A (ja) | 1989-12-11 | 1991-08-12 | Murata Mach Ltd | 数値制御加工装置のプログラム検討装置 |
| JPH06202906A (ja) | 1992-12-28 | 1994-07-22 | Toshiba Mach Co Ltd | Ncプログラム編集装置 |
| JPH07295619A (ja) * | 1994-04-25 | 1995-11-10 | Mitsubishi Electric Corp | 工作機械の数値制御装置 |
| JP2001075624A (ja) * | 1999-07-01 | 2001-03-23 | Mori Seiki Co Ltd | Nc工作機械のツールパスデータ生成装置及びこれを備えた数値制御装置 |
| CN100351805C (zh) * | 2002-12-26 | 2007-11-28 | 三菱电机株式会社 | 加工程序编制装置 |
| JP5384178B2 (ja) * | 2008-04-21 | 2014-01-08 | 株式会社森精機製作所 | 加工シミュレーション方法及び加工シミュレーション装置 |
| DE112010002840B4 (de) * | 2009-07-06 | 2018-05-17 | Mitsubishi Electric Corporation | Automatische Programmiervorrichtung und automatisches Progammierverfahren |
| WO2011096327A1 (ja) * | 2010-02-05 | 2011-08-11 | 株式会社日立製作所 | 加工経路生成方法及びその装置 |
| JP5594685B2 (ja) * | 2010-03-30 | 2014-09-24 | 国立大学法人名古屋大学 | 工具軌跡生成装置、工具軌跡算出方法および工具軌跡生成プログラム |
| US8560113B2 (en) * | 2010-04-13 | 2013-10-15 | Truemill, Inc. | Method of milling an interior region |
| CN101995850B (zh) * | 2010-11-05 | 2012-02-29 | 江俊逢 | 一种计算机辅助数字控制方法与系统 |
| EP2833224B1 (en) * | 2012-03-30 | 2020-04-22 | Makino Milling Machine Co., Ltd. | Workpiece machining surface display method, workpiece machining surface display device, tool path generation device and workpiece machining surface display program |
| JP6202906B2 (ja) | 2013-06-28 | 2017-09-27 | 中村留精密工業株式会社 | 研削加工装置 |
| WO2015037150A1 (ja) * | 2013-09-13 | 2015-03-19 | 株式会社牧野フライス製作所 | 工具経路生成方法および工具経路生成装置 |
| WO2015097886A1 (ja) * | 2013-12-27 | 2015-07-02 | 株式会社牧野フライス製作所 | 加工情報管理装置および工具経路生成装置 |
| JP5843053B1 (ja) | 2014-07-23 | 2016-01-13 | 三菱電機株式会社 | 表示装置及び表示方法 |
| CN106471430B (zh) * | 2014-09-03 | 2018-01-02 | 山崎马扎克公司 | 加工程序编辑辅助装置 |
| EP3203336B1 (en) * | 2014-09-30 | 2019-07-10 | Makino Milling Machine Co., Ltd. | Control device for machine tool |
| EP3214514B1 (en) * | 2014-10-27 | 2019-09-11 | Makino Milling Machine Co., Ltd. | Machine tool control method and machine tool control device |
-
2015
- 2015-12-03 JP JP2015236283A patent/JP6333798B2/ja active Active
-
2016
- 2016-12-01 US US15/366,214 patent/US10437229B2/en active Active
- 2016-12-02 CN CN201611102094.9A patent/CN106843141B/zh active Active
- 2016-12-02 DE DE102016014382.7A patent/DE102016014382B4/de active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000039909A (ja) * | 1998-07-23 | 2000-02-08 | Hitachi Ltd | 数値制御情報作成装置 |
| JP2002126975A (ja) * | 2000-10-26 | 2002-05-08 | Hitachi Seiki Co Ltd | 固定サイクル指令作成支援方法およびnc装置 |
| JP2014016982A (ja) * | 2012-06-13 | 2014-01-30 | Fanuc Ltd | 数値制御装置のシミュレーション装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018196593A (ja) * | 2017-05-24 | 2018-12-13 | 株式会社大一商会 | 遊技機 |
| JP2018196595A (ja) * | 2017-05-24 | 2018-12-13 | 株式会社大一商会 | 遊技機 |
| WO2024189907A1 (ja) * | 2023-03-16 | 2024-09-19 | ファナック株式会社 | 加工経路表示装置およびコンピュータ読み取り可能な記憶媒体 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170160716A1 (en) | 2017-06-08 |
| DE102016014382A1 (de) | 2017-06-08 |
| DE102016014382B4 (de) | 2024-10-02 |
| CN106843141A (zh) | 2017-06-13 |
| JP6333798B2 (ja) | 2018-05-30 |
| CN106843141B (zh) | 2019-12-13 |
| US10437229B2 (en) | 2019-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6333798B2 (ja) | 数値制御装置 | |
| JP5925976B1 (ja) | 加工プログラム編集支援装置 | |
| US9676101B2 (en) | Operating program writing system | |
| JP5349712B1 (ja) | 数値制御装置 | |
| US8332067B2 (en) | Device and method for processing a robot control program | |
| JP5990662B2 (ja) | 加工プログラム編集支援装置 | |
| JP6860529B2 (ja) | 数値制御装置及びデータ編集方法 | |
| US20130311950A1 (en) | Apparatus and method for inputting cutting shape using interactive program in computer numerical control machine tool | |
| US20190303517A1 (en) | Simulation device | |
| JP2008142788A (ja) | 動作プログラム作成支援方法および動作プログラム作成装置。 | |
| CN108693836B (zh) | 信息处理装置 | |
| JP6638979B2 (ja) | 加工工程管理機能付き数値制御装置および加工工程管理プログラム | |
| JP2005242682A (ja) | グラフィカルプログラミング装置及びプログラマブル表示器 | |
| JP6734314B2 (ja) | 制御装置、データ作成装置、制御方法及び制御プログラム | |
| JP6557036B2 (ja) | シミュレーション装置 | |
| JP4774911B2 (ja) | 作図処理プログラム、作図処理プログラムを記録した記録媒体、作図処理方法及び作図処理システム | |
| JP6863947B2 (ja) | 加工プログラムの表示装置 | |
| US10394943B2 (en) | Numerical controller | |
| JP2009301273A (ja) | ガントチャート表示方法、データ処理装置及びプログラム | |
| JP2004171401A (ja) | シーケンスプログラム作成装置 | |
| JP2004318352A (ja) | 板材部品ネスティング装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20171023 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171213 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20171214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180410 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180425 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6333798 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |