JP2017002574A - プレキャスト・コンクリート部材の製造方法および構築方法 - Google Patents
プレキャスト・コンクリート部材の製造方法および構築方法 Download PDFInfo
- Publication number
- JP2017002574A JP2017002574A JP2015118097A JP2015118097A JP2017002574A JP 2017002574 A JP2017002574 A JP 2017002574A JP 2015118097 A JP2015118097 A JP 2015118097A JP 2015118097 A JP2015118097 A JP 2015118097A JP 2017002574 A JP2017002574 A JP 2017002574A
- Authority
- JP
- Japan
- Prior art keywords
- concrete
- steel material
- pca member
- pca
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 57
- 239000011178 precast concrete Substances 0.000 title claims description 6
- 238000010276 construction Methods 0.000 title description 10
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 88
- 239000010959 steel Substances 0.000 claims abstract description 88
- 239000000463 material Substances 0.000 claims abstract description 80
- 239000004567 concrete Substances 0.000 claims abstract description 64
- 238000005304 joining Methods 0.000 claims abstract description 31
- 238000000034 method Methods 0.000 claims abstract description 15
- 238000009415 formwork Methods 0.000 claims abstract description 13
- 230000003014 reinforcing effect Effects 0.000 claims description 9
- 238000005520 cutting process Methods 0.000 claims description 5
- 239000011440 grout Substances 0.000 description 6
- 239000000945 filler Substances 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 239000004570 mortar (masonry) Substances 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 239000011150 reinforced concrete Substances 0.000 description 1
Images












Landscapes
- Bridges Or Land Bridges (AREA)
Abstract
【解決手段】この製造方法は、第2のPC鋼材14を通す貫通孔を形成するための管体21を埋設した第1のPCa部材11を製造し、製作台30の上に載置された第1のPCa部材11の管体21内(貫通孔)を通して第2のPC鋼材14をアバット31、31間に張設し、緊張する。次いで、第1のPCa部材11の第1の接合端面を型枠面の一部とするように型枠43および鉄筋を組み立て、コンクリートを打設する。コンクリートが硬化した後、第2のPC鋼材14の緊張を解放し、型枠を外すとともに不要な第2のPC鋼材を切断し除去して、第2のPCa部材を製造する。
【選択図】図7G
Description
1.複数のPCa部材を互いの接合端面同士を対向させ特定の間隔(300-500mm程度)を空けて配置する。PCa部材の接合端面間の隙間部分に鉄筋およびシースを組み、そこにコンクリートを打設して鉄筋コンクリート構造の接合部を構築する。その後、各PCa部材および接合部を貫通するようにPC鋼材を配設し、緊張して、プレストレスを導入する。
この方法によると、接合端面同士の密着度が不十分である場合、プレストレスを与えた際に接合端面に局部応力が発生し、ひび割れや欠け等が発生するおそれがある。この対策として、接合端面同士の密着度を高くするために、一方のPCa部材の接合端面をそのまま型枠に用いて、このPCa部材の接合端面と接合される接合端面を有するPCa部材を打設する「マッチキャスト工法」が利用されることがある(例えば、特許文献2、3参照)。
製作台の両端部のアバット間に第1のPC鋼材を張設、緊張し、
前記製作台上に鉄筋および型枠を組み立てるとともに、前記アバット間に張設される第2のPC鋼材を通す貫通孔を形成するための管体を前記型枠内に配設し、
コンクリートを打設して前記コンクリートが所定の強度を発現した後、前記第1のPC鋼材の緊張を解放して前記コンクリートにプレストレスを導入し、
前記型枠を外し、不要な前記第1のPC鋼材を切断し除去して第1の接合端面を有する第1のコンクリート部材を製造し、
前記製作台上の前記第1のコンクリート部材の前記貫通孔を通して前記アバット間に前記第2のPC鋼材を張設、緊張し、
前記製作台上に前記第1のコンクリート部材の前記第1の接合端面を型枠面の一部とするように型枠を組み立てると共に鉄筋を組み立て、
コンクリートを打設して前記コンクリートが所定の強度を発現した後、前記第2のPC鋼材の緊張を解放して前記コンクリートにプレストレスを導入し、
前記型枠を外し、不要な前記第2のPC鋼材の切断し除去して、前記第1の接合端面に対応する前記第2の接合端面を有する第2のコンクリート部材を製造する。
製作台の両端部のアバット間に第1のPC鋼材を張設、緊張し、
前記製作台上に鉄筋および型枠を組み立てるとともに、前記アバット間に張設される第2のPC鋼材を通す貫通孔を形成するための管体を前記型枠内に配設し、
コンクリートを打設して前記コンクリートが所定の強度を発現した後、前記第1のPC鋼材の緊張を解放して前記コンクリートにプレストレスを導入し、
前記型枠を外し、不要な前記第1のPC鋼材を切断し除去して第1の接合端面を有する第1のコンクリート部材を製造し、
前記製作台上の前記第1のコンクリート部材の前記貫通孔を通して前記アバット間に前記第2のPC鋼材を張設、緊張し、
前記第1のコンクリート部材の前記第1の接合端面を型枠面の一部とするように型枠を組み立てると共に鉄筋を組み立て、
コンクリートを打設して前記コンクリートが所定の強度を発現した後、前記第2のPC鋼材の緊張を解放して前記コンクリートにプレストレスを導入し、
前記型枠を外し、不要な前記第2のPC鋼材の切断し除去して、前記第1の接合端面に対応する前記第2の接合端面を有する第2のコンクリート部材を製造し、
前記第1のコンクリート部材の前記第1の接合端面と前記第2のコンクリート部材の前記第2の接合端面とを突き合わせ、突き合わせ方向にプレストレスを導入して前記第1のコンクリート部材と前記第2のコンクリート部材とを一体化する。
図1は例えば高速道路などにおける橋梁のPCaPC床版を示す斜視図である。ここでPCaPC床版とは、PCa部材をプレストレス(PC)にて一体化した床版を表すものとする。
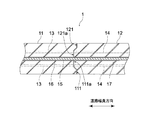
このPCaPC床版1は、道路幅員方向に、2つのPCa部材11、12を並べて敷設されてなる。道路幅員方向に並べて敷設された2つのPCa部材11、12は、道路幅員方向にプレストレスを導入することによって、互いの接合端面111、121同士が圧接された状態で一体化される。2つのPCa部材11、12のうち、床版1の施工の際に道路橋2の桁3の上に先に敷設されるPCa部材11を「第1のPCa部材11」、後から敷設されるPCa部材12を「第2のPCa部材12」と説明の便宜上呼ぶこととする。
第1のPCa部材11および第2のPCa部材12は各々、PC鋼材13、14を用いて道路幅員方向にプレテンション方式によるプレストレスが導入されたプレテンションPCa部材である。第1のPCa部材11および第2のPCa部材12の互いの接合端面111、121には接合キー111a、121aが設けられる。この例では、第1のPCa部材11の接合端面111(第1の接合端面)にはメス側の接合キー111aが設けられ、第2のPCa部材12の接合端面121(第2の接合端面)にはオス側の接合キー121aが設けられている。
シース16、17内のポストテンション用のPC鋼材15の表面との隙間にはグラウトが充填される。
図3は第1のPCa部材11の平面図及び道路幅員方向側の側面図である。図4は図3の第1のPCa部材11における第1のPCa部材11のA−A'断面図である。
管体21内(貫通孔内)は、最終的に(第2のPCa部材12の製造完了後)、グラウトなどの充填材によって充填される。
図5は第2のPCa部材12の平面図及び道路幅員方向側の側面図である。図6は図5の第2のPCa部材12におけるB−B'断面図である。
第2のPCa部材12において、第2のPC鋼材14およびシース17は互いに平行に配設されている。
図7Aから図7Hは、上記の第1のPCa部材11および第2のPCa部材12の製造方法を説明するための平面図である。
なお、図7Aから図7Hにおいて、PC鋼材の本数や位置など、PCa部材の製造方法の説明上不要な事項は簡略化して示されている。また、ポストテンション用のPC鋼材15を通すためのシース17は省略されている。
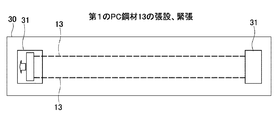
まず、図7Aに示すように、製作台30の両端部に設置されたアバット31、31間に第1のPC鋼材13を張設し、緊張する。
次に、図7Bに示すように、製作台30の上に、第1のPCa部材11を製造するための鉄筋(図示せず)および型枠41を各々組み立てるとともに、第2のPCa部材12用の第2のPC鋼材14を通す貫通孔を第1のPCa部材11に形成するための管体21、さらにはポストテンション用のPC鋼材15を通すためのシース(図示せず)を型枠内41に配設する。なお、本例では製作台30上に一組のPCa部材11、12を製造する例を示しているが、部材寸法、製作台の長さに応じて、複数組のPC部材を同時に製造することが可能であり、その場合には製造効率が飛躍的に向上する。
次に、図7Cに示すように、型枠41内にコンクリートを打ち込み、養生期間を経てコンクリートの所定の強度が発現された後、第1のPC鋼材13の緊張を解放して、コンクリートにプレストレスを導入する。
次に、図7Dに示すように、型枠41を外し(脱枠)、不要な第1のPC鋼材13を切断して除去する。ここまでの工程によって第1のPCa部材11が完成する。
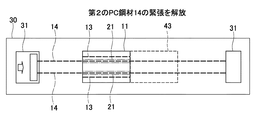
次に、図7Eに示すように、製作台30のアバット31、31間に第2のPC鋼材14が張設され、緊張される。ここで、製作台30の上にステップAからステップDによって製造された第1のPCa部材11を載置したままアバット31、31間に第2のPC鋼材14を張設するために、第2のPC鋼材14は第1のPCa部材11に管体21によって形成された貫通孔を通してアバット31、31間に張設される。続いて、第2のPC鋼材14を緊張する。
次に、図7Fに示すように、製作台30の上に、第2のPCa部材12を製造するための鉄筋(図示せず)および型枠43を各々組み立てるとともに、型枠内43にポストテンション用のPC鋼材15を通すためのシース(図示せず)を配設する。このとき、第1のPCa部材11の第1の接合端面111が型枠面の一部となるように型枠43が作られる。第1のPCa部材11と第2のPCa部材12との接合端面111、121での後工程での分離を容易にするために、第2のPCa部材12のコンクリート打設前に第1のPCa部材11の第1の接合端面111に離型剤が塗布されてもよい。
次に、図7Gに示すように、型枠43内にコンクリートを打ち込み、養生期間を経て、コンクリートの所定の強度が発現された後、第2のPC鋼材14の緊張を解放してコンクリートにプレストレスを導入する。この時、第2のPC鋼材14は、第1のPCa部材11に管体21によって形成された貫通孔を通してアバット31、31間に張設されているので、第2のPC鋼材14と第1のPCa部材11には付着がなく、そのため、第1のPCa部材11にはプレストレスは導入されず、第2のPCa部材12にのみプレストレスが導入される。
第1のPCa部材11から第2のPCa部材12を分離させた後、第1のPCa部材11の管体21からPC鋼材15が抜き取られ、第1のPCa部材11の管体21内(貫通孔内)にグラウトが充填される。
上記のように作製された第1のPCa部材11および第2のPCa部材12は現場に搬入され、次のようにして道路橋2の桁3(図1)の上に道路幅員方向に並べて敷設される。
以上説明したように本実施形態のPCa部材の製造方法および構築方法によれば、製作台30の上に載置された第1のPCa部材11の管体21内(貫通孔)を通して第2のPCa部材12用の第2のPC鋼材14をアバット31、31間に張設することができるので、プレテンション用の第1のPC鋼材13、14がPCa部材11、12同士の接合端面111、121に対して直交する方向に配設された構造であってもマッチキャスト工法によるPCa部材の製造が可能になる。また、1つの製作台30において第1のPCa部材11および第2のPCa部材12を複数組製造することができる。
11…第1のPCa部材
12…第2のPCa部材
13…第1のPC鋼材
14…第2のPC鋼材
15…ポストテンション用のPC鋼材
16、17…シース
21…管体
30…製作台
31…アバット
41、43…型枠
111…第1の接合端面
121…第2の接合端面
Claims (2)
- 製作台の両端部のアバット間に第1のPC鋼材を張設、緊張し、
前記製作台上に鉄筋および型枠を組み立てるとともに、前記アバット間に張設される第2のPC鋼材を通す貫通孔を形成するための管体を前記型枠内に配設し、
コンクリートを打設して前記コンクリートが所定の強度を発現した後、前記第1のPC鋼材の緊張を解放して前記コンクリートにプレストレスを導入し、
前記型枠を外し、不要な前記第1のPC鋼材を切断し除去して第1の接合端面を有する第1のコンクリート部材を製造し、
前記製作台上の前記第1のコンクリート部材の前記貫通孔を通して前記アバット間に前記第2のPC鋼材を張設、緊張し、
前記製作台上に前記第1のコンクリート部材の前記第1の接合端面を型枠面の一部とするように型枠を組み立てると共に鉄筋を組み立て、
コンクリートを打設して前記コンクリートが所定の強度を発現した後、前記第2のPC鋼材の緊張を解放して前記コンクリートにプレストレスを導入し、
前記型枠を外し、不要な前記第2のPC鋼材の切断し除去して、前記第1の接合端面に対応する前記第2の接合端面を有する第2のコンクリート部材を製造する
プレキャスト・コンクリート部材の製造方法。 - 製作台の両端部のアバット間に第1のPC鋼材を張設、緊張し、
前記製作台上に鉄筋および型枠を組み立てるとともに、前記アバット間に張設される第2のPC鋼材を通す貫通孔を形成するための管体を前記型枠内に配設し、
コンクリートを打設して前記コンクリートが所定の強度を発現した後、前記第1のPC鋼材の緊張を解放して前記コンクリートにプレストレスを導入し、
前記型枠を外し、不要な前記第1のPC鋼材を切断し除去して第1の接合端面を有する第1のコンクリート部材を製造し、
前記製作台上の前記第1のコンクリート部材の前記貫通孔を通して前記アバット間に前記第2のPC鋼材を張設、緊張し、
前記第1のコンクリート部材の前記第1の接合端面を型枠面の一部とするように型枠を組み立てると共に鉄筋を組み立て、
コンクリートを打設して前記コンクリートが所定の強度を発現した後、前記第2のPC鋼材の緊張を解放して前記コンクリートにプレストレスを導入し、
前記型枠を外し、不要な前記第2のPC鋼材の切断し除去して、前記第1の接合端面に対応する前記第2の接合端面を有する第2のコンクリート部材を製造し、
前記第1のコンクリート部材の前記第1の接合端面と前記第2のコンクリート部材の前記第2の接合端面とを突き合わせ、突き合わせ方向にプレストレスを導入して前記第1のコンクリート部材と前記第2のコンクリート部材とを一体化する
プレキャスト・コンクリート部材の構築方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015118097A JP6462502B2 (ja) | 2015-06-11 | 2015-06-11 | プレキャスト・コンクリート部材の製造方法および構築方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015118097A JP6462502B2 (ja) | 2015-06-11 | 2015-06-11 | プレキャスト・コンクリート部材の製造方法および構築方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017002574A true JP2017002574A (ja) | 2017-01-05 |
| JP2017002574A5 JP2017002574A5 (ja) | 2018-05-10 |
| JP6462502B2 JP6462502B2 (ja) | 2019-01-30 |
Family
ID=57753480
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015118097A Active JP6462502B2 (ja) | 2015-06-11 | 2015-06-11 | プレキャスト・コンクリート部材の製造方法および構築方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6462502B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0426659B2 (ja) * | 1986-11-17 | 1992-05-07 | Oriental Kensetsu Kk | |
| JP2007198086A (ja) * | 2006-01-30 | 2007-08-09 | M Tec:Kk | プレキャストコンクリート桁に圧縮pc鋼棒を定着させるバイストレス工法 |
| WO2009089588A1 (en) * | 2008-01-17 | 2009-07-23 | Milenko Kuzmanovic | Precast concrete panel |
| JP2009279758A (ja) * | 2008-05-19 | 2009-12-03 | Ps Mitsubishi Construction Co Ltd | プレテンションpc部材の製造方法 |
| JP2016217052A (ja) * | 2015-05-25 | 2016-12-22 | 株式会社ピーエス三菱 | コンクリート構造物の分割施工方法およびコンクリート構造物 |
-
2015
- 2015-06-11 JP JP2015118097A patent/JP6462502B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0426659B2 (ja) * | 1986-11-17 | 1992-05-07 | Oriental Kensetsu Kk | |
| JP2007198086A (ja) * | 2006-01-30 | 2007-08-09 | M Tec:Kk | プレキャストコンクリート桁に圧縮pc鋼棒を定着させるバイストレス工法 |
| WO2009089588A1 (en) * | 2008-01-17 | 2009-07-23 | Milenko Kuzmanovic | Precast concrete panel |
| JP2009279758A (ja) * | 2008-05-19 | 2009-12-03 | Ps Mitsubishi Construction Co Ltd | プレテンションpc部材の製造方法 |
| JP2016217052A (ja) * | 2015-05-25 | 2016-12-22 | 株式会社ピーエス三菱 | コンクリート構造物の分割施工方法およびコンクリート構造物 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6462502B2 (ja) | 2019-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2603559C (en) | Segments for building spliced prestressed concrete girder and method of manufacturing the segments | |
| JP5667546B2 (ja) | プレキャスト床版と、その継手構造及び連結方法 | |
| JP5258099B2 (ja) | プレストレストコンクリート杭及びその製造方法並びに杭頭部とフーチングとの連結方法 | |
| KR100860591B1 (ko) | Pc블럭을 이용한 수직구조물 축조공법 | |
| JP6296656B2 (ja) | プレストレスコンクリート部材の製造方法 | |
| KR101163456B1 (ko) | 분절 프리스트레스트 콘크리트 박스빔 및 그 접합방법 | |
| JP6150138B2 (ja) | 高架道路用コンクリート床版の構築方法 | |
| JP6799998B2 (ja) | 床版の補修方法及び中間定着具 | |
| JP2017197999A (ja) | 高架道路用コンクリート床版の構築方法 | |
| JP2012219514A (ja) | プレキャスト床版と、その継手構造及び施工方法 | |
| JP7040528B2 (ja) | コンクリート構造体およびその製造方法 | |
| JP2011074754A (ja) | プレキャストコンクリート板を使用した鋼・コンクリート合成床版の構築方法 | |
| KR100727114B1 (ko) | 하로교 제작용 프리캐스트 세그먼트와 이를 이용한 하로교제작방법 | |
| JP6608298B2 (ja) | 複合梁材及びその製造方法 | |
| JP6462502B2 (ja) | プレキャスト・コンクリート部材の製造方法および構築方法 | |
| JP4538368B2 (ja) | 波形鋼板ウエブpc桁の製造方法 | |
| JP6499026B2 (ja) | プレキャスト・コンクリート部材の製造方法および構築方法 | |
| JP2005090124A (ja) | プレキャスト床版の連結構造 | |
| JP6839622B2 (ja) | コンクリート床版の接合構造、コンクリート床版の接合方法及びコンクリート床版の製造方法 | |
| JP6676287B2 (ja) | プレキャスト・コンクリート部材の製造方法および構築方法 | |
| JP5024617B2 (ja) | プレストレストコンクリート梁及びその構築方法 | |
| JP3865727B2 (ja) | 押出し架設工法 | |
| JP7144341B2 (ja) | コンクリート床版の接合構造及びコンクリート床版の接合方法 | |
| JP2010240905A (ja) | リブ付きセメント系パネルの製造方法、リブ付きセメント系パネル、および構造物の製造方法 | |
| KR20160078150A (ko) | 분절형 프리스트레스트 콘크리트 거더 및 이의 시공방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180320 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180320 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181225 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181227 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6462502 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |