JP2016540647A - 互換性ダイ、接合工具及び接合方法 - Google Patents
互換性ダイ、接合工具及び接合方法 Download PDFInfo
- Publication number
- JP2016540647A JP2016540647A JP2016540490A JP2016540490A JP2016540647A JP 2016540647 A JP2016540647 A JP 2016540647A JP 2016540490 A JP2016540490 A JP 2016540490A JP 2016540490 A JP2016540490 A JP 2016540490A JP 2016540647 A JP2016540647 A JP 2016540647A
- Authority
- JP
- Japan
- Prior art keywords
- die
- compatible
- shank
- joining tool
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005304 joining Methods 0.000 title claims abstract description 93
- 238000000034 method Methods 0.000 title claims description 23
- 238000003780 insertion Methods 0.000 claims abstract description 24
- 230000037431 insertion Effects 0.000 claims abstract description 24
- 230000000903 blocking effect Effects 0.000 claims description 53
- 238000012546 transfer Methods 0.000 claims description 39
- 230000002093 peripheral effect Effects 0.000 claims description 25
- 238000003466 welding Methods 0.000 claims description 11
- 238000003860 storage Methods 0.000 description 10
- 238000013461 design Methods 0.000 description 6
- 238000001514 detection method Methods 0.000 description 3
- 238000004080 punching Methods 0.000 description 3
- 238000011161 development Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000011017 operating method Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000013519 translation Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
- B21J15/36—Rivet sets, i.e. tools for forming heads; Mandrels for expanding parts of hollow rivets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/02—Riveting procedures
- B21J15/025—Setting self-piercing rivets
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Insertion Pins And Rivets (AREA)
Abstract
Description
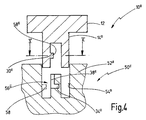
12:ダイ頭部
14、14’:ダイシャンク
16:軸線方向
18:ダイ形状部
20:頭部端面
22:回転同伴輪郭
26:シャンク周部分
28:シャンク端面
30、30’:締結輪郭
32:第1の周部分
34、34’:阻止部分
35:横方向凹所
36:第2の周部分
38、38’:解除部分
39:軸線方向凹所
42:ダイラッチ手段
44、44’:ラッチ凹所
46、18、102、102a、102b、102c、102d:識別手段
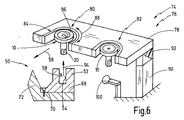
50:接合工具
52、52”:ダイ受入れ部分
54:シャンク受入れ手段、シャンクレセプタクル
56:締結装置
58:阻止部材
60:工具ラッチ手段
62、62’:ラッチ要素
64、64’:ばね要素
68:ダイホルダ
72:フレーム
74:接合工具システム
76:移送ステーション
78:基部
80、82:互換性ダイ受入れ手段
88:回転装置
94:相対軸線方向運動
96:相対回転
100:識別手段センサ
108:第1及び/又は第2の阻止部材
Claims (16)
- ダイ形状部(18)がその上に設けられたダイ頭部(12)と、前記ダイ頭部(12)から軸線方向(16)に延びるとともに接合工具(50)のダイ受入れ部分(52)のシャンクレセプタクル(54)内に挿入可能なダイシャンク(14)とを有し、互換性ダイ(10)を接合工具(50)上に締結するための締結輪郭(30)が前記互換性ダイ(10)上に設けられた、接合工具(50)のための互換性ダイ(10)であって、
前記締結輪郭(30)が、前記互換性ダイ(10)と前記接合工具(50)との間に挿入/回転接続を確立することができるように設けられることを特徴とする、互換性ダイ。 - 前記締結輪郭(30)は、阻止部分(34)を有する第1の周部分(32)と、解除部分(38)を有する第2の周部分(36)とを備え、第1の回転位置(A)において、前記ダイシャンク(14)が、シャンクレセプタクル(54)内に軸線方向に挿入可能であり、及び/又は前記シャンクレセプタクル(54)から軸線方向に取出し可能であり、第2の回転位置(B)において、前記接合工具(50)に対する接続を確立することができるようになっており、該接続は、軸線方向の確動ロック及び/又は非確動ロックであることを特徴とする、請求項1に記載の互換性ダイ。
- 前記解除部分(38)が、前記ダイシャンク(14)内で軸線方向に延びる軸線方向凹所(39)を備えること、及び/又は、前記阻止部分(34)が、前記ダイシャンク(14)内で軸線方向に対して横方向に延びる横方向凹所(35)を備えることを特徴とする、請求項2に記載の互換性ダイ。
- 前記第1及び第2の周部分(32、36)が互いに周方向に接続することを特徴とする、請求項2〜請求項3のいずれかに記載の互換性ダイ。
- ダイラッチ手段(42)が前記互換性ダイ(10)上に設けられ、その結果、前記互換性ダイ(10)が前記接合工具(50)に対してラッチ方式で回転及び/又は長手方向位置(B)に固定可能になっていることを特徴とする、請求項1〜請求項4のいずれかに記載の互換性ダイ。
- 前記ダイラッチ手段(42)が、前記ダイシャンク(14)のシャンク周部分(26)上、及び/又は前記ダイシャンク(14)の前記ダイ頭部(12)から遠い方のシャンク端面(28)上に設けられることを特徴とする、請求項5に記載の互換性ダイ。
- 前記互換性ダイ(10)を回転させるために回転装置(88)が協働することができる、前記ダイ頭部(12)上に設けられることが好ましい回転同伴輪郭(22)が、前記互換性ダイ(10)上に設けられることを特徴とする、請求項1〜請求項6のいずれかに記載の互換性ダイ。
- 前記互換性ダイ(10)に、光学的に検出可能な識別手段(46;18;102b:102c;102d)が設けられ、及び/又は、前記互換性ダイ(10)がダイ受入れ部分(52)に対して移動した場合に音響的に検出可能な特性音響信号を発生させることが可能な識別手段(102;102a)が設けられることを特徴とする、請求項1〜請求項7のいずれかに記載の互換性ダイ。
- 互換性ダイ(10)、特に請求項1〜請求項8のいずれかに記載の互換性ダイ(10)のダイシャンク(14)を受け入れるためのシャンクレセプタクル(54)を備えたダイ受入れ部分(52)を有する接合工具(50)であって、前記互換性ダイ(10)を前記接合工具(50)上に締結するための締結装置(56)が前記ダイ受入れ部分(52)内に設けられた、接合工具において、
前記締結装置(56)が、前記互換性ダイ(10)と前記接合工具(50)との間に挿入/回転接続を確立することができるように設けられることを特徴とする、接合工具。 - 前記ダイ受入れ部分(52)の前記締結装置(56)が、前記互換性ダイ(10)を前記接合工具(50)上に軸線方向に確動ロック及び/又は非確動ロック方式で固定するために前記互換性ダイ(10)の阻止部分(34)と協働することができる、阻止部材(58)を備えることを特徴とする、請求項9に記載の接合工具。
- 前記阻止部材(58)が、前記ダイ受入れ部分(52)の前記シャンクレセプタクル(54)内に突出していることを特徴とする、請求項10に記載の接合工具。
- 第1及び/又は第2の阻止部材(108)が、前記シャンクレセプタクル(54)内に弦の様式で突出することを特徴とする、請求項10〜請求項11のいずれかに記載の接合工具。
- 前記ダイ受入れ部分(52)内に受け入れられた互換性ダイ(10)をラッチ方式で回転及び/又は長手方向位置(B)に固定するために、ダイラッチ手段(42)と相互作用する目的で設けられた工具ラッチ手段(60)を特徴とする、請求項9〜請求項12のいずれかに記載の接合工具。
- 前記工具ラッチ手段(60)が、シャンク周部分(26)上及び/又はダイシャンク(14)のダイ頭部(12)から遠い方のシャンク端面(28)上に設けられたダイラッチ手段(42)と相互作用することが可能であるように配置されることを特徴とする、請求項13に記載の接合工具。
- 前記ダイ受入れ部分(52)が、前記接合工具(50)のフレーム(72)に解除可能に接続可能なダイホルダ(68)上に設けられることを特徴とする、請求項9〜請求項14に記載の接合工具。
- 互換性ダイ、特に請求項1〜請求項8のいずれかに記載の互換性ダイ(10)のためのダイ受入れ部分(52)を備えた接合工具(50)、特に請求項9〜請求項15のいずれかに記載の接合工具(50)によって接合するための方法であって、
−前記接合工具(50)を互換性ダイ(10)が一時的に保管される移送ステーション(76)に移動させるステップと、
−前記互換性ダイ(10)を前記接合工具(50)の前記ダイ受入れ部分(52)内に移送するステップであって、前記ダイ受入れ部分(52)と前記互換性ダイ(10)との間で相対軸線方向運動(94)が行われるステップと、
−前記互換性ダイ(10)を用いて接合プロセスを実行するステップと、
を含む方法において、
前記互換性ダイ(10)が前記互換性ダイ(10)と前記ダイ受入れ部分(52)との相対回転(96)の結果として移送されるときに、前記ダイ受入れ部分(52)と前記互換性ダイ(10)との間に挿入/回転接続が確立されることを特徴とする方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013021056.9 | 2013-12-18 | ||
| DE102013021056.9A DE102013021056A1 (de) | 2013-12-18 | 2013-12-18 | Wechselmatrize, Fügewerkzeug und Fügeverfahren |
| PCT/EP2014/076376 WO2015090962A1 (en) | 2013-12-18 | 2014-12-03 | Interchangeable die, joining tool and joining method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016540647A true JP2016540647A (ja) | 2016-12-28 |
| JP2016540647A5 JP2016540647A5 (ja) | 2017-09-28 |
| JP6503360B2 JP6503360B2 (ja) | 2019-04-17 |
Family
ID=52003780
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016540490A Active JP6503360B2 (ja) | 2013-12-18 | 2014-12-03 | 互換性ダイ、接合工具及び接合方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11020789B2 (ja) |
| EP (1) | EP3083100B1 (ja) |
| JP (1) | JP6503360B2 (ja) |
| DE (2) | DE202013011928U1 (ja) |
| WO (1) | WO2015090962A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015100922A1 (de) | 2015-01-22 | 2016-07-28 | Newfrey Llc | Wechselmatrize, Fügewerkzeug und Fügeverfahren |
| DE102015107337A1 (de) * | 2015-05-11 | 2016-11-17 | Böllhoff Verbindungstechnik GmbH | Matrizenwechsler mit daran angepasster Wechselmatrize und Matrizendom sowie Verfahren zum Entfernen und Einsetzen der Wechselmatrize |
| CN105057546B (zh) * | 2015-07-31 | 2017-10-03 | 南京惠德机械有限公司 | 悬铆铆钉定位装置 |
| GB2563441B (en) | 2017-06-16 | 2022-03-23 | Atlas Copco Ias Uk Ltd | Die changing apparatus |
| DE102018120500A1 (de) * | 2018-08-22 | 2020-02-27 | Tox Pressotechnik Gmbh & Co. Kg | Adapterelement für eine Anbringung eines Matrizenhalters an eine Werkzeugzange |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6413610U (ja) * | 1987-07-15 | 1989-01-24 | ||
| US5185992A (en) * | 1991-08-19 | 1993-02-16 | Garcia Roque P | Garden tool expanding assembly |
| US5361473A (en) * | 1992-07-09 | 1994-11-08 | Heavy Duty Marketing Corporation | Rivet setting anvil |
| US5884450A (en) * | 1996-12-23 | 1999-03-23 | Ronchi Mario S.R.L. | Device for rapidly mounting/releasing units for fitting caps or lids to containers, in particular for mandrels of automatic machines |
| US5915482A (en) * | 1998-02-26 | 1999-06-29 | Carruthers; Robert B. | Hand tool with interchangeable attachments |
| WO2008149515A1 (ja) * | 2007-06-06 | 2008-12-11 | Mitsuboshi Diamond Industrial Co., Ltd. | マルチヘッド搭載スクライブ装置及びチップホルダの自動交換システム |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1569136A (en) * | 1925-03-27 | 1926-01-12 | Anthracite Separator Co | Tool holder |
| US1892739A (en) * | 1928-12-13 | 1933-01-03 | Smith J Hugo | Tool and tool holder |
| US2105391A (en) * | 1933-11-14 | 1938-01-11 | Midland Steel Prod Co | Adjustable ram nose for cold riveting fixtures |
| US2773693A (en) * | 1954-05-20 | 1956-12-11 | Windsor N Chittenden | Positive shank-locking means for collet-held cutting tools |
| US3474710A (en) * | 1967-09-01 | 1969-10-28 | Air Mite Devices Inc | Cylinder construction using roll pins |
| GB1280293A (en) * | 1968-10-19 | 1972-07-05 | Wickman Mach Tool Sales Ltd | Coining presses |
| DE2822548C2 (de) * | 1978-05-23 | 1982-11-18 | Sandvik AB, 81181 Sandviken | Werkzeug, insbesondere Bergbaumeißel, mit einem Halteschaft zur Befestigung in einem Aufnahmeteil einer Maschine |
| US5727302A (en) * | 1994-01-31 | 1998-03-17 | Btm Corporation | Die and punch for forming a joint and method of making the die |
| US6785959B2 (en) * | 2002-08-15 | 2004-09-07 | Btm Corporation | Tool assembly employing a flexible retainer |
| DE10335085B4 (de) | 2003-07-31 | 2016-07-28 | Böllhoff GmbH | Setzwerkzeug mit auswechselbaren Baugruppen |
| DE202006013082U1 (de) | 2005-08-29 | 2006-11-02 | Newfrey Llc, Newark | Rahmen für eine Fügevorrichtung |
| US8683869B2 (en) * | 2008-09-04 | 2014-04-01 | The Boeing Company | Monitoring fastener preload |
| DE102012101894A1 (de) * | 2012-03-06 | 2013-09-12 | Tkr Spezialwerkzeuge Gmbh | Werkzeugverbindung |
| DE102012207651A1 (de) * | 2012-05-08 | 2013-11-14 | Aesculap Ag | Schnellspann-Kupplung |
| DE102012013829B4 (de) * | 2012-07-13 | 2024-03-14 | Newfrey Llc | Stanznietmatrize, Stanznietwerkzeug und Stanznietverfahren |
| US9409241B2 (en) * | 2012-12-13 | 2016-08-09 | Iscar, Ltd. | Cutting tool and replaceable cutting head having spiral driven surfaces therefor |
-
2013
- 2013-12-18 DE DE202013011928.4U patent/DE202013011928U1/de not_active Expired - Lifetime
- 2013-12-18 DE DE102013021056.9A patent/DE102013021056A1/de active Granted
-
2014
- 2014-12-03 EP EP14806273.0A patent/EP3083100B1/en active Active
- 2014-12-03 JP JP2016540490A patent/JP6503360B2/ja active Active
- 2014-12-03 WO PCT/EP2014/076376 patent/WO2015090962A1/en active Application Filing
-
2016
- 2016-06-17 US US15/185,594 patent/US11020789B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6413610U (ja) * | 1987-07-15 | 1989-01-24 | ||
| US5185992A (en) * | 1991-08-19 | 1993-02-16 | Garcia Roque P | Garden tool expanding assembly |
| US5361473A (en) * | 1992-07-09 | 1994-11-08 | Heavy Duty Marketing Corporation | Rivet setting anvil |
| US5884450A (en) * | 1996-12-23 | 1999-03-23 | Ronchi Mario S.R.L. | Device for rapidly mounting/releasing units for fitting caps or lids to containers, in particular for mandrels of automatic machines |
| US5915482A (en) * | 1998-02-26 | 1999-06-29 | Carruthers; Robert B. | Hand tool with interchangeable attachments |
| WO2008149515A1 (ja) * | 2007-06-06 | 2008-12-11 | Mitsuboshi Diamond Industrial Co., Ltd. | マルチヘッド搭載スクライブ装置及びチップホルダの自動交換システム |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3083100A1 (en) | 2016-10-26 |
| WO2015090962A1 (en) | 2015-06-25 |
| DE102013021056A1 (de) | 2015-06-18 |
| EP3083100B1 (en) | 2021-08-25 |
| JP6503360B2 (ja) | 2019-04-17 |
| DE202013011928U1 (de) | 2014-10-30 |
| US11020789B2 (en) | 2021-06-01 |
| US20160288197A1 (en) | 2016-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6453340B2 (ja) | 互換性ダイ移送ステーション、接合工具システム及び接合方法 | |
| JP2016540647A (ja) | 互換性ダイ、接合工具及び接合方法 | |
| US9796014B2 (en) | Tool connection | |
| JP2017177224A (ja) | パンチ工具、パンチチップ、およびパンチ本体とパンチチップを固定する方法 | |
| JP2014172172A (ja) | 一体化されたドローバーを備えたクランピングチャック | |
| CN103052813A (zh) | 螺栓与使用螺栓的夹持系统 | |
| US8790054B2 (en) | Spindle attachment device | |
| JP6763862B2 (ja) | 交換式ダイ、接合工具及び接合方法 | |
| KR101532246B1 (ko) | 리벳 너트 유닛 | |
| TWI661881B (zh) | 粉末沖壓組合 | |
| RU2615097C2 (ru) | Удерживающая инструмент конструкция | |
| JP2006150392A (ja) | パンチ組立体 | |
| JP4757304B2 (ja) | チャック及び回転式方向合わせ装置 | |
| ITBO20090626A1 (it) | Fustella per la lavorazione di pelli e sistema per il bloccaggio amovibile della stessa ad un albero di una macchina per la lavorazione di pelli | |
| CN211950035U (zh) | 一种胀扣分体式发动机盖撑杆卡扣结构 | |
| US6953198B2 (en) | Short pull-back chuck | |
| JP3908690B2 (ja) | 着脱機構 | |
| KR101032357B1 (ko) | 스트리퍼 플레이트 장착 장치 | |
| JP2577325B2 (ja) | 引抜装置のキャリッジ爪装置 | |
| JP6597758B2 (ja) | 抜け止め装置及びそれを備える作業機械 | |
| JP2010115755A (ja) | 工具クランプ装置の先端側ドローバー交換装置 | |
| JP4683905B2 (ja) | パンチ金型組立体 | |
| JP2020008121A (ja) | 脱落防止金具 | |
| JP5835109B2 (ja) | 金型の型締装置 | |
| JP2008229801A (ja) | 工具ホルダ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170821 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170821 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180903 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20181130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190221 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190325 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6503360 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |