JP6453340B2 - 互換性ダイ移送ステーション、接合工具システム及び接合方法 - Google Patents
互換性ダイ移送ステーション、接合工具システム及び接合方法 Download PDFInfo
- Publication number
- JP6453340B2 JP6453340B2 JP2016540497A JP2016540497A JP6453340B2 JP 6453340 B2 JP6453340 B2 JP 6453340B2 JP 2016540497 A JP2016540497 A JP 2016540497A JP 2016540497 A JP2016540497 A JP 2016540497A JP 6453340 B2 JP6453340 B2 JP 6453340B2
- Authority
- JP
- Japan
- Prior art keywords
- die
- compatible
- transfer station
- joining tool
- joining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
- B21J15/36—Rivet sets, i.e. tools for forming heads; Mandrels for expanding parts of hollow rivets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/02—Riveting procedures
- B21J15/025—Setting self-piercing rivets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/155—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling
- B23Q3/1556—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling of non-rotary tools
- B23Q3/15566—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling of non-rotary tools the tool being inserted in a tool holder directly from a storage device, i.e. without using transfer devices
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5116—Plural diverse manufacturing apparatus including means for metal shaping or assembling forging and bending, cutting or punching
- Y10T29/5118—Riveting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T483/00—Tool changing
- Y10T483/17—Tool changing including machine tool or component
- Y10T483/1729—Reciprocating tool machine tool [e.g., broaching machine, shaping machine, etc.]
- Y10T483/1731—Reciprocating tool machine tool [e.g., broaching machine, shaping machine, etc.] including matrix
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Automatic Tool Replacement In Machine Tools (AREA)
Description
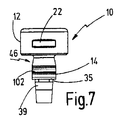
12:ダイ頭部
14、14’:ダイシャンク
16:軸線方向
22:回転同伴輪郭
30、30’、30”:締結輪郭
34、34’:阻止部分
38、38’:解除部分
42:ダイラッチ手段
46、18、102、102a、102c、102d:識別手段
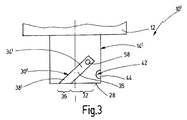
50:接合工具
52、52”:ダイ受入れ部分
54:シャンク受入れ手段、シャンクレセプタクル
56:締結装置
58、58”:阻止部材
60:工具ラッチ手段
68:ダイホルダ
70:接続部
72:フレーム
74:接合工具システム
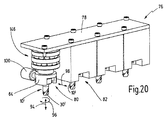
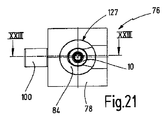
76:移送ステーション
78:基部
80、82:互換性ダイ受入れ手段
84:U形部分
88:回転装置
90:静止フレームワーク
92:弾性要素
94:相対軸線方向運動
96:相対回転
98、98’:長軸に対して横切る方向
100:識別手段センサ
121:回転駆動部
126、138:摺動体
127:移送位置
128:ロック位置
130:往復台
134:スタンバイ位置
136:スタンバイ駆動部
140:ギアユニット
146:軸線方向軸受
150:Cフレーム
154:軸線方向力
156:加工物配置
Claims (14)
- 互換性ダイ(10)が、互換性ダイ(10)を用いる少なくとも1つの接合動作を実行することができる接合工具(50)により移送ステーション(76)から取り出すことができ、前記接合動作が実行されたのち再び該移送ステーション(76)に戻して保管することができるものであり、前記移送ステーション(76)が、基部(78)と、前記互換性ダイ(10)を受け入れるための少なくとも1つの互換性ダイ受け入れ手段(80、82)と、前記互換性ダイ(10)が保管場所から取り出されるときに前記互換性ダイ(10)と前記接合工具(50)との間に回転/挿入接続を確立することができるように前記互換性ダイ(10)を回転させるための回転装置(88)とを有し、前記互換性ダイ受入れ手段(80、82)は、U形部分(84)を備え、そこに前記互換性ダイ(10)をその長軸(16)に対して横切る方向(98’)に挿入することができるように構成された、少なくとも1つの互換性ダイ(10)を一時的に保管するための移送ステーション(76)であって、
前記U形部分(84)は、前記移送ステーション(76)の前記基部(78)に対して移送位置(127)とロック位置(128)との間で可動であり、前記互換性ダイ(10)は、前記移送位置(127)において前記互換性ダイ受入れ手段(80、82)内に挿入可能であり、かつ前記ロック位置(128)において前記移送ステーション(76)内に確実に保持されるようになっていることを特徴とする、移送ステーション。 - 前記回転装置(88)が、前記互換性ダイ受入れ手段(80、82)内に受け入れられた互換性ダイ(10)を回転する目的で設けられる、請求項1に記載の移送ステーション。
- 前記移送ステーション(76)は、前記回転装置(88)を回転させるためのダイ回転駆動部(121)を備えることを特徴とする、請求項1〜請求項2のいずれかに記載の移送ステーション。
- 前記回転装置(88)が、前記接合工具(50)により回転される目的で設けられることを特徴とする、請求項1〜請求項2のいずれかに記載の移送ステーション。
- 前記U形部分(84)が、前記移送ステーション(76)の基部(78)に対して回転可能であるように設けられることを特徴とする、請求項1〜請求項4のいずれかに記載の移送ステーション。
- 前記互換性ダイ受入れ手段(80、82)は、前記移送ステーション(76)の基部(78)上に設けられ、前記基部は、前記移送ステーション(76)の静止フレームワーク(90)に対して浮動方式で取り付けられることを特徴とする、請求項1〜請求項5のいずれかに記載の移送ステーション。
- 少なくとも2つの互換性ダイ受入れ手段(80、82)が前記移送ステーション(76)の基部(78)に設けられ、前記移送ステーション(76)は、静止フレームワーク(90)をさらに備え、前記基部(78)は、各場合において1つの互換性ダイ受入れ手段(80、82)をスタンバイ位置(134)に移動させるために、スタンバイ駆動部(136)により前記静止フレームワーク(90)に対して可動であることを特徴とする、請求項1〜請求項6に記載の移送ステーション。
- 前記互換性ダイ受入れ手段(80、82)は、前記互換性ダイ(10)がダイ頭部(12)の周部分(24)上の回転同伴輪郭(22)にて保持されるように設けられ、前記回転同伴輪郭(22)は、弦状に延びる1つ又は2つの半径方向溝により形成されることを特徴とする、請求項1〜請求項7のいずれかに記載の移送ステーション。
- ダイシャンク(14)が前記互換性ダイ受入れ手段(80、82)に対して突出することを特徴とする、請求項1〜請求項7のいずれかに記載の移送ステーション。
- 前記移送ステーション(76)が、前記互換性ダイ(10)上に設けられたID特徴を検出することが可能なIDセンサ(100)と関連付けられることを特徴とする、請求項1〜請求項9のいずれかに記載の移送ステーション。
- ダイ受入れ部分(52)を備えた接合工具(50)と、ダイ頭部(12)及びダイシャンク(14)を備えた複数の互換性ダイと、請求項1〜請求項10のいずれかに記載の移送ステーション(76)と、を有する接合工具システム(74)であって、前記互換性ダイ(10)は、各場合において前記接合工具(50)の前記ダイ受入れ部分(52)に回転/挿入接続により接続可能である、接合工具システム。
- 前記移送ステーション(76)は、前記互換性ダイ(10)をそのダイ頭部(12)にて保持する目的で設けられる、請求項11に記載の接合工具システム。
- 前記接合工具(50)は、互換性ダイ(10)上に配置された加工物配置(156)に対して接合プロセスを実行する目的で設けられ、前記接合工具(50)は、前記加工物配置(156)に対して第1の軸線方向に軸線方向力(154)を及ぼすことが可能であり、前記回転/挿入接続が、少なくとも反対の軸線方向に確動ロック及び/又は非確動ロック方式で実現されることを特徴とする、請求項11又は請求項12に記載の接合工具システム。
- −接合工具(50)を互換性ダイ(10)が一時的に保管される移送ステーション(76)、特に請求項1〜請求項11のいずれかに記載の移送ステーションに移動させるステップと、
−前記ダイ受入れ部分(52)と前記互換性ダイ(10)との間で相対軸線方向運動(94)が行われる、前記互換性ダイ(10)を前記接合工具(50)の前記ダイ受入れ部分(52)内に移送させるステップと、
−前記互換性ダイ(10)を用いて接合プロセスを実行するステップと、
を含む、互換性ダイ(10)のためのダイ受入れ部分(52)を備えた接合工具(50)によって接合するための方法であって、
前記互換性ダイ(10)が前記移送ステーション(76)内で引き継がれるとき又はそこから取り出されるときに、前記互換性ダイ(10)が回転(96)されることを特徴とする、方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013021055.0A DE102013021055A1 (de) | 2013-12-18 | 2013-12-18 | Wechselmatrizen-Übergabestation, Fügewerkzeugsystem und Fügeverfahren |
| DE102013021055.0 | 2013-12-18 | ||
| PCT/EP2014/076387 WO2015090965A1 (en) | 2013-12-18 | 2014-12-03 | Interchangeable die transfer station, joining tool system and joining method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016540648A JP2016540648A (ja) | 2016-12-28 |
| JP2016540648A5 JP2016540648A5 (ja) | 2017-09-28 |
| JP6453340B2 true JP6453340B2 (ja) | 2019-01-16 |
Family
ID=52016060
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016540497A Active JP6453340B2 (ja) | 2013-12-18 | 2014-12-03 | 互換性ダイ移送ステーション、接合工具システム及び接合方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US10456827B2 (ja) |
| EP (1) | EP3083101B1 (ja) |
| JP (1) | JP6453340B2 (ja) |
| DE (2) | DE202013011927U1 (ja) |
| WO (1) | WO2015090965A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015100922A1 (de) | 2015-01-22 | 2016-07-28 | Newfrey Llc | Wechselmatrize, Fügewerkzeug und Fügeverfahren |
| DE102015107337A1 (de) | 2015-05-11 | 2016-11-17 | Böllhoff Verbindungstechnik GmbH | Matrizenwechsler mit daran angepasster Wechselmatrize und Matrizendom sowie Verfahren zum Entfernen und Einsetzen der Wechselmatrize |
| EP3363556B1 (en) * | 2017-02-21 | 2019-11-27 | Newfrey LLC | Die for deforming material in a joining tool, joining tool and method for identifying and/or detecting the condition of a die |
| GB2563450B (en) * | 2017-06-16 | 2022-03-23 | Atlas Copco Ias Uk Ltd | Cartridge |
| GB2563441B (en) * | 2017-06-16 | 2022-03-23 | Atlas Copco Ias Uk Ltd | Die changing apparatus |
| DE102020134085A1 (de) | 2020-12-18 | 2022-06-23 | Audi Aktiengesellschaft | Matrizenwechsler für stationäre Stanznietsysteme |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3028770A (en) * | 1958-12-30 | 1962-04-10 | Ibm | Automatic coupling and uncoupling apparatus for machine tools |
| DE2044183C3 (de) * | 1970-09-05 | 1981-06-04 | Trumpf GmbH & Co, 7257 Ditzingen | Stanzmaschine |
| DE3320762C2 (de) * | 1983-06-09 | 1994-10-27 | Trumpf Gmbh & Co | Stanzmaschine mit einem stationären Magazin |
| EP0293036B1 (en) * | 1983-11-15 | 1994-04-06 | Renishaw plc | Coupling for tool change apparatus |
| JPS6165745A (ja) * | 1984-09-06 | 1986-04-04 | Shinko Kogyo Kk | 工具交換装置を備えた加工機械 |
| US4967947A (en) * | 1988-03-23 | 1990-11-06 | Branko Sarh | Multi-function riveting/fastening machine and method of operating |
| DE3818001C3 (de) * | 1988-05-27 | 1998-02-12 | Trumpf Gmbh & Co | Stanzmaschine mit ein- und auswechselbarem Stanzwerkzeug und mit einem Werkstückvorschub |
| US5176604A (en) * | 1991-03-29 | 1993-01-05 | K. K. Sakamurakikai Seisakusho | Tool replacement for a multi-stage press machine |
| JP2566910Y2 (ja) * | 1992-03-18 | 1998-03-30 | 株式会社アマダ | プラズマ加工機用トーチ交換装置 |
| US5361473A (en) * | 1992-07-09 | 1994-11-08 | Heavy Duty Marketing Corporation | Rivet setting anvil |
| US5318496A (en) * | 1993-04-19 | 1994-06-07 | Amada Engineering And Service Co., Inc. | Method and apparatus for automatically exchanging a punch for a turret punch press |
| US5616112A (en) * | 1995-07-07 | 1997-04-01 | Amada Mfg America Inc. | Turret punch press with die exchanging |
| US5669866A (en) * | 1996-06-10 | 1997-09-23 | W. A. Whitney Co. | Punch press with tool changer |
| US5680790A (en) * | 1996-08-26 | 1997-10-28 | Richardson; Thomas W. | Riveting anvil |
| IT1293244B1 (it) * | 1997-07-16 | 1999-02-16 | Rainer Srl | Organo di presa di un punzone o di una matrice di una macchina punzonatrice |
| ATE287770T1 (de) * | 1997-11-26 | 2005-02-15 | Ishikawajima Harima Heavy Ind | Vorrichtung und verfahren zum wechseln von metallpressformen für plattendickereduzierende pressen |
| US6135933A (en) * | 1998-09-04 | 2000-10-24 | Haeger, Inc. | Automatic tool changing machine |
| DE19957217B4 (de) * | 1999-11-27 | 2005-07-28 | Actech Gmbh Advanced Casting Technologies Giessereitechnologie | Anordnung zum automatischen Wechsel von Werkzeugen an einer Antriebsspindel von Bearbeitungsmaschinen |
| US6910263B2 (en) * | 2001-12-25 | 2005-06-28 | Newfrey Llc | Self-piercing rivet setting apparatus and system |
| DE10335085B4 (de) | 2003-07-31 | 2016-07-28 | Böllhoff GmbH | Setzwerkzeug mit auswechselbaren Baugruppen |
| DE202006013082U1 (de) | 2005-08-29 | 2006-11-02 | Newfrey Llc, Newark | Rahmen für eine Fügevorrichtung |
| JP2007185686A (ja) * | 2006-01-13 | 2007-07-26 | Murata Mach Ltd | パンチプレスの段取り情報発生装置 |
| CN101310902B (zh) * | 2007-05-24 | 2011-01-26 | 鸿准精密模具(昆山)有限公司 | 夹持装置及其使用方法 |
| US8366592B2 (en) * | 2007-11-30 | 2013-02-05 | Cinetic Automation Corp. | Quick change spindle |
| US9162277B2 (en) * | 2013-02-18 | 2015-10-20 | Ford Motor Company | Indexing self-piercing die riveter |
| US10099331B2 (en) * | 2016-11-23 | 2018-10-16 | Metal Industries Research & Development Centre | Punching system |
-
2013
- 2013-12-18 DE DE202013011927.6U patent/DE202013011927U1/de not_active Expired - Lifetime
- 2013-12-18 DE DE102013021055.0A patent/DE102013021055A1/de not_active Withdrawn
-
2014
- 2014-12-03 WO PCT/EP2014/076387 patent/WO2015090965A1/en not_active Ceased
- 2014-12-03 JP JP2016540497A patent/JP6453340B2/ja active Active
- 2014-12-03 EP EP14809351.1A patent/EP3083101B1/en active Active
-
2016
- 2016-06-17 US US15/185,726 patent/US10456827B2/en active Active
-
2019
- 2019-10-28 US US16/665,735 patent/US11453045B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102013021055A1 (de) | 2015-06-18 |
| US11453045B2 (en) | 2022-09-27 |
| EP3083101A1 (en) | 2016-10-26 |
| US10456827B2 (en) | 2019-10-29 |
| DE202013011927U1 (de) | 2014-10-30 |
| US20200055111A1 (en) | 2020-02-20 |
| JP2016540648A (ja) | 2016-12-28 |
| US20160288198A1 (en) | 2016-10-06 |
| EP3083101B1 (en) | 2019-04-17 |
| WO2015090965A1 (en) | 2015-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6453340B2 (ja) | 互換性ダイ移送ステーション、接合工具システム及び接合方法 | |
| JP6635646B2 (ja) | 一体化されたドローバーを備えたクランピングチャック | |
| JP2016540647A (ja) | 互換性ダイ、接合工具及び接合方法 | |
| US9796014B2 (en) | Tool connection | |
| KR101579986B1 (ko) | 관상체용 척 | |
| JP5415144B2 (ja) | クランプヘッド | |
| KR102642066B1 (ko) | 공구 터릿 | |
| US10058927B2 (en) | Spindle clamp for tool holder | |
| MX2014002973A (es) | Dispositivo de sujecion. | |
| JP2010524711A (ja) | 可動式穴加工ユニットのための固定装置 | |
| JP6763862B2 (ja) | 交換式ダイ、接合工具及び接合方法 | |
| JPH02243209A (ja) | 工作機械主軸用工具アダプタ | |
| JP2016016508A (ja) | 迅速交換機能を有する締付チャック及び締付機構部 | |
| JP5276665B2 (ja) | 粉体プレスのためのダイプレスアセンブリ | |
| US562421A (en) | Chuck | |
| US8016298B2 (en) | Chuck for flexible manufacturing | |
| JP2011143469A (ja) | パンチプレス | |
| US6953198B2 (en) | Short pull-back chuck | |
| JP3908690B2 (ja) | 着脱機構 | |
| JP2004136347A (ja) | 工具保持具および自動工具交換装置 | |
| JP5077746B2 (ja) | チャック | |
| JP4983584B2 (ja) | 揺動形チャック | |
| JPH10230403A (ja) | 工作機用チャックの爪着脱機構 | |
| JPH05293703A (ja) | 工作機械のチャック装置 | |
| JPH0824940A (ja) | 引抜装置のキャリッジ爪装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170821 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170821 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181011 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181112 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6453340 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |