JP2016515492A - 車両用空気式タイヤおよび車両用空気式タイヤを製造する方法 - Google Patents
車両用空気式タイヤおよび車両用空気式タイヤを製造する方法 Download PDFInfo
- Publication number
- JP2016515492A JP2016515492A JP2016508049A JP2016508049A JP2016515492A JP 2016515492 A JP2016515492 A JP 2016515492A JP 2016508049 A JP2016508049 A JP 2016508049A JP 2016508049 A JP2016508049 A JP 2016508049A JP 2016515492 A JP2016515492 A JP 2016515492A
- Authority
- JP
- Japan
- Prior art keywords
- conductive
- carcass
- overlay
- upper structure
- carcass ply
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 19
- 238000000034 method Methods 0.000 title claims abstract description 15
- 239000011324 bead Substances 0.000 claims abstract description 73
- 239000000203 mixture Substances 0.000 claims abstract description 29
- 239000004020 conductor Substances 0.000 claims abstract description 5
- 238000003490 calendering Methods 0.000 claims description 3
- 238000005096 rolling process Methods 0.000 description 8
- 230000009286 beneficial effect Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000012779 reinforcing material Substances 0.000 description 4
- 230000003068 static effect Effects 0.000 description 3
- 241000872198 Serjania polyphylla Species 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 239000012811 non-conductive material Substances 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C19/00—Tyre parts or constructions not otherwise provided for
- B60C19/08—Electric-charge-dissipating arrangements
- B60C19/084—Electric-charge-dissipating arrangements using conductive carcasses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C15/00—Tyre beads, e.g. ply turn-up or overlap
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C15/00—Tyre beads, e.g. ply turn-up or overlap
- B60C15/0009—Tyre beads, e.g. ply turn-up or overlap features of the carcass terminal portion
- B60C15/0018—Tyre beads, e.g. ply turn-up or overlap features of the carcass terminal portion not folded around the bead core, e.g. floating or down ply
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C15/00—Tyre beads, e.g. ply turn-up or overlap
- B60C15/0009—Tyre beads, e.g. ply turn-up or overlap features of the carcass terminal portion
- B60C15/0036—Tyre beads, e.g. ply turn-up or overlap features of the carcass terminal portion with high ply turn-up, i.e. folded around the bead core and terminating radially above the point of maximum section width
- B60C15/0045—Tyre beads, e.g. ply turn-up or overlap features of the carcass terminal portion with high ply turn-up, i.e. folded around the bead core and terminating radially above the point of maximum section width with ply turn-up up to the belt edges, i.e. folded around the bead core and extending to the belt edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C15/00—Tyre beads, e.g. ply turn-up or overlap
- B60C15/06—Flipper strips, fillers, or chafing strips and reinforcing layers for the construction of the bead
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C19/00—Tyre parts or constructions not otherwise provided for
- B60C19/08—Electric-charge-dissipating arrangements
- B60C19/088—Electric-charge-dissipating arrangements using conductive beads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/02—Carcasses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/02—Carcasses
- B60C9/0207—Carcasses comprising an interrupted ply, i.e. where the carcass ply does not continuously extend from bead to bead but is interrupted, e.g. at the belt area, into two or more portions of the same ply
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D2030/088—Building tyres by using a seamless tubular component, e.g. an inner liner, a carcass structure or a belt/breaker during tyre manufacturing on a core or a building drum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/02—Carcasses
- B60C2009/0215—Partial carcass reinforcing plies, i.e. the plies neither crossing the equatorial plane nor folded around the bead core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C15/00—Tyre beads, e.g. ply turn-up or overlap
- B60C15/06—Flipper strips, fillers, or chafing strips and reinforcing layers for the construction of the bead
- B60C2015/0614—Flipper strips, fillers, or chafing strips and reinforcing layers for the construction of the bead characterised by features of the chafer or clinch portion, i.e. the part of the bead contacting the rim
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Tires In General (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
表面に導電性材料からなる支持体(14)がある少なくとも1つのカーカスプライ(11)を備えたカーカス(3)を有する車両用空気式タイヤ(1)、およびそのような車両用空気式タイヤ(1)を製造する方法。目的は、車両用空気式タイヤ(1)および車両用空気式タイヤ(1)を製造する方法を使用可能にすることであり、そのタイヤの導電性は、単純な手段および単純な構造設計によって確実に保証される。この目的は、支持体(14)が導電性ゴム混合物であり、導電性ビードベース部(9)から上部構造体(4)までカーカス層(11)の表面上を連続的に延び、導電性ビートベース部(9)および上部構造体(4)と接触することで達成される。方法は以下のステップ、すなわち、a)カーカス層(11)を製造するステップと、b)カーカス層(11)の表面を導電性ゴム混合物からなる、連続する支持体(14)で覆い、完成した車両用空気式タイヤ(1)の支持体(14)が、導電性ビードベース部(9)および上部構造体(4)と接触するステップとを有する。
Description
本発明は、上部構造体と、カーカスと、それぞれがビードベース部を有する2つのタイヤビード部とを有する車両用空気式タイヤであって、カーカスは、一方のビードベース部から上部構造体を介して他方のビードベース部に延び、上部構造体および少なくとも1つのビードベース部は導電性構成であり、カーカスは導電性構成ではなく、少なくとも1つのカーカスプライを有し、カーカスプライの表面は、導電材料からなるオーバレイを有する、車両用空気式タイヤに関する。本発明はさらに、この種の自動車用空気式タイヤを製造する方法に関する。
車両は、駆動時に充電することができる。放電プロセスを回避するために、静電荷を十分に放散させる対策を講じなければならない。静電荷を放散させることができるようにするために、タイヤの構成要素は導電性とされ、車両用空気式タイヤの車道との接触面から、車両用空気式タイヤのタイヤリムとの接触領域まで導電路を形成する。これは、例えば、導電性ゴム混合物の使用によって達成することができる。
開発は、現在では、タイヤの転がり抵抗を小さくする方向に向かっている。転がり抵抗を小さくする1つの手法は、低い転がり抵抗のゴム混合物を使用することである。転がり抵抗が小さいこれらのゴム混合物のヒステリシスは、とりわけ、低機能フィラ、より少量のフィラの使用によって、またはカーボンブラックをシリカに置き換えることによって、小さくすることができる。しかし、転がり抵抗が小さいこれらのゴム混合物の使用により、これらのゴム混合物の電気抵抗が大きくなり、その結果として、導電性が低くなる。静電荷が放散されるのを可能にする、最大で1×108Ωのタイヤ全体の所要電気抵抗を保証することができない。
導電性材料とは、タイヤが、最大で1×108Ωの電気抵抗を有するような導電性を有する材料を意味するものとされる。非導電性のゴム混合物とは、タイヤが1×108Ωよりも大きい電気抵抗を有するゴム混合物を意味するものとされる。
濃度が非常に低い導電性カーボンブラックと呼ばれるものが、改善策としてしばしば使用される。しかし、カーボンブラックは、強化/剛性化効果を有し、さらに、ヒステリシス挙動に関して、ひいては転がり抵抗に関して悪影響を及ぼす。さらに、導電性カーボンブラックに基づくそのような方策は費用がかかる。したがって、開発は、車両用空気式タイヤにおける導電性ゴム混合物の使用を減らす方向に向かっている。
特許文献1は、カーカスを有する車両用空気式タイヤを開示しており、導電性構成の糸の形態の要素が、カーカスの2つの表面の少なくとも一方に配置され、それにより、車両用空気式タイヤの導電性を改善する。これを達成するために、カレンダでカーカス構成要素を製造した後、糸の形態の要素が、カーカスの少なくとも1つの表面に加えられる。この場合の問題は、タイヤ製造中に、カーカスが厳しい応力を受けることである。例えば、糸の形態の要素が十分に伸びない場合、糸の形態の要素が裂け、導電路が遮断されるために、静電荷の確実な放散は保証されない。車両用空気式タイヤでゴム以外の材料を使用する場合、ゴムマトリクスへの結合を保証するために、対策がさらに講じられなければならない。このために、さらなる予備ステップが必要になることが多い。これは、製造プロセスの費用を増大させ、製造プロセスをさらに複雑にする。
本発明の主目的は、単純な手段によって、および安い構築費用で車両用空気式タイヤの導電性を確実に保証する車両用空気式タイヤを提供することである。本発明のさらなる主目的は、この種の車両用空気式タイヤを単純な態様で製造できる方法を提供することである。
前述の目的は、オーバレイが導電性ゴム混合物であることと、カーカスプライが導電性ビードベース部から上部構造体まで延び、カーカスプライのオーバレイがかかった面が、上部構造体および導電性ビードベース部と接触することと、オーバレイが、導電性ビードベース部から上部構造体まで、カーカスプライの表面上で連続的に延びることと、オーバレイが、導電性ビードベース部および上部構造体の両方と電気的に接触し、その結果として、導電性ビードベース部および上部構造体が、導通した態様で互いに接続されることとによって、車両用空気式タイヤに関して達成される。
この場合に、導電性の上部構造体は、車道の表面と接触するタイヤの表面とカーカスプライのオーバレイとの間の導電接続部を形成する。特に、「上部構造体」という用語は、トレッド、ベルト、および前述の構成要素間の中間層を含む構成要素を指す。ビードベース部は、カーカスと、タイヤリムとの接触面とを互いに接続するビード部の領域である。導電性ビードベース部は、カーカスプライのオーバレイと、車両用空気式タイヤのタイヤリムとの接触面との間で導電接続を形成する。その二次元的な広がりにおいて、カーカスプライは、それぞれがカーカスプライの1つの面を形成する2つの伸長外側面を有する。
1つの利点は、車両用空気式タイヤの導電性が、カーカスプライにオーバレイをかけるという単純な方策で確実に保証されることである。タイヤリムからの静電荷の放散を、車両用空気式タイヤを介して車道に至るまで確実に行うことができることが保証される。
車両用空気式タイヤのカーカスプライのオーバレイがかかった領域は、オーバレイが、導電性ビードベース部および導電性上部構造体と接触し、ひいては、導電路が、車道の表面と接触するタイヤ表面からタイヤリムとの接触面まで確立されるように延びるのはさらに有益である。
車両用空気式タイヤの製造および使用における要件に関して、ゴム混合物が多くの方法で試験されてきた。したがって、十分な弾性などの不可欠な要件は満たされている。導電性ゴム混合物からなるオーバレイは、上部構造体から導電性ビードベース部までの信頼できる導電路を保証する。
オーバレイがカーカスプライに沿って延び、タイヤ構造においてこのカーカスプライの一部とみなすことができるのはさらに有益である。したがって、車両用空気式タイヤは、さらなる構成要素を有さず、タイヤに対して高価な設計策を講じる必要がない。
したがって、提示された車両用空気式タイヤは、単純な手段によって、および単純な構造設計で車両用空気式タイヤの導電性を確実に保証する。静電荷は、車両から車道に確実に放散することができる。
別の利点は、内側ライナ、カーカス、および/またはサイドウオールストリップなどのサイドウオールの他の層が、非導電性材料から形成され、例えば、転がり抵抗に関して最適化できることである。したがって、金属などの他の導電性材料の使用を回避することも可能である。これらの材料の使用は、例えば、ゴム混合物への付着が保証されなければならないので費用がかかることが多い。
オーバレイが、カーカスに対して軸方向外側にあって、上部構造体と導電性ビードベース部との間に延びる場合、それは好都合である。C字形カーカスプライまたは浮きカーカスプライを有するカーカスの場合、それによって、タイヤの導電性を確実かつ単純な態様で達成することが可能である。C字形カーカスプライは、軸方向内側から軸方向外側にビードコアの回りを引き回され、軸方向外側で、上部構造体まで延びるカーカス折り返し部になる。浮きカーカスプライは、カーカスの軸方向最外のプライとして、ビードベース部と上部構造体との間に延びる。浮きカーカスプライは、ビード部の領域と、上部構造体の領域とで終端する。カーカス折り返し部または浮きカーカスプライの軸方向外側面は、連続するオーバレイを有し、このオーバレイは、上部構造体および導電性ビードベース部の両方と接触する。オーバレイがかかったC字形カーカスプライおよびオーバレイがかかった浮きカーカスプライの例示的な実施形態が、それぞれ図1および図2に示されている。
カーカスプライが上部構造体の領域で終端し、少なくともその終点で上部構造体と接触し、オーバレイが、カーカスプライの軸方向内側で、導電性ビードベース部と上部構造体との間に延び、かつ上部構造体の領域で、オーバレイがカーカスプライの終点まで、または終点を越えて延び、上部構造体と接触し、さらに、導電性ビードベース部と接触する場合、それはさらに好都合である。この場合に、上部構造体の領域におけるカーカスプライの終点は、カーカスプライの両面に属するとみなされる。それにより、分割されたカーカスプライの場合に、確実かつ単純な態様でタイヤの導電性を保証することが可能である。この場合に、分割カーカスプライは、一方のタイヤビード部から上部構造体を介して他方のタイヤビード部に延び、上部構造体の領域で周方向に分割される。2つのカーカスプライ要素は、上部構造体の領域で重なることができる。オーバレイがかかったカーカスプライは、分割カーカスプライの一方のカーカスプライ要素とすることができる。オーバレイがかかったカーカスプライ要素をそれぞれが有する、分割カーカスプライの2つの例示的な実施形態が、図3および図4に示されている。
オーバレイが、車両用空気式タイヤの全周にわたって、または円周の少なくとも一部の領域にわたって延びる場合、それは好都合である。特に、オーバレイは、導電性ゴム混合物からなる1つまたは複数個程度のストリップ、特に3〜30個のストリップ、特に4〜20個のストリップ、特に5〜10個のストリップとすることができ、ストリップはそれぞれ、導電性ビードベース部および上部構造体と連続的に接触し、タイヤの円周にわたって分布する態様で配置される。それにより、ゴムの量を減らしたまま、電荷の確実な放散を達成することが可能になる。特に、ストリップは、等距離にある態様で配置することができる。それにより、車両用空気式タイヤの円周にわたって均一な質量分布を達成することが可能である。
オーバレイが、カーカスプライの全長にわたって、または全長の少なくとも一部の領域にわたって延びる場合、それはさらに好都合である。この場合に、カーカスプライの長さは、車両用空気式タイヤの周方向に垂直な方向で、カーカスプライに沿った、カーカスプライの一端から他端までの範囲の長さである。カーカスプライの全長をオーバレイで覆うことで、様々なタイヤ設計用の長さにまだ切断されていないカーカスプライの使用が簡単なものになり、製造の複雑さが軽減される。カーカスの全長の一部の領域のみにわたって延びるオーバレイを用いて、導電性ゴム混合物の量を最小限にすることが可能である。
オーバレイの厚さが0.005mm〜6.0mm、特に0.01mm〜2.5mm、特に0.05mm〜1.2mmであれば、それは好都合である。したがって、オーバレイを薄くする、特に、車両用空気式タイヤの側部領域の他の層、例えば、カーカス、内側ライナ、またはサイドウオールストリップよりも薄くすることが可能である。したがって、導電性ゴム混合物からなるオーバレイを用いて導電性を保証することで、車両用空気式タイヤの側部領域の導電性ゴム混合物の量を低く抑えることが可能である。
タイヤビード部が共に導電性のビードベース部を有し、導電性のビードベース部が共に、オーバレイによって、導通した態様で上部構造体に接続される場合、それは有益である。この場合に、一方のビードベース部から上部構造体を介して他方のビードベース部に延びるのも、オーバレイに係わる事項であり得る。
この種の車両用空気式タイヤを製造する方法は、次のステップで行われる。
a)カーカスプライを製造するステップ、
b)カーカスプライの表面を導電性ゴム混合物からなる、連続するオーバレイで覆い、完成した車両用空気式タイヤのオーバレイは、導電性ビードベース部および導電性上部構造体と接触するステップ、
c)オーバレイを有するカーカスプライをタイヤ構築ドラム上に配置するステップ、
d)カーカスを仕上げるステップ、
e)さらなるステップを用いて車両用空気式タイヤを仕上げるステップ。
a)カーカスプライを製造するステップ、
b)カーカスプライの表面を導電性ゴム混合物からなる、連続するオーバレイで覆い、完成した車両用空気式タイヤのオーバレイは、導電性ビードベース部および導電性上部構造体と接触するステップ、
c)オーバレイを有するカーカスプライをタイヤ構築ドラム上に配置するステップ、
d)カーカスを仕上げるステップ、
e)さらなるステップを用いて車両用空気式タイヤを仕上げるステップ。
これは、単純な手段によって、および単純な構造設計で、車両用空気式タイヤの導電性を確実に保証する自動車用タイヤを製造することを簡単に可能にする方法を提供する。
この場合に、車両用空気式タイヤの導電性ビードベース部と上部構造体との間の導電性が、ただ1つの製造ステップであるステップb)によって保証されるのは有益である。このステップが、カーカスプライの製造にしか影響を及ぼさないのはさらに重要である。他のすべての製造ステップ、特に、車両用空気式タイヤの組み立ておよび構造設計は変わらない。
別の利点は、内側ライナ、カーカス、および/またはサイドウオールストリップなどのサイドウオールの他の層が、非導電性材料から形成され、例えば、転がり抵抗に関して最適化されることである。
カーカスプライは、車両用空気式タイヤの補強プライである。ステップa)でのカーカスプライの製造は、特に、カレンダ加工によって行われ、補強材がゴム混合物に埋め込まれる。この場合に、補強材は、カーカスプライの長手方向、すなわち、カレンダがけの製造方向に延びる。完成した車両用空気式タイヤでは、カーカスの補強材は、通常、周方向に交差して延びる。
ステップb)でカーカスプライをオーバレイで覆うのが、カレンダがけ時に、および/またはその後に直接行われる場合、それは好都合である。それにより、この製造ステップを単純な態様で、特に完全に自動化して行うことが可能である。
ステップb)で、カーカスプライがその全幅にわたって、またはその幅の少なくとも一部にわたって、オーバレイで覆われる場合、それはさらに好都合である。この場合に、カーカスプライの幅は、カーカスプライの補強材の長手伸長方向に交差する方向に広がる。特に、導電性ゴム混合物からなる1つまたは複数のストリップ、特に3〜30個のストリップ、特に4〜20個のストリップ、特に5〜10個のストリップを、間に間隔を置いて加えることができる。それにより、単純な方法を使用して、使用される導電性ゴム混合物の量を減らし、同時に、完成した車両用空気式タイヤ上の静電荷の確実な放散を保証することが可能である。特に、ストリップは、等距離にある態様で配置することができる。それにより、均一な質量分布が得られる。
ステップb)で、カーカスプライがその長手方向の範囲全体にわたって、またはその長手方向の範囲の少なくとも一部の領域にわたってオーバレイで覆われる場合、それは好都合である。長手方向の範囲全体にわたって覆うことで、連続的な覆い形成プロセスが可能になり、カーカスプライは、様々な長さに切断することにより、非常に単純な態様で、様々な車両用空気式タイヤに利用することができるようになる。長手方向範囲の一部の領域を選択的に覆うことで、使用される導電性ゴム混合物の量を最小限にすることが可能である。
そのような方法を用いて、C字形カーカスプライ、浮きカーカスプライ、または分割カーカスプライを、導電性ゴム混合物からなるオーバレイで覆うことにより、導電性が確実に保証される車両用空気式タイヤを単純な態様で製造することが可能である。
本発明はさらに、本発明による方法で製造される車両用空気式タイヤに関する。
本発明のさらなる特徴、利点、および細部が、例示的な実施形態を概略的に示す図を用いて、以下にさらに詳細に説明される。
図1は、乗用車用の空気式車両タイヤの半径方向部分断面図の右手側を示している。ゴム混合物からなる車両用空気式タイヤ1は、右手のタイヤビード部2から左手のタイヤビード部(図示せず)まで延びる半径方向カーカス3を含む。車両用空気式タイヤ1は、トレッド5と、トレッド5とカーカス3との間に配置されたベルト6とを有する上部構造体4を有する。上部構造体4または上部構造体4の少なくとも一部は導電性構成であり、車道の表面と接触するトレッド5の表面とカーカス3との間で導電接続を形成している。示したタイヤビード部2は、カーカス3と、タイヤリム10との接触面との間に広がる導電性のビードベース部9を含む。車両用空気式タイヤ1は、内側ライナ7およびサイドウオールストリップ8などの、カーカス3に隣接する構成要素をさらに有し、内側ライナ7およびサイドウオールストリップ8は、車両用空気式タイヤの側部領域において、軸方向内側および軸方向外側でカーカス3に隣接している。
カーカス3は、補強材が非導電性ゴム混合物に埋め込まれた中間層からなるカーカスプライ11を有する。カーカスプライ11は、C字形カーカスプライとして公知のものであり、C字形カーカスプライは、軸方向内側から軸方向外側に、高張力のビードバンドル12の回りを引き回され、軸方向外側で、上部構造体4まで延びるカーカス折り返し部13になる。カーカス折り返し部13の軸方向外側面は、導電性ゴム混合物からなるオーバレイ14を有し、オーバレイ14は、導電性ビードベース部9から上部構造体4まで連続的に延び、導電性ビードベース部9および上部構造体4の両方と接触し、その結果として、導電性ビードベース部9および上部構造体4は、導通した態様で互いに接続される。導電性ビードベース部9は導電性材料を有し、オーバレイ14と、車両用空気式タイヤのタイヤリム10との接触面との間で導電接続を形成する。したがって、車両用空気式タイヤ1は、タイヤリム10との接触面からトレッド5の車道との接触面までの導電路を有する。オーバレイ14は、0.08mmの厚さを有し、車両用空気式タイヤ1の全周にわたって連続的に延びる。車両用空気式タイヤ1の左手領域(図示せず)は、同一の構成とすることができる。しかし、この左手領域は、オーバレイ14および/または導電性ビードベース部9を有さなくてもよい。
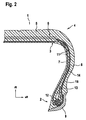
図2は、別の車両用空気式タイヤ1の半径方向部分断面図の右手側を示している。上部構造体4の下の外側カーカス折り返し部13で終端するカーカスプライ11に加えて、カーカス3は、浮きカーカスプライ15として公知のものを有する。この浮きカーカスプライは、カーカス3の軸方向最外プライとして、導電性ビードベース部9と上部構造体4との間で連続的に延び、それぞれの領域で終端する。浮きカーカスプライの軸方向外側面は、上部構造体4および導電性ビードベース部9と接触し、それらを導通した態様で接続するオーバレイ14で覆われている。オーバレイ14は、厚さが1mmで平均幅が10mmのストリップである。そのようなストリップは、タイヤの円周にわたって等間隔で配置される。
図3は、分割カーカスプライを備えたカーカス3を有する車両用空気式タイヤ1の半径方向部分断面図を示しており、分割カーカスプライは、一方のタイヤビード部2から上部構造体4を介して他方のタイヤビード部2まで延び、上部構造体4の領域において、車両用空気式タイヤ1の周方向で、2つのカーカスプライ要素16、17に分割されている。2つのカーカスプライ要素16、17は、上部構造体4の領域で重なっている。カーカスプライ要素16は、上部構造体4の領域で終端し、カーカスプライ要素16の終点18で上部構造体4と接触している。カーカスプライ要素16に隣接する車両用空気式タイヤ1のタイヤビード部2は、導電性ビードベース部9を有する。カーカスプライ要素16はオーバレイ14を有し、オーバレイ14は、軸方向内側で、カーカスプライ要素16に沿って、導電性ビードベース部9の領域からカーカスプライ要素16の終点18まで、または終点18を越えて延び、上部構造体4および導電性ビードベース部9の両方と接触し、それらを導通した態様で接続する。
図4は、車両用空気式タイヤ1の別の半径方向部分断面図を示している。車両用空気式タイヤのカーカス3は2つのカーカスプライ11を有し、カーカスプライ11は、2つのカーカスプライ要素16、17に分割されたカーカスプライである。図3と同様に、カーカスプライ要素16は、導通した態様で導電性ビードベース部9を上部構造体4に接続するオーバレイ14を有する。この場合に、オーバレイをかけられるのは、基本的には、カーカスの面ではなくて、分割カーカスプライの面である。
図1〜4に示した例示的な実施形態は、本発明による方法を用いて製造することができる。
1 車両用空気式タイヤ
2 タイヤビード部
3 カーカス
4 上部構造体
5 トレッド
6 ベルト
7 内側ライナ
8 サイドウオールストリップ
9 導電性ビードベース部
10 タイヤリム
11 カーカスプライ
12 ビードバンドル
13 カーカス折り返し部
14 オーバレイ
15 浮きカーカスプライ
16 カーカスプライ要素
17 カーカスプライ要素
18 終点
aR 軸方向
rR 半径方向
2 タイヤビード部
3 カーカス
4 上部構造体
5 トレッド
6 ベルト
7 内側ライナ
8 サイドウオールストリップ
9 導電性ビードベース部
10 タイヤリム
11 カーカスプライ
12 ビードバンドル
13 カーカス折り返し部
14 オーバレイ
15 浮きカーカスプライ
16 カーカスプライ要素
17 カーカスプライ要素
18 終点
aR 軸方向
rR 半径方向
Claims (10)
- 上部構造体(4)と、カーカス(3)と、それぞれがビードベース部を有する2つのタイヤビード部(2)とを有する車両用空気式タイヤ(1)であって、前記カーカス(3)は、一方のビードベース部から前記上部構造体(4)を介して他方のビードベース部に延び、前記上部構造体(4)および少なくとも1つのビードベース部は導電性構成であり、前記カーカス(3)は導電性構成ではなく、少なくとも1つのカーカスプライ(11)を有し、前記カーカスプライ(11)の表面は、導電性材料からなるオーバレイ(14)を有する、車両用空気式タイヤ(1)において、
− 前記オーバレイ(14)は、導電性ゴム混合物であることと、
− 前記カーカスプライ(11)は、前記導電性ビードベース部(9)から前記上部構造体(4)まで延び、前記カーカスプライ(11)のオーバレイがかかった面は、前記上部構造体(4)および前記導電性ビードベース部(9)と接触することと、
− 前記オーバレイ(14)は、前記導電性ビードベース部(9)から前記上部構造体(4)まで、前記カーカスプライ(11)の前記表面上で連続的に延びることと、
− 前記オーバレイ(14)は、前記導電性ビードベース部(9)および前記上部構造体(4)の両方と電気的に接触し、その結果として、前記導電性ビードベース部(9)および前記上部構造体(4)は、導通した態様で互いに接続されることと、
を特徴とする車両用空気式タイヤ(1)。 - 前記オーバレイ(14)は、前記カーカス(3)に対して軸方向外側にあって、前記上部構造体(4)と前記導電性ビードベース部(9)との間に延びることを特徴とする、請求項1に記載の車両用空気式タイヤ(1)。
- 前記カーカスプライ(11)は、前記上部構造体(4)の領域で終端し、少なくともその終点(18)で前記上部構造体(4)と接触することと、前記オーバレイ(14)は、前記カーカスプライ(11)の軸方向内側で、前記電導性ビードベース部(9)と前記上部構造体(4)との間に延びることと、前記上部構造体(4)の領域において、前記オーバレイ(14)は、前記カーカスプライ(11)の前記終点(18)まで、または前記終点(18)を越えて延び、前記上部構造体(4)、さらに、前記導電性ビードベース部(9)と接触することとを特徴とする、請求項1または2に記載の車両用空気式タイヤ(1)。
- 前記オーバレイ(14)は、前記車両用空気式タイヤ(1)の全周にわたって、または円周の少なくとも一部の領域にわたって延びることを特徴とする、請求項1〜3のいずれか1項に記載の車両用空気式タイヤ(1)。
- 前記オーバレイ(14)は、前記カーカスプライ(11)の全長にわたって、または前記全長の少なくとも一部の領域にわたって延びることを特徴とする、請求項1〜4のいずれか1項に記載の車両用空気式タイヤ(1)。
- 前記オーバレイ(14)の厚さは0.005mm〜6.0mm、特に0.01mm〜2.5mm、特に0.05mm〜1.2mmであることを特徴とする、請求項1〜5のいずれか1項に記載の車両用空気式タイヤ(1)。
- 導電性の上部構造体(4)と、2つのビードベース部と、カーカス(3)とを有する車両用空気式タイヤを製造する方法であって、前記カーカス(3)は、一方のビードベース部から前記上部構造体(4)を介して他方のビードベース部に延び、前記上部構造体(4)および少なくとも1つのビードベース部は導電性構成であり、前記カーカス(3)は導電性構成ではない、方法において、
a)カレンダでカーカスプライ(11)を製造するステップと、
b)前記カーカスプライ(11)の表面を導電性ゴム混合物からなる、連続するオーバレイ(14)で覆い、完成した前記車両用空気式タイヤ(1)の前記オーバレイ(14)は、導電性ビードベース部(9)および前記導電性上部構造体(4)と接触するステップと、
c)前記オーバレイ(14)を有する前記カーカスプライ(11)をタイヤ構築ドラム上に配置するステップと、
d)前記カーカス(3)を仕上げるステップと、
e)さらなるステップを用いて前記車両用空気式タイヤ(1)を仕上げるステップと、
を含む方法。 - ステップb)で前記カーカスプライ(11)を前記オーバレイ(14)で覆うのは、前記カレンダがけ時に、および/またはその後に直接行われることを特徴とする、請求項7に記載の方法。
- 前記カーカスプライ(11)は、ステップb)で、その全幅にわたって、またはその幅の少なくとも一部にわたって、前記オーバレイ(14)で覆われることを特徴とする、請求項7または8に記載の方法。
- 前記カーカスプライ(11)は、ステップb)で、その長手方向の範囲全体にわたって、またはその長手方向の範囲の少なくとも一部の領域にわたって、前記オーバレイ(14)で覆われることを特徴とする、請求項7〜9のいずれか1項に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013104114.0 | 2013-04-24 | ||
| DE102013104114.0A DE102013104114A1 (de) | 2013-04-24 | 2013-04-24 | Fahrzeugluftreifen und Verfahren zur Herstellung eines Fahrzeugluftreifens |
| PCT/EP2014/051987 WO2014173551A1 (de) | 2013-04-24 | 2014-02-03 | Fahrzeugluftreifen und verfahren zur herstellung eines fahrzeugluftreifens |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016515492A true JP2016515492A (ja) | 2016-05-30 |
| JP2016515492A5 JP2016515492A5 (ja) | 2017-02-02 |
Family
ID=50070534
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016508049A Pending JP2016515492A (ja) | 2013-04-24 | 2014-02-03 | 車両用空気式タイヤおよび車両用空気式タイヤを製造する方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10071604B2 (ja) |
| EP (1) | EP2988956B1 (ja) |
| JP (1) | JP2016515492A (ja) |
| DE (1) | DE102013104114A1 (ja) |
| WO (1) | WO2014173551A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11214095B2 (en) | 2017-12-22 | 2022-01-04 | Hankook Tire Co., Ltd. | Sheet, method for manufacturing the same, and tire comprising the same |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016204952A1 (en) | 2015-06-15 | 2016-12-22 | Bridgestone Americas Tire Operations, Llc | Tire having a conductivity path |
| WO2017086958A1 (en) * | 2015-11-18 | 2017-05-26 | Compagnie Generale Des Etablissements Michelin | Improved pneumatic tire with segmented body ply |
| DE102015223393A1 (de) | 2015-11-26 | 2017-06-01 | Continental Reifen Deutschland Gmbh | Fahrzeugluftreifen |
| IT201800009290A1 (it) * | 2018-10-09 | 2020-04-09 | Bridgestone Europe Nv Sa | Pneumatico con bassa resistenza elettrica |
| JP7181158B2 (ja) * | 2019-06-21 | 2022-11-30 | 株式会社ブリヂストン | タイヤ |
| CN111361361A (zh) * | 2020-04-20 | 2020-07-03 | 江苏通用科技股份有限公司 | 防静电轮胎结构 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB544757A (en) * | 1940-02-15 | 1942-04-27 | Us Rubber Co | Improvements in a pneumatic tyre and method of making same |
| JP2006143208A (ja) * | 2004-11-18 | 2006-06-08 | Soc De Technol Michelin | 局在化導電性ゴム |
| JP2008149905A (ja) * | 2006-12-18 | 2008-07-03 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2008308083A (ja) * | 2007-06-15 | 2008-12-25 | Sumitomo Rubber Ind Ltd | 空気入りタイヤ |
| JP2010018123A (ja) * | 2008-07-09 | 2010-01-28 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2010208524A (ja) * | 2009-03-11 | 2010-09-24 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2012183656A (ja) * | 2011-03-03 | 2012-09-27 | Toyo Tire & Rubber Co Ltd | 空気入りタイヤの製造方法及び空気入りタイヤ |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2612130B1 (fr) * | 1987-03-12 | 1989-06-16 | Michelin & Cie | Enveloppe de pneumatique comportant des tringles constituees chacune par un empilement de rubans de forme coudee |
| IT1219241B (it) * | 1988-04-27 | 1990-05-03 | Firestone Int Dev Spa | Pneumatico radiale per veicoli |
| JP3018088B2 (ja) * | 1990-07-09 | 2000-03-13 | 横浜ゴム株式会社 | 空気入りタイヤ |
| DE69717958T2 (de) * | 1996-10-17 | 2003-04-30 | Sumitomo Rubber Industries Ltd., Kobe | Luftreifen |
| US7011125B2 (en) * | 2003-11-18 | 2006-03-14 | The Goodyear Tire & Rubber Company | Tire with rubber sidewall containing internal electrically conductive rubber strip |
| US20100277027A1 (en) | 2009-04-30 | 2010-11-04 | Gm Global Technology Operations, Inc. | Skew pattern for a permanent magnet rotor |
| DE102010017444A1 (de) | 2010-06-18 | 2011-12-22 | Continental Reifen Deutschland Gmbh | Fahrzeugluftreifen mit Luftabführungsfäden und Verfahren zur Herstellung einer elektrisch leitfähigen Beschichtung für die Luftabführungsfäden |
| JP5841551B2 (ja) * | 2013-01-09 | 2016-01-13 | 住友ゴム工業株式会社 | 空気入りタイヤ |
-
2013
- 2013-04-24 DE DE102013104114.0A patent/DE102013104114A1/de not_active Withdrawn
-
2014
- 2014-02-03 JP JP2016508049A patent/JP2016515492A/ja active Pending
- 2014-02-03 EP EP14703316.1A patent/EP2988956B1/de active Active
- 2014-02-03 WO PCT/EP2014/051987 patent/WO2014173551A1/de active Application Filing
-
2015
- 2015-10-26 US US14/923,138 patent/US10071604B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB544757A (en) * | 1940-02-15 | 1942-04-27 | Us Rubber Co | Improvements in a pneumatic tyre and method of making same |
| JP2006143208A (ja) * | 2004-11-18 | 2006-06-08 | Soc De Technol Michelin | 局在化導電性ゴム |
| JP2008149905A (ja) * | 2006-12-18 | 2008-07-03 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2008308083A (ja) * | 2007-06-15 | 2008-12-25 | Sumitomo Rubber Ind Ltd | 空気入りタイヤ |
| JP2010018123A (ja) * | 2008-07-09 | 2010-01-28 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2010208524A (ja) * | 2009-03-11 | 2010-09-24 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2012183656A (ja) * | 2011-03-03 | 2012-09-27 | Toyo Tire & Rubber Co Ltd | 空気入りタイヤの製造方法及び空気入りタイヤ |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11214095B2 (en) | 2017-12-22 | 2022-01-04 | Hankook Tire Co., Ltd. | Sheet, method for manufacturing the same, and tire comprising the same |
Also Published As
| Publication number | Publication date |
|---|---|
| US10071604B2 (en) | 2018-09-11 |
| WO2014173551A1 (de) | 2014-10-30 |
| DE102013104114A1 (de) | 2014-10-30 |
| US20160039252A1 (en) | 2016-02-11 |
| EP2988956B1 (de) | 2020-01-15 |
| EP2988956A1 (de) | 2016-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2016515492A (ja) | 車両用空気式タイヤおよび車両用空気式タイヤを製造する方法 | |
| US9409448B2 (en) | Pneumatic tire | |
| US10086659B2 (en) | Pneumatic tire | |
| JP4783479B1 (ja) | 空気入りタイヤ | |
| EP2500188B1 (en) | Pneumatic tire | |
| JP5344098B1 (ja) | 空気入りタイヤ | |
| EP3459763B1 (en) | Tire | |
| US9744814B2 (en) | Pneumatic tire and manufacturing method of pneumatic tire | |
| JP5014840B2 (ja) | 空気入りタイヤの製造方法及び空気入りタイヤ | |
| US20160121665A1 (en) | Pneumatic vehicle tire | |
| EP2394826A1 (en) | Pneumatic tire | |
| JP6040067B2 (ja) | 空気入りタイヤの製造方法及び空気入りタイヤ | |
| JP6022802B2 (ja) | 空気入りタイヤ | |
| JP6589640B2 (ja) | 空気入りタイヤ | |
| JP6159178B2 (ja) | 空気入りタイヤ | |
| JP2016515492A5 (ja) | ||
| WO2015012173A1 (ja) | 空気入りタイヤ | |
| JP6077407B2 (ja) | 空気入りタイヤ | |
| JP2013147243A (ja) | 空気入りタイヤ及びその製造方法 | |
| US20160297247A1 (en) | Pneumatic vehicle tire | |
| JP6253141B2 (ja) | 空気入りタイヤ | |
| JP6607046B2 (ja) | 空気入りタイヤ | |
| JP2013071655A (ja) | 空気入りタイヤ、及びタイヤの更生方法 | |
| JP2008030660A (ja) | 空気入りタイヤ及びその製造方法 | |
| JP6481295B2 (ja) | 空気入りタイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160929 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161005 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20161214 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170517 |