JP2016509128A - 金属基質上にクロムコーティングを製造する方法 - Google Patents
金属基質上にクロムコーティングを製造する方法 Download PDFInfo
- Publication number
- JP2016509128A JP2016509128A JP2015552117A JP2015552117A JP2016509128A JP 2016509128 A JP2016509128 A JP 2016509128A JP 2015552117 A JP2015552117 A JP 2015552117A JP 2015552117 A JP2015552117 A JP 2015552117A JP 2016509128 A JP2016509128 A JP 2016509128A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- metal substrate
- coating
- heat treatment
- depositing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011651 chromium Substances 0.000 title claims abstract description 98
- 238000000576 coating method Methods 0.000 title claims abstract description 97
- 239000000758 substrate Substances 0.000 title claims abstract description 83
- 239000011248 coating agent Substances 0.000 title claims abstract description 78
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 75
- 239000002184 metal Substances 0.000 title claims abstract description 75
- 229910052804 chromium Inorganic materials 0.000 title claims abstract description 45
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 title claims abstract description 43
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 7
- 238000010438 heat treatment Methods 0.000 claims abstract description 82
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims abstract description 69
- OFNHPGDEEMZPFG-UHFFFAOYSA-N phosphanylidynenickel Chemical compound [P].[Ni] OFNHPGDEEMZPFG-UHFFFAOYSA-N 0.000 claims abstract description 8
- 229910001096 P alloy Inorganic materials 0.000 claims abstract description 6
- 229910018104 Ni-P Inorganic materials 0.000 claims abstract 13
- 229910018536 Ni—P Inorganic materials 0.000 claims abstract 13
- 238000000034 method Methods 0.000 claims description 52
- 238000000151 deposition Methods 0.000 claims description 31
- 229910052759 nickel Inorganic materials 0.000 claims description 24
- 238000009713 electroplating Methods 0.000 claims description 22
- 238000005260 corrosion Methods 0.000 claims description 15
- 230000007797 corrosion Effects 0.000 claims description 15
- 229910052698 phosphorus Inorganic materials 0.000 claims description 15
- 238000007747 plating Methods 0.000 claims description 8
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 claims description 7
- 239000011574 phosphorus Substances 0.000 claims description 7
- 229910045601 alloy Inorganic materials 0.000 claims description 5
- 239000000956 alloy Substances 0.000 claims description 5
- 238000000231 atomic layer deposition Methods 0.000 claims description 4
- 239000000919 ceramic Substances 0.000 claims description 4
- 238000005229 chemical vapour deposition Methods 0.000 claims description 4
- 238000005240 physical vapour deposition Methods 0.000 claims description 4
- 238000000427 thin-film deposition Methods 0.000 claims description 4
- 229910001092 metal group alloy Inorganic materials 0.000 claims description 3
- 238000007772 electroless plating Methods 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 98
- 238000001228 spectrum Methods 0.000 description 16
- 229910000831 Steel Inorganic materials 0.000 description 15
- 239000010959 steel Substances 0.000 description 15
- 238000002441 X-ray diffraction Methods 0.000 description 13
- 239000000523 sample Substances 0.000 description 10
- 230000008021 deposition Effects 0.000 description 9
- 230000006698 induction Effects 0.000 description 9
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 7
- 238000001816 cooling Methods 0.000 description 5
- 229910052799 carbon Inorganic materials 0.000 description 4
- 238000000724 energy-dispersive X-ray spectrum Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000001341 grazing-angle X-ray diffraction Methods 0.000 description 3
- 150000002500 ions Chemical class 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 238000004093 laser heating Methods 0.000 description 3
- 238000001000 micrograph Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 239000010951 brass Substances 0.000 description 2
- JOPOVCBBYLSVDA-UHFFFAOYSA-N chromium(6+) Chemical compound [Cr+6] JOPOVCBBYLSVDA-UHFFFAOYSA-N 0.000 description 2
- 239000011247 coating layer Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 239000008151 electrolyte solution Substances 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- BDAGIHXWWSANSR-UHFFFAOYSA-N methanoic acid Natural products OC=O BDAGIHXWWSANSR-UHFFFAOYSA-N 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- KERTUBUCQCSNJU-UHFFFAOYSA-L nickel(2+);disulfamate Chemical compound [Ni+2].NS([O-])(=O)=O.NS([O-])(=O)=O KERTUBUCQCSNJU-UHFFFAOYSA-L 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- OSWFIVFLDKOXQC-UHFFFAOYSA-N 4-(3-methoxyphenyl)aniline Chemical compound COC1=CC=CC(C=2C=CC(N)=CC=2)=C1 OSWFIVFLDKOXQC-UHFFFAOYSA-N 0.000 description 1
- KWSLGOVYXMQPPX-UHFFFAOYSA-N 5-[3-(trifluoromethyl)phenyl]-2h-tetrazole Chemical compound FC(F)(F)C1=CC=CC(C2=NNN=N2)=C1 KWSLGOVYXMQPPX-UHFFFAOYSA-N 0.000 description 1
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- 229910000906 Bronze Inorganic materials 0.000 description 1
- 229910000599 Cr alloy Inorganic materials 0.000 description 1
- 229910002555 FeNi Inorganic materials 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 1
- 238000007545 Vickers hardness test Methods 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- SJKRCWUQJZIWQB-UHFFFAOYSA-N azane;chromium Chemical compound N.[Cr] SJKRCWUQJZIWQB-UHFFFAOYSA-N 0.000 description 1
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 1
- 239000004327 boric acid Substances 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 238000005234 chemical deposition Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 239000000788 chromium alloy Substances 0.000 description 1
- 229910001430 chromium ion Inorganic materials 0.000 description 1
- 239000000110 cooling liquid Substances 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 235000019253 formic acid Nutrition 0.000 description 1
- BHEPBYXIRTUNPN-UHFFFAOYSA-N hydridophosphorus(.) (triplet) Chemical compound [PH] BHEPBYXIRTUNPN-UHFFFAOYSA-N 0.000 description 1
- SZVJSHCCFOBDDC-UHFFFAOYSA-N iron(II,III) oxide Inorganic materials O=[Fe]O[Fe]O[Fe]=O SZVJSHCCFOBDDC-UHFFFAOYSA-N 0.000 description 1
- 231100001231 less toxic Toxicity 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 231100000252 nontoxic Toxicity 0.000 description 1
- 230000003000 nontoxic effect Effects 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 239000013074 reference sample Substances 0.000 description 1
- 238000001878 scanning electron micrograph Methods 0.000 description 1
- 229910001379 sodium hypophosphite Inorganic materials 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- IIACRCGMVDHOTQ-UHFFFAOYSA-M sulfamate Chemical compound NS([O-])(=O)=O IIACRCGMVDHOTQ-UHFFFAOYSA-M 0.000 description 1
- 238000007736 thin film deposition technique Methods 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000003440 toxic substance Substances 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 231100000925 very toxic Toxicity 0.000 description 1
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/04—Electroplating: Baths therefor from solutions of chromium
- C25D3/06—Electroplating: Baths therefor from solutions of chromium from solutions of trivalent chromium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C12/00—Solid state diffusion of at least one non-metal element other than silicon and at least one metal element or silicon into metallic material surfaces
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C12/00—Solid state diffusion of at least one non-metal element other than silicon and at least one metal element or silicon into metallic material surfaces
- C23C12/02—Diffusion in one step
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/455—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating characterised by the method used for introducing gases into reaction chamber or for modifying gas flows in reaction chamber
- C23C16/45523—Pulsed gas flow or change of composition over time
- C23C16/45525—Atomic layer deposition [ALD]
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/1601—Process or apparatus
- C23C18/1633—Process of electroless plating
- C23C18/1646—Characteristics of the product obtained
- C23C18/165—Multilayered product
- C23C18/1651—Two or more layers only obtained by electroless plating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/1601—Process or apparatus
- C23C18/1633—Process of electroless plating
- C23C18/1689—After-treatment
- C23C18/1692—Heat-treatment
- C23C18/1694—Sequential heat treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/18—Pretreatment of the material to be coated
- C23C18/1803—Pretreatment of the material to be coated of metallic material surfaces or of a non-specific material surfaces
- C23C18/1824—Pretreatment of the material to be coated of metallic material surfaces or of a non-specific material surfaces by chemical pretreatment
- C23C18/1837—Multistep pretreatment
- C23C18/1844—Multistep pretreatment with use of organic or inorganic compounds other than metals, first
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/31—Coating with metals
- C23C18/32—Coating with nickel, cobalt or mixtures thereof with phosphorus or boron
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/31—Coating with metals
- C23C18/32—Coating with nickel, cobalt or mixtures thereof with phosphorus or boron
- C23C18/34—Coating with nickel, cobalt or mixtures thereof with phosphorus or boron using reducing agents
- C23C18/36—Coating with nickel, cobalt or mixtures thereof with phosphorus or boron using reducing agents using hypophosphites
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/321—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer with at least one metal alloy layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/341—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one carbide layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/345—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/10—Electroplating with more than one layer of the same or of different metals
- C25D5/12—Electroplating with more than one layer of the same or of different metals at least one layer being of nickel or chromium
- C25D5/14—Electroplating with more than one layer of the same or of different metals at least one layer being of nickel or chromium two or more layers being of nickel or chromium, e.g. duplex or triplex layers
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
- C25D5/50—After-treatment of electroplated surfaces by heat-treatment
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
- C25D5/50—After-treatment of electroplated surfaces by heat-treatment
- C25D5/505—After-treatment of electroplated surfaces by heat-treatment of electroplated tin coatings, e.g. by melting
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/60—Electroplating characterised by the structure or texture of the layers
- C25D5/615—Microstructure of the layers, e.g. mixed structure
- C25D5/617—Crystalline layers
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/627—Electroplating characterised by the visual appearance of the layers, e.g. colour, brightness or mat appearance
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12771—Transition metal-base component
- Y10T428/12861—Group VIII or IB metal-base component
- Y10T428/12944—Ni-base component
Abstract
Description
当該方法は、メタノールもしくはギ酸によりCr(VI)化合物をCr(III)化合物に還元することにより生成した3価Crを有するメッキ浴を準備するステップと、メッキ浴内にアノードを提供するステップと、カソードとして働かせるため浴内にワークピースを置くステップと、前記ワークピース上にクロムと鉄との金属層を電気メッキするステップと、ワークピース上にメッキされたクロム合金の硬さを保持もしくは増大させながら、ワークピースを約316℃乃至約913℃に、ワークピースを硬化させるのに十分な時間加熱するステップとを有する。
本発明の目的は、先行技術において直面していた課題を減ずる及び除去することである。
本発明による方法は、請求項1に提示されたことを特徴とする。
金属基質上に光沢(bright)Niの層を堆積させるステップと、
前記光沢Niの層の上にNi−Pの層を堆積させるステップと、
前記Ni−Pの層の上に電解メッキによりCr層を堆積させるステップと
を有する。その後、被覆金属基質に、200乃至500℃で15乃至30分間熱処理を施す。あるいは、前記複数の層は、部分的に逆の順番で堆積されてよく、それにより、Ni−P層は、金属基質の上に直接堆積され、光沢Ni層は、前記Ni−P層の上に堆積され、Cr層は、前記光沢Ni層の上に堆積される。
金属基質上にNi−P層を堆積させるステップと、
Ni−Pの層の上に電解メッキにより3価Cr層を堆積させるステップと
を有する。その後、被覆金属基質に、650乃至750℃で15乃至30分間第1の熱処理と、400乃至500℃で15乃至30分間第2の熱処理とを施す。熱処理の数は、2より多い。
本願方法により被覆されるべき金属基質は、例えば鋼,銅,ブロンズ,真鍮,等からなるいずれの金属物品であり得る。使用された熱処理シーケンス及び温度に依存して、装飾性クロムメッキ及び硬質クロムメッキの両方において、新規なコーティング方法を使用し得る。
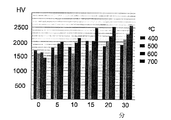
本発明の有効性を実証するため、複数の金属基質をニッケルとクロムで被覆し、それに複合熱処理シーケンスを施した。試験で使用された被覆金属基質は、厚さ7μmを有するNi−P層と厚さ4μmを有するCr層とによりカバーされた鋼基質を有する。

鋼基質を、厚さ7μmを有するNi−Pの相と厚さ4μmを有するCrの相とで被覆した。熱処理を2ステップで実施した: 第1のステップは400℃で45分間続き、第2のステップは700℃で30分間続いた。
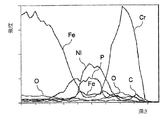
−Feリッチな層(鋼基質),
−主としてFe及びNiを含有する層,
−主としてNi及びPを含有する層,
−主としてNi及びCrを含有する層,
−主としてCr及びOを含有する層,
−主としてCr及びCを含有する層。
別の鋼基質を、実施例2に置けると同様なコーティング: 厚さ7μmを有するニッケルリンの層及び厚さ4μmを有するクロムの層で被覆した。熱処理は、2ステップを2ステップで実施した: 第1のステップは400℃で30分間続き、第2のステップは700℃で30分間続いた。
−Feリッチな層(鋼基質),
−主としてFe及びNiを含有する層,
−主としてNi及びPを含有する層,
−主としてNi及びCrを含有する層,
−主としてCr及びOを含有する層,
−主としてCr及びCを含有する層。
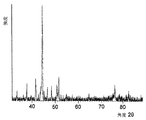
被覆表面の相構造の表面近くの深さプロファイルを得るのに、すれすれの入射(grazing incidence)回折(GID)を使用した。結果を図7に示す(底部に慣用のXRDスペクトルを有する)。入射角度1.2°,5.5°及び8.5°は、コーティングの異なる深さを表す。異なる入射角で測定されたXRDスペクトルのピークは、測定されたスペクトルと、被覆基質内に含まれることが知られた元素のスペクトルとを比較することにより同定された。
硬化可能なもしくは表面硬化された金属物体を、1μmのストライクニッケル、3μmのNi−P層及び4μmのCr層で被覆した。コーティングの合計厚さは、約8μmであった。これの後、物体を誘導加熱により熱処理した。
硬化可能な金属物体を、1μmのストライクニッケル層、3μmのNi−P層及び4μmのCr層で被覆した。コーティングの合計厚さは、約8μmであった。これの後、物体を、1ステップの誘導加熱により熱処理した。
物体を、7μmのNi−P層及び5μmのCr層で被覆した。被覆物体を700℃で30分間加熱した。この後、ダイヤモンドライクカーボン(DLC)のトップ層を、薄膜堆積により、被覆物体の上に堆積させた。
Claims (20)
- 金属基質上に3価クロム系コーティングを製造する方法であって、以下のステップ:
―金属基質上にニッケルリン合金の層を堆積させるステップと;
−前記Ni−Pの層上に3価クロム浴由来のクロム層を電解メッキするステップと;
−コーティングを硬化させるため、及び結晶性Niと結晶性Ni3Pとを含有する少なくとも1の層及び結晶性Crと結晶性CrNiとを含有する少なくとも1の層を包含する多相層を生成するため、被覆金属基質に1以上の熱処理を施すステップと
を有する、方法。 - Ni−P層を堆積させるステップの前に、前記金属基質上にニッケルアンダー層を電解メッキするステップをさらに有する、請求項1に記載の方法。
- Ni−P層とCr層との間にニッケルの中間層を電解メッキするステップをさらに有する、請求項1に記載の方法。
- 前記被覆金属基質について2以上の熱処理を有する、請求項1乃至3のいずれか一項に記載の方法。
- Ni−P層は、無電解メッキ又は電解メッキにより金属基質上に堆積される、請求項1乃至4のいずれか一項に記載の方法。
- 前記Ni−P合金のリン含有量は3乃至12%、好ましくは5乃至9%の範囲である、請求項1乃至5のいずれか一項に記載の方法。
- 前記Ni−P層の厚さは1乃至50μm、好ましくは3乃至30μmである、請求項1乃至6のいずれか一項に記載の方法。
- 前記Cr層の厚さは0.05乃至100μm、好ましくは0.3乃至5μmである、請求項1乃至7のいずれか一項に記載の方法。
- 第1の熱処理における温度は200乃至500℃、好ましくは350乃至450℃であり、第2の熱処理における温度は500乃至800℃、好ましくは650乃至750℃である、請求項4に記載の方法。
- 第1の熱処理における温度は500乃至800℃、好ましくは650乃至750℃であり、第2の熱処理における温度は200乃至500℃、好ましくは350乃至450℃である、請求項4に記載の方法。
- 金属基質上に装飾性及び耐腐食性コーティングを製造する請求項1に記載の方法であって、以下のステップ:
―金属基質上に光沢Niの層を堆積させるステップと;
−前記光沢Niの層の上にNi−Pの層を堆積させるステップと;
−前記Ni−Pの層の上に3価のクロムの層を電解メッキするステップと;
−被覆金属基質に200乃至500℃で15乃至30分間熱処理を施すステップと
を有する、方法。 - 金属基質上に硬質クロームコーティングを製造する請求項1に記載の方法であって、以下のステップ:
−金属基質上にNi−Pの層を堆積させるステップと;
―Ni−Pの層の上に3価のクロムの層を電解メッキするステップと;
―前記被覆金属基質に650乃至750℃で15乃至30分間第1の熱処理を施すステップと;
―前記被覆金属基質に400乃至500℃で15乃至30分間第2の熱処理を施すステップと
を有する、方法。 - 金属基質上に多層コーティングを製造する請求項1に記載の方法であって、
ニッケルリン合金の層を堆積させるステップと、Ni−Pの層上に3価クロム浴由来のクロム層を電解メッキするステップとを少なくとも1回繰り返すステップを有し、その後被覆金属基質は、前記1以上の熱処理を施される、方法。 - ニッケルリン合金の新しい層を堆積させるステップの前に、3価クロムの層上にストライク層を堆積させるステップをさらに有する、請求項13に記載の方法。
- Ni−P層とCr層との間に中間層を堆積させるステップであって、前記中間層は別の金属もしくは金属合金もしくはセラミックからなるステップをさらに有する、請求項13又は14に記載の方法。
- コーティングが硬化するのと同時に、金属基質の硬化をもたらす温度で、前記熱処理の少なくとも1つを行う、請求項1乃至8又は13乃至15のいずれか一項に記載の方法。
- 前記熱処理の少なくとも1つを、温度750乃至1000℃、好ましくは800乃至950℃で行う、請求項16に記載の方法。
- 薄膜堆積、例えば物理蒸着(PVD)、化学蒸着(CVD)もしくは原子層堆積(ALD)を使用して、被覆金属基質上にトップ層を堆積させるステップをさらに有する、請求項1乃至17のいずれか一項に記載の方法。
- 金属基質と、前記金属基質の上に堆積されたコーティングとを有する、請求項1乃至18に記載の方法のいずれか1つにより製造された被覆物品であって、前記コーティングは、被覆金属基質の熱処理により生成した多相層を有し、前記多相層は、結晶性Niと結晶性Ni3Pとを含有する少なくとも1の層及び結晶性Crと結晶性CrNiとを含有する少なくとも1の層を包含する、被覆物品。
- 2000HVより高いビッカースマイクロ硬さ値を有する、請求項19に記載の被覆物品。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/FI2013/050038 WO2014111616A1 (en) | 2013-01-15 | 2013-01-15 | Method for producing a chromium coating on a metal substrate |
| FIPCT/FI2013/050038 | 2013-01-15 | ||
| PCT/FI2014/050029 WO2014111624A1 (en) | 2013-01-15 | 2014-01-15 | Method for producing a chromium coating on a metal substrate |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016509128A true JP2016509128A (ja) | 2016-03-24 |
| JP6576832B2 JP6576832B2 (ja) | 2019-09-18 |
Family
ID=51209056
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015552117A Active JP6576832B2 (ja) | 2013-01-15 | 2014-01-15 | 金属基質上にクロムコーティングを製造する方法、及び、被覆物品 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20150361571A1 (ja) |
| EP (1) | EP2946031A4 (ja) |
| JP (1) | JP6576832B2 (ja) |
| CN (1) | CN104995339B (ja) |
| BR (1) | BR112015016656B1 (ja) |
| CA (1) | CA2897265C (ja) |
| EA (1) | EA030470B1 (ja) |
| WO (2) | WO2014111616A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017508879A (ja) * | 2014-01-15 | 2017-03-30 | サヴロック リミテッド | クロム被覆を製造する方法および被覆物体 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105917030B (zh) | 2014-01-15 | 2018-04-13 | 萨夫罗克有限公司 | 用于生成含有铬的多层涂层的方法和涂覆的物体 |
| CN106661749B (zh) * | 2014-07-11 | 2020-06-05 | 萨夫罗克有限公司 | 含铬涂层,其制备方法以及涂覆物体 |
| DE102015202910A1 (de) | 2015-02-18 | 2016-08-18 | Dr.-Ing. Max Schlötter GmbH & Co KG | Zinn-Nickel-Schicht mit hoher Härte |
| DE102015208644A1 (de) * | 2015-05-11 | 2016-11-17 | Schaeffler Technologies AG & Co. KG | Bauteil, Verwendung des Bauteils sowie Verfahren zur Herstellung des Bauteils |
| WO2017042420A1 (en) | 2015-09-09 | 2017-03-16 | Savroc Ltd | Chromium-based coating, a method for producing a chromium-based coating and a coated object |
| DE102016004913A1 (de) * | 2016-04-22 | 2017-10-26 | Grohe Ag | Verfahren zur Beschichtung eines Gegenstands mittels eines Mehrschichtsystems mit einer Nickel-Phosphor-Legierung |
| JP6417438B2 (ja) * | 2017-03-22 | 2018-11-07 | 株式会社リケン | 複合クロムめっき皮膜、及び当該皮膜を有するピストンリング |
| CN106906496A (zh) * | 2017-03-24 | 2017-06-30 | 武汉迪赛环保新材料股份有限公司 | 一种在钢铁表面制备三价铬电镀涂层的方法 |
| CN106929892A (zh) * | 2017-04-10 | 2017-07-07 | 武汉迪赛新材料有限公司 | 一种高耐蚀性高硬度三价铬硬铬镀层的制备方法 |
| US11149851B2 (en) | 2018-09-13 | 2021-10-19 | Tenneco Inc. | Piston ring with wear resistant coating |
| FI129420B (en) | 2020-04-23 | 2022-02-15 | Savroc Ltd | AQUATIC ELECTRIC COATING BATH |
| CN111705345B (zh) * | 2020-06-04 | 2021-12-21 | 东华大学 | 一种适用于槽针的镀层复合制备工艺 |
| CN113652690B (zh) * | 2021-07-27 | 2023-07-21 | 平顶山平煤机煤矿机械装备有限公司 | 一种化学镀镍磷合金套镀硬铬的金属表面处理方法 |
| EP4357487A1 (en) | 2022-10-18 | 2024-04-24 | Centre de Recherches Métallurgiques ASBL - Centrum voor Research in de Metallurgie VZW | Work roll coating and method for producing the same |
| CN117364079B (zh) * | 2023-12-04 | 2024-03-29 | 江西联创电子有限公司 | 模具的高温性能强韧方法及模具 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54124831A (en) * | 1978-03-22 | 1979-09-28 | Mishima Kosan Co Ltd | Production of casting mold for continuous casting |
| JPS6013094A (ja) * | 1983-06-30 | 1985-01-23 | Seiko Instr & Electronics Ltd | 腕時計用バンドの製造方法 |
| JPS63203792A (ja) * | 1987-02-17 | 1988-08-23 | Kobe Steel Ltd | 連続鋳造用鋳型の製造方法 |
| US5252360A (en) * | 1990-03-15 | 1993-10-12 | Huettl Wolfgang | Process for the protection of an engraved roll or plate by coating an engraved surface with an interlayer and thereafter applying a wear-resistant layer to the interlayer by PVD |
| JPH06248472A (ja) * | 1993-02-22 | 1994-09-06 | Kawasaki Heavy Ind Ltd | 耐食・耐摩耗多層金属被膜及びその製造方法 |
| JPH0995793A (ja) * | 1995-09-29 | 1997-04-08 | Shigeo Hoshino | 熱硬化性を有するクロムめっきを析出する3価クロムめっき浴 |
| JP2002285375A (ja) * | 2001-03-28 | 2002-10-03 | Chunichi Craft Kk | 3価クロムめっき浴 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3164897A (en) * | 1958-03-27 | 1965-01-12 | Patriarca Peter | Method of brazing |
| US4461680A (en) * | 1983-12-30 | 1984-07-24 | The United States Of America As Represented By The Secretary Of Commerce | Process and bath for electroplating nickel-chromium alloys |
| JPS60196209A (ja) * | 1984-03-19 | 1985-10-04 | Sumitomo Metal Ind Ltd | 3層メツキ熱間圧延ロ−ル |
| DE4008254A1 (de) * | 1990-03-15 | 1991-09-19 | Huettl & Vester Gmbh | Verfahren zum herstellen von gravierten walzen oder platten |
| US5413646A (en) * | 1991-02-08 | 1995-05-09 | Blount, Inc. | Heat-treatable chromium |
| US5271823A (en) | 1992-06-17 | 1993-12-21 | Eaton Corporation | Method of making a trivalent chromium plated engine valve |
| KR100503497B1 (ko) | 2002-11-25 | 2005-07-26 | 한국기계연구원 | 크롬도금층의 내식성 및 내마모성을 향상시키는 열처리방법 |
| JP4571546B2 (ja) * | 2005-07-13 | 2010-10-27 | 株式会社神戸製鋼所 | 耐摩耗性部材および動力伝達部品 |
| WO2008057123A1 (en) | 2006-11-09 | 2008-05-15 | Massachusetts Institute Of Technology | Preparation and properties of cr-c-p hard coatings annealed at high temperature for high temperature applications |
| JP5448616B2 (ja) * | 2009-07-14 | 2014-03-19 | 古河電気工業株式会社 | 抵抗層付銅箔、該銅箔の製造方法および積層基板 |
| JP2013091811A (ja) * | 2010-02-23 | 2013-05-16 | Taiyo Kagaku Kogyo Kk | アルミニウム又はアルミニウム合金を基板とする多層膜積層体及びその積層方法 |
| JP5563849B2 (ja) * | 2010-03-02 | 2014-07-30 | 福田金属箔粉工業株式会社 | 処理銅箔 |
| JP5581805B2 (ja) * | 2010-05-24 | 2014-09-03 | トヨタ自動車株式会社 | ステンレス鋼材へのめっき方法及びそのめっき材 |
| CN102644067A (zh) * | 2012-03-28 | 2012-08-22 | 广州鸿葳科技股份有限公司 | 一种化学镀双层Ni-P镀层的方法 |
-
2013
- 2013-01-15 WO PCT/FI2013/050038 patent/WO2014111616A1/en active Application Filing
-
2014
- 2014-01-15 EP EP14741009.6A patent/EP2946031A4/en active Pending
- 2014-01-15 US US14/761,179 patent/US20150361571A1/en not_active Abandoned
- 2014-01-15 JP JP2015552117A patent/JP6576832B2/ja active Active
- 2014-01-15 CA CA2897265A patent/CA2897265C/en active Active
- 2014-01-15 EA EA201591297A patent/EA030470B1/ru unknown
- 2014-01-15 WO PCT/FI2014/050029 patent/WO2014111624A1/en active Application Filing
- 2014-01-15 CN CN201480004867.2A patent/CN104995339B/zh active Active
- 2014-01-15 BR BR112015016656-3A patent/BR112015016656B1/pt active IP Right Grant
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54124831A (en) * | 1978-03-22 | 1979-09-28 | Mishima Kosan Co Ltd | Production of casting mold for continuous casting |
| JPS6013094A (ja) * | 1983-06-30 | 1985-01-23 | Seiko Instr & Electronics Ltd | 腕時計用バンドの製造方法 |
| JPS63203792A (ja) * | 1987-02-17 | 1988-08-23 | Kobe Steel Ltd | 連続鋳造用鋳型の製造方法 |
| US5252360A (en) * | 1990-03-15 | 1993-10-12 | Huettl Wolfgang | Process for the protection of an engraved roll or plate by coating an engraved surface with an interlayer and thereafter applying a wear-resistant layer to the interlayer by PVD |
| JPH06248472A (ja) * | 1993-02-22 | 1994-09-06 | Kawasaki Heavy Ind Ltd | 耐食・耐摩耗多層金属被膜及びその製造方法 |
| JPH0995793A (ja) * | 1995-09-29 | 1997-04-08 | Shigeo Hoshino | 熱硬化性を有するクロムめっきを析出する3価クロムめっき浴 |
| JP2002285375A (ja) * | 2001-03-28 | 2002-10-03 | Chunichi Craft Kk | 3価クロムめっき浴 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017508879A (ja) * | 2014-01-15 | 2017-03-30 | サヴロック リミテッド | クロム被覆を製造する方法および被覆物体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6576832B2 (ja) | 2019-09-18 |
| EA030470B1 (ru) | 2018-08-31 |
| EA201591297A1 (ru) | 2016-01-29 |
| WO2014111624A1 (en) | 2014-07-24 |
| EP2946031A4 (en) | 2016-10-26 |
| BR112015016656A2 (pt) | 2017-07-11 |
| BR112015016656B1 (pt) | 2021-09-28 |
| US20150361571A1 (en) | 2015-12-17 |
| CN104995339A (zh) | 2015-10-21 |
| CA2897265C (en) | 2021-02-16 |
| EP2946031A1 (en) | 2015-11-25 |
| WO2014111616A1 (en) | 2014-07-24 |
| CA2897265A1 (en) | 2014-07-24 |
| CN104995339B (zh) | 2021-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6576832B2 (ja) | 金属基質上にクロムコーティングを製造する方法、及び、被覆物品 | |
| JP6774135B2 (ja) | クロム被覆を製造する方法および被覆物体 | |
| US10443142B2 (en) | Method for producing chromium-containing multilayer coating and a coated object | |
| EP3167100B1 (en) | A chromium-containing coating and a coated object | |
| EP3350359B1 (en) | Chromium-based coating, a method for producing a chromium-based coating and a coated object | |
| JP4762077B2 (ja) | 鉄鋼部材の焼入れ方法、焼入れ鉄鋼部材及び焼入れ表面保護剤 | |
| JP5258928B2 (ja) | 鉄鋼部材の焼入れ方法、焼入れ鉄鋼部材及び焼入れ表面保護剤 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170106 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180313 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180611 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181113 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190723 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190821 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6576832 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |