JP2016504502A - 高浸透性の層を有する金属コード - Google Patents
高浸透性の層を有する金属コード Download PDFInfo
- Publication number
- JP2016504502A JP2016504502A JP2015547049A JP2015547049A JP2016504502A JP 2016504502 A JP2016504502 A JP 2016504502A JP 2015547049 A JP2015547049 A JP 2015547049A JP 2015547049 A JP2015547049 A JP 2015547049A JP 2016504502 A JP2016504502 A JP 2016504502A
- Authority
- JP
- Japan
- Prior art keywords
- cord
- threads
- layer
- thread
- rubber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
- D07B1/0606—Reinforcing cords for rubber or plastic articles
- D07B1/062—Reinforcing cords for rubber or plastic articles the reinforcing cords being characterised by the strand configuration
- D07B1/0633—Reinforcing cords for rubber or plastic articles the reinforcing cords being characterised by the strand configuration having a multiple-layer configuration
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/38—Threads in which fibres, filaments, or yarns are wound with other yarns or filaments, e.g. wrap yarns, i.e. strands of filaments or staple fibres are wrapped by a helically wound binder yarn
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/0007—Reinforcements made of metallic elements, e.g. cords, yarns, filaments or fibres made from metal
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/12—Threads containing metallic filaments or strips
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/36—Cored or coated yarns or threads
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
- D02G3/446—Yarns or threads for use in automotive applications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
- D02G3/48—Tyre cords
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
- D07B1/0606—Reinforcing cords for rubber or plastic articles
- D07B1/0613—Reinforcing cords for rubber or plastic articles the reinforcing cords being characterised by the rope configuration
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
- D07B1/0606—Reinforcing cords for rubber or plastic articles
- D07B1/062—Reinforcing cords for rubber or plastic articles the reinforcing cords being characterised by the strand configuration
- D07B1/0626—Reinforcing cords for rubber or plastic articles the reinforcing cords being characterised by the strand configuration the reinforcing cords consisting of three core wires or filaments and at least one layer of outer wires or filaments, i.e. a 3+N configuration
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/14—Ropes or cables with incorporated auxiliary elements, e.g. for marking, extending throughout the length of the rope or cable
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2001—Wires or filaments
- D07B2201/2002—Wires or filaments characterised by their cross-sectional shape
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2001—Wires or filaments
- D07B2201/2002—Wires or filaments characterised by their cross-sectional shape
- D07B2201/2003—Wires or filaments characterised by their cross-sectional shape flat
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2001—Wires or filaments
- D07B2201/2002—Wires or filaments characterised by their cross-sectional shape
- D07B2201/2004—Wires or filaments characterised by their cross-sectional shape triangular
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2001—Wires or filaments
- D07B2201/2002—Wires or filaments characterised by their cross-sectional shape
- D07B2201/2005—Wires or filaments characterised by their cross-sectional shape oval
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2001—Wires or filaments
- D07B2201/2006—Wires or filaments characterised by a value or range of the dimension given
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2001—Wires or filaments
- D07B2201/201—Wires or filaments characterised by a coating
- D07B2201/2011—Wires or filaments characterised by a coating comprising metals
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2024—Strands twisted
- D07B2201/2027—Compact winding
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2024—Strands twisted
- D07B2201/2029—Open winding
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2024—Strands twisted
- D07B2201/2029—Open winding
- D07B2201/203—Cylinder winding, i.e. S/Z or Z/S
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2024—Strands twisted
- D07B2201/2029—Open winding
- D07B2201/2031—Different twist pitch
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2036—Strands characterised by the use of different wires or filaments
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2036—Strands characterised by the use of different wires or filaments
- D07B2201/2037—Strands characterised by the use of different wires or filaments regarding the dimension of the wires or filaments
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2038—Strands characterised by the number of wires or filaments
- D07B2201/204—Strands characterised by the number of wires or filaments nine or more wires or filaments respectively forming multiple layers
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2047—Cores
- D07B2201/2051—Cores characterised by a value or range of the dimension given
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2047—Cores
- D07B2201/2052—Cores characterised by their structure
- D07B2201/2059—Cores characterised by their structure comprising wires
- D07B2201/206—Cores characterised by their structure comprising wires arranged parallel to the axis
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2047—Cores
- D07B2201/2052—Cores characterised by their structure
- D07B2201/2059—Cores characterised by their structure comprising wires
- D07B2201/2061—Cores characterised by their structure comprising wires resulting in a twisted structure
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2075—Fillers
- D07B2201/2079—Fillers characterised by the kind or amount of filling
- D07B2201/2081—Fillers characterised by the kind or amount of filling having maximum filling
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2095—Auxiliary components, e.g. electric conductors or light guides
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2095—Auxiliary components, e.g. electric conductors or light guides
- D07B2201/2097—Binding wires
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
- D07B2205/3025—Steel
- D07B2205/3028—Stainless steel
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
- D07B2205/3025—Steel
- D07B2205/3035—Pearlite
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
- D07B2205/3025—Steel
- D07B2205/3042—Ferrite
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
- D07B2205/306—Aluminium (Al)
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
- D07B2205/3067—Copper (Cu)
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
- D07B2205/3071—Zinc (Zn)
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
- D07B2205/3085—Alloys, i.e. non ferrous
- D07B2205/3089—Brass, i.e. copper (Cu) and zinc (Zn) alloys
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3021—Metals
- D07B2205/3085—Alloys, i.e. non ferrous
- D07B2205/3092—Zinc (Zn) and tin (Sn) alloys
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2401/00—Aspects related to the problem to be solved or advantage
- D07B2401/20—Aspects related to the problem to be solved or advantage related to ropes or cables
- D07B2401/2065—Reducing wear
- D07B2401/207—Reducing wear internally
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2401/00—Aspects related to the problem to be solved or advantage
- D07B2401/20—Aspects related to the problem to be solved or advantage related to ropes or cables
- D07B2401/208—Enabling filler penetration
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2501/00—Application field
- D07B2501/20—Application field related to ropes or cables
- D07B2501/2046—Tire cords
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B5/00—Making ropes or cables from special materials or of particular form
- D07B5/12—Making ropes or cables from special materials or of particular form of low twist or low tension by processes comprising setting or straightening treatments
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12333—Helical or with helical component
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Ropes Or Cables (AREA)
Abstract
Description
− M本のスレッドから成る内層と、
− 内層の周囲に螺旋状に巻かれたN本のスレッドから成る中間層と、
− 中間層の周囲に螺旋状に巻かれたP本のスレッドから成る外層と、
を含み、このコードでは、
中間層のスレッド間のスレッド間距離D2が25μm又はそれ以上であり、外層のスレッド間のスレッド間距離D3が25μm又はそれ以上である。
− 内層のスレッドは、5≦p1≦11mmを満たす、好ましくは7≦p1≦9mmを満たすピッチp1で巻かれ、
− 中間層のスレッドは、8≦p2≦20mmを満たす、好ましくは12≦p2≦18mmを満たすピッチp2で巻かれ、
− 外層のスレッドは、12≦p3≦30mmを満たす、好ましくは20≦p3≦28mmを満たすピッチp3で巻かれる。
図1に、本発明によるタイヤを一般参照符号10で示している。
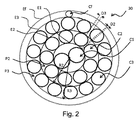
図2、図3及び図4に、本発明によるコードの第1、第2及び第3の実施形態の例を一般参照符号30で示す。コード30は金属製であり、円筒層を有するタイプのものである。コード30は非コンパクトタイプのものであり、すなわちコード30を構成するスレッドの層の各々は、少なくとも1つの他の層のものとは異なる巻きピッチ及び/又は巻き方向を有する。

次に、本発明によるコードの製造方法について説明する。
− ケーブリングによるもの:この場合、スレッド又はストランドは組み立て地点の前後で同期回転するのでツイスティングを受けない。
− ツイスティングによるもの:この場合、スレッド又はストランドは、その軸を中心にして一括ツイスティング及び個別ツイスティングを受け、従ってスレッド又はストランドの各々に非ツイスト性トルクが生じる。
本発明によるコードのいくつかの実施形態を、直径df=0.15mmのラッピングスレッドを含むラッピング層を有する(1+6)×0.23+6×(1+6)×0.23の構造の49.23FRとして知られている先行技術のストランドコードと比較した。
ISO6892、1984規格に従う張力下で、Fr(Nにおける最大負荷)で示す破断荷重測定を行った。以下の表15に、得られた破断荷重Frの結果を示す。破断荷重Frは、先行技術のコードの破断荷重に対する相対的単位(U.R)で示している。Frが1U.Rよりも高い時には、試験したコードの破断荷重の方が先行技術のコードの破断荷重よりも高い。逆に、Frが1U.Rよりも低い時には、試験したコードの破断荷重の方が先行技術のコードの破断荷重よりも低い。
この試験では、所与の期間にわたって一定の圧力下で試験片に沿って進む空気の体積を測定することにより、試験したコードの長手方向の空気透過性を判定することができる。当業者には周知であるが、このような試験の背後にある原理は、空気不透過性にした時のコードの処理の有効性を実証するというものであり、ASTM D2692−98規格に記載されている。
この試験は、ASTM D2229規格に従って行われる。透気度試験で作成したものと同様の試験片を作成する。試験片の一端を所定の継続時間、この例では21日間にわたって塩水の浴槽に浸漬する。その後、ケーブルのコーティングゴムを引き剥がすのに必要な接着力Faを測定する。腐食物質、この例では塩水によって損なわれた接着界面の度合いが大きければ大きいほど、測定される力は小さい。この結果を表17にまとめる。
所定のプライ破断荷重値、この例では1700daN/cmについて、1m2の補強プライに含まれるコードの質量、及びこの補強プライの質量を計算した。次に、これを用いて、先行技術のコードを含む1m2の補強プライと比較した、1m2のプライのコード及び補強プライに関する重量削減を推定する。これらの削減を以下の表18にまとめる。
− M=2本のスレッドを含む内層と、
− 内層の周囲に螺旋状に巻かれたN=7、8、9又は10本のスレッドを含む中間層と、
− 中間層の周囲に螺旋状に巻かれたP=13、14、15又は16本のスレッドを含む外層と、
を含む円筒層付き金属コードの使用を検討することが可能である。
− M=3本のスレッドを含む内層と、
− 内層の周囲に螺旋状に巻かれたN=7、8、9又は10本のスレッドを含む中間層と、
− 中間層の周囲に螺旋状に巻かれたP=13、14、15又は16本のスレッドを含む外層と、
を含む円筒層付き金属コードの使用を検討することがさらに可能である。
− M=4本のスレッドを含む内層と、
− 内層の周囲に螺旋状に巻かれたN=7、8、9又は10本のスレッドを含む中間層と、
− 中間層の周囲に螺旋状に巻かれたP=13、14、15又は16本のスレッドを含む外層と、
を含む円筒層付き金属コードの使用を検討することが可能である。
12 クラウン
14 クラウン補強体
16 サイドウォール部
18 ビード部
20 ビードワイヤ
22 カーカス補強体
24 折り返し部
26 リム
Claims (20)
- 円筒層付き金属コード(30)であって、
− M本のスレッドから成る内層(C1)と、
− 前記内層(C1)の周囲に螺旋状に巻かれたN本のスレッドから成る中間層(C2)と、
− 前記中間層(C2)の周囲に螺旋状に巻かれたP本のスレッドから成る外層(C3)と、
を含み、前記コードにおいて、
前記中間層(C2)の前記スレッド間のスレッド間距離D2は25μm又はそれ以上であり、前記外層(C3)の前記スレッド間のスレッド間距離D3は25μm又はそれ以上である、
ことを特徴とするコード(30)。 - 前記中間層(C2)の前記スレッド間の前記スレッド間距離D2は、30μm又はそれ以上であり、好ましくは40μmであり、さらに好ましくは50μmである、
ことを特徴とする請求項1に記載のコード(30)。 - 前記外層(C3)の前記スレッド間の前記スレッド間距離D3は、30μm又はそれ以上であり、好ましくは40μmであり、さらに好ましくは50μmである、
ことを特徴とする請求項1又は2に記載のコード(30)。 - 前記中間層(C2)の前記スレッド間の前記スレッド間距離D2は、100μm又はそれ以下である、
ことを特徴とする請求項1から3のいずれか1項に記載のコード(30)。 - 前記外層(C3)の前記スレッド間の前記スレッド間距離D3は、100μm又はそれ以下である、
ことを特徴とする請求項1から4のいずれか1項に記載のコード(30)。 - 比率D2/D3は、0.5≦D2/D3≦1.5を満たし、好ましくは0.7≦D2/D3≦1.3を満たし、より好ましくは0.8≦D2/D3≦1.2を満たし、さらに好ましくは0.9≦D2/D3≦1.1を満たす、
ことを特徴とする請求項1から5のいずれか1項に記載のコード(30)。 - M=2、3又は4、N=7、8、9又は10、かつP=13、14、15又は16である、
ことを特徴とする請求項1から6のいずれか1項に記載のコード(30)。 - P=14又は15である、
ことを特徴とする請求項5に記載のコード(30)。 - M=2、N=7、8、9又は10、かつP=13、14、15又は16であり、好ましくはM=2、N=7、8又は9、かつP=14であり、さらに好ましくはM=2、N=9、かつP=14である、
ことを特徴とする請求項5に記載のコード(30)。 - M=3、N=7、8、9又は10、かつP=13、14、15又は16であり、好ましくはM=3、N=8又は9、かつP=14又は15であり、さらに好ましくはM=3、N=9、かつP=14である、
ことを特徴とする請求項5に記載のコード(30)。 - M=4、N=7、8、9又は10、かつP=13、14、15又は16であり、好ましくはM=4、N=7、8、9又は10、かつP=14又は15であり、さらに好ましくはM=4、N=9、かつP=14である、
ことを特徴とする請求項5に記載のコード(30)。 - 各内層(C1)、中間層(C2)及び外層(C3)の各スレッドの各直径d1、d2、d3は、それぞれ、0.15≦d1、d2、d3≦0.5mmを満たし、好ましくは0.22≦d1、d2、d3≦0.5mmを満たし、より好ましくは0.25≦d1、d2、d3≦0.5mmを満たし、さらに好ましくは0.30≦d1、d2、d3≦0.4mmを満たす、
ことを特徴とする請求項1から11のいずれか1項に記載のコード(30)。 - 各内層(C1)及び中間層(C2)の各スレッドの各直径d1、d2は、それぞれ、d1/d2>1を満たし、好ましくは1.05≦d1/d2≦1.3を満たし、より好ましくは1.10≦d1/d2≦1.3mmを満たし、さらに好ましくは1.15≦d1/d2≦1.3mmを満たす、
ことを特徴とする請求項1から12のいずれか1項に記載のコード(30)。 - 各内層(C1)、中間層(C2)及び外層(C3)の各スレッドの各直径d1、d2、d3は、それぞれd1>d2及び/又はd1>d3を満たす、
ことを特徴とする請求項1から13のいずれか1項に記載のコード(30)。 - 各中間層(C2)及び外層(C3)の各スレッドの各直径d2、d3は、それぞれd2=d3を満たす、
ことを特徴とする請求項1から14のいずれか1項に記載のコード(30)。 - 前記外層(C3)の前記スレッドの巻き方向は、前記中間層(C2)の前記スレッドの巻き方向と異なる、
ことを特徴とする請求項1から15のいずれか1項に記載のコード(30)。 - 前記内層(C1)の前記スレッドは、予備成形されない、
ことを特徴とする請求項1から16のいずれか1項に記載のコード(30)。 - 請求項1から17のいずれか1項に記載の少なくとも1つの円筒層付き金属コード(30)を基本ストランドとして含む、
ことを特徴とするマルチストランドロープコード。 - 請求項1から17のいずれか1項に記載の少なくとも1つの円筒層付き金属コード(30)、又は請求項18に記載のマルチストランドロープコードを含む、
ことを特徴とするタイヤ(10)。 - 請求項1から17のいずれか1項に記載の少なくとも1つの円筒層付き金属コード(30)、又は請求項18に記載のマルチストランドロープコードを含む、
ことを特徴とするキャタピラトラック。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1262088A FR2999614B1 (fr) | 2012-12-14 | 2012-12-14 | Cable metallique a couches a haute penetrabilite |
| FR1262088 | 2012-12-14 | ||
| PCT/EP2013/076561 WO2014090996A2 (fr) | 2012-12-14 | 2013-12-13 | Câble métallique à couches à haute pénétrabilité |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016504502A true JP2016504502A (ja) | 2016-02-12 |
| JP2016504502A5 JP2016504502A5 (ja) | 2016-11-24 |
Family
ID=47989116
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015547049A Pending JP2016504502A (ja) | 2012-12-14 | 2013-12-13 | 高浸透性の層を有する金属コード |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20150329995A1 (ja) |
| EP (1) | EP2931966A2 (ja) |
| JP (1) | JP2016504502A (ja) |
| KR (1) | KR20150094727A (ja) |
| CN (1) | CN104854274B (ja) |
| FR (1) | FR2999614B1 (ja) |
| WO (1) | WO2014090996A2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018203504A1 (ja) * | 2017-05-02 | 2018-11-08 | 横浜ゴム株式会社 | ビードリング及びその製造方法 |
| JP7385605B2 (ja) | 2018-06-20 | 2023-11-22 | コンパニー ゼネラール デ エタブリッスマン ミシュラン | 貫通性が改善された2重層多重ストランドコード |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3020016B1 (fr) | 2014-04-22 | 2016-04-01 | Michelin & Cie | Pneumatique pour vehicule industriel lourd |
| FR3020017B1 (fr) | 2014-04-22 | 2017-06-09 | Michelin & Cie | Pneumatique pour vehicule de genie civil |
| FR3032978B1 (fr) | 2015-02-19 | 2017-10-27 | Michelin & Cie | Cable multitorons de structure 1xn pour armature de protection de pneumatique |
| FR3017885A1 (fr) * | 2015-06-16 | 2015-08-28 | Michelin & Cie | Cable metallique multi-torons |
| FR3060617A1 (fr) | 2016-12-20 | 2018-06-22 | Compagnie Generale Des Etablissements Michelin | Cable multi-torons a deux couches a penetrabilite amelioree |
| FR3060616A1 (fr) | 2016-12-20 | 2018-06-22 | Compagnie Generale Des Etablissements Michelin | Cable multi-torons a deux couches a penetrabilite amelioree |
| EP3617399A4 (en) | 2017-04-28 | 2021-02-17 | Bridgestone Corporation | STEEL CABLE FOR REINFORCING A RUBBER ARTICLE, PROCESS FOR MANUFACTURING IT AND TIRE |
| CN107268309A (zh) * | 2017-06-21 | 2017-10-20 | 盛利维尔(中国)新材料技术股份有限公司 | 一种具有2+7+13结构的载重胎胎体钢帘线 |
| US11319666B2 (en) * | 2017-12-19 | 2022-05-03 | Compagnie Generale Des Etablissements Michelin | Two-layer multi-strand cords having very low, low and medium moduli |
| WO2019243692A1 (fr) * | 2018-06-20 | 2019-12-26 | Compagnie Generale Des Etablissements Michelin | Câble multi-torons à deux couches à pénétrabilité améliorée |
| CA3102045A1 (fr) * | 2018-06-20 | 2019-12-26 | Compagnie Generale Des Etablissements Michelin | Cable multi-torons a deux couches a penetrabilite amelioree |
| CN112469861A (zh) * | 2018-06-20 | 2021-03-09 | 米其林集团总公司 | 具有改进的渗透性的双层多线股帘线 |
| CN110904703A (zh) * | 2019-09-28 | 2020-03-24 | 海盐宏拓五金有限公司 | 一种混凝土预制高强度金属连接件用钢丝绳及其生产方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5450640A (en) * | 1977-07-07 | 1979-04-20 | Bekaert Sa Nv | Metal cord |
| JPH0544183A (ja) * | 1991-01-31 | 1993-02-23 | Sumitomo Rubber Ind Ltd | スチールコード |
| JPH05156580A (ja) * | 1991-12-05 | 1993-06-22 | Bridgestone Bekaert Steel Code Kk | ゴム物品補強用スチールコード及びその製造方法 |
| JPH07109684A (ja) * | 1993-10-08 | 1995-04-25 | Bridgestone Corp | ゴム物品補強用スチールコード及び空気入りラジアルタイヤ |
| JP2009293149A (ja) * | 2008-06-05 | 2009-12-17 | Bridgestone Corp | ゴム物品補強用スチールコードおよびそれを用いた空気入りラジアルタイヤ |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4781016A (en) * | 1987-02-16 | 1988-11-01 | Bridgestone Corporation | Steel cords |
| JPH0672370B2 (ja) * | 1989-02-27 | 1994-09-14 | 住友ゴム工業株式会社 | スチールコード |
| US5285836A (en) * | 1991-01-31 | 1994-02-15 | Sumitomo Rubber Industries, Ltd. | 3+7+13 steel cord and tire including same |
| JPH05148779A (ja) * | 1991-11-28 | 1993-06-15 | Sumitomo Rubber Ind Ltd | スチールコード |
| JP3538205B2 (ja) * | 1992-03-09 | 2004-06-14 | 住友ゴム工業株式会社 | タイヤのカーカス用のスチールコード、タイヤのフィラー用のスチールコード、及びそれを用いたタイヤ |
| US5806296A (en) * | 1995-05-26 | 1998-09-15 | Bridgestone Metalpha Corporation | Corrosion resistant spiral steel filament and steel cord made therefrom |
| JP3213698B2 (ja) * | 1997-04-23 | 2001-10-02 | 東京製綱株式会社 | スチールコード及びスチールラジアルタイヤ |
| KR100296075B1 (ko) * | 1999-03-05 | 2001-07-03 | 조충환 | 고무침투성이 향상된 고무 및 타이어 보강용 스틸코드 |
| FR2795751A1 (fr) * | 1999-06-29 | 2001-01-05 | Michelin Soc Tech | Cable d'acier multicouches pour carcasse de pneumatique |
| KR20020063611A (ko) * | 1999-12-30 | 2002-08-03 | 소시에떼 드 테크놀로지 미쉐린 | 타이어 카캐스용 다층 강 케이블 |
| JP2004523406A (ja) * | 2001-01-04 | 2004-08-05 | ソシエテ ド テクノロジー ミシュラン | タイヤのクラウン補強体の多層スチールケーブル |
| JP2004527666A (ja) * | 2001-01-04 | 2004-09-09 | ソシエテ ド テクノロジー ミシュラン | タイヤのクラウン補強体の多層スチールケーブル |
| ATE393853T1 (de) * | 2003-07-17 | 2008-05-15 | Bekaert Sa Nv | Offenes lagiges stahlseil mit hoher bruchkraft |
| WO2009048054A1 (ja) * | 2007-10-11 | 2009-04-16 | Bridgestone Corporation | ゴム物品補強用スチールコードおよびそれを用いた空気入りタイヤ |
| JP4340314B2 (ja) * | 2007-11-27 | 2009-10-07 | 住友ゴム工業株式会社 | 空気入りタイヤ |
| FR2938558B1 (fr) * | 2008-11-17 | 2010-12-31 | Michelin Soc Tech | Procede et dispositif de fabrication d'un cable a trois couches du type gomme in situ. |
| FR2947576B1 (fr) * | 2009-07-03 | 2011-08-19 | Michelin Soc Tech | Cable metallique a trois couches gomme in situ de construction 2+m+n |
| CN202347188U (zh) * | 2011-08-13 | 2012-07-25 | 江苏兴达钢帘线股份有限公司 | 一种二十七股钢帘线 |
| CN202347189U (zh) * | 2011-11-09 | 2012-07-25 | 江苏兴达钢帘线股份有限公司 | 一种二十七股钢帘线 |
-
2012
- 2012-12-14 FR FR1262088A patent/FR2999614B1/fr not_active Expired - Fee Related
-
2013
- 2013-12-13 JP JP2015547049A patent/JP2016504502A/ja active Pending
- 2013-12-13 KR KR1020157018469A patent/KR20150094727A/ko not_active Application Discontinuation
- 2013-12-13 CN CN201380064773.XA patent/CN104854274B/zh active Active
- 2013-12-13 US US14/651,713 patent/US20150329995A1/en not_active Abandoned
- 2013-12-13 EP EP13803069.7A patent/EP2931966A2/fr not_active Withdrawn
- 2013-12-13 WO PCT/EP2013/076561 patent/WO2014090996A2/fr active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5450640A (en) * | 1977-07-07 | 1979-04-20 | Bekaert Sa Nv | Metal cord |
| JPH0544183A (ja) * | 1991-01-31 | 1993-02-23 | Sumitomo Rubber Ind Ltd | スチールコード |
| JPH05156580A (ja) * | 1991-12-05 | 1993-06-22 | Bridgestone Bekaert Steel Code Kk | ゴム物品補強用スチールコード及びその製造方法 |
| JPH07109684A (ja) * | 1993-10-08 | 1995-04-25 | Bridgestone Corp | ゴム物品補強用スチールコード及び空気入りラジアルタイヤ |
| JP2009293149A (ja) * | 2008-06-05 | 2009-12-17 | Bridgestone Corp | ゴム物品補強用スチールコードおよびそれを用いた空気入りラジアルタイヤ |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018203504A1 (ja) * | 2017-05-02 | 2018-11-08 | 横浜ゴム株式会社 | ビードリング及びその製造方法 |
| JP2018188764A (ja) * | 2017-05-02 | 2018-11-29 | 横浜ゴム株式会社 | ビードリング及びその製造方法 |
| EP3620574A4 (en) * | 2017-05-02 | 2021-02-24 | The Yokohama Rubber Co., Ltd. | BEAD RING AND METHOD OF MANUFACTURING THEREOF |
| JP7385605B2 (ja) | 2018-06-20 | 2023-11-22 | コンパニー ゼネラール デ エタブリッスマン ミシュラン | 貫通性が改善された2重層多重ストランドコード |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2931966A2 (fr) | 2015-10-21 |
| KR20150094727A (ko) | 2015-08-19 |
| FR2999614A1 (fr) | 2014-06-20 |
| WO2014090996A3 (fr) | 2014-08-07 |
| CN104854274A (zh) | 2015-08-19 |
| US20150329995A1 (en) | 2015-11-19 |
| FR2999614B1 (fr) | 2015-08-21 |
| WO2014090996A2 (fr) | 2014-06-19 |
| CN104854274B (zh) | 2017-10-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2016504502A (ja) | 高浸透性の層を有する金属コード | |
| JP6131515B2 (ja) | 2層マルチストランド金属コード | |
| JP6131514B2 (ja) | 2層マルチストランド金属コードの製造方法 | |
| JP7308834B2 (ja) | 超低、低、及び中程度の弾性率を有する2層マルチストランドコード | |
| JP5723441B2 (ja) | 高透過度弾性マルチストランド金属ケーブル | |
| JP5734966B2 (ja) | 基本ストランドが現場ゴム引き二重層コードであるマルチストランドコード | |
| JP5378436B2 (ja) | 基本的ストランドとして少なくとも1つのコンパクトな層状金属ケーブルを含むマルチストランドロープ | |
| JP5492219B2 (ja) | タイヤカーカス補強材用の現場ゴム引き3層コード | |
| JP5840608B2 (ja) | 基本ストランドが現場ゴム引き二重層コードであるマルチストランドコード | |
| JP5591908B2 (ja) | 現場ゴム引き形式の3層コードを製造する方法及び装置 | |
| CN110088390B (zh) | 具有两个渗透性改进的层的多线股缆线 | |
| JP2012528945A (ja) | タイヤカーカスのフレーム構造用の現場ゴム引き3層コード | |
| KR20120051666A (ko) | 현장에서 고무화되며, 2+μ+ν 구조를 갖는 3층 강철 코드 | |
| CN110088391B (zh) | 具有改进的渗透性的双层多线股缆线 | |
| JP2004523406A (ja) | タイヤのクラウン補強体の多層スチールケーブル | |
| CN112513366A (zh) | 具有改进的渗透性的双层多线股帘线 | |
| JP2023502224A (ja) | 被覆内層を有する、浸透性が改善された2層マルチストランドケーブル | |
| JP2023549704A (ja) | 浸透性が改善されたシース内側層を有する2層マルチストランドコード |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161004 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161004 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20170419 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170810 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170821 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20171121 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180404 |