JP2016196322A - 電池用包材のフィルムロール梱包体 - Google Patents
電池用包材のフィルムロール梱包体 Download PDFInfo
- Publication number
- JP2016196322A JP2016196322A JP2015077608A JP2015077608A JP2016196322A JP 2016196322 A JP2016196322 A JP 2016196322A JP 2015077608 A JP2015077608 A JP 2015077608A JP 2015077608 A JP2015077608 A JP 2015077608A JP 2016196322 A JP2016196322 A JP 2016196322A
- Authority
- JP
- Japan
- Prior art keywords
- film roll
- shaft core
- film
- protective film
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Landscapes
- Packages (AREA)
- Packaging Of Machine Parts And Wound Products (AREA)
Abstract
【課題】防湿性に優れた電池用包材のフィルムロール梱包体を提供する。
【解決手段】電池用包材のフィルムロール梱包体が提供される。前記フィルムロール梱包体は、フィルムロールと、遮水素材の保護フィルムと、固定具とを備える。前記フィルムロールは、中空の軸芯と、前記軸芯の周りに巻き取られたロール状の電池用包材シートとを含む。前記保護フィルムは、前記フィルムロールの外周面及び端面を外側から覆う。前記固定具は、前記保護フィルムの一部を前記軸芯の内周面に押し付けるような態様で、前記軸芯の内部に外側から挿入されている。
【選択図】図4
【解決手段】電池用包材のフィルムロール梱包体が提供される。前記フィルムロール梱包体は、フィルムロールと、遮水素材の保護フィルムと、固定具とを備える。前記フィルムロールは、中空の軸芯と、前記軸芯の周りに巻き取られたロール状の電池用包材シートとを含む。前記保護フィルムは、前記フィルムロールの外周面及び端面を外側から覆う。前記固定具は、前記保護フィルムの一部を前記軸芯の内周面に押し付けるような態様で、前記軸芯の内部に外側から挿入されている。
【選択図】図4
Description
本発明は、電池用包材のフィルムロール梱包体及びその製造方法に関する。
近年、電池において電極や電解質等の電池素子を封止するために、シート状の包装材料が利用されている。このような電池用包材シートは、多様な形状への加工が容易であるとともに、電池の薄型化や軽量化に寄与するものとして注目されている。また、このような電池用包材シートは、通常、電池への加工前においては、軸芯にロール状に巻き付けられた状態で保管され、輸送される。
ところで、特許文献1,2には、フレキシブルプリント配線板用のフィルムロールを輸送時においても適切に保護するべく、防湿性の観点から、当該ロールにアルミ蒸着フィルムを巻き付けることが開示されている。特許文献1,2では、保護シートをフィルムロールの外面に巻き付けた後、その端部をフィルムロールの中空の軸芯の内部に折り込むような態様での包装が行われる。
電池用包材のフィルムロールについても、特許文献1,2のように、遮水素材の保護シートで包装することが考えられる。しかしながら、特許文献1,2の包装方法、すなわち、保護シートの端部を単にフィルムロールの軸芯の内部に折り込むだけの方法では、輸送途中に加わる衝撃により包装が解かれてしまう虞があり、これでは、保護シートの防湿機能が十分に発揮されない。
本発明は、以上の問題に鑑みて為されたものであり、防湿性に優れた電池用包材のフィルムロール梱包体及びその製造方法を提供することを目的とする。
本発明の第1観点に係る電池用包材のフィルムロール梱包体は、フィルムロールと、遮水素材の保護フィルムと、固定具とを備える。前記フィルムロールは、中空の軸芯と、前記軸芯の周りに巻き取られたロール状の電池用包材シートとを含む。前記保護フィルムは、前記フィルムロールの外周面及び端面を外側から覆う。前記固定具は、前記保護フィルムの一部を前記軸芯の内周面に押し付けるような態様で、前記軸芯の内部に外側から挿入されている。
本発明の第2観点に係る電池用包材のフィルムロール梱包体は、第1観点に係るフィルムロール梱包体であって、前記保護フィルムは、以下の(1)〜(3)を実施することにより、前記フィルムロールに固定されている。
(1)シート状の前記保護フィルムを、前記フィルムロールの前記外周面に沿うように巻き付けて円筒状に成形する。
(2)前記円筒状の保護フィルムのうち、前記軸芯が伸びる方向に沿って前記フィルムロールの前記端面から突出した部分を、前記端面と平行になるように前記端面側に折り倒す。
(3)前記保護フィルムにおいて前記端面側に折り倒された部分のうち、前記端面の中心付近に位置する部分を前記軸芯の内周面に押し付けるような態様で、前記固定具を前記軸芯の内部に挿入する。
(1)シート状の前記保護フィルムを、前記フィルムロールの前記外周面に沿うように巻き付けて円筒状に成形する。
(2)前記円筒状の保護フィルムのうち、前記軸芯が伸びる方向に沿って前記フィルムロールの前記端面から突出した部分を、前記端面と平行になるように前記端面側に折り倒す。
(3)前記保護フィルムにおいて前記端面側に折り倒された部分のうち、前記端面の中心付近に位置する部分を前記軸芯の内周面に押し付けるような態様で、前記固定具を前記軸芯の内部に挿入する。
本発明の第3観点に係る電池用包材のフィルムロール梱包体は、第1観点又は第2観点に係るフィルムロール梱包体であって、前記保護フィルムのうち、前記フィルムロールの前記端面を覆う部分には、前記軸芯から放射状に広がるように延びる複数の折り目が形成されている。
本発明の第4観点に係る電池用包材のフィルムロール梱包体は、第1観点から第3観点のいずれかに係るフィルムロール梱包体であって、前記保護フィルムは、金属層を有する。
本発明の第5観点に係る電池用包材のフィルムロール梱包体は、第1観点から第4観点のいずれかに係るフィルムロール梱包体であって、前記フィルムロールの少なくとも前記外周面を前記保護フィルムの上からさらに覆う緩衝シートをさらに備える。
本発明の第6観点に係る電池用包材のフィルムロール梱包体は、第1観点から第5観点のいずれかに係るフィルムロール梱包体であって、前記フィルムロールを収納する箱をさらに備える。
本発明の第7観点に係る電池用包材のフィルムロール梱包体の製造方法は、以下のステップを備える。
(1)中空の軸芯と、前記軸芯の周りに巻き取られたロール状の電池用包材シートとを含むフィルムロールを準備するステップ。
(2)遮水素材のシート状の保護フィルムを準備するステップ。
(3)前記軸芯の内部に挿入可能な固定具を準備するステップ。
(4)前記シート状の保護フィルムを、前記フィルムロールの外周面に沿うように巻き付けて円筒状に成形するステップ。
(5)前記円筒状の保護フィルムのうち、前記軸芯が伸びる方向に沿って前記フィルムロールの端面から突出した部分を、前記端面と平行になるように前記端面側に折り倒すステップ。
(6)前記保護フィルムにおいて前記端面側に折り倒された部分のうち、前記端面の中心付近に位置する部分を前記軸芯の内周面に押し付けるような態様で、前記固定具を前記軸芯の内部に挿入するステップ。
(1)中空の軸芯と、前記軸芯の周りに巻き取られたロール状の電池用包材シートとを含むフィルムロールを準備するステップ。
(2)遮水素材のシート状の保護フィルムを準備するステップ。
(3)前記軸芯の内部に挿入可能な固定具を準備するステップ。
(4)前記シート状の保護フィルムを、前記フィルムロールの外周面に沿うように巻き付けて円筒状に成形するステップ。
(5)前記円筒状の保護フィルムのうち、前記軸芯が伸びる方向に沿って前記フィルムロールの端面から突出した部分を、前記端面と平行になるように前記端面側に折り倒すステップ。
(6)前記保護フィルムにおいて前記端面側に折り倒された部分のうち、前記端面の中心付近に位置する部分を前記軸芯の内周面に押し付けるような態様で、前記固定具を前記軸芯の内部に挿入するステップ。
本発明によれば、電池用包材のフィルムロールの外周面及び端面が、遮水素材の保護フィルムで包装される。フィルムロールの軸芯は中空であり、この軸芯の内側に固定具が、保護フィルムの一部を軸芯の内周面に押し付けるような態様で挿入される。これにより、フィルムロールを覆う保護フィルムがフィルムロールに対して強固に固定され、輸送途中等に包装が解かれてしまう事態が防止される。その結果、電池用包材のフィルムロールの防湿性が向上する。
以下、図面を参照しつつ、本発明の一実施形態に係る電池用包材のフィルムロール梱包体及びその製造方法について説明する。
<1.全体構成>
図1〜図7は、電池用包材のフィルムロール10が輸送用に梱包されていく様子を示す一連の図である。これらの図に示すように、本実施形態に係る電池用包材のフィルムロール梱包体1は、フィルムロール10を保護フィルム20で包装し、キャップ30を用いて保護フィルム20を固定し、さらに保護フィルム20の上から緩衝シート40を巻き付けた後、かかる梱包体をさらに箱50に梱包することで製造される。保護フィルム20は、フィルムロール10を水分から保護するために巻かれており、緩衝シート40は、フィルムロール10を輸送時等の衝撃から保護するために巻かれている。以下では、フィルムロール梱包体1を構成するこれらの部材10,20,30,40,50について説明した後、梱包方法を詳しく説明する。
図1〜図7は、電池用包材のフィルムロール10が輸送用に梱包されていく様子を示す一連の図である。これらの図に示すように、本実施形態に係る電池用包材のフィルムロール梱包体1は、フィルムロール10を保護フィルム20で包装し、キャップ30を用いて保護フィルム20を固定し、さらに保護フィルム20の上から緩衝シート40を巻き付けた後、かかる梱包体をさらに箱50に梱包することで製造される。保護フィルム20は、フィルムロール10を水分から保護するために巻かれており、緩衝シート40は、フィルムロール10を輸送時等の衝撃から保護するために巻かれている。以下では、フィルムロール梱包体1を構成するこれらの部材10,20,30,40,50について説明した後、梱包方法を詳しく説明する。
<2.各部の構成>
<2−1.フィルムロール>
フィルムロール10は、軸芯11と、軸芯11の周りにロール状に巻き取られた電池用包材シート12とを有する。軸芯11は、中空構造を有しており、本実施形態では、両端に開口S1,S1を有する円筒形状である。ただし、軸芯11の断面形状は、四角形、三角形等の他の形状とすることもできる。また、軸芯11の材質は、フィルムロール10の重量に耐え、これを支持することができる限り特に限定されないが、本実施形態では、硬質の樹脂である。しかしながら、軸芯11を金属製とすることもできるし、硬質の紙で形成することもできる。
<2−1.フィルムロール>
フィルムロール10は、軸芯11と、軸芯11の周りにロール状に巻き取られた電池用包材シート12とを有する。軸芯11は、中空構造を有しており、本実施形態では、両端に開口S1,S1を有する円筒形状である。ただし、軸芯11の断面形状は、四角形、三角形等の他の形状とすることもできる。また、軸芯11の材質は、フィルムロール10の重量に耐え、これを支持することができる限り特に限定されないが、本実施形態では、硬質の樹脂である。しかしながら、軸芯11を金属製とすることもできるし、硬質の紙で形成することもできる。
電池用包材シート12は、電池において電極や電解質等の電池素子を封止するためのシート状の包装材料であり、金属層を有する。電池用包材シート12は、高湿度環境の下に置かれると結露する場合もあり、保存時及び輸送時等に防湿性が要求される。
本実施形態では、軸芯11の長手方向の長さL1と、巻き取り方向に直交する方向に沿った電池用包材シート12の幅W1とは、略同じ長さである。従って、ロール状の電池用包材シート12の両端面10b,10bからは、軸芯11は突出していないか、又は若干突出しているのみである。なお、ここでいう「若干突出している」とは、軸芯11の突出長さが、フィルムロール10のロール半径R1の20%以下、より好ましくは10%以下、さらに好ましくは5%以下であることを言う。電池用包材シート12の巻き終わり部分は、ロール巻きが解けないように、適宜テープ13等で留めておくことができる。
電池用包材シート12の種類は、特に限定されないが、例えば、図9に示すような基材層131、接着層132、金属箔層133、及びシーラント層134をこの順に有する積層体とすることができる。この例の電池用包材シート12においては、基材層131が最外層になり、シーラント層134が最内層になる。
図9に示す電池用包材シート12について説明する。基材層131は、電池用の包装材料の基材として機能する層である。基材層131を形成する素材については、絶縁性を備えるものである限り特に制限されない。基材層131を形成する素材としては、例えば、ポリエステル、ポリアミド、エポキシ、アクリル、フッ素樹脂、ポリウレタン、珪素樹脂、フェノール、ポリエーテルイミド、ポリイミド、及びこれらの混合物や共重合物等が挙げられる。基材層131の厚さについては、例えば、10〜50μm程度、好ましくは15〜30μm程度が挙げられる。
接着層132は、基材層131に密着性を付与させるために、基材層131上に配置される層である。接着層132の厚さについては、例えば、2〜50μm程度、好ましくは3〜25μm程度が挙げられる。
金属箔層133は、包装材料の強度向上の他、電池内部に水蒸気、酸素、光等が侵入するのを防止するためのバリア層として機能する層である。金属箔層133の厚さについては、包装材料を薄型化しつつ、成形によってもピンホールの発生し難いものとする観点から、好ましくは10〜200μm程度、より好ましくは20〜100μm程度が挙げられる。金属箔層133を形成する金属としては、具体的には、アルミニウム、ステンレス、チタン等の金属箔が挙げられる。
電池の組み立て時には、シーラント層134同士を接面させて熱溶着することにより、電池素子が密封される。シーラント層134の厚みとしては、特に制限されないが、2〜2000μm程度、好ましくは5〜1000μm程度、さらに好ましくは10〜500μm程度が挙げられる。シーラント層134に使用される樹脂成分については、熱溶着可能である限り特に制限されないが、例えば、ポリオレフィン、環状ポリオレフィン、カルボン酸変性ポリオレフィン、カルボン酸変性環状ポリオレフィンが挙げられる。
<2−2.保護フィルム>
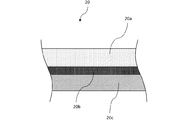
保護フィルム20は、フィルムロール10の外周面10a及び両端面10b,10bの全面を外側から覆うための包装材であり、包装前は、概ね矩形状である。また、保護フィルム20は、電池用包材シート12を湿気から保護するためのシート材であり、防湿性に優れている。保護フィルム20の材質は、遮水素材である限り特に限定されないが、本実施形態では、アルミラミネートフィルムである。より具体的には、保護フィルム20は、図10に示すようなポリエチレンテレフタレート(PET)層20aと、アルミ層20bと、ポリエチレン(PE)層20cとを有する多層構造に構成されている。この保護フィルム20は、PET製のシート上にアルミを蒸着させた後、さらにこのアルミ層20bの上にアルミ層20bが剥がれないようにPE層20cを形成することにより製造される。なお、本実施形態では、軽量性の観点等からアルミ蒸着シートが使用されているが、勿論、他の金属蒸着シートを用いることも可能である。保護フィルム20としては、1時間当たり0.2g/m2以下の水蒸気バリア性を有するバリア材を使用することが好ましい。
保護フィルム20は、フィルムロール10の外周面10a及び両端面10b,10bの全面を外側から覆うための包装材であり、包装前は、概ね矩形状である。また、保護フィルム20は、電池用包材シート12を湿気から保護するためのシート材であり、防湿性に優れている。保護フィルム20の材質は、遮水素材である限り特に限定されないが、本実施形態では、アルミラミネートフィルムである。より具体的には、保護フィルム20は、図10に示すようなポリエチレンテレフタレート(PET)層20aと、アルミ層20bと、ポリエチレン(PE)層20cとを有する多層構造に構成されている。この保護フィルム20は、PET製のシート上にアルミを蒸着させた後、さらにこのアルミ層20bの上にアルミ層20bが剥がれないようにPE層20cを形成することにより製造される。なお、本実施形態では、軽量性の観点等からアルミ蒸着シートが使用されているが、勿論、他の金属蒸着シートを用いることも可能である。保護フィルム20としては、1時間当たり0.2g/m2以下の水蒸気バリア性を有するバリア材を使用することが好ましい。
<2−3.キャップ>
キャップ30は、フィルムロール10の外形に沿ってぴったりと巻き付けられた保護フィルム20の包装が解けないようにするための固定具である。キャップ30は、1つのフィルムロール10に対し2つ用意され、保護フィルム20でフィルムロール10を包装後に、フィルムロール10の軸芯11の内部に両端側から挿入される。このとき、保護フィルム20の一部が、キャップ30の外周面と軸芯11の内周面との間に押し付けられる。
キャップ30は、フィルムロール10の外形に沿ってぴったりと巻き付けられた保護フィルム20の包装が解けないようにするための固定具である。キャップ30は、1つのフィルムロール10に対し2つ用意され、保護フィルム20でフィルムロール10を包装後に、フィルムロール10の軸芯11の内部に両端側から挿入される。このとき、保護フィルム20の一部が、キャップ30の外周面と軸芯11の内周面との間に押し付けられる。
図11に示すように、キャップ30は、軸芯11の内周面と略同じ形状の外周面を有する円筒状の側面部31を有する。また、キャップ30は、カップ状に形成されており、側面部31の一方の端部には、底面部32が連続している。さらに、底面部32と反対側の側面部31の端部には、側面部31から径方向外方に突出する円環状のフランジ部33が連続している。本実施形態では、側面部31、底面部32及びフランジ部33は一体的に形成されている。
キャップ30の材質は特に限定されないが、本実施形態では、プラスチック製、より詳細にはポリプロピレン製であり、弾性変形が可能である。従って、キャップ30は、保護フィルム20を軸芯11の内周面との間に挟み込みつつ軸芯11内に挿入可能であり、かつ、その後、軸芯11内でしっかりと固定される。また、フランジ部33の存在により、キャップ30全体が軸芯11内に嵌り込んでしまうことが防止される。また、フランジ部33に指を引っ掛けることにより、開梱時にキャップ30の取り外しが容易となっている。
<2−4.緩衝シート>
緩衝シート40は、保護フィルム20で覆われたフィルムロール10をさらに保護フィルム20の外側から覆うための包装材であり、包装前は概ね矩形状である。また、緩衝シート40は、衝撃吸収のためのクッション材であり、本実施形態ではスチレン製のシート材である。本実施形態では、緩衝シート40は、フィルムロール10の外周面10aのみを覆うように巻き付けられる。緩衝シート40の巻き終わり部分は、ロール巻きが解けないように、適宜テープ41等で留めておくことが好ましい。
緩衝シート40は、保護フィルム20で覆われたフィルムロール10をさらに保護フィルム20の外側から覆うための包装材であり、包装前は概ね矩形状である。また、緩衝シート40は、衝撃吸収のためのクッション材であり、本実施形態ではスチレン製のシート材である。本実施形態では、緩衝シート40は、フィルムロール10の外周面10aのみを覆うように巻き付けられる。緩衝シート40の巻き終わり部分は、ロール巻きが解けないように、適宜テープ41等で留めておくことが好ましい。
<2−5.箱>
箱50は、保護フィルム20及び緩衝シート40で包装されたフィルムロール10を収納するための箱である。箱50の材質は特に限定されないが、本実施形態では紙製、より詳細には段ボール製であり、好ましくはトライウォールジャパン株式会社製の強化段ボールであるトライウォールパックを用いることができる。箱50の形状も特に限定されないが、本実施形態では、直方体状の箱である。
箱50は、保護フィルム20及び緩衝シート40で包装されたフィルムロール10を収納するための箱である。箱50の材質は特に限定されないが、本実施形態では紙製、より詳細には段ボール製であり、好ましくはトライウォールジャパン株式会社製の強化段ボールであるトライウォールパックを用いることができる。箱50の形状も特に限定されないが、本実施形態では、直方体状の箱である。
図12は、フィルムロール梱包体1の側方断面図である。箱50内には、フィルムロール10に加え、フィルムロール10の下方に敷かれる二枚の下パット61,61、及び、フィルムロール10の上方に載せられる二枚の上パット62,62も収納される。これらのパット61,62は、箱50と同じ材質で構成されている。
パット61,61,62,62は、互いに同じ形状を有しており、互いに入れ替えて使用することも可能である。また、パット61,62は、矩形板状のパットであり、中央に円形穴61a,61bが開口している(図6及び図12参照)。円形穴61a,62aは、キャップ30の側面部31の横断面形状と略同じ形状を有している。従って、2段重ねで収容される下パット61,61のうち上方のパットの円形穴61aは、図12に示すようにキャップ30の側面部31を受け取ることができ、同じく2段重ねで収容される上パット62,62のうち下方のパットの円形穴62aも、キャップ30の側面部31を受け取ることができる。この場合、箱50内でフィルムロール10ががたつくことを抑制することができる。また、上パット62の円形穴62aは、開梱時に指を入れることができ、これにより、上パット62を箱50内から容易に取り出すことができる。
<3.梱包方法>
次に、フィルムロール10の梱包方法、すなわち、フィルムロール梱包体1の製造方法について説明する。
次に、フィルムロール10の梱包方法、すなわち、フィルムロール梱包体1の製造方法について説明する。
まず、梱包作業を開始するに当たり、上述したフィルムロール10、保護フィルム20、キャップ30(2個)、緩衝シート40、箱50及び上下パット61,62(2枚ずつ)をそれぞれ準備する。
続いて、矩形状の保護フィルム20を、フィルムロール10の外周面10aに沿うように巻き付けて円筒状に成形する(図2参照)。保護フィルム20は、巻き付け前の状態において、フィルムロール10の幅W1よりも長い幅W2を有しており、フィルムロール10の外周面10aに沿って一周強巻き付けることができる長さL2を有している(図1参照)。保護フィルム20の巻き付け時には、まず、平らな作業台又は床上に保護フィルム20を敷く。このとき、PE層20cが上側に、PET層20aが下側にくるようにする。そして、この保護フィルム20上にフィルムロール10を、軸芯11の長手方向が保護フィルム20の幅W2方向に略平行になり、かつ、フィルムロール10が幅W2方向に略中央にくるように置く。そして、この状態からフィルムロール10を転がすようにして、保護フィルム20をフィルムロール10の外周面10aに沿って巻き取る。このとき、PE層20cが内側に、PET層20aが外側にくることになる。
保護フィルム20をフィルムロール10の外周面10aに巻き付けたとき、W2>W1であるため、円筒状の保護フィルム20の幅W2方向の両端部は、軸芯11の延びる方向に沿ってフィルムロール10の両端面10b,10bから突出する(図2参照)。この突出部分21,22の長さL4,L5は、互いに略等しく、フィルムロール10の端面10b,10bの半径R1よりもやや長くなっている。
次に、以上の突出部分21,22を、それぞれフィルムロール10の端面10b,10bと平行になるように端面10b,10b側に折り倒す作業を行う。なお、以下では、突出部分21に関して説明するが、突出部分22に関しても同様の作業が行われる。
具体的には、円筒状の突出部分21を、周方向に沿って一端から他端まで小刻みに概ね一定幅間隔で、端面10b側に折り倒してゆく(図3参照)。このとき、突出部分21の突出方向の先端部23が、フィルムロール10の端面10bの略中心に重なるように折り倒す。なお、円筒状の突出部分21の周方向に沿った両端部21a,21bは、図2に示すように互いに重なっているが、このうち径方向内側の端部21a側から折り倒しの作業を開始する。また、以上のようにして突出部分21が端面10bに接触するように折り倒されたとき、突出部分21の先端部23は、軸芯11の開口S1に対面しているため、続いてこの先端部23を軸芯11の内部へ折り込む。
図8は、以上の折り倒しの作業が終わった後の突出部分21の外観正面図である。このとき、フィルムロール10の端面10bを覆う突出部分21には、同図に示すように、軸芯11(より正確には、その中心)から放射状に広がるように延びる多数の直線状の折り目25が形成されている。また、突出部分21の内側では、同図に点線で示すような多数の直線状の折り目26、すなわち、フィルムロール10の端面10bの半径方向からオフセットされた多数の折り目26が形成されている。折り目25と、折り目26とは、フィルムロール10の端面10bの外周上で重なっており、端面10bの中心側で離れている。
以上の折り倒しの作業の後、続いて軸芯11の両端の開口S1,S1にそれぞれキャップ30を取り付ける(図4参照)。具体的には、各キャップ30をその底面部32側から開口S1,S1に挿入する。これにより、軸芯11の内部に折り込まれていた保護フィルム20の先端部23は、軸芯11の内周面に押し付けられるようにして、当該内周面とキャップ30の側面部31の外周面との間に挟み込まれる。その結果、この後、このようなフィルムロール10の梱包体に対して外力が加わったとしても、フィルムロール10に巻き付けられた保護フィルム20がフィルムロール10から剥がれてしまうことが防止される。以下、フィルムロール10、保護フィルム20及びキャップ30からなる梱包体を参照符号1aで表す。
また、図4に示すように、梱包体1aの保護フィルム20の上から、さらに緩衝シート40を巻き付ける。緩衝シート40は、梱包体1aの外周面のみを覆うように巻き付けられ、円筒状に成形される。緩衝シート40は、梱包体1aの外周面に沿って少なくとも一周巻かれ、梱包体1aの外周面全体を覆う。緩衝シート40の巻き終わり部分には、緩衝シート40の巻きが解けないようにテープ41が貼付される。以下、緩衝シート40が巻かれた後の梱包体1aを、梱包体1bで表す。
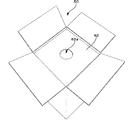
梱包体1bは、最終的に箱50内に収容される。具体的には、箱50をその開口が上方を向くような態様で、平らな床又は作業台上に載置する。そして、この上部開口から箱50内にアクセスして、箱50の底面上に下パット61,61を敷き、さらにその上に梱包体1bを載置する(図5参照)。このとき、梱包体1bの一方の端面が下パット61,61と対面するようにし、さらにキャップ30を下パット61,61の円形穴61a,61aに同心状に位置合わせする。続いて、箱50内において梱包体1b上に上パット62,62を載置する(図6参照)。なお、フィルムロール10へのキャップ30の取付け時には、フィルムロール10の端面10b,10bと、キャップ30,30のフランジ部33,33との間に、下パット61及び上パット62を挟み込むことができる(図12参照)。この場合、フィルムロール10がキャップ30を介して下パット61及び上パット62の中央付近に固定され、また、下パット61及び上パット62は箱50内で横方向に移動することができないため、フィルムロール10の箱50内での移動が規制される。その後、さらに箱50の蓋を閉めてガムテープ51等で固定する(図7参照)。以上により、フィルムロール梱包体1が完成する。
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、その趣旨を逸脱しない限りにおいて、種々の変更が可能である。
1,1a,1b 電池用包材のフィルムロール梱包体
10 フィルムロール
10a 外周面
10b 端面
11 軸芯
12 電池用包材シート
20 保護フィルム
20b アルミ層(金属層)
21,22 突出部分
25,26 折り目
30 キャップ(固定具)
40 緩衝シート
50 箱
10 フィルムロール
10a 外周面
10b 端面
11 軸芯
12 電池用包材シート
20 保護フィルム
20b アルミ層(金属層)
21,22 突出部分
25,26 折り目
30 キャップ(固定具)
40 緩衝シート
50 箱
Claims (7)
- 中空の軸芯と、前記軸芯の周りに巻き取られたロール状の電池用包材シートとを含むフィルムロールと、
前記フィルムロールの外周面及び端面を外側から覆う遮水素材の保護フィルムと、
前記保護フィルムの一部を前記軸芯の内周面に押し付けるような態様で、前記軸芯の内部に外側から挿入された固定具と
を備える、
電池用包材のフィルムロール梱包体。 - 前記保護フィルムは、
(1)シート状の前記保護フィルムを、前記フィルムロールの前記外周面に沿うように巻き付けて円筒状に成形し、
(2)前記円筒状の保護フィルムのうち、前記軸芯が伸びる方向に沿って前記フィルムロールの前記端面から突出した部分を、前記端面と平行になるように前記端面側に折り倒し、
(3)前記保護フィルムにおいて前記端面側に折り倒された部分のうち、前記端面の中心付近に位置する部分を前記軸芯の内周面に押し付けるような態様で、前記固定具を前記軸芯の内部に挿入する
ことにより、前記フィルムロールに固定されている、
請求項1に記載の電池用包材のフィルムロール梱包体。 - 前記保護フィルムのうち、前記フィルムロールの前記端面を覆う部分には、前記軸芯から放射状に広がるように延びる複数の折り目が形成されている、
請求項1又は2に記載の電池用包材のフィルムロール梱包体。 - 前記保護フィルムは、金属層を有する、
請求項1から3のいずれかに記載の電池用包材のフィルムロール梱包体。 - 前記フィルムロールの少なくとも前記外周面を前記保護フィルムの上からさらに覆う緩衝シート
をさらに備える、
請求項1から4のいずれかに記載の電池用包材のフィルムロール梱包体。 - 前記フィルムロールを収納する箱
をさらに備える、
請求項1から5のいずれかに記載の電池用包材のフィルムロール梱包体。 - 電池用包材のフィルムロール梱包体の製造方法であって、
中空の軸芯と、前記軸芯の周りに巻き取られたロール状の電池用包材シートとを含むフィルムロールを準備するステップと、
遮水素材のシート状の保護フィルムを準備するステップと、
前記軸芯の内部に挿入可能な固定具を準備するステップと、
前記シート状の保護フィルムを、前記フィルムロールの外周面に沿うように巻き付けて円筒状に成形するステップと、
前記円筒状の保護フィルムのうち、前記軸芯が伸びる方向に沿って前記フィルムロールの端面から突出した部分を、前記端面と平行になるように前記端面側に折り倒すステップと、
前記保護フィルムにおいて前記端面側に折り倒された部分のうち、前記端面の中心付近に位置する部分を前記軸芯の内周面に押し付けるような態様で、前記固定具を前記軸芯の内部に挿入するステップと
を備える、
電池用包材のフィルムロール梱包体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015077608A JP2016196322A (ja) | 2015-04-06 | 2015-04-06 | 電池用包材のフィルムロール梱包体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015077608A JP2016196322A (ja) | 2015-04-06 | 2015-04-06 | 電池用包材のフィルムロール梱包体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016196322A true JP2016196322A (ja) | 2016-11-24 |
Family
ID=57357535
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015077608A Pending JP2016196322A (ja) | 2015-04-06 | 2015-04-06 | 電池用包材のフィルムロール梱包体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016196322A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112591535A (zh) * | 2020-12-25 | 2021-04-02 | 深圳厨奇自胜智能装备技术有限公司 | 卷材包覆机器人以及包覆方法 |
| US11251055B2 (en) | 2018-03-13 | 2022-02-15 | Showa Denko Materials Co., Ltd. | Temporary protective film for semiconductor encapsulation molding, lead frame provided with temporary protective film, encapsulated molded body provided with temporary protective film, and method for manufacturing semiconductor device |
| US11908762B2 (en) | 2018-03-12 | 2024-02-20 | Resonac Corporation | Temporary protective film for semiconductor sealing molding, lead frame with temporary protective film, sealed molded body with temporary protective film, and method for producing semiconductor device |
| US12398298B2 (en) | 2018-11-09 | 2025-08-26 | Resonac Corporation | Temporary protective film for producing semiconductor device, reel body, and method for producing semiconductor device |
| US12451367B2 (en) | 2019-06-19 | 2025-10-21 | Showa Denko Materials Co., Ltd. | Temporary protective film for semiconductor encapsulation molding, lead frame with temporary protective film, encapsulation molded body with temporary protective film, and method for manufacturing semiconductor device |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04113960U (ja) * | 1991-03-25 | 1992-10-06 | フジコピアン株式会社 | インクフイルム包装体 |
| JPH06148820A (ja) * | 1992-07-15 | 1994-05-27 | Fuji Photo Film Co Ltd | 帯状感光材の包装体 |
| JP2002370788A (ja) * | 2001-06-14 | 2002-12-24 | Kanegafuchi Chem Ind Co Ltd | ポリイミドフィルムロール |
| JP2010221625A (ja) * | 2009-03-25 | 2010-10-07 | Nippon Zeon Co Ltd | ロール状巻回体 |
| JP2011184152A (ja) * | 2010-03-10 | 2011-09-22 | Toray Advanced Film Co Ltd | ウェブ状物巻き取り方法およびロール状物 |
| JP2012006616A (ja) * | 2010-06-23 | 2012-01-12 | Arisawa Mfg Co Ltd | Fpc用材料ロール包装体及びfpc用材料ロールの包装方法 |
| JP2012148790A (ja) * | 2011-01-18 | 2012-08-09 | Toppan Printing Co Ltd | 梱包材および梱包体 |
-
2015
- 2015-04-06 JP JP2015077608A patent/JP2016196322A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04113960U (ja) * | 1991-03-25 | 1992-10-06 | フジコピアン株式会社 | インクフイルム包装体 |
| JPH06148820A (ja) * | 1992-07-15 | 1994-05-27 | Fuji Photo Film Co Ltd | 帯状感光材の包装体 |
| JP2002370788A (ja) * | 2001-06-14 | 2002-12-24 | Kanegafuchi Chem Ind Co Ltd | ポリイミドフィルムロール |
| JP2010221625A (ja) * | 2009-03-25 | 2010-10-07 | Nippon Zeon Co Ltd | ロール状巻回体 |
| JP2011184152A (ja) * | 2010-03-10 | 2011-09-22 | Toray Advanced Film Co Ltd | ウェブ状物巻き取り方法およびロール状物 |
| JP2012006616A (ja) * | 2010-06-23 | 2012-01-12 | Arisawa Mfg Co Ltd | Fpc用材料ロール包装体及びfpc用材料ロールの包装方法 |
| JP2012148790A (ja) * | 2011-01-18 | 2012-08-09 | Toppan Printing Co Ltd | 梱包材および梱包体 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11908762B2 (en) | 2018-03-12 | 2024-02-20 | Resonac Corporation | Temporary protective film for semiconductor sealing molding, lead frame with temporary protective film, sealed molded body with temporary protective film, and method for producing semiconductor device |
| US11251055B2 (en) | 2018-03-13 | 2022-02-15 | Showa Denko Materials Co., Ltd. | Temporary protective film for semiconductor encapsulation molding, lead frame provided with temporary protective film, encapsulated molded body provided with temporary protective film, and method for manufacturing semiconductor device |
| US11682564B2 (en) | 2018-03-13 | 2023-06-20 | Resonac Corporation | Temporary protective film for semiconductor encapsulation molding, lead frame provided with temporary protective film, encapsulated molded body provided with temporary protective film, and method for manufacturing semiconductor device |
| US12398298B2 (en) | 2018-11-09 | 2025-08-26 | Resonac Corporation | Temporary protective film for producing semiconductor device, reel body, and method for producing semiconductor device |
| US12451367B2 (en) | 2019-06-19 | 2025-10-21 | Showa Denko Materials Co., Ltd. | Temporary protective film for semiconductor encapsulation molding, lead frame with temporary protective film, encapsulation molded body with temporary protective film, and method for manufacturing semiconductor device |
| CN112591535A (zh) * | 2020-12-25 | 2021-04-02 | 深圳厨奇自胜智能装备技术有限公司 | 卷材包覆机器人以及包覆方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6042620B2 (ja) | ワイヤハーネスの製造方法 | |
| JP2016196322A (ja) | 電池用包材のフィルムロール梱包体 | |
| WO2015143175A1 (en) | Heat sealed packaging assemblies and methods of producing and using the same | |
| CN104944005B (zh) | 包装用容器 | |
| JP2016196323A (ja) | 電池用包材のフィルムロール梱包体 | |
| KR20100126275A (ko) | 커버 테이프의 레코드 권체의 포장 방법 및 포장체 | |
| JP4765270B2 (ja) | 電極用部材の包装体および包装体用架台 | |
| JP6888555B2 (ja) | 包装袋 | |
| JP2010163177A (ja) | ロール製品のプロテクタおよびそれを用いた梱包資材 | |
| JP2016222324A (ja) | 包装袋 | |
| JP3177009U (ja) | 梱包体 | |
| JP2011246131A (ja) | 電池用梱包体 | |
| JP6699680B2 (ja) | 梱包装容器 | |
| CN113725528A (zh) | 电池单体 | |
| JP6028436B2 (ja) | 密封容器 | |
| JP5742148B2 (ja) | 感光性接着フィルム梱包体 | |
| JP4391551B2 (ja) | 内容物固定機能付き紙箱 | |
| JP6649776B2 (ja) | 包装袋 | |
| CN101332929B (zh) | 包装体 | |
| JP3230540U (ja) | 軟質シート用梱包箱、及び梱包体 | |
| US8573401B2 (en) | Packaging box closing member | |
| JP2016019407A (ja) | ワイヤーハーネス用シート及びワイヤーハーネス | |
| KR200401579Y1 (ko) | 포장팩 | |
| JP4577206B2 (ja) | トレイ型容器 | |
| JP2007084102A (ja) | 包装容器および包装形態 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180226 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190205 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190806 |