JP2016131987A - Ca処理鋼用スライディングノズルプレート - Google Patents
Ca処理鋼用スライディングノズルプレート Download PDFInfo
- Publication number
- JP2016131987A JP2016131987A JP2015007050A JP2015007050A JP2016131987A JP 2016131987 A JP2016131987 A JP 2016131987A JP 2015007050 A JP2015007050 A JP 2015007050A JP 2015007050 A JP2015007050 A JP 2015007050A JP 2016131987 A JP2016131987 A JP 2016131987A
- Authority
- JP
- Japan
- Prior art keywords
- aggregate
- sliding nozzle
- nozzle plate
- treated steel
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Abstract
Description
(1)耐火物骨材が、CA6骨材と、Al2O3骨材とAl2O3−ZrO2骨材の少なくともいずれか一方とを含有し、前記CA6骨材が、前記耐火物骨材の3〜30質量%であることを特徴とするCa処理鋼用スライディングノズルプレート。
(2)前記CA6骨材が、80質量%以上のヒボナイト鉱物からなることを特徴とする(1)に記載のCa処理鋼用スライディングノズルプレート。
(3)前記CA6骨材の気孔率が、10%以下であることを特徴とする(1)又は(2)に記載のCa処理鋼用スライディングノズルプレート。
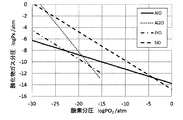
1/2C+1/2Al2O3=AlO(g)+1/2CO(g) (化1)
2C+Al2O3=Al2O(g)+2CO(g) (化2)
C+ZrO2=ZrO(g)+CO(g) (化3)
C+SiO2=SiO(g)+CO(g) (化4)
表1〜6に記載の、気孔率、ヒボナイト含有量のCA6骨材と、少なくともAl2O3骨材又はAl2O3−ZrO2骨材とを所定量配合し、バインダーとしてフェノールレジンを外掛けで5質量%添加した配合物を混練し、フリクションでスライディングノズルプレート形状に成形し、1200℃で焼成した後、ピッチ含浸処理を施した。
比較のために、Al2O3骨材、Al2O3−ZrO2骨材、CA6骨材を用いて表5、6に記載のように配合し、バインダーとしてフェノールレジンを外掛けで5質量%添加した配合物を混練し、フリクションでスライディングノズルプレート形状に成形し、1200℃で焼成した後、タール含浸処理を施した。

Claims (3)
- 耐火物骨材が、CA6骨材と、Al2O3骨材とAl2O3−ZrO2骨材の少なくともいずれか一方とを含有し、
前記CA6骨材が、前記耐火物骨材の3〜30質量%であることを特徴とするCa処理鋼用スライディングノズルプレート。 - 前記CA6骨材が、80質量%以上のヒボナイト鉱物からなることを特徴とする請求項1に記載のCa処理鋼用スライディングノズルプレート。
- 前記CA6骨材の気孔率が、10%以下であることを特徴とする請求項1又は2に記載のCa処理鋼用スライディングノズルプレート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015007050A JP6375958B2 (ja) | 2015-01-16 | 2015-01-16 | Ca処理鋼用スライディングノズルプレート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015007050A JP6375958B2 (ja) | 2015-01-16 | 2015-01-16 | Ca処理鋼用スライディングノズルプレート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016131987A true JP2016131987A (ja) | 2016-07-25 |
| JP6375958B2 JP6375958B2 (ja) | 2018-08-22 |
Family
ID=56437147
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015007050A Active JP6375958B2 (ja) | 2015-01-16 | 2015-01-16 | Ca処理鋼用スライディングノズルプレート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6375958B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111842870A (zh) * | 2020-06-19 | 2020-10-30 | 北京科技大学 | 一种含ZrO的Al2O3-ZrO2-Al复合滑板及制备方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53135831A (en) * | 1977-04-29 | 1978-11-27 | Didier Werke Ag | Refractory plate for slide closing apparatus of metallurgic container |
| JPS6016858A (ja) * | 1984-06-04 | 1985-01-28 | 黒崎窯業株式会社 | スライデイングノズル用上、下部ノズル |
| JPH0727886A (ja) * | 1993-07-09 | 1995-01-31 | Japan Atom Energy Res Inst | ワンス・スルー型原子炉燃料化合物 |
| JP2002274973A (ja) * | 2001-03-21 | 2002-09-25 | Asahi Glass Co Ltd | アルミナ質多孔体の製造方法 |
| JP2006510562A (ja) * | 2002-12-19 | 2006-03-30 | レフラテヒニーク・ホールディング・ゲー・エム・ベー・ハー | 重セラミック成形品、その製造方法および使用 |
| US20120018007A1 (en) * | 2009-03-10 | 2012-01-26 | Saint-Gobain Centre De Recherches Et' D'etudes Europeen | Zirconia powder |
| JP2014051703A (ja) * | 2012-09-06 | 2014-03-20 | Nippon Steel & Sumitomo Metal | ライニング構造 |
-
2015
- 2015-01-16 JP JP2015007050A patent/JP6375958B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53135831A (en) * | 1977-04-29 | 1978-11-27 | Didier Werke Ag | Refractory plate for slide closing apparatus of metallurgic container |
| JPS6016858A (ja) * | 1984-06-04 | 1985-01-28 | 黒崎窯業株式会社 | スライデイングノズル用上、下部ノズル |
| JPH0727886A (ja) * | 1993-07-09 | 1995-01-31 | Japan Atom Energy Res Inst | ワンス・スルー型原子炉燃料化合物 |
| JP2002274973A (ja) * | 2001-03-21 | 2002-09-25 | Asahi Glass Co Ltd | アルミナ質多孔体の製造方法 |
| JP2006510562A (ja) * | 2002-12-19 | 2006-03-30 | レフラテヒニーク・ホールディング・ゲー・エム・ベー・ハー | 重セラミック成形品、その製造方法および使用 |
| US20120018007A1 (en) * | 2009-03-10 | 2012-01-26 | Saint-Gobain Centre De Recherches Et' D'etudes Europeen | Zirconia powder |
| JP2014051703A (ja) * | 2012-09-06 | 2014-03-20 | Nippon Steel & Sumitomo Metal | ライニング構造 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111842870A (zh) * | 2020-06-19 | 2020-10-30 | 北京科技大学 | 一种含ZrO的Al2O3-ZrO2-Al复合滑板及制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6375958B2 (ja) | 2018-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2637196C2 (ru) | Огнеупорный материал и разливочный стакан | |
| JP4634263B2 (ja) | マグネシアカーボンれんが | |
| JP5565907B2 (ja) | プレートれんが及びその製造方法 | |
| JP4681456B2 (ja) | 低カーボン質マグネシアカーボンれんが | |
| WO2008056655A1 (fr) | Manchons durables | |
| JP6026495B2 (ja) | 低カーボンMgO−Cれんが | |
| JP2020100511A (ja) | マグネシアカーボンれんがの製造方法 | |
| JP2015193511A (ja) | 鋳造用耐火物、並びにそれを使用した鋳造用ノズル及びスライディングノズル用プレート | |
| JP5777561B2 (ja) | ステンレス鋼精錬取鍋用煉瓦及びステンレス鋼精錬取鍋 | |
| JP6193793B2 (ja) | 鋳造用耐火物、並びにそれを使用した鋳造用ノズル及びスライディングノズル用プレート | |
| JP6375958B2 (ja) | Ca処理鋼用スライディングノズルプレート | |
| JP5192970B2 (ja) | スライディングノズル装置用の塩基性プレート耐火物 | |
| WO2011058811A1 (ja) | スライディングノズルプレート | |
| JP6154772B2 (ja) | アルミナ−炭化珪素−炭素質れんが | |
| JP2020163458A (ja) | スライディングノズル用プレートの製造方法 | |
| JP2014156389A (ja) | マグネシアカーボンれんが | |
| JP5920412B2 (ja) | 連続鋳造ノズル | |
| JP2012200733A (ja) | スライディングノズル用プレート耐火物 | |
| JP2012192430A (ja) | アルミナ−カーボン質スライドゲートプレート | |
| JP6348071B2 (ja) | マグネシア質耐火物 | |
| JP6826282B2 (ja) | マグネシア−クロム質転炉出鋼口スリーブ煉瓦の製造方法 | |
| JP6541607B2 (ja) | スライディングノズル用炭素含有プレート耐火物の製造方法 | |
| JP2005089271A (ja) | 炭素含有耐火物、その製造方法及びその用途 | |
| JP5578680B2 (ja) | 炭素含有耐火物 | |
| JP2017110280A (ja) | 溶鋼真空処理容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170906 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180615 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180626 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180709 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6375958 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |